Ressourceneffizienz in der Holzmöbelindustrie - VDI ZRE Publikationen: Kurzanalyse Nr. 21
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

VDI ZRE Publikationen: Kurzanalyse Nr. 21 Ressourceneffizienz in der Holzmöbelindustrie Mai 2018
VDI ZRE Kurzanalyse Nr. 21: Ressourceneffizienz in der Holzmöbelindustrie Autor: Oliver S. Kaiser, VDI Technologiezentrum GmbH Fachliche Ansprechpartnerin: Dr.-Ing. Ulrike Lange, VDI Zentrum Ressourceneffizienz GmbH Wir danken Herrn Prof. Andreas Heinzmann, Fakultät für Holztechnik und Bau der Hochschule Rosenheim, für die fachliche Unterstützung. Die Kurzanalyse wurde im Rahmen der Nationalen Klimaschutzinitiative des Bundesministeriums für Umwelt, Naturschutz und nukleare Sicherheit erstellt. Die Kurzanalysen des VDI ZRE geben einen Überblick über aktuelle Entwicklungen des Themas Ressourceneffizienz in Forschung und industrieller Praxis. Sie enthalten eine Zusammenstellung relevanter Forschungsergebnisse, neuer Technologien und Prozesse sowie Gute-Praxis-Beispiele. Damit verschaffen die Kurzanalysen einem breiten Publikum aus Wirtschaft, Forschung und Verwaltung einen Einstieg in ausgewählte Themenfelder der Ressourceneffizienz. Redaktion: VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel. +49 30-27 59 506-0 Fax +49 30-27 59 506-30 zre-info@vdi.de www.ressource-deutschland.de Titelbild: © mahey/Fotolia.com Druck: Bonifatius GmbH, Karl-Schurz-Straße 26, 33100 Paderborn Gedruckt auf umweltfreundlichem Recyclingpapier.

VDI ZRE Publikationen: Kurzanalyse Nr. 21 Ressourceneffizienz in der Holzmöbelindustrie
INHALTSVERZEICHNIS
ABBILDUNGSVERZEICHNIS 3
TABELLENVERZEICHNIS 4
ABKÜRZUNGSVERZEICHNIS 5
TEIL 1: KURZANALYSE 7
1 EINLEITUNG 8
2 HOLZMÖBELINDUSTRIE – WIRTSCHAFTLICHE ENTWICKLUNG
UND TENDENZEN 10
3 RESSOURCENEFFIZIENZPOTENZIALE IN DER
HOLZMÖBELINDUSTRIE 13
3.1 Normierte Ökobilanzen für holzbasierte Möbel 16
3.2 Produktbezogene Maßnahmen 20
3.2.1 Materialauswahl und -substitution 20
3.2.2 Produktgestaltung 28
3.2.3 Fügetechnik 31
3.3 Prozessbezogene Maßnahmen 34
3.3.1 Ressourceneffizienzmaßnahmen in der Produktion
von Vor- und Möbelprodukten 34
3.3.2 Ressourceneffizienzmaßnahmen in der Produktion
von Vorprodukten 36
3.3.3 Ressourceneffizienzmaßnahmen in der Produktion
von Möbelprodukten 39
3.4 Periphere Maßnahmen 47
3.5 Recycling 49
4 FAZIT 53
TEIL 2: FACHGESPRÄCH 56
1 PROGRAMM DES FACHGESPRÄCHS 57
2 DOKUMENTATION DES FACHGESPRÄCHS 58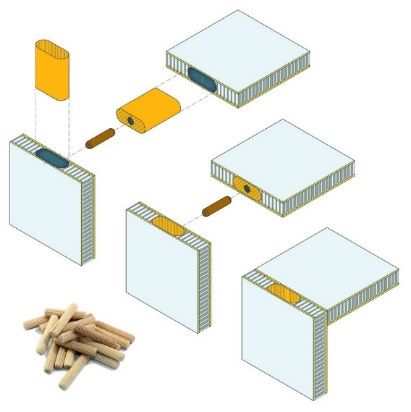
2.1 Ressourceneffizienzpotenziale in der Holzmöbelindustrie 58
2.2 Ressourceneffizienz in der Wertschöpfungskette der
Holzmöbelindustrie 59
2.3 Prozessbezogene Ressourceneffizienzmaßnahmen in der
Holzmöbelindustrie 60
2.4 Produktbezogene Ressourceneffizienzmaßnahmen in der
Holzmöbelindustrie 62
2.5 Wirtschaftliche Rahmenbedingungen 65
LITERATURVERZEICHNIS 66Abbildungsverzeichnis 3
ABBILDUNGSVERZEICHNIS
Abbildung 1: Stoffstromanalyse der Möbelherstellung anhand eines
Beispielmöbels 14
Abbildung 2: Die relativen Beiträge zum Treibhauspotenzial,
aufgeschlüsselt nach Energieverbrauchern in den
untersuchten Möbelwerken für Aufbewahrungsmöbel
(oben) und Ablagemöbel (unten) 19
Abbildung 3: Die Lisocore-Leichtbauplatte mit Beschlagbefestigung
durch Klemmen und Schrauben 23
Abbildung 5: Prinzip einer gedübelten und verleimten Korpusecke
aus Wabenplatten mit zwei Wood-Inserts 33
Abbildung 6: Eine aus mehreren Profilen bestehende Schubkasten-
Führungsschiene 38
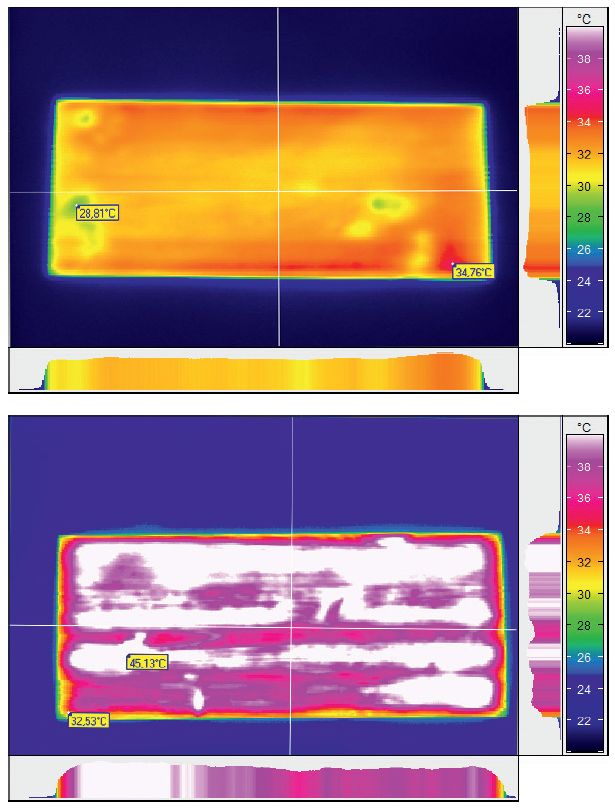
Abbildung 7: Wärmebilder einer mit Wasserlack lackierten Kiefer-
platte, im oberen Bild mit Hochfrequenz getrocknet und
einer Temperaturdifferenz von maximal 6 K, unten mit
Mikrowellentrocknung und einer inhomogenen
Temperaturverteilung mit über 12 K Differenz 424 Tabellenverzeichnis
TABELLENVERZEICHNIS
Tabelle 1: Gewichtsvergleich zwischen Vollspanplatte und
Leichtbauplatte Kettboard bei verschiedenen
Plattenstärken 22Abkürzungsverzeichnis 5
ABKÜRZUNGSVERZEICHNIS
BMBF Bundesministerium für Bildung und Forschung
BMU Bundesministerium für Umwelt, Naturschutz und
nukleare Sicherheit
BIFMA Business and Institutional Furniture Manufacturers
Association
CAD Computer-aided Design
CFK Carbonfaserverstärkter Kunststoff
CNC Computerized Numerical Control
CO2 Kohlendioxid
COST European Cooperation in Science & Technology
DDT Dichlordiphenyltrichlorethan
DIN Deutsches Institut für Normung
EEG Erneuerbare-Energien-Gesetz
EN Europäische Norm
EPD Environmental Product Declaration
EVA Ethylen-Vinylacetat
FEM Finite-Elemente-Methode
FSC Forest Stewardship Council
GFK Glasfaserverstärkter Kunststoff
HDF Hochdichte Faserplatte
LCI Life Cycle Inventory Analysis6 Abkürzungsverzeichnis
KMU Kleine und mittlere Unternehmen
MDF Mitteldichte Holzfaserplatte
NSF National Sanitation Foundation
NRW Nordrhein-Westfalen
PCB Polychlorierte Biphenyle
PCR Product Category Rule
PET Polyethylenterephthalat
PVC Polyvinylchlorid
TSSD Thermischer Stoff-Schluss-Dom
UBA Umweltbundesamt
VDI Verein Deutscher Ingenieure
WPC Wood-Polymer-CompositesTEIL 1: Kurzanalyse 7 TEIL 1: KURZANALYSE
8 Einleitung
1 EINLEITUNG
Die Herstellung von Holzmöbeln wie Wohn-, Küchen- oder Büromöbeln hält
viele Potenziale zur Einsparung von Ressourcen bereit. Gute-Praxis-Bei-
spiele sowie Innovationen aus Forschung und Entwicklung zeigen, wie sich
Material und Energie einsparen lassen, Herstellkosten reduziert werden
können und gleichzeitig die Umwelt entlastet wird.
