Virtual Kick-Off Digital Twin of Injection Molding (DIM) 26.01.2021 - Uni Kassel
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Virtual Kick-Off Digital Twin of Injection Molding (DIM) 26.01.2021 [1]
Agenda • Begrüßung • Vorstellung des Projekts DIM • Technisch-methodische Entwicklung • Wissens- und Technologietransfer • Organisation der Zusammenarbeit und Abschlussdiskussion 26.01.2021 Digital Twin of Injection Molding 2

Agenda • Begrüßung − Selbstvorstellung der Fachgebiete MRT & IfW − Selbstvorstellung des Projektbeirates • Vorstellung des Projekts DIM • Technisch-methodische Entwicklung • Wissens- und Technologietransfer • Organisation der Zusammenarbeit und Abschlussdiskussion 26.01.2021 Digital Twin of Injection Molding 3

Agenda • Begrüßung • Vorstellung des Projekts DIM − Motivation − Projektstruktur − Überblick über Entwicklungs- und Transfermaßnahmen • Technisch-methodische Entwicklung • Wissens- und Technologietransfer • Organisation der Zusammenarbeit und Abschlussdiskussion 26.01.2021 Digital Twin of Injection Molding 4
Motivation [2] • Zunehmend komplexere Bauteilgeometrien • Erweiterte Einsatzgebiete mit höheren mechanischen Belastungen • Steigende Variantenvielfalt • Höhere Anforderungen an Nachhaltigkeit und Ressourceneffizienz • Wachsender Kostendruck → Etablierte Methoden der Qualitätssicherung geraten vermehrt an ihre Grenzen 26.01.2021 Digital Twin of Injection Molding 5

Motivation [2] Qualität Lösung: Prozesssicherheit nachweisen und über Prozessregelkarten überwachen Reicht das? Kosten Zeit kurze Zykluszeit, möglichst viele Kavitäten, nur Stichprobenkontrolle 26.01.2021 Digital Twin of Injection Molding 6

Motivation [2] Qualität Störgrößen Prozessparameter Bauteilqualität • Temperierung • Temperaturen • Maßhaltigkeit • Feuchtigkeiten • Drücke • Gewicht • Verschleiß • Geschwindigkeiten • Fehlstellen • Materialqualität • … • … • … 26.01.2021 Digital Twin of Injection Molding 7

Motivation [2] Qualität Prozessparameter Prozessparameter Bauteilqualität • Temperaturen • Temperaturen • Maßhaltigkeit • Drücke • Drücke • Gewicht • Geschwindigkeiten • Geschwindigkeiten • Fehlstellen • … • … • … Störgrößen • Temperierung • Feuchtigkeiten • Verschleiß • Materialqualität 26.01.2021 • … Digital Twin of Injection Molding 8

Motivation [2] Zwischenfazit: Innerhalb der gesamten Prozesskette führt ein stabiler Teilprozess zu unterschiedlichen Bauteilqualitäten durch Schwankungen in den anderen Schritten. 26.01.2021 Digital Twin of Injection Molding 9

Motivation Eingebettete Systeme Internet of Things Große Speichermöglichkeiten Cyber-Physische Systeme (CPS) Industrie 4.0 Kostengünstige Sensorik Digitale Zwillinge Big Data Analytics und Technologien Zunehmende Digitalisierung und Vernetzung im Rahmen von Industrie 4.0 eröffnen innovative Möglichkeiten für die qualitätsorientierte und datengetriebene Weiterentwicklung und Optimierung von Produkten und Prozessen. Digitale Zwillinge • virtuelle, dynamische Repräsentation der realen Prozesskette • Erfassung, Integration und Verknüpfung von Daten entlang des Herstellungsprozesses 26.01.2021 Digital Twin of Injection Molding 10
