Wie dick ist die Pulverschicht? - OptiSense
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Messen und Prüfen I Schichtdickenmesssystem
Wie dick ist die Pulverschicht?
Ein Spezialist für Pulverbeschichtung setzt über 1000 verschiedene Lacke pro Jahr ein – mit
steigender Tendenz. Daher gilt es, die Anlagenverfügbarkeit und Produktivität weiter zu
verbessern – bei gleichbleibend hohem Qualitätsniveau. Maßgeblich daran beteiligt ist die
frühzeitige Schichtdickenmessung.
Die typischen Aufträge des bayrischen dige Oberflächenbehandlungen für die tungsanwendungen finden sich ferner in
Unternehmens GSO Oberflächentechnik Medizintechnik zählen dazu. Die Palette anderen Branchen, zum Beispiel bei Kon-
sind breit gefächert. Sie kommen aus der reicht hier von Analysegeräten bis zu rie- sumgütern, in der Möbelindustrie oder im
Autozulieferindustrie, der Elektroindustrie sigen Aluminiumstahl-Pressgehäusen, die Messe- und Ladenbau.
und dem Maschinenbau. Auch aufwän- veredelt werden. Interessante Beschich- „Unsere Stärke ist die hohe Qualität der
Beschichtung“, ordnet GSO-Geschäftsfüh-
rer Horst Schuller sein Unternehmen im
Markt ein, „deshalb spielen die durchgän-
gige Prozessoptimierung und Qualitäts-
kontrolle eine immer größere Rolle.“
OSG-Kunden stellen an die Oberfläche der
Produkte ganz unterschiedliche Anforde-
rungen. Mal liegt der Schwerpunkt in der
dekorativen Beschichtung – die Pharma-
industrie fordert andere Oberflächen als
der Maschinenbau. Aber immer gilt: Die
Schichtdicke muss stimmen – und zwar
exakt.
Schichtdicke früh prüfen
Bis vor kurzem erfolgte die Schichtdi-
ckenmessung bei GSO mit kontaktieren-
den Schichtdickenmessgeräten, die erst
nach dem Einbrennen und Auskühlen
eingesetzt werden konnten. Es entstand
zwischen dem Beschichtungsprozess und
dem Erkennen einer Fehlbeschichtung al-
lerdings eine zeitliche Verzögerung von
30 Minuten bis mehreren Stunden. So kam
es immer wieder vor, dass eine Abwei-
chung von vorgegebenen Toleranzen viel
zu spät erkannt wurde; unverhältnismäßig
teure Nacharbeiten und Ausschuss waren
die Folge. „Deshalb suchten wir nach ei-
ner Messlösung, mit der die Schichtdicke
möglichst früh im Prozess geprüft werden
kann“, erklärt der Geschäftsführer.
© OptiSense
Um bei den drei verschiedenen Beschich-
tungsanlagen flexibel messen zu können,
war der Spezialist für Oberflächentechnik
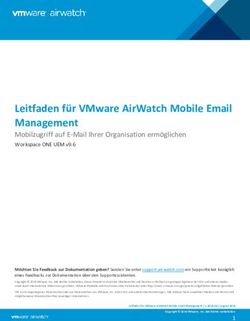
Horst Schuller, Geschäftsführer von GSO Oberflächentechnik, prüft die Schichtdicke mit dem auf der Suche nach einem mobilen, berüh-
mobilen Messsystem; dieses arbeitet ohne jeglichen Kontakt zum Objekt. rungslosen und damit zerstörungsfreien
72 JOT 9 I 2021
Bei GSO sind drei Beschichtungsanlagen im
Einsatz. Bis zu 7 m lange Großteile durchlaufen
eine Großraumkabine.
Durchgängige Qualitätssicherung
Doch der Reihe nach, denn der eigentliche
Beschichtungsprozess besteht aus sieben
Schritten.
Bereits im Wareneingang (1) werden die
© OptiSense
gelieferten Teile auf mögliche Beschädi-
gungen, zum Beispiel durch Korrosion
oder Transport, stichprobenartig geprüft.