Der in der Holzmöbelherstellung hauptsächlich verwendete Werkstoff Holz
ist der bedeutendste nachwachsende Rohstoff. 1 Die Verbrennung von einem
Kilogramm absolut trockener Holzmasse emittiert 1,832 kg CO2, die wäh-
rend des Wachstumsprozesses gebunden wurde. Diese CO2-Neutralität gilt
jedoch nur für Holz, das aus nachhaltiger Waldwirtschaft stammt, also zum
Beispiel nach den Maßgaben des Kyoto-Protokolls oder anderen etablierten
Nachhaltigkeitssystemen zertifiziert ist. 2 Folglich ist die Materialwahl bzw.
die Herkunft der Holzart ein wesentlicher Faktor zur ganzheitlichen Steige-
rung der Ressourceneffizienz.
Neben dem Werkstoff Holz bestimmen Beschichtungen, Klebstoffe sowie Be-
schläge die Höhe des Materialeinsatzes in der Holzmöbelherstellung. Eine
effiziente Produktgestaltung kann dabei den Rohstoffaufwand senken. Auch
Produktionsanlagen, deren digitaler Vernetzungsgrad sowie die Produkti-
onsinfrastruktur (Absaugtechniken, Druckluftversorgung, Versorgung mit
Energie und Betriebsmitteln) stellen wesentliche Ansätze zur Erschließung
von Ressourceneffizienzpotenzialen dar.
Insbesondere der Themenkomplex Industrie 4.0 wird die Entwicklungen in
der Holzmöbelindustrie künftig beeinflussen. Die digitale Transformation be-
dingt zwar hohe Investitionen und umfassende Planungsansätze, ermöglicht
aber eine Entwicklung über punktuelle Ressourceneffizienzmaßnahmen hin-
aus, wie bspw. schrittweise Verbesserungen im Maschinenpark. 3 Zudem be-
zieht die Zulieferstruktur der deutschen Holzmöbelindustrie bereits jetzt alle
1
Vgl. IDW (2015).
2
Vgl. Wenker und Rüter (2015), S. 10.
3
Vgl. Möbelfertigung (2015c), S. 178 – 182.Einleitung 9
Akteure wie Hersteller für Werkzeuge, Maschinen und Anlagen sowie Soft-
ware und Materialien mit ein. 4 Eine zusätzliche digitale Vernetzung dieser
Akteure schafft eine ergebnisorientierte Kooperation und kann somit Res-
sourceneffizienzpotenziale erschließen. Diese Thematik stand auch im Fo-
kus der Diskussionen des Fachgesprächs „Ressourceneffizienz in der Holz-
möbelindustrie“, deren Dokumentation im zweiten Teil dieser Kurzanalyse
zu finden ist. Die zunehmend komplexeren Produktionsstrukturen mit im-
mer konkreteren Kernkompetenzen der Hersteller bieten hier Ansätze, Ko-
operationen zu schließen und einen intensiven Austausch entlang der Wert-
schöpfungskette zu forcieren. Dieser Trend wird künftig weitere massive
Veränderungen in der Wertschöpfungskette der Holzmöbelbranche bewir-
ken. Unternehmen sollten daher diese Entwicklungen verfolgen und eine ei-
gene Umsetzungsstrategie festlegen. 5
Holzmöbelhersteller 6 stehen diesen Herausforderungen, auch im Bereich ei-
ner ressourceneffizienten Produktion, noch gegenüber. Veraltete Produkti-
onsmaschinen, die meist auf große Losgrößen ausgelegt sind, hohe Lagerbe-
stände, starre Unternehmensstrukturen und eine Logistik, die nicht an die
geänderten Kunden- und Marktbedürfnisse angepasst wurde, sind hier als
Gründe aufzuführen. 7, 8 Dabei können gerade für kleine und mittlere Unter-
nehmen (KMU) konsequent durchgeführte Ressourceneffizienzmaßnahmen
einen klaren Wettbewerbsvorteil bedeuten. Die vorliegende Kurzanalyse
stellt dahingehend prozess- und produktbezogene Effizienzmaßnahmen,
Gute-Praxis-Beispiele und Ergebnisse aus Forschung und Entwicklung vor.
4
Vgl. Rezbach (2017), S. 27.
5
Vgl. Möbelfertigung (2016a), S. 10.
6
Ausgenommen aus den Betrachtungen der Kurzanalyse sind Polstermöbel, das Holzhandwerk
sowie die Herstellung von Holzwerkstoffen (Furnieren, Span- und Faserplatten). Bei Letzterem
werden lediglich Fertigungsschritte zur Veredelung und Verarbeitung im Möbelwerk
berücksichtigt.
7
Vgl. Wulf (k. A.), Folie 14.
8
Vgl. Wieselhuber (2018), S. 2.10 Holzmöbelindustrie – wirtschaftliche Entwicklung und Tendenzen
2 HOLZMÖBELINDUSTRIE – WIRTSCHAFTLICHE
ENTWICKLUNG UND TENDENZEN
Die wirtschaftliche Lage der Möbelindustrie ist insgesamt von einem mode-
raten Umsatzwachstum geprägt, wobei die Zahl der Unternehmen kontinu-
ierlich zurückgeht. 9 Im Jahr 2016 stieg der Umsatz der deutschen Möbelher-
steller um 3,2 % auf knapp 18 Mrd. Euro. In den fast 500 Unternehmen (mit
50 oder mehr Beschäftigten 10) waren 84.000 Menschen beschäftigt 11, die
über 100 Millionen Möbelstücke herstellten. 12, 13 In den Jahren 2007 bis
2014 stagnierte der Umsatz der Branche. 14 Nach einem Umsatzwachstum in
den Jahren 2015 (+6,2 %) und 2016 (+3,2 %) ging der Branchenumsatz im
Jahr 2017 um 0,6 % auf 17,9 Mrd. Euro geringfügig zurück. 15
Den Holzmöbelherstellern stehen wenige, große Möbeleinkaufsverbände der
Händler mit Überkapazitäten gegenüber, die den Markt bestimmen. Diese
individualisieren zunehmend ihr Sortiment, was für die Hersteller eine auf-
tragsbezogene Fertigung in kleineren Losgrößen bedeutet. 16 Gerade der stei-
gende Individualisierungsgrad, lange Durchlaufzeiten und ein stark verteil-
tes Produktionsnetzwerk über Unternehmensgrenzen hinweg 17, aber auch
wirtschaftliche Entwicklungen in den folgend dargestellten Bereichen, stel-
len die Möbelbranche vor große Herausforderungen.
Import und Export
Deutschland ist nach China und den USA der drittgrößte Möbelhersteller
weltweit und der größte in Europa, dicht gefolgt von Italien. Die Exportquote
lag 2017 bei etwa 32,4 % 18, wobei hauptsächlich nach Frankreich, Österreich
9
Vgl. Rezbach (2017), S. 27.
10
Vgl. VHK-Herford (2016), S. 4.
11
Vgl. Möbelfertigung (2018a).
12
Vgl. Wenker und Rüter (2015), S. 99.
13
Vgl. HDH (2018).
14
Vgl. Handelsblatt (2016).
15
Vgl. Möbelfertigung (2018a).
16
Vgl. w.news (2016), S. 30.
17
Vgl. möbel kultur (2018).
18
Vgl. Möbelfertigung (2018a).Holzmöbelindustrie – wirtschaftliche Entwicklung und Tendenzen 11
und in die Schweiz exportiert wurde. 19 Fast ein Drittel der deutschen Möbel-
exporte wird in Nicht-EU-Ländern abgesetzt. 20 Der Export nach Tschechien
(+13 %), den Niederlanden (+8 %) und Spanien (+6 %) erhöhte sich im Jahr
2016 im Vergleich zum Durchschnittsanstieg (1,3 %) überproportional. 21 Ge-
nerell entwickelt sich das Exportgeschäft besser als der Inlandsumsatz. Der
Möbelimport übertrifft mit 12,4 Mrd. Euro den Export (10,4 Mrd. Euro). 22
Die größten Möbelimporteure nach Deutschland sind Polen und China.