Motivation Aber: • Heterogene IT-Landschaft (Daten über verschiedene Systeme verteilt) • Aufzeichnung, Visualisierung und Verarbeitung der Prozessdaten der einzelnen Schritte geschieht fast ausschließlich durch die maschineninterne Software [2] Maschine A Maschine B Maschine C Maschine D Software W Software X Software Y Software Z 26.01.2021 Digital Twin of Injection Molding 11
Motivation Aber: • Einzelne Prozessschritte finden an unterschiedlichen Standorten statt, daher kaum Schnittstellen Standort 1 Standort 2 Standort 3 [2] Maschine A Maschine B Maschine C Maschine D Software W Software X Software Y Software Z 26.01.2021 Digital Twin of Injection Molding 12
Motivation Aber: • Unterschiedliche Bezugsebenen • Verknüpfung der Daten schwierig Standort 1 Standort 2 Standort 3 [2] Maschine A Maschine B Maschine C Maschine D Software W Software X Software Y Software Z kontinuierlich diskontinuierlich diskontinuierlich chargenweise zyklusweise zyklusweise 26.01.2021 Digital Twin of Injection Molding 13
Motivation [2] Störgrößen Störgrößen (Verschleiß, Außentemp., (Materialeigenschaften) Kühlwassertemp., ...) t t t t t Spritzgieß- Bauteileigen- Prozessparameter Prozessgrößen = ( ) maschine schaften (Sollwerte für Prozessgrößen) Prozessregelung (maschinenintern) 26.01.2021 Digital Twin of Injection Molding 14
Motivation • Regelung von Prozessgrößen erlaubt nur indirekt eine Einstellung definierter Bauteileigenschaften • Nicht messbare Störgrößen ändern den Zusammenhang zwischen Prozessparametern und resultierenden Bauteileigenschaften Ziel: Direkte Steuerung der Bauteilqualität, Kompensation von nicht messbaren Störgrößen, einfache Integration des Verfahrens in den bestehenden Produktionsprozess Störgrößen Störgrößen (Verschleiß, Außentemp., (Materialeigenschaften) Kühlwassertemp., ...) t t t t t Spritzgieß- Bauteileigen Prozessparameter Prozessgrößen = ( ) maschine schaften (Sollwerte für Prozessgrößen) Prozessregelung (maschinenintern) 26.01.2021 Digital Twin of Injection Molding 15
Projektstruktur Projektziele: Projektbearbeiter: • Entwicklung eines digitalen Abbildes des Spritzgießprozesses und von Methoden zur modellbasierten Optimierung der Bauteilgüte Technischer + + Hiwis • Proof of Concept aller entwickelten Methoden durch Mitarbeiter Anwendung an einer Maschine des Fachgebietes IfW • Transfer der entwickelten Technologien und des Marco Klute Alexander Rehmer erforderlichen Wissens für deren Anwendung und Adaption AP0: Projektlenkungskreis AP1: Aufbau der Qualitätsmesszelle AP2: Datenaufzeichnung Zeitplan und Meilensteine: AP3: Modellbildung Digitaler Zwilling AP4: Prozessoptimierung AP5: Verbreitung der Projektergebnisse MS1: Demonstratoranlage aufgebaut MS2: Softwareentwicklung abgeschlossen 26.01.2021 Digital Twin of Injection Molding 16