Der nächste Check erfolgt in der Vorberei-
tung (2), also beim Behängen der Waren-
System, das je nach Auftragsvolumen in werbern überzeugten die Messergebnisse träger. Auch der dritte Prozessschritt, die
der großen, automatischen Durchlaufanla- nicht: „Da hat kein einziger Messwert ge- vollautomatisierte Vorbehandlung (3) von
ge oder einer der beiden kleineren Kabinen stimmt. Wir waren durchweg enttäuscht Stahl und Aluminium mit einem innova-
eingesetzt werden konnte. von den Vorführungen der anderen Anbie- tiven Quertakt-8-Zonen-System, wird per-
Über ein Jahr prüfte das Mitarbeiterteam ter.“ manent kontrolliert. Ob Entfetten, Beizen,
um Horst Schuller verschiedene Schicht- Nach dem Vergleich der verschiedenen Sys- Phosphatieren über chromfreies Passivie-
dickenmessgeräte auf Herz und Nieren. teme war die Entscheidung pro Optisense ren oder Spülen – dem wachsamen Auge
Über den Internetauftritt von Optisense sehr schnell gefallen. Mit einem Leihgerät des Mitarbeiters entgeht nichts. Nach der
wurde GSO auf das berührungslose Sys- konnte die GSO Oberflächentechnik weite- Vorbehandlung erfolgt das Haftwasser-
tem Paintchecker Mobile aufmerksam. re, eigene Erfahrungen sammeln. „Wir ha- trocknen (4) – ebenfalls vollautomatisch.
„Vertriebsspezialist Jörg Mühleneisen hat ben die Schichtdicke bei verschiedensten Auf die Teile wartet hier eine erneute Kon-
uns das Gerät in der Fertigung vorgeführt. Objekten gemessen – von Armaturen über trolle. Anschließend selektieren Mitarbei-
Da passte einfach alles,“ erinnert Schuller Lampenschirme bis zu Motorradteilen.“ ter die Ware, um gegebenenfalls nicht zu
sich, „der Paintchecker überzeugte sofort, Aufgrund seiner Schnelligkeit, Genauigkeit beschichtende Flächen oder Gewinde zu
denn sämtliche gemessenen Werte waren und Flexibilität ist das mobile, berührungs- maskieren.
korrekt.“ lose Schichtdickenmesssystem nahezu Nun geht es in eine von drei Beschich-
universell einsetzbar. tungsanlagen (5). Serienprodukte werden
Schnelle Entscheidung Optisense bietet seine Schichtdickenmess- in der automatischen Durchlaufanlage mit
geräte entweder mit Laser oder LED-Tech- Pulverrückgewinnung von acht Pistolen
Dass das keine Selbstverständlichkeit ist, nik an. Durch den größeren Messpunkt beschichtet. Jeder Arbeitsplatz in der Pro-
zeigte sich bei den Mitbewerbern, die eignen sich LED-Sensoren gut für Frei- duktionshalle ist dabei mit einem PC aus-
ebenfalls zur Präsentation eingeladen wa- handmessungen an rauen Oberflächen. gestattet. Für wiederkehrende Teile sind
ren. „Wir hatten ein vergleichbares Gerät Bei GSO kommt ein Paintchecker Mobile Parameter wie Stromstärke, Fördermenge
von einem Schweizer Hersteller im Haus. Gun-B mit LED-Technik zum Einsatz. Er ist und auch Geschwindigkeit des Förderban-
Das Gerät war mehr als doppelt so teuer für die berührungslose Prüfung von frisch des bereits hinterlegt. Diese Kennzahlen
und das ständige Blitzen der Xenon-Lampe aufgetragenen Pulverbeschichtungen vor ruft der Beschichter auf und kann die An-
störte uns empfindlich. Zudem benötigte dem Einbrennen optimiert. Er misst die lage in Sekundenschnelle einstellen. Dann
das Gerät eine permanente Verbindung noch weiche Pulverschicht farb- und sor- geht es nur noch ans Feinjustieren, denn
zum Internet, da sämtliche Berechnun- tenunabhängig auf Trägermaterialien wie die Beschichtungsanlage steuert durch die
gen über einen Server erfolgten“, benennt Metall, Holz, Glas oder Kunststoff. Dabei intelligente Teilerkennung die Hubgerä-
Schuller die Nachteile der Wettbewerber- wird auch die Schrumpfung während des te mit ihren Pistolen eigenständig an. Bis
Technologie. Bei zwei weiteren Mitbe- Aufschmelzens berücksichtigt. zu 7 m lange Großteile durchlaufen eine
73
Messen und Prüfen I Schichtdickenmesssystem
© OptiSense
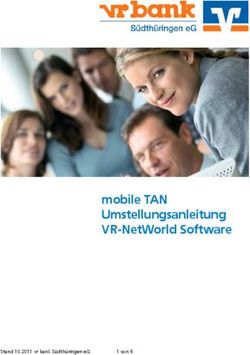
Vor dem Einbrennen wird die Schichtdicke kontrolliert. Dabei wird auch die Schrumpfung während des Aufschmelzens berücksichtigt.