Marktsegmente und Insolvenzen
In den letzten Jahrzehnten haben sich die Marktsegmente verändert: Hatte
das mittlere Preissegment Anfang der 1980er Jahre einen Marktanteil von
50 % und das Einstiegssegment sowie das hochpreisige Segment jeweils
etwa ein Viertel Marktanteil, ist das mittlere Preissegment inzwischen auf
etwas über 10 % Marktanteil geschrumpft und das Preiseinstiegssegment
auf fast 50 % angewachsen. 23
Öffentlich wahrgenommen wurden in den letzten Jahren in der Möbelbran-
che mehrere Insolvenzen gerade traditionsreicher Möbelunternehmen. Die
Gründe dafür sind Überkapazitäten und eher geringe Renditen sowie die
schwindende Beliebtheit der typischen Schrankwand, für die viel Holz ver-
arbeitet wird. 24 Eine Rolle spielt auch das Versäumnis, sich auf die verän-
derten Bedürfnisse des Marktes nach höherer Individualisierung einzustel-
len und zielgerichtet zu investieren. Viele der erfolgreichen Unternehmen
haben in den letzten Jahren investiert, speziell in die Bereiche IT und Orga-
nisation, und sind überproportional gewachsen. 25
19
Vgl. Lehberg und Stolte (2016), S. 5.
20
Vgl. Tews (2017).
21
Vgl. Handelsblatt (2017).
22
Vgl. EUWID (2017), S. 14.
23
Vgl. Lehberg und Stolte (2016), S. 7.
24
Vgl. Handelsblatt (2016b).
25
Pers. Mitteilung Prof. Andreas Heinzmann, Hochschule Rosenheim.12 Holzmöbelindustrie – wirtschaftliche Entwicklung und Tendenzen
Kostenentwicklung Vorprodukte und Energie
Die Zulieferpreise für Material und Energie stiegen zum Jahresende 2017
stark an. Im Vergleich zum Vorjahresmonat im Jahr 2016 waren Holzwerk-
stoffe 3,5 %, Schnittholz 2,7 % und Kunststoffe 4,8 % teurer. Die Kosten für
elektrischen Strom erhöhten sich um 1,6 % und für Erdgas um 3,6 %. Wird
der Preisindex der Energiekosten seit dem Jahr 2010 betrachtet, kostet Erd-
gas derzeit etwa genauso viel wie im Jahr 2010, die Stromkosten sind jedoch
um 28 % angestiegen. 26
Maschinenhersteller
Die deutschen Hersteller von Holzbearbeitungsmaschinen verzeichneten im
Jahr 2016 ein leichtes Umsatzwachstum auf etwa 2,9 Mrd. Euro, was weiter-
hin unter dem bisherigen Höchststand von 3 Mrd. Euro aus dem Jahr 2007
liegt. Berücksichtigt wurden dabei Maschinen zur primären Holzbearbeitung
(z. B. Maschinen und Anlagen für die Schnittholz-, Holzwerkstoff-, Furnier-
produktion) sowie zur sekundären Holzbearbeitung (z. B. Maschinen und
Anlagen für die Herstellung von Möbeln, Innenausbauprodukten und Bau-
elementen). 27
Diese Übersicht zu den Entwicklungen in den vorgestellten Bereichen zeigt,
dass die Holzmöbelbranche großen wirtschaftlichen Herausforderungen ge-
genübersteht. Neben einer direkten Kundenorientierung bzw. einem direk-
ten Kundenmarketing durch die Nutzung von Internetdiensten eröffnen u. a.
die Instrumente der Industrie 4.0, unternehmensübergreifende Kooperatio-
nen und gezielte produkt- sowie prozessbezogene Ressourceneffizienzmaß-
nahmen (Kapitel 3.2 und 3.3) Möglichkeiten, wirtschaftliche Potenziale zu
erschließen.
26
Vgl. VDM (2018), S. 5.
27
Vgl. EUWID (2017), S. 18.Ressourceneffizienzpotenziale in der Holzmöbelindustrie 13
3 RESSOURCENEFFIZIENZPOTENZIALE IN DER
HOLZMÖBELINDUSTRIE
Der Material- und Energieeinsatz in der Produktion von Holzmöbeln kann
mit verschiedenen Maßnahmen reduziert werden, die in diesem Kapitel vor-
gestellt werden. Für den Rohstoff Holz besteht der natürliche Vorteil darin,
dass ein Kubikmeter Holz fast eine Tonne CO2 bindet, während bei der Her-
stellung von metallischen oder polymeren Werkstoffen CO2 freigesetzt
wird. 28
Definition der Ressourceneffizienz
Ressourceneffizienz wird in der VDI-Richtlinie 4800 Blatt 1 29 definiert als
der Quotient aus dem Nutzen eines Produkts oder eines Prozesses und dem
dafür aufgewendeten Einsatz natürlicher Ressourcen. Dabei müssen sowohl
der Ressourceneinsatz als auch der Nutzen quantifiziert werden. Gesteigert
wird die Ressourceneffizienz entweder durch den gleichen Nutzen bei gerin-
gerem Ressourceneinsatz oder die Erhöhung des Nutzens bei gleichbleiben-
dem Ressourceneinsatz. Letzteres ist für Holzmöbel nur in manchen Fällen
gegeben, weil die Funktionalität eines Möbelstücks lediglich in einem be-
grenzten Rahmen erhöht werden kann. Die in dieser Kurzanalyse betrachte-
ten Ressourceneffizienzmaßnahmen zielen daher hauptsächlich darauf ab,
natürliche Ressourcen wie Energie und Rohstoffe einzusparen.
Kostenanteile und Stoffströme
Wird der Kostenanteil des Energieverbrauchs am Bruttoproduktionswert be-
trachtet, so liegt dieser für Möbelproduzenten mit 50 bis 999 Mitarbeitern
bei 1,9 % und weniger. 30 Ein erster Eindruck der materialbezogenen Einspar-
potenziale ergibt sich aus einer typischen Stoffstrombetrachtung in der Mö-
belherstellung (Abbildung 1). Ausschuss, Verschnitt, Beschädigung, aber
auch Montage- und Programmierfehler sowie Altbestände und Reste bzw.
Übermengen sind vor allem Ursachen für einen erhöhten Materialverbrauch.
Allein dem Eingangslager werden etwa 8 % an Materialverlusten durch über-
flüssige Altbestände und mängelbehafteten Ausschuss zugeschrieben. Im
28
Vgl. Frühwald (2018).
29
Vgl. VDI 4800 Blatt 1: 2016-02.
30
Vgl. Destatis (2016), S. 311.14 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
Zuschnitt gehen 13 % des Materials durch Verschnitt und Reste verloren
(Abbildung 1).
ca. 2 % Wiederverwendung
Programmierfehler,
Ausschuss durch falsche Montagefehler,
Beschädigung
Handling und Lagerung Übermengen Auftragspapiere Transportschäden
Reste durch Lagerung
ca. 3 % Kantenmaterial
ca. 3 % und Übermengen
ca. 10 % ca. 3 %
Altbestände Ausschuss,
Verschnitt Verschnitt Beschädigung durch Handling und Transport ca.
ca. 5 %
ca. 10 % ca. 3-5 % 3 % der kommissionsbezogenen Teile
Eingangs- Zuschnitt Kantenleimen Zwischen- CNC-Be- Vormontage Montage/
lager lager arbeitung Versand
Menge an verwendetem Holz zur Produktherstellung (nicht maßstabsgerecht)
Abbildung 1: Stoffstromanalyse der Möbelherstellung anhand eines Beispielmöbels 31
Zur Verringerung der Materialverluste gehören betriebswirtschaftliche Maß-
nahmen wie das Bestimmen der optimalen Fertigungslosgröße für eine ide-
ale Verschnitt- und Verpackungsoptimierung, Zuschnittoptimierung, ge-
ringe Sortieraufwendungen im Produktionsprozess sowie eine hohe Maschi-
nenauslastung und die Optimierung des Produktionslayouts. 32 Auch durch
Simulation kann in der Holz-Möbelindustrie die ideale Losgröße für den Zu-
schnitt ermittelt werden. Schon vor der finalen Fertigungsplanung wird die
ideale Losgröße simuliert und die Zuschnittoptimierung in die Losbildung
dynamisch einbezogen. So können Aufträge, je nach Materialausnutzung,
entweder hinzugefügt oder sogar wieder entnommen werden. 33
Umwelt-Produktdeklarationen für Möbel
Die geschilderten Einsparpotenziale sind rein betriebsinterne Maßnahmen,
in die Endkunden keinen Einblick erhalten, wodurch sie auch keinen Pro-
dukt- oder Firmenvergleich zur Kaufentscheidung durchführen können. An
31
In Anlehnung an Reuber (2011), Folie 6.
32
Vgl. Reuber (2011), Folie 7.