Entwicklungs- und Transfermaßnahmen Aufbau einer Daten- Prozess- Erfassung von Prozessgrößen Modellbildung Qualitätsmesszelle aufzeichnung optimierung ● Verfahrenstechnik des ● Qualitätsüberwachung im ● Kommunikationsprotokolle ● Systemidentifikation ● Lösung von Spritzgießprozesses Spritzgießprozess ● Programmieren mit Python ● Experimententwurf Optimalsteuerungsproblemen Wissen ● Wechselwirkungen der ● Messtechniken für Quali- (Testsignalentwurf, DoE) ● Online-Parameterschätzung Prozessparameter tätskontrollen ● Nichtlineare Optimierung ● Sensorik Fachliche Vorträge, Webinare & Seminare Transfer Durchführung von Fallstudien an der fachgebietseigenen Spritzgießmaschine Hands-on Workshops & Test@Machine Bereitstellung aller Schulungsunterlagen & Aufzeichnungen von Veranstaltungen Bereitst. Erstellung digitaler Leitfäden Publikation wissenschaftlicher Erkenntnisse Maschinenprotokolle Messgeräte zur Software zur Datenauf- Software zur Generierung von Software zur Optimierung des Technologien ● ● ● ● ● Qualitätsüberwachung zeichung und zum Daten- Testsignalen Spritzgießprozesses export ● Software zur datengetriebenen ● Software zur Online-Adaption Modellbildung des Digitalen Zwillings Fachliche Vorträge, Webinare & Seminare Transfer Durchführung von Fallstudien am Demonstrator Hands-on Workshops & Test@Machine Bereitstellung aller Schulungsunterlagen & Aufzeichnungen von Veranstaltungen Bereitst. Öffentliche Bereitstellung der entwickelten Software in GitHub Beispielgetriebenen Dokumentation der entwickelten Software 26.01.2021 Digital Twin of Injection Molding 17
Agenda • Begrüßung • Vorstellung des Projekts DIM • Technisch-methodische Entwicklung − Geplante Entwicklungsmaßnahmen − Fachliche Diskussion • Wissens- und Technologietransfer • Organisation der Zusammenarbeit und Abschlussdiskussion 26.01.2021 Digital Twin of Injection Molding 18
Konzept zur Steuerung der Bauteilqualität Anforderung an das zu entwickelnde System: Integrierbarkeit in den bestehenden Produktionsprozess • Keine Software-Veränderungen an der Spritzgießmaschine möglich • Modulares Baukastensystem, falls nicht alle Bestandteile des Systems umsetzbar sind Lösungskonzept: Optimalsteuerung mit Modelladaption Störgrößen Störgrößen Spritzgieß- Prozess- = ( ) Bauteileigen- Qualitäts- Bauteil- • Prozesstaktnahe Messung der prozess schaften messzelle Qualität größen Bauteilqualität • Modellbasierte Optimierung ෝ Prozess- modell Qualitätsmodell der Führungsgrößen (batchweise) • Kompensation von Störgrößen und Modellfehlern durch Batch to Batch Batch to Batch regelmäßige (z.B. batchweise) Adaption Adaption Modelladaption Batch to Batch Optimization 26.01.2021 Digital Twin of Injection Molding 19
Durchzuführende Entwicklungsmaßnahmen Störgrößen Störgrößen ① Entwicklungsschritte: Spritzgieß- Prozess- Bauteileigen- Qualitäts- Bauteil- = ( ) schaften messzelle ①: Qualitätsmesszelle aufbauen prozess größen Qualität ② ②: Maschine mit zusätzlicher Sensorik ③ ③ Sensorik ausrüsten Datenexport Datenexport ③: Echtzeit-Datenexport Modell ④ ෝ Modell ④ implementieren ෝ Spritzgieß- Bauteilqualität maschine ④: Datengetriebene Modellbildung des Spritzgießprozesses ⑥ ⑥ ⑤ : Prozessoptimierung ⑥: Online-Modelladaption Batch to Batch Batch to Batch Adaption Adaption Batch to Batch Optimization ⑤ 26.01.2021 Digital Twin of Injection Molding 20