Großraumkabine. Bei schnellen Farbwech-
Das fotothermische Messsystem ist für seln von Einzel- und Musterteilen wird in
die Prüfung von frisch aufgetragenen der Kleinteilekabine beschichtet. Hier ist
Pulverbeschichtungen vor dem noch Handarbeit gefragt. Der Mitarbeiter
Einbrennen optimiert. Es misst die beschichtet die Teile vor; das ist vor allem
noch weiche Pulverschicht farb- und bei Teilen mit Ecken, Kanten oder Winkeln
sortenunabhängig.
eine anspruchsvolle Aufgabe.
Zeitnahe, berührungslose Messung
Nach der Beschichtung fahren die Teile
via Förderkette an einem Warenträger hän-
gend aus der Kabine. Am Kabinenausgang
wartet die nächste Prüfstation: die Schicht-
dickenmessung. Sie soll direkt nach dem
Auftragen erfolgen, doch zu diesem Zeit-
punkt ist die Beschichtung noch weich
und empfindlich.
Jetzt übernimmt der Paintchecker Mobile
von Optisense die Prozessüberwachung,
denn eine berührungslose Messung ist
Grundvoraussetzung, um die Beschich-
© OptiSense
tung nicht zu zerstören. Das Beschich-
tungsergebnis wird vor dem Einbrennen
mit dem leichten, flexiblen Handgerät
74 JOT 9 I 2021
geprüft und die Anlage kann bei Bedarf ist der Paintchecker Mobile LED-B so- Blick in die Zukunft
sofort nachjustiert und die Beschichtung fort startklar – ohne aufwendige Einar-
optimiert werden. beitungszeit. Das heißt: Messzeit, Anre- Die Vorzüge des mobilen Schichtdicken-
Der Beschichter ruft dazu den Auftrag am gungsmuster und -intensität sind bereits messgeräts, frühzeitig und zerstörungs-
PC-Bildschirm auf, um die Prüfanforde- ab Werk auf die Anwendung abgestimmt frei im Beschichtungsprozess zu messen,
rungen einzusehen. „Dazu definieren wir und liefern sofort exakte Ergebnisse. Die- erlauben eine optimale Qualitätskontrolle,
schon vor der Pulverbeschichtung gemein- se Kalibrierungen gelten für alle Farben reduzieren den Pulververbrauch und stei-
sam mit unserem Kunden die für das je- mit einer Schichtdicke von 20 bis 250 μm. gern die Effizienz. „Wir haben wirklich
weilige Produkt wichtigen Parameter und „Durch die mitgelieferten Kalibrierungen durchweg gute Erfahrungen gemacht. Die-
prüfen diese in den verschiedenen Stadi- decken wir unsere 1000 verschiedenen La- se möchten wir jetzt gern auf die indust-
en des Beschichtungsprozesses“, erklärt cke komplett ab. Es spielt auch keine Rol- rielle 100 %-Prüfung übertragen. Ich habe
Schuller. Die Messpunkte zur Schichtdi- le, ob es dunkle oder helle Farben sind – den Anwenderbericht über die neue Opti-
ckenprüfung werden im Vorfeld festgelegt. mit dem Paintchecker Mobile messen wir sense-Messtechnologie bei der ILB Indus-
Das können durchaus acht oder auch zehn die Schichtdicke präzise und reproduzier- trielackierung Biedermann gelesen. Dort
Kontrollpunkte sein, die allesamt auf einer bar, auch auf komplex geformten Teilen gewährleistet die innovative Messtechnik
Zeichnung vermerkt und im hinterlegten mit Kanten, Ecken oder gekrümmten In- im industriellen Umfeld nicht nur eine lü-
Programm abgespeichert sind. Auch die nenseiten“, erläutert der Beschichtungs- ckenlose Qualitätskontrolle, sondern liefert
maximalen Toleranzen werden vorab be- experte. auch wertvolle Informationen für die wei-