33
Pers. Mitteilung Prof. Andreas Heinzmann, Hochschule Rosenheim.Ressourceneffizienzpotenziale in der Holzmöbelindustrie 15
Endkunden, ob privat oder gewerblich, richten sich Umwelt-Produktdeklara-
tionen, im Englischen Environmental Product Declarations (EPD), die um-
weltbezogene Informationen aus dem Lebensweg eines Produkts bereitstel-
len. Dazu gehören auch die Sachbilanz Life Cycle Inventory Analysis (LCI)
mit Angaben zum Ressourcenverbrauch und weitere Ökobilanz-Angaben.
Etabliert sind EPDs im Gebäudebau 34, auch für Möbel werden sie in sehr
geringem Umfang entworfen – Anfang 2018 waren EPDs von sieben Her-
stellern für 26 verschiedene Möbelstücke abrufbar. 35 EPDs werden als Um-
weltkennzeichen nach DIN EN ISO 14025 erstellt, für die sogenannte Pro-
duktkategorie-Regeln (Product Category Rule, PCR) gelten, um eine Ver-
gleichbarkeit sicherzustellen. PCRs sind für Vollholz und Holzwerkstoffe
verfügbar, ebenso EPDs für Schnitt- und Schichtholz, Sperrholz, Span- und
Faserplatten. 36 Für Möbel selbst gibt es einen ersten Ansatz der National
Sanitation Foundation (NSF) in den USA mit den PCRs for Office Furniture
Workspace Products (UNCPC 3814) aus dem Jahr 2016, erstellt von der Bu-
siness and Institutional Furniture Manufacturers Association (BIFMA). 37 Die
PCRs für die Central Product Classifications „Other furniture, of a kind used
in offices“ und „Other furniture not elsewhere classified“ 38 sind abgelaufen
und werden Ende 2018 neu veröffentlicht. 39
Ein Ansatz für eine Umwelt-Produktdeklaration (EPD) von Möbeln leitet sich
aus der DIN EN 15804 40 ab, die Produktkategorieregeln für Bauprodukte und
Bauleistungen definiert. Möbel werden hier zwar nicht explizit erwähnt, den-
noch wurde in der umfassenden Studie „Ökobilanz-Daten für holzbasierte
Möbel“ darauf zurückgegriffen. 41 Im Rahmen der Studie wurden Durch-
schnitts-Ökobilanzen für verschiedene Produkte mehrerer Möbelfabriken er-
stellt. Details werden im nächsten Kapitel dargelegt.
34
Vgl. BMI (2018).
35
Vgl. EPD International (2018a).
36
Vgl. Thünen (2018).
37
Vgl. Gloria, Geibig und Overcash (2016).
38
Vgl. EPD International (2018b).
39
Vgl. EPD International (2018c).
40
Vgl. DIN EN 15804:2014-07.
41
Vgl. Wenker und Rüter (2015), S. 7.16 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
3.1 Normierte Ökobilanzen für holzbasierte Möbel
In der Studie „Ökobilanz-Daten für holzbasierte Möbel“ werden verschiedene
Ökobilanz-Daten für die industrielle Herstellungsphase holzbasierter Möbel
vorgestellt, die auf Basis einer Primärdatenerhebung in der Möbelindustrie
erstellt wurden. Die Datenerhebung erfasste alle stofflichen und energeti-
schen Inputs sowie Outputs und wurde jeweils für eine gesamte Möbelfabrik
„top down“ ermittelt. 42 Während die Daten zur Holzmöbelherstellung selbst
erhoben wurden, wurde für die Rohstoffbereitstellung und den Transport zur
Möbelfabrik auf generische Daten aus Datenbanken zurückgegriffen. 43 In
der Nutzungsphase wurden geringe Umweltauswirkungen unterstellt, die
daher nicht weiter betrachtet wurden. 44 Die Studie deckt die Produktion so-
mit von der Wiege bis zum Werkstor („cradle-to-gate“) ab. In der Entsor-
gungsphase wurden der Transport zur und die Abfallbewirtschaftung selbst
optional mit einbezogen, beruhend auf Szenarien des aktuellen Standes der
Technik. 45 Nach dem Sortieren und Hacken des Altholzes geht die Studie
von einer 100%igen energetischen Verwertung aus, wobei die umgesetzte
Energie thermische Energie aus Erdgas und Strom ersetzt. 46
Normierung auf Möbelgewicht
Der Begriff der funktionellen Einheit wurde in der Studie nicht verwendet.
Während bei Aufbewahrungs-, Ablage-, Sitz- und Liegemöbeln die Funktion
bzw. der Anwendungszweck eindeutig identifiziert werden kann, ist dies
etwa bei Küchenmöbeln nicht der Fall, da sie sich nicht auf eine einzelne
Hauptfunktion reduzieren lassen. Die separate Betrachtung von Komponen-
ten mit unterschiedlicher Funktion ist in der Datenerhebung jedoch nicht
möglich, da die Werte in den einzelnen Holzmöbelfabriken nicht unterschie-
den werden. Auch sind „optisches Gefallen“ und Designaspekte nicht funk-
tional quantifizierbar. In der Forschungsarbeit wurden daher keine Ökobi-
lanzergebnisse für bestimmte funktionelle Einheiten ermittelt, sondern die
42
Vgl. Wenker und Rüter (2015), S. 6.
43
Vgl. Wenker und Rüter (2015), S. 15.
44
Vgl. Wenker und Rüter (2015), S. 2.
45
Vgl. Wenker und Rüter (2015), S. 16.
46
Vgl. Wenker und Rüter (2015), S. 45.Ressourceneffizienzpotenziale in der Holzmöbelindustrie 17
potenziellen Umweltwirkungen, jeweils normiert für 1 kg Möbel, angege-
ben. 47
Ergebnisse der Ökobilanz
Für alle in der Studie betrachteten Möbel (Aufbewahrungsmöbel; Ablagemö-
bel, hier gleichzusetzen mit Schreibtischen; Küchenmöbel) wurden in einem
Zeitraum von zwölf Kalendermonaten Daten von fünf Möbelunternehmen
mit Werken an fünf Standorten erhoben. Die betrachtete Produktionsmenge
entsprach 4,4 % der deutschen Jahresmöbelproduktion. 48 Dabei konnten fol-
gende Durchschnittswerte ermittelt und anschließende Interpretationen ab-
geleitet werden:
• Für 1 kg Möbel zzgl. Verpackung gehen in der Möbelfabrik 1,033 kg Holz
und Holzwerkstoffe ein. Davon verbleiben, neben ca. 0,105 kg weiteren
Bestandteilen (Beschläge etc.), 0,895 kg im Produkt. Davon werden
0,044 kg im Werk zur thermischen Energieerzeugung eingesetzt.
0,095 kg werden als Späne verkauft. 49
• Für die Materialien zur Möbelherstellung beträgt die durchschnittliche
Transportdistanz 230 km. 50
• Werden die Lebenszyklusphasen Rohstoffbereitstellung und -verarbei-
tung, Transport zum Hersteller und die Herstellung in der Möbelfabrik
betrachtet, dann liegen die relativen Beiträge der Möbelfabrik zu potenzi-
ellen Umweltauswirkungen für die Parameter CO2-Äquivalente, Beein-
flussung der Ozonschicht, Boden- und Wasserverbrauch und fossile Ener-
gieträger stets unter 22 %. Die restlichen um die 80 % umfassenden An-
teile resultieren – neben einem geringen Anteil für den Transport in die
Möbelfabrik – aus der Rohstoffbereitstellung und -verarbeitung. 51
47
Vgl. Wenker und Rüter (2015), S. 20 – 23.
48
Vgl. Wenker und Rüter (2015), S. 99.
49
Vgl. Wenker und Rüter (2015), S. 51.
50
Vgl. Wenker und Rüter (2015), S. 51.