Qualitätsmesszelle & Sensorik [3] [2] [6] Spritzgießmaschine Arburg Allrounder 470S 1100-170 [7] [8] [4] [5] Prozessdaten (Peripherie) Qualitätsdaten • Werkzeuginnendruck • Bauteilgewicht (Laborwaage) • Temperatur der Schmelze im Werkzeug • Maßhaltigkeit (optischer Messprojektor Keyence IM- 7020) • Werkzeugtemperatur • Mechanische Materialkennwerte (Zugprüfmaschine • Durchflussrate und Temperatur des Kühlmediums Z100, Zwick Roell) (offline) 26.01.2021 Digital Twin of Injection Molding 21
Datenaufzeichnung Ziele: • Datenerfassung der Maschinengrößen • Einbinden weiterer Sensorik Datenerfassungs-PC Spritzgießmaschine • Einfaches Programm zur Datenaufzeichnung • Export der Daten in mehrere gängige Formate Netzwerk Client Server [10] [11] [9] Programm zur Weitere Sensorik Datenaufzeichnung Geplante Umsetzung: • Maschinendaten per OPC UA Server abfragen Netzwerk Server • Weitere Sensorik [12] [14] • Direkt an Datenerfassungs-PC Weitere Sensorik Mehrere Export Formate mittels USB Messgeräten • Messgeräte an Kleinstcomputer USB-Bus mit eigenem OPC UA Server [13] [14] • Programmumsetzung in Python • Export für Matlab, Python Numpy und als CSV Datei 26.01.2021 Digital Twin of Injection Molding 22
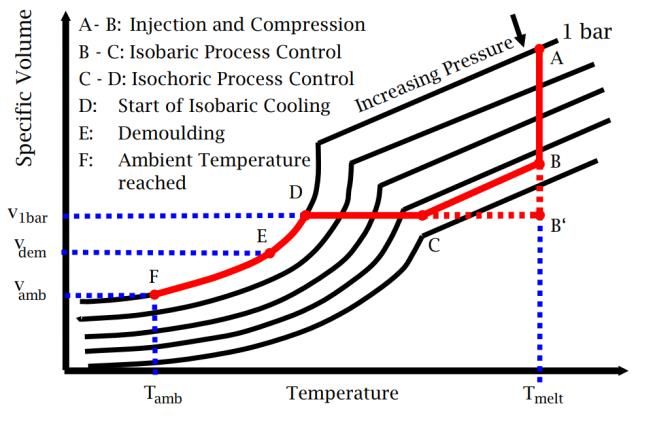
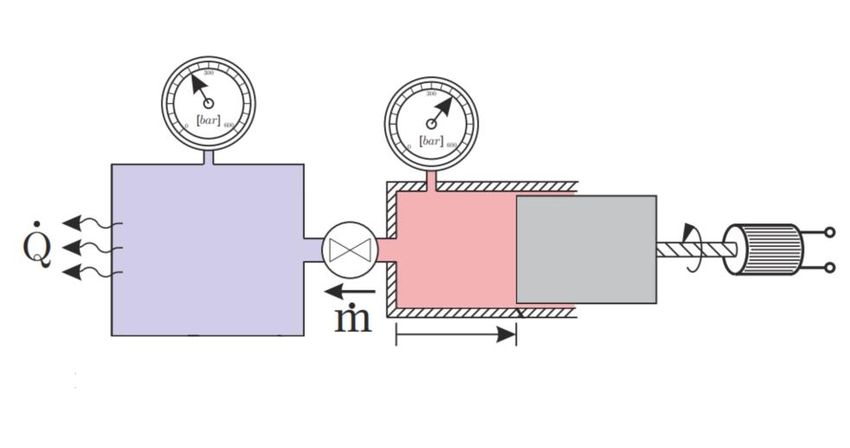
Stand der Technik/Forschung Optimierung des Spritzgießprozesses Spritzgießprozess ( ) Modell für Bauteilqualität ሶ ( ) Regler ( ) ( ) ( ) ( ) [15] [15] ሶ ( ) Grundlegende Modellvorstellung (Hopmann et al. 2013): Stand der Technik: Ableitung einer Referenztrajektorie für • Prozess kann prinzipiell durch zwei verbundene den Bauteilinnendruck basierend auf dem pvT-Diagramm Druckkammern beschrieben werden • Aufwändig zu generieren • Alle Zustände hängen von den obigen Prozessgrößen ab • Berücksichtigt nur den Werkzeuginnendruck • Physikalische Beschreibung aller Phänomene • Setzt konstante Materialeigenschaften voraus (Materialschwund, Wärmeübergang, Drücke aus pvT- • Maschine muss in der Lage sein den Bauteilinnendruck zu Diagramm) extrem schwierig regeln → Datengetriebenes adaptives Prozessmodell → Datengetriebenes adaptives Qualitätsmodell zur Bestimmung der Referenztrajektorien der Prozessgrößen 26.01.2021 Digital Twin of Injection Molding 23
Datengetriebene Modellbildung Spritzgießprozesses • Da die maschineninterne Regelung mitmodelliert werden muss, handelt es sich beim geregelten Spritzgießprozess um einen schaltenden Prozess ( ) Geschwindig ሶ ( ) keitsregler ሶ Spritzgieß- ( ) ( ) mit = , ( ) = ( ) maschine , ( ) Druckregler ( ) ( ) +1 +1 Modell Einspritzphase +1 ෝ +1 Modell Nachdruckphase +1 ෝ +1 Prozessmodell = ( , ; ) = ℎ ( , ; ) ∈ [ , … , ] ∈ [ , … , ] Kopplungbedingung: Kontinuität der Zustände im Umschaltpunkt ℎ , ℎ = ℎ ℎ , ℎ Modellansätze: nichtlinear, physikalisch motiviert oder bspw. Neuronales Netz Parameterschätzung erfolgt offline, aufgezeichnete Daten aus Einrichtungsvorgang als Trainingsdaten 26.01.2021 Digital Twin of Injection Molding 24