stimmt. Zur Dokumentation können die tere Prozessoptimierung. Das ist höchst in-
Messergebnisse dauerhaft im Prüfprotokoll Qualitätssicherung rundum teressant und könnte durchaus ein Thema
erfasst werden. sein, das wir im nächsten Jahr gemeinsam
Mit der frühzeitigen Prüfung lassen sich Seine einfache Bedienung, der ergono- angehen“, blickt GSO-Geschäftsführer
aufwändige Nacharbeiten sparen, beispiels- misch geformte, leichte Sensor und die Schuller in die Zukunft. //
weise bei zu geringer Schichtdicke. „Unser schnelle Messung machen das mobile
Mitarbeiter an der Anlage kann schnell und Messsystem unentbehrlich: Der Paintche-
einfach per Hand nachbeschichten“, be- cker Mobile kommt in der GSO Oberflä-
richtet Schuller, „ohne dass die Teile eine chentechnik täglich zum Einsatz.
zweite Runde zum Nachbeschichten und Doch damit ist in Sachen Qualitätssi- Kontakt
erneuten Einbrennen drehen müssen.“ cherheit noch lange nicht Schluss: „Dass
Nach der Beschichtung fahren die Werk- wir ausschließlich hochwertiges Pulver OptiSense Gesellschaft für Optische
stücke in den großräumigen Quertakt- renommierter Hersteller verwenden, Prozessmesstechnik mbH & Co. KG
Einbrennofen (6) ein. Und auch nach dem versteht sich fast von selbst. Zudem Haltern am See
Einbrennen kommen weitere Qualitäts- lassen wir uns regelmäßig durch den info@optisense.com
kontrollen zum Tragen. Hier prüft ein Mit- Tüv Süd nach den Richtlinien der DIN www.optisense.com
arbeiter by-the-line die Schichtdicke erneut ISO 9001 zertifizieren. Und last but not
nach dem Aushärten. Abschließend stehen least nimmt unser Team an zahlreichen
die Aufträge zum Versand (7) bereit. Fortbildungen teil. Alle Mitarbeiter an
der Anlage sind am Paintchecker Mobile
Selbst Kalibrierung ist kein Thema geschult worden. So stellen wir sicher,
mehr dass alle in der gleichen Güte prüfen“,
beschreibt Schuller die Maßnahmen,
Durch die speziell zur Messung von Pul- um seine hohen Qualitätsansprüche zu
verlacken entwickelten Kalibrierungen erfüllen.
Das fotothermische Messverfahren
Das fotothermische Messverfahren von Optisense beruht auf der Erwärmung der Beschichtung
durch Laser- oder LED-Bestrahlung. Dazu wird der Prüfling an definierten Punkten angestrahlt. Die
Wärme breitet sich – abhängig von Material und Schichtdicke – unterschiedlich schnell aus. Aus
der Wärmesignatur an den Messpunkten lässt sich die Schichtdicke berechnen. Dies funktioniert
selbst unter industriellen Umgebungsbedingungen zuverlässig, also auch auf schnell laufenden
Förderbändern, bei hohen Temperaturen und sogar bei feuchten oder pulverförmigen Oberflä-
chen auf unterschiedlichsten Untergründen wie Metall, Gummi oder Keramik.
Da der Anregungslaser nur eine geringfügige Erwärmung von wenigen Grad Celsius erzeugt, wird
weder das Objekt noch die Beschichtung während der Messung beeinflusst oder gar beschädigt.
Zudem berührt der Messkopf nie die Oberfläche, sondern „schwebt“ im Messabstand von weni-
gen Zentimetern nahe am zu prüfenden Teil. Daher kann das System sogar bei noch nasser Lackie-
rung eingesetzt werden. Jede Messung erfolgt in Bruchteilen einer Sekunde.
75Sie können auch lesen