51
Vgl. Wenker und Rüter (2015), S. 57.18 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
• Den größten Beitrag zum Treibhauspotenzial machen mit über 40 % die
Nichtholz-Halbwaren, namentlich die Metallbestandteile der Möbel,
aus. 52
• Büro- und Küchenmöbel verschlechtern die Ökobilanz durch den hohen
Einsatz von Metallkomponenten und -beschlägen. Hier besteht das größte
Potenzial zur ökologischen Optimierung von Möbeln. 53
• Der Stromverbrauch ist in Möbelfabriken höher, in denen Möbel in großer
Variantenvielfalt mit überdurchschnittlich vielen Prozessschritten in Los-
größe 1 gefertigt werden. 54
• Bei der Möbelherstellung im Werk bietet die Nutzung elektrischer Ener-
gie das größte Potenzial zur Verringerung potenzieller Umweltauswir-
kungen, insbesondere von Treibhausgasemissionen. Vor allem die Ferti-
gungsmaschinen und die Absaugeinrichtungen dominieren in Möbelfab-
riken den Stromverbrauch. 55
Der Verbrauch elektrischer und thermischer Energie ist im Möbelwerk bei-
nahe unabhängig von der Auslastung des Werks, da Grundlasten wie Be-
leuchtung und Absaugung konstant anfallen und wie Fixkosten angesehen
werden können. Lediglich 30 % des Stromverbrauchs korrelieren mit der
Produktionsauslastung. Die Ökobilanz eines Möbelwerks kann also verbes-
sert werden, wenn flexible Anlagen genutzt werden, die bei niedrigen Stück-
zahlen temporär abgeschaltet werden können. Anstelle einer Überdimensio-
nierung der Maschinen sollten unter Ökobilanz-Gesichtspunkten eher Über-
stunden bzw. Extraschichten in Betracht gezogen werden. 56
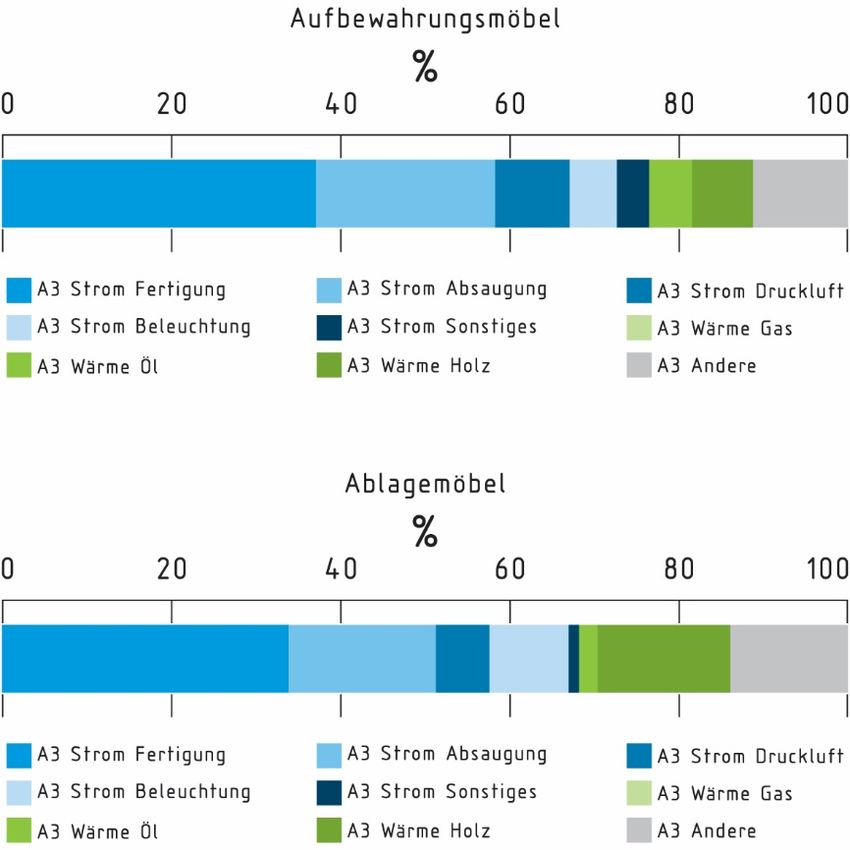
Abbildung 2 zeigt beispielhaft die Anteile der Energieverbraucher in Möbel-
fabriken für Aufbewahrungs- und Ablagemöbel.
52
Vgl. Wenker und Rüter (2015), S. 60.
53
Vgl. Wenker und Rüter (2015), S. 100.
54
Vgl. Wenker und Rüter (2015), S. 100.
55
Vgl. Wenker und Rüter (2015), S. 101.
56
Vgl. Wenker und Rüter (2015), S. 104 f.Ressourceneffizienzpotenziale in der Holzmöbelindustrie 19
Abbildung 2: Die relativen Beiträge zum Treibhauspotenzial, aufgeschlüsselt nach
Energieverbrauchern in den untersuchten Möbelwerken für
Aufbewahrungsmöbel (oben) und Ablagemöbel (unten) 57
Mit rund 35 % ist in beiden Fällen der Stromverbrauch für die Fertigungsma-
schinen dominierend, gefolgt vom Strombedarf für die Absaugung (ca. 7 %)
und Druckluftbereitstellung (ca. 7 %).
Die größten energetischen Beiträge zum Treibhauspotenzial weisen nach
dieser Ökobilanz-Studie also infrastrukturbezogene Größen auf, die nicht
spezifisch zur Möbelherstellung beitragen. Hinzu kommt, dass gerade me-
tallische Beschläge und Komponenten bei Holzmöbeln das Treibhausgaspo-
tenzial erheblich erhöhen.
57
In Anlehnung an Wenker und Rüter (2015), S. 73 und S. 85.20 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
3.2 Produktbezogene Maßnahmen
Zu den produktbezogenen Maßnahmen gehören vor allem die Materialaus-
wahl, die Produktgestaltung – einschließlich konstruktiver Änderungen für
eine längere Produktlebensdauer und eine recyclinggerechte Produktgestal-
tung – sowie eine geeignete Fügetechnik. 58 Das Fügen als ingenieurstechni-
sches Gebiet ist im Holzmöbelbau insbesondere bei formschlüssigen Verbin-
dungen interessant, die häufig durch Beschläge, also metallische Komponen-
ten, realisiert werden und dabei aber wesentlich zur Ökobilanz eines Möbel-
stücks beitragen (vgl. Kapitel 3.1). Generell kann ein reduziertes und
schlichtes Design die Langlebigkeit von Möbelstücken erhöhen, da diese
dann weniger Modeströmungen unterliegen und entsprechend länger pro-
duziert als auch genutzt werden. 59 Die Bedeutung des Möbeldesigns für die
Ressourceneffizienz zeigt z. B. die Entwicklung „hinterbeinloser“ Sitzmöbel
aus gebogenem Stahlrohr, die seit den 1920er Jahren Stühle mit massiven
Holzgestellen ablösen. 60
3.2.1 Materialauswahl und -substitution
Eine Materialauswahl und -substitution können für Holzmöbel bzw. für den
natürlichen, nachwachsenden Werkstoff Holz eine geeignete Ressourcenef-
fizienzmaßnahme darstellen. Beispielsweise kann die mittlere Platten-
schicht von Spanplatten, die z. B. für Korpusse und Fronten von Küchenmö-
beln eingesetzt werden, nicht nur aus Holzspänen bestehen, sondern auch
bis zu einem Drittel aus Biomasse-Granulat. Diese Biomasse aus Mais und
anderen Einjahrespflanzen, die unterhalb einer möglichen Futterqualität
liegt, reduziert den Holzverbrauch. 61 Durch die geringere Materialdichte mit
bis zu 30 % weniger Gewicht im Vergleich zu klassischen Holzspanplatten
verringert sich der CO2-Ausstoß beim Transport. 62
Möbelleichtbau
Spanplatten mit Substitutionswerkstoffen gehören zum Konzept des Leicht-
baus im Holzmöbelbau. Das Ziel ist eine Dichtereduktion, die sowohl den
58
Vgl. Kaiser et al. (2016), S. 14 f.
59
Vgl. Mayer (2018).
60
Vgl. Kettler (2017), S. 11.
61
Vgl. KüchenAtlas (2018).
62
Vgl. Greenline (2018).Ressourceneffizienzpotenziale in der Holzmöbelindustrie 21
Materialeinsatz als auch den Transportaufwand verringert. Dabei gibt es ver-
schiedene Ansätze. Ein Beispiel für Möbelleichtbau sind Bambus-Fachwerke
im Inneren, welche um Massivholzelemente für die Schraubverbindungen
ergänzt und von Deckplatten ummantelt werden. Ein anderer häufiger An-
satz betrifft Sandwich-Aufbauten mit wabenförmigem Kern, z. B. aus Papier
oder mit Schaumkern aus Kunststoff 63. Die Deckschichten bestehen dabei
aus Dünnspan-, Faser- oder Sperrholzplatten oder sogar aus faserverstärkten
Kunststoffen. Möbelleichtbau gibt es meist in Kleinserie von einzelnen De-
signern, die sich konkret auf das Konzept eingelassen haben. 64, 65 Aber auch
der Hersteller IKEA vertreibt ein Regalsystem aus Hartfaserplatten mit Papp-
waben, das bei einer sächsischen Firma gefertigt wird. 66
Häufig werden im Leichtbau die Fügeverbindungen – sowohl über Dübel als
auch mittels Kleben – als kritisch angesehen, weil sie speziell an die Leicht-
bauplatten angepasst werden müssen. Dies ist auch der Grund, warum z. B.
der schwedische Weltmarktführer alle Leichtbauteile mit Rahmenelementen
ausführt. Dadurch ist die Verwendung einfacher und kostengünstiger Stan-
dardmöbelbeschläge möglich. Im Jahr 2017 stellte die BEECK Küchen GmbH
eine Küche vor, die zu großen Teilen aus Leichtbauelementen besteht, aber
dennoch im herkömmlichen Produktionsprozess gefertigt werden kann. Vo-
raussetzung dafür ist, die Konstruktion durch gezielt positionierte Stege in
den Hohlkammerplatten sehr genau vorzubereiten. Dadurch ergibt sich der
Vorteil, dass die Korpusse fest verleimt und alle Beschlagteile mit den übli-
chen Schrauben befestigt werden können. 67 Eine gewissenhafte Konstruk-
tion ist auch nötig, um eine geeignete Materialauswahl zu planen. Die
schmalen Bauteile der Küche wie Traversen bestehen weiterhin aus massi-
ver Spanplatte. Dünnere Bauteile hingegen, wie Rückwände und Schubkas-
tenböden, sind aus einer Sandwichplatte gefertigt, die einen Polypropylen-
Wabenkern und Deckschichten aus Wood-Polymer-Composites (WPC, siehe
63
Vgl. Böhme (2018).