Datengetriebene Modellbildung Qualitätsmodell II • Besonderheit: Es steht nur eine einzige Messung der Bauteilqualität am Ende jedes Batches zur Verfügung. • Modellansatz: Rekurrenter nichtlinearer Modellansatz, z.B. Rekurrentes Neuronales Netz. Bauteileigen- Qualitäts- [ ( )] = = ( ) schaften messzelle ( ) ( ) = ( ) − Qualitätsmodell 1 Qualitätsmodell 2 Qualitätsmodell 3 Qualitätsmodell … Qualitätsmodell +1 = ℎ( , ) +1 = ℎ( , ) +1 = ℎ( , ) +1 = ℎ( , ) • Parameterschätzung erfolgt offline, aufgezeichnete Daten aus Einrichtungsvorgang als Trainingsdaten 26.01.2021 Digital Twin of Injection Molding 25
Modellauswertung • Reihenschaltung von Prozess- und Qualitätsmodell: 1 2 3 −2 −1 0 1 = ℎ( 0 , 0 ) 2 = ℎ( 1 , ො1 ) 3 = ℎ( 2 , ො2 ) … −1 = ℎ( −2 , −2 ) = ℎ( −1 , −1 ) ො1 ො2 ො −2 ො −1 ො1 ො2 ො −3 ො −2 0 ො1 = ( 0 , 0 ) ො2 = ( ො1 , 1 ) … ො −2 = ℎ ( ො −1 , −3 ) ො −1 = ℎ ( ො −2 , −2 ) 0 1 −3 −2 • Gegeben eine geforderte Bauteilqualität können die Modelle genutzt werden um [ ] = und [ ] = zu optimieren → Optimalsteuerungsproblem 26.01.2021 Digital Twin of Injection Molding 26
Optimalsteuerung (1/2) Das Problem des Erreichens einer vorgegebenen Bauteilqualität wird als Optimalsteuerungsproblem in zwei Schritten formuliert: Optimierung 1. Es wird der optimale Verlauf der Prozessgrößen ermittelt, um die vorgegebene [ ] = Bauteilqualität zu erzielen Qualitäts- modell arg min − ( ) → [ ] = [ ] = Optimierung 2. Es werden die einzustellenden Führungsgrößen ermittelt, um den optimalen Prozessgrößenverlauf zu erhalten [ ] = ] = [ෝ Modell Spritzgieß- arg min [ ] =0 −[ ො ( )] =0 → [ ] =0 maschine Die Optimalsteuerungsprobleme werden numerisch in Casadi (Python) formuliert und gelöst 26.01.2021 Digital Twin of Injection Molding 27
Optimalsteuerung (2/2) Optimierung der Führungsgrößen Optimierung der Prozessgrößen • 6 Zustandsgrößen, ො ∈ ℝ6 • Unbekannte Anzahl an Zuständen des Qualitätsmodells erforderlich • 1-6 Zielgrößen • 1 Zielgröße ( ) für die nur ein Messwert vorliegt • Führungsgrößentrajektorien der Länge , ෝ∈ • 1-6 zu optimierende Trajektorien der Länge , ො ∈ ℝ ×6 ℝ werden durch Stufenhöhen und Haltezeiten • Stark nichtlineares Qualitätsmodell parametetriert → starke Reduktion der Optimierungsgrößen • Optimale Zykluszeit teil des Optimierungsproblems → Mixed Integer Optimal Control Problem • Schaltendes stark nichtlineares Prozessmodell • Abschätzung der erwarteten Rechendauer schwierig, • Erwartete Rechendauer ≪ 30 s ≈ 30 s • Erwartete Rechenzeiten beinhalten die Modelladaption noch nicht • Eventuell können optimierte Trajektorien erst zeitversetzt nach einigen Zyklen aufgeschaltet werden • Hardwareanforderungen: Gewöhnlicher Desktop PC oder Industrie-PC 26.01.2021 Digital Twin of Injection Molding 28