64
Vgl. Beckers (2018).
65
Vgl. Conbou (2018).
66
Vgl. Bartholome (2016).
67
Vgl. Hochschule Ostwestfalen-Lippe (2017).22 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
Unterkapitel Holz-Kunststoff-Komposite, Seite 26) besitzt. 68 Die beim Kü-
chenhersteller verwendete Leichtbauplatte KETTBOARD® spart, bei 38 mm
Dicke pro Quadratmeter Fläche, ca. die Hälfte an Material im Vergleich zu
Vollspanplatten ein (Tabelle 1). 69
Tabelle 1: Gewichtsvergleich zwischen Vollspanplatte und Leichtbauplatte Kettboard
bei verschiedenen Plattenstärken 70
Gewicht Gewicht
Spanplatten- Gewichts-
Vollspan- KETTBOARD®
stärke einsparung
platte Leichtbauplatte
[mm] [kg/m2] [kg/m2] [kg/m2]
15 9,75 7,35 2,4
16 10,40 7,51 2,89
18 11,70 7,84 3,86
19 12,35 8,00 4,35
22 14,30 8,49 5,81
25 16,25 8,98 7,27
28 18,20 9,46 8,74
38 24,70 11,09 13,61
50 32,50 13,04 19,46
In einem anderen Anwendungsbeispiel konnte durch die Zusammenarbeit
zwischen dem Tischgestellhersteller Actiforce und dem Leichtbauplattenher-
steller lightweight solutions ein Steh-Sitz-Arbeitstisch entwickelt werden,
der rund 70 % weniger Material bei der Tischplatte und 30 % weniger Mate-
rial beim Stahlgestell benötigt. Zusätzlich erlaubt die Leichtbautischplatte
die Integration von elektrischen Kabeln in den Hohlräumen (siehe auch Ka-
pitel 3.2.2, Unterpunkt Funktionsintegration). Die lightweight solutions
GmbH hat die Sondermaschinen zur Herstellung der Leichtbauplatten selbst
mitentwickelt. Die Deckschichten aus Spanplatte oder HDF enthalten nach
innen gefräste Vertiefungen, um die Kernstruktur aus dem doppelt ge-
krümmten Schalentragwerk mittels Verklebung aufzunehmen. Ihre Biege-
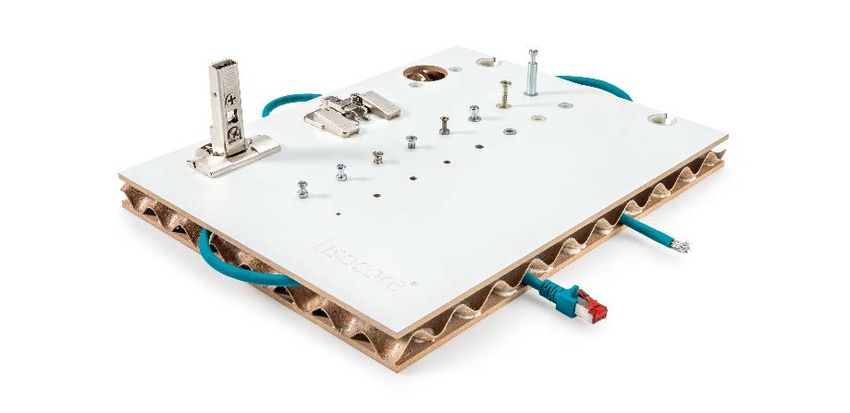
festigkeit liegt über der einer herkömmlichen Spanplatte. 71 Abbildung 3
68
Vgl. BEECK Küchen (2017).
69
Vgl. KETTBOARD (2018).
70
In Anlehnung an KETTBOARD (2018).
71
Vgl. lightweight solutions (2018).Ressourceneffizienzpotenziale in der Holzmöbelindustrie 23
zeigt die Leichtbauplatte mit den üblichen Beschlägen, direkt oder mit Kalt-
schmelzdübel- bzw. Blindniettechnik befestigt.
Abbildung 3: Die Lisocore-Leichtbauplatte mit Beschlagbefestigung durch Klemmen
und Schrauben 72
Generell kommt der Möbelleichtbau als technologiegetriebenes Thema in
den Markt und wird von Kunden selbst nicht stark nachgefragt. Das Möbel-
gewicht spielt im Anwendungsfall bei Stühlen eine Rolle, die öfter bewegt
werden, 73 oder auch bei Mitnahmemöbeln, die von den Kunden eigenhändig
transportiert werden müssen. Dementsprechend widmet sich der weltweit
operierende Möbelhersteller IKEA den leichten Holzwerkstoffen. 74, 75 Im Ge-
gensatz zur Automobilindustrie, wo Endkunden mehr in Leichtbau investie-
ren, um in der Nutzungsphase Kraftstoffe einzusparen, werden vom Möbel-
leichtbau durch den geringeren Materialeinsatz eher sinkende Herstellungs-
kosten erwartet. Potenziale könnten hier durch eine sensibilisierte Kund-
schaft gehoben werden, die bspw. nicht nur beim Lebensmitteleinkauf, son-
dern auch bei der dazugehörigen Küche auf den Ressourceneinsatz achtet. 76
Allerdings darf dabei nicht auf die Vermittlung der Vorteile mittels Ökobi-
lanzen (LCA) und ökologischer Produktdeklarationen (EPD) gesetzt werden.
72
lightweight solutions (2018).
73
Vgl. Knauf Consulting (2015a).
74
Vgl. Barth, R. (2015), S. 40 – 43.
75
Vgl. Dierig (2016).
76
Vgl. Kettler (2017), S. 7.24 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
Diese Bilanzmodelle benachteiligen Produkte aus Holz mit geringer Roh-
dichte, da sie für diese einen höheren Wert in der Leitkategorie Treibhaus-
potenzial (Global Warming Potential, GWP) ausweisen. 77
Chemisch modifizierte Holzwerkstoffe
Anstelle einer Materialsubstitution kann eine chemische Holzmodifizierung
dazu beitragen, dass verbreitete heimische Hölzer wie Ahorn, Buche und
Kiefer die Härte und Dauerhaftigkeit tropischer Harthölzer wie Teak errei-
chen. Diese können somit ersetzt und der Transportweg eingespart werden.
Durch die chemische Holzmodifizierung können Pilzresistenzen ohne Bio-
zide erzielt und das Quellen des Holzes stark verringert werden. Dadurch
sind der Witterung ausgesetzte Garten- und Stadtmöbel aus heimischen Höl-
zern realisierbar. In einem BMBF-geförderten Verbundprojekt 78 wurde das
Belmadur-Verfahren entwickelt, bei dem Buchenholz mit 4,5-Dihydroxy-1,3-
dimethylolethylene-urea 79 (DMDHEU) getränkt wird, was die Molekular-
struktur der Zellwände des Holzes verändert. DMDHEU wird in der Textilin-
dustrie bei Baumwollfasern genutzt, damit Kleidungsstücke knitterarm und
bügelfrei werden. Das Belmadur-Verfahren wurde bei Holzwerkstoffen seit
2006 angewandt 80, hatte jedoch auf dem Markt keinen Erfolg 81, weshalb
BASF die Pilotanlage 2010 außer Betrieb nahm. 82 Zudem benötigt eine Holz-
modifizierung einen hohen Energie- und Chemikalieneinsatz im Herstel-
lungsprozess. Ein ökobilanzieller Vergleich kann hier die Auswirkungen auf
den gesamten Lebensweg des modifizierten Holzes im Vergleich zu tropi-
schen Harthölzern aufzeigen.
Physikalisch modifizierte Holzwerkstoffe
Seit dem Jahr 2000 hat sich das sogenannte Thermoholz etabliert, das ther-
misch bei etwa 200 °C und bei sauerstoffarmer Atmosphäre modifiziert
77
Vgl. Knauf Consulting (2015b).
78
Vgl. Bollmus (k. A.).
79
Alternativ kürzer: Dimethyldihydroxyethylenurea.
80
Vgl. Raumausstattung (2005).
81
Vgl. Militz (2016), Folie 51.
82
Vgl. EUWID (2011).Ressourceneffizienzpotenziale in der Holzmöbelindustrie 25
wird. Nach der Behandlung ist es nicht nur zur Substitution tropischer Hart-
hölzer im Außenbereich geeignet, sondern auch für Badezimmermöbel mit
direktem Wasserkontakt. Aus optischen Gründen wird es ebenso im Innen-
bereich für Tische und Stühle verwendet. In Europa werden jährlich unge-
fähr 300.000 m³ thermisch modifiziertes Holz produziert. 83 Die Behandlung
„ohne Chemie“ spricht den Endkunden an 84, ist aber energieintensiv. Um
die Umwelteinflüsse zu senken bzw. die Prozessparameter zu beherrschen
und das End-of-Life-Verhalten sowie die Kaskadennutzung zu untersuchen,
wird Thermoholz im Projekt „Understanding wood modification through an
integrated scientific and environmental impact approach“ (ModWoodLife)
des europäischen COST-Programms (European Cooperation in Sci-
ence & Technology) untersucht. 85 In Deutschland ist die Hochschule für
nachhaltige Entwicklung Eberswalde seit 2014 und noch bis 2018 daran be-
teiligt. 86
Glasbeschichtetes Holz
Mit Hilfe eines neu entwickelten Verfahrens, das eine fünf Mikrometer
dünne Beschichtung aus Naturfasern und Glas auf Holz aufbringt, können
heimische Hölzer gegen Außeneinflüsse resistent gemacht werden. Dadurch
kann die Produktlebensdauer eines Holzmöbelprodukts erheblich verlängert
werden. Zunächst wird die Holzoberfläche vorbehandelt, indem eine Mi-
schung aus Glasteilchen und Alkohol auf die Oberfläche gesprüht und dort
mittels Plasma in ein Aerogel verwandelt wird. Im eigentlichen Verfahren
wird dann das auf 2.200 °C erhitzte Glas wieder kondensiert und mit einem
Sprühkopf aufgebracht. Das Holz fühlt sich danach wie gewohnt an, ist aber
dauerhaft mit dem Glas verbunden. Flüssigkeiten perlen ab, wie beim be-
kannten Lotuseffekt. Rissbildungen sind unwahrscheinlich, weil die Holz-
feuchte konstant bleibt und dadurch ein Quellen und Schrumpfen des Holzes
verhindert werden. Einzig Rissbildungen durch äußere mechanische Belas-
tungen müssen repariert werden, was über geplante Serviceleistungen ab-
gedeckt wird. Aktuell befindet sich eine Pilotanlage in der Herstellung, die
83
Vgl. Militz (2016), Folie 51.
84
Vgl. Perschbacher (2015).
85
Vgl. cost (2014).
86
Vgl. Pfriem (2017).26 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
voraussichtlich 2019 fertiggestellt ist. 87 Die Wirkungen der Recyclingfähig-
keit des Materials könnten dabei im Rahmen einer Lebenswegbetrachtung
erörtert werden.
Holz-Kunststoff-Komposite (Wood-Polymer-Composites)
Eine teilweise Materialsubstitution sowie eine Feuchteresistenz sind Merk-
male von Wood-Polymer-Composites (WPC), die bisher für Terrassendielen,
Fassadenverkleidungen und Sichtschutzzäune verwendet werden. Forscher
des Fraunhofer-Instituts für Holzforschung WKI in Braunschweig entwickel-
ten gemeinsam mit Industriepartnern eine Rohplatte, die nur wenig Wasser
aufnimmt und daher für Badezimmer- und Küchenmöbel einsetzbar ist. Auf-
grund ihrer Optik lässt sich die Rohplatte mit Schrauben oder über Kleben
verarbeiten. Zusätzlich hinzugefügte flammhemmende Additive sorgen da-
für, dass sie ein schlechteres Brennverhalten aufweist als Standardspanplat-
ten. Bei ihrer Herstellung werden Holzfasern (60 % Anteil) und thermoplas-
tische Kunststoffe (40 % Anteil) unter Druck und Temperatur durch Spritz-
guss oder Extrusion endlos verarbeitet. Der Thermoplastanteil kann auch
aus recyceltem Polypropylen und Polyethylen bestehen, da diese unterhalb
von 200 °C schmelzen und zusammen mit Holz verarbeitet werden kön-
nen. 88 Das Endprodukt wird als recyclingfähig bezeichnet. Eine Weiterver-
wertung soll möglich sein 89, allerdings eher für Downcycling-Produkte wie
Bauzaunfüße. 90 Die werkstoffliche Verwertung von WPC erfordert daher
noch Forschungsbedarf.
Holzschaum
Das Fraunhofer-Institut für Holzforschung WKI hat im Rahmen eines insti-
tutsinternen Vorlaufforschungsprojekts einen vierstufigen Prozess zur Er-
zeugung von Holzschaum entwickelt. Dieser kann sowohl als leichte Mittel-
schicht in Sandwichplatten für Möbel verwendet werden als auch Dämm-
87
Vgl. Schröder (2017), S. 24.
88
Vgl. Peist (2015).
89
Vgl. Cornelius und Schirp (2014), S. 10.
90
Vgl. VHI (2018).Ressourceneffizienzpotenziale in der Holzmöbelindustrie 27
platten aus Polymerschaumstoffen ersetzen. Ausgangsmaterial ist Laub- o-
der Nadelholz aus Durchforstungshölzern oder Sägenebenprodukten. Syn-
thetische Klebstoffe müssen nicht hinzugegeben werden, denn der Schaum
bleibt durch holzeigene Bindungskräfte fest und formstabil und kann wie
andere Holzwerkstoffe bearbeitet werden. 91, 92
Holz statt Metall
Tisch- und Stuhlbeine werden häufig aus metallischen Hohlprofilen herge-
stellt, sofern es sich nicht um Massivholzmöbel handelt. Wie in Kapitel 3.1
beschrieben, verschlechtern metallische Komponenten jedoch die Ökobilanz
von Holzmöbeln. Das Dresdner Unternehmen LignoTUBE technologies stellt
seit wenigen Jahren Hohlprofile aus Holz her. In einem speziellen Wickel-
verfahren werden zunächst mehrere Lagen Echtholzfurnier zu einem
Schichtverbund zusammengefügt. Dieser wird dann mit einem speziellen
Klebstoff getränkt und spiralförmig gerollt. 93 Wandstärken und Durchmes-
ser lassen sich so recht frei konfigurieren. Beinahe alle Furnierarten können
verarbeitet werden, wobei sich die Deckschicht, die z. B. aus Edelhölzern
bestehen kann, vom tragenden Teil aus Standardfurnier unterscheiden
kann. 94
Holz wie Stahl
Eine Zukunftsvision für Holz haben Wissenschaftler der University of Ma-
ryland im Jahr 2017 entwickelt: Holz könnte einen Werkstoff wie Stahl sub-
stituieren und neue Anwendungsfelder, z. B. im Bau- und Fahrzeugwesen,
erschließen. Durch einen zweistufigen Prozess kann ein Sechstel der Dichte
von Stahl erreicht werden: Ähnlich wie in der Papierherstellung wird zu-
nächst Lignin durch ein Bad in Natriumhydroxid und Natriumsulfit aus dem
Holz gelöst. Das nun poröse Holz wird bei 100 °C zusammengepresst. Es
wird dreimal so dicht wie das Ausgangsmaterial, bei zehnfacher Festigkeit.
Ob das verdichtete Holz ohne Lignin resistent gegen Bakterien oder Pilze ist,
91
Vgl. Bunzel und Ritter (2018).
92
Vgl. Scholtyssek (k. A.), S. 2.
93
Vgl. Mundus (2017).
94
Vgl. Lignotube (2018).28 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
muss noch erforscht werden. 95 Das Verfahren eignet sich auch für weiche,
schnellwachsende Hölzer wie Kiefer oder Balsa, die dadurch dichtere Hölzer
wie Teak ersetzen könnten. 96
3.2.2 Produktgestaltung
Eine vorausschauende Produktgestaltung sorgt für eine ressourceneffiziente
Produktion, Nutzung und das Recycling von Holzmöbeln. Daher müssen u. a.
die Funktionalität, Langlebigkeit und Recyclingfähigkeit mitgedacht werden.
Werkstoffalternativen wurden bereits im Kapitel 3.2.1 vorgestellt.