Modelladaption • Konzeptionell gleiches Problem wie Bildung des initialen Prozess- und Qualitätsmodells → Schätzung von Modellparametern basierend auf dem Fehler zwischen Modellprädiktion und wahren Messdaten • Schwierigkeit: Nichtlineare Optimierungsproblem können in schlechten Minima konvergieren oder gar divergieren, es gibt keine Konvergenzgarantien • Kein Problem bei offline-Parameterschätzung: Schlechtes Modell wird verworfen und neu geschätzt • Für online-Parameterschätzung müssen automatisierte Mechanismen implementiert werden, um Divergenzprobleme zu erkennen und entgegenzuwirken Lösungsansätze • Modelladaption nur nach Bedarf durchführen (z.B. wenn der Simulationsfehler einen Grenzwert überschreitet) • Speichere alte Modelle als Rückfalloptionen, falls aktuelles Modell divergiert • Parallele Verwendung und Aktualisierung mehrerer Prozess- und Qualitätsmodelle, angewendet wird das mit dem kleinsten Simulationsfehler • Man-in-the-loop: Digitaler Zwilling liefert nur Vorschläge, der Anlagenführer entscheidet 26.01.2021 Digital Twin of Injection Molding 29
Entwicklungsmaßnahmen im Überblick Aufbau einer Daten- Prozess- Erfassung von Prozessgrößen Modellbildung Qualitätsmesszelle aufzeichnung optimierung ●Identifikation aller (qualitäts-) ●Definition der relevanten ●Konzeption und ●Entwurf von Testsignalen ●Konzeption und relevanter Prozessgrößen Qualitätsgrößen Implementierung eines ●Durchführung von Implementierung von ●Hochaufgelöste ●Erfassung dieser einheitlichen Systems zur Experimenten zur Methoden zur messtechnische Erfassung all Qualitätsgrößen im Messdatenaufzeichnung Erhebung von Prozessoptimierung auf dieser Größen Prozesstakt ●Anbindung aller Identifikationsdaten Basis des dynamischen ●Ggf. Nachrüsten von Peripheriegeräte, der ●Bildung dynamischer Modells Peripheriegeräten, falls Maschinensensorik und Modelle ●Konzeption und relevante Größen nicht durch der Qualitätsmesszelle das Implementierung von die interne Sensorik der System Algorithmen zur Online- Maschine erfasst werden Adaption des dynamischen Modells abgeschlossen begonnen 26.01.2021 Digital Twin of Injection Molding 30
Agenda • Begrüßung • Vorstellung des Projekts DIM • Technisch-methodische Entwicklung • Wissens- und Technologietransfer − Geplante Transfermaßnahmen − Diskussion und Verabschiedung des Transferkonzeptes • Organisation der Zusammenarbeit und Abschlussdiskussion 26.01.2021 Digital Twin of Injection Molding 31
Überblick Wissens- und Technologietransfer Aufbau einer Daten- Prozess- Erfassung von Prozessgrößen Modellbildung Qualitätsmesszelle aufzeichnung optimierung Maschinenprotokolle Messgeräte zur 1 Softwaremodul zur 1 Softwaremodul zur 1 Softwaremodul zur Technologien Qualitätsüberwachung Datenaufzeichnung datengetriebenen modellbasierten Modellbildung Prozessoptimierung 1 Seminar zu den Themen: 1 Seminar zu den Themen: 1 Seminar zu den 1 Seminar zur 1 Seminar zum Thema • Prozessgrößenauswahl • Aufbau relevanten datengetriebenen Optimalsteuerung • Sensorapplikation Qualitätsmesszelle Kommunikationsprotokollen Modellbildung • Auslesung der Daten aus • Messung von (z.B. OPC-UA) 1 Workshop zur Anwendung der Maschinensteuerung Qualitätsgrößen im 1 Workshop zur Anwendung der entwickelten Software Wissen 1 Leitfaden in dem alle Prozesstakt 1 Workshop zu den der entwickelten Software Entwicklungsschritte 1 Leitfaden in dem alle Themen: 1 Leitfaden zur Optimierung dokumentiert sind. Entwicklungsschritte • Grundlagen der 1 Leitfaden zur des Spritzgießprozesses dokumentiert sind. Programmierung mit datengetriebenen Python Modellbildung des • Datenaufzeichnung mit Spritzgießprozesses Python und OPC-UA 26.01.2021 Digital Twin of Injection Molding 32
Technologietransfer Softwaremodule • Python-Bibliotheken. Kein GUI, dafür beispielgetriebene Dokumentation • Veröffentlichung z.B. auf GitHub unter der BSD oder LGPL Lizenz (entgeltfrei kommerziell nutzbar) • Alle Bibliotheken (außer für Datenexport) sind unabhängig von Maschinentyp und –hersteller • Casadi ist in zahlreichen Embedded-Anwendungen bereits erprobt (Kräne, elektrische Antriebe, autonomes Fahren, Verbrennungsmotoren, …) Maschinenprotokolle • Leitfaden zur Auswahl relevanter Prozessgrößen und zum Auslesen dieser über die Maschinensteuerung mit Hilfe maschineninterner und zusätzlicher Sensoren Messgeräte zur Qualitätsüberwachung • Leitfaden zur Integration von Messsystemen zur inline Qualitätskontrolle im Prozesstakt (Qualitätsmesszelle) • Fallstudien am Demonstrator 26.01.2021 Digital Twin of Injection Molding 33
Wissenstransfer Digitale Leitfäden • Dienen im Wesentlichen der nachvollziehbaren Dokumentation des Entwicklungsprozesses • Welche Entwicklungstätigkeiten sind durchzuführen, welche Lösungskonzepte und Werkzeuge wurden verwendet, welche Probleme traten bei der Umsetzung auf? • Wissenskonservierung zum Zweck der Unterstützung von Entwicklungsvorhaben von Unternehmen • Umfang einer PowerPoint Präsentation Seminare (max. 30 Teilnehmer) • Dienen der Vermittlung grundlegenden Fach- und Methodenwissens • Seminare werden aufgezeichnet und zusammen mit Unterlagen zur Verfügung gestellt • Formate: Präsenz-Seminar oder Webinar • Umfang: Max. 1 Tag, Zielgruppe: Entwicklungsingenieure Hands-on Workshops (max. 30 Teilnehmer) • Dienen der konkreten Anwendung der entwickelten Softwarebibliotheken • Workshops werden aufgezeichnet und zusammen mit Unterlagen zur Verfügung gestellt • Formate: Präsenz oder online • Umfang: Max. 1 Tag, Zielgruppe: Entwicklungsingenieure 26.01.2021 Digital Twin of Injection Molding 34
Agenda • Begrüßung • Vorstellung des Projekts DIM • Technisch-methodische Entwicklung • Wissens- und Technologietransfer • Organisation der Zusammenarbeit und Abschlussdiskussion − Rolle des Projektbeirates und Modalitäten der Zusammenarbeit − Abschlussdiskussion 26.01.2021 Digital Twin of Injection Molding 35