Funktionalität
Wie zu Beginn von Kapitel 3 beschrieben, lässt sich die Ressourceneffizienz
bei gleichbleibendem Ressourceneinsatz durch eine erhöhte Funktionalität
steigern. Bei Möbeln geschieht dies wegen der recht eindeutig definierten
Funktion nur in geringem Umfang. Dabei handelt es sich um sog. „multi-
funktionale Möbel“, wie sie von Endkunden meist nachgefragt werden, weil
die Wohnfläche in Großstädten teuer ist und daher platzsparende Möbelstü-
cke auch auf kleinster Fläche alle Wohnbedarfe erfüllen sollen. Multifunkti-
onale Möbel tragen letztendlich zur Ressourceneffizienz bei, weil sie meh-
rere einzelne Möbelstücke ersetzen, die nicht mehr gekauft werden und da-
her auch gar nicht erst produziert werden müssen.
Das bekannteste multifunktionale Modell ist sicher das Schlafsofa, das sich
in ein Gästebett verwandeln lässt. Bei Holzmöbeln steht vor allem die Schaf-
fung von Stauraum im Vordergrund 97, etwa der Bettkasten mit Schubladen
unterm Bett oder sämtliche Lösungen, die Wandschränke substituieren, da
diese durch die geöffneten Türen eine große Standfläche benötigen. 98 Die
Funktionen von Liege-, Tafel- und Kastenmöbeln werden also kombiniert.
Eine bekannte multifunktionale Lösung bietet auch der Hocker mit integrier-
ter Leiter von Radius Design. 99
95
Vgl. Trösch (2018).
96
Vgl. Berger (2018).
97
Vgl. raum-blick Magazin (2018).
98
Vgl. Möbel-Mit Magazin (2017).
99
Vgl. Radius-Design (2018).Ressourceneffizienzpotenziale in der Holzmöbelindustrie 29
Eine weitere Möglichkeit, Holzmöbel multifunktional auszustatten und da-
mit gleichzeitig ein höheres Kundeninteresse zu wecken, stellt die Integra-
tion von Technik bzw. die Elektrifizierung von Leichtbaumöbeln dar. Die drei
Hersteller Halemeier, Hettich und Hunger entwickelten in Kooperation einen
Systembaukasten, der die Integration von Elektronikkomponenten in zerleg-
bare Möbel ermöglicht. Dazu wird ein speziell entwickelter Einbaurahmen
in eine Leichtbauplatte montiert, der verschiedene Funktionselemente bein-
halten kann. Ein Adapter und ein Verbindungsbeschlag versorgen den Ein-
baurahmen mit Strom und ermöglichen die Stromführung zwischen den Mö-
belteilen. Die dadurch integrierbare Technik (u. a. Sound Units, Leuchten,
Multicharger) als auch das leichte Montagesystem bieten Kunden dabei eine
individuelle Konfigurierbarkeit der Möbel. 100
Langlebigkeit
Langlebigkeit kann über zwei Wege erreicht werden: zum einen über die
mechanische Langlebigkeit des Produkts, das den zu erwartenden Belastun-
gen standhält und dessen Komponenten bei einem Defekt reparatur- und
austauschfähig sind, zum anderen durch ein „zeitloses Design“, das sich
nicht allzu stark an Modeströmungen und Designtrends orientiert, die den
Kunden zum Austausch respektive Neukauf animieren. Viele Möbelherstel-
ler verpflichten sich zur Langlebigkeit ihrer Produkte, meist festgehalten in
ihren Nachhaltigkeitsberichten. 101, 102, 103 Auch in Ausschreibungen für Bü-
romöbel der öffentlichen Hand ist das Thema Langlebigkeit verankert 104,
weil sie repariert werden können, wie Gute-Praxis-Beispiele des Umweltbun-
desamtes zeigen. 105, 106
100
Vgl. BM online (2011).
101
Vgl. e15 (2018).
102
Vgl. Assenbrunner (2017).
103
Vgl. Assmann (2015).
104
Vgl. Bundesregierung (2018).
105
Vgl. UBA (2016).
106
Vgl. UBA (2017).30 Ressourceneffizienzpotenziale in der Holzmöbelindustrie
Recyclingfähigkeit
Eine nachhaltige Produktgestaltung ermöglicht ein gutes Recycling von Ma-
terialien, da sie nach der Demontage sortenrein getrennt werden können.
Idealerweise erlaubt die Konstruktion dadurch auch einfache Reparaturen
und ein problemloses Remanufacturing, also die Aufarbeitung von Altteilen.
In Europa arbeiten etwa 150 Unternehmen mit 4.000 Mitarbeitern jährlich
über zwei Millionen Möbelaltteile auf. 107 Im Holzmöbelbereich stehen durch
eine generell eher überschaubare Komplexität der Konstruktionen Repara-
tur und Remanufacturing nicht im Fokus, bei Produkten wie Bürostühlen ist
dies dagegen eher der Fall. Ein Beispiel für eine entsprechende Produktge-
staltung ist der Bürostuhl der britischen Firma Orangebox 108, dessen recyc-
lingfreundliches Design auch half, die Produktionszeit stark zu senken. 109
Bei einem Bürostuhlmodell des deutschen Herstellers Interstuhl ließ sich der
Materialbedarf für das Fußkreuz senken. Für das Redesign wurden dünnere
Wandstärken geplant, der Fußkreuzdurchmesser für verbesserte Standfes-
tigkeit aber erhöht. Optimiert wurde der Materialeinsatz durch die Finite-
Elemente-Methode (FEM), die Kraftflüsse und Spannungen anhand der vor-
liegenden CAD-Daten berechnet. Zusammen mit den Randbedingungen, wie
dem verwendeten Material und den einwirkenden Kräften, konnte das virtu-
elle Modell materialeffizient gestaltet werden. Im Ergebnis wurde das Ge-
wicht des Fußkreuzes um 14,5 % auf 1.580 g verringert. Hochgerechnet auf
die Jahresproduktion von 250.000 Stühlen spart das 67,5 t Polyamid ein. 110
Ein weiteres Beispiel für eine ressourceneffiziente Produktgestaltung ist die
Klavierbank von makoni design. Während eine normale Klavierbank im
Schnitt aus 80 Teilen gefertigt wird, benötigt der Hersteller für sein Produkt
nur zwanzig Komponenten, die pro Stück etwa 7,5 kg Masse einsparen und
den CO2-Ausstoß um ca. 2,8 kg reduzieren. 111 Das war das Ergebnis einer
Beratung durch die Effizienz-Agentur NRW, die seit Jahren mit dem JUMP-
107
Vgl. Lange (2017), S. 37.
108
Vgl. Perchard (2016).
109
Vgl. Orangebox (2018).
110
Vgl. VDI ZRE (2018).
111
Vgl. Effizienzagentur NRW (2017).Ressourceneffizienzpotenziale in der Holzmöbelindustrie 31
Tool Produktentwicklern eine systematische, umweltgerechte Produktge-
staltung ermöglicht. 112 Die erfolgbringenden Ansätze bei makoni waren die
erwähnte Teilereduktion, eine vereinfachte und verschleißarme Mechanik
sowie das sogenannte Nesting-Verfahren, das den Materialverschnitt mittels
optimierter Schnittbilder auf Holz oder Metall minimiert. Auch auf Repara-
turfreundlichkeit und sortenreine Materialtrennung beim Recycling wurde
in der Produktgestaltung geachtet. 113
3.2.3 Fügetechnik
Zur Fügetechnik im Möbelbau gehören auch die Beschläge, insbesondere
Scharniere. Beispiele dazu sind in Kapitel 3.3.2 aufgeführt.
Kleben
Bei der Möbelverklebung werden lösungsmittel- sowie wasserbasierte Kleb-
stoffe und Schmelzklebstoffe verwendet, die bei der Flächenlaminierung,
Kantenanleimung und -versiegelung sowie der Holzmontage gebraucht wer-
den. 114 Geforscht wird an Klebstoffen, die aus nachwachsenden Rohstoffen
wie Resthölzern oder Pflanzenölen bestehen. Zwar fallen die Prozesszeiten
etwas höher aus, dafür ist die Adhäsion besser als bei klassischen Produk-
ten. 115 Bisher haben biobasierte die mineralölbasierten Klebstoffe in der
Holzmöbelproduktion allerdings nicht verdrängen können. 116
Die Materialeffizienz bei Klebstoffen liegt vor allem in ihrer Verwendung
und damit in der sparsamen Dosierung. Dies müssen Klebstoff-Auftragssys-
teme leisten. 117 Selbst ein Sprühauftrag fast ohne Verluste ist möglich, bei
dem nichts an der Klebefläche vorbeigespritzt wird und der Klebstoff auch
tatsächlich auf der Klebefläche haften bleibt. 118
112
Vgl. Effizienzagentur NRW (2018).
113
Vgl. Effizienzagentur NRW (2017).
114
Vgl. Henkel (2018).
115
Vgl. Jowat (2018).
116
Vgl. Storz (2018).
117
Vgl. Robatech (2018).
118
Vgl. Saba (2018).Sie können auch lesen