Organisation der Zusammenarbeit Aufgabe des Projektbeirates: Sicherstellung der Bedarfsgerechtigkeit der durchgeführten Entwicklungs- und Transfermaßnahmen im Projektlenkungskreis • Erfassung des Entwicklungs- und Transferbedarfs in Zusammenarbeit mit den Projektbearbeitern • Planung der Entwicklungs- und Transfermaßnahmen in Kooperation mit den Projektbearbeitern • Regelmäßige Rückkopplung der Entwicklungs- und Transfertätigkeiten → Die entwickelten Technologien und Transfermaßnahmen müssen aus Sicht der Unternehmen wertvoll sein! https://www.uni-kassel.de/forschung/digital-twin-of-injection-molding/ 26.01.2021 Digital Twin of Injection Molding 36
Organisation der Zusammenarbeit Zusammenkommen des Projektlenkungskreises (Vorschlag) • Beginn jedes Arbeitspaketes zur Ausarbeitung und Verabschiedung der Entwicklungs- und Transfermaßnahmen • Am Ende jedes Arbeitspaketes zur Maßnahmenkontrolle AP0: Projektlenkungskreis AP1: Aufbau der Qualitätsmesszelle AP2: Datenaufzeichnung AP3: Modellbildung Digitaler Zwilling AP4: Prozessoptimierung AP5: Verbreitung der Projektergebnisse MS1: Demonstratoranlage aufgebaut MS2: Softwareentwicklung abgeschlossen 1 2 3 4 5 6 7 1. Kick-Off 2. Ausarbeitung Transfermaßnahmen Qualitätsmesszelle & Datenaufzeichnung 3. Präsentation der Demonstratoranlage & Ausarbeitung Transfermaßnahmen Modellbildung 4. Rückkopplung Entwicklungstätigkeiten Modellbildung & Planung Entwicklungsmaßnahmen Prozessoptimierung 5. Rückkopplung Transfermaßnahmen Modellbildung & Planung Transfermaßnahmen Prozessoptimierung 6. Präsentation der entwickelten Software (ggf. Demonstration an Demonstratoranlage) 7. Abschlusstreffen 26.01.2021 Digital Twin of Injection Molding 37
Quellenverzeichnis [1] https://hmq-laserscanning.ch/referenzen/644/spritzgiessmaschine.html [2] Schmitt et al. „Digitaler Zwilling in der Kunststofftechnik“. In: Industrie 4.0 Management 37 (2021) 2, p. 17-20 [3] https://www.rspinc.com/wp-content/uploads/2019/10/poly-vs-plastic.jpg [4] https://www.sartorius.com/resource/image/337832/16x9/510/286/b604e45a8625a2493b7935deec9ea037/ BW/wl0194d2-wh.jpg [5] https://www.gwk.com/assets/images/7/PR7_teco%20mit%20vtc-130c0d07.jpg [6] https://www.sartorius.com/resource/image/323214/16x9/330/186/c1b3035d70f732b3e3cdfc9997cc5e3f/th/ cubis-ii-balance-composition-analytical-balance.jpg [7] https://www.keyence.de/img/products/model/AS_86669_L.jpg [8] https://www.zwickroell.com/zrmedia/_processed_/5/0/csm_CTA135805_TVM1353236_569bd0dde4.png [9] https://de.wikipedia.org/wiki/Notebook [10] https://opcfoundation.org/ [11] https://www.arburg.com/fileadmin/redaktion/bilder/presse_300dpi/arburg_091335__allrounder_370h.jpg [12] https://de.wikipedia.org/wiki/Raspberry_Pi [13] https://de.wikipedia.org/wiki/Universal_Serial_Bus [14] https://www.omega.de/pptst/OS-MINIUSB.html [15] Reiter at al. „Model Predictive Control of Cavity Pressure in an Injection Moulding Process“. In: Proceedings of the 19th IFAC World Congress. August 24-29, 2014 26.01.2021 Digital Twin of Injection Molding 38
Sie können auch lesen

















































