Mikrobiologische Charakterisierung von HB-Backwaren während der Lagerung in einer modifizierten Kühlzelle - Hein
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

BACHELORSTUDIENGANG Lebensmitteltechnologie und Ernährung Mikrobiologische Charakterisierung von HB-Backwaren während der Lagerung in einer modifizierten Kühlzelle ALS BACHELORARBEIT EINGEREICHT zur Erlangung des akademischen Grades Bachelor of Science in Engineering (BSc) von Katharina Pupeter Juni 2017 Betreuung der Arbeit durch Dr. Andreas Vollmar

VORWORT/DANKSAGUNG Die vorliegende Arbeit wurde beim Unternehmen backaldrin unter der Leitung von Herrn Dr. Vollmar verfasst, bei dem ich mich sehr herzlich für die Möglichkeit der Durchführung der Arbeit und für die Unterstützung während des Schreibprozesses bedanken möchte. Außerdem möchte ich der Firma Hein meinen Dank aussprechen, die mir stets offene Fragen zum Flexbaker-System beantworteten und dieses Projekt auch erst ermöglichten. Ein großes Dankeschön geht auch an Bernhard Wandrak und Kurt Seyrkammer, meine Bäckerbetreuer, die immer ein offenes Ohr hatten und jederzeit bereit waren, mir zu helfen und mich zu unterstützen. Die organisatorische Koordinierung der Probenziehung war nicht immer leicht, aber es fand sich stets eine passende Lösung. Zudem möchte ich auch den anderen Bäckern der Anwendungsbäckerei wie beispielsweise Uwe Haidinger danken, die mich immer wieder bei Laune gehalten haben. Dank gilt auch den Konditoren von backaldrin, die mir so manchen Nachmittag versüßten. Weiters möchte ich ein großes Dankeschön an das Hygienicum-Team aussprechen. Frau Andrea Steininger sowie die beiden Mitarbeiter Alex und Bianca standen mir immer tatkräftig zur Seite, wenn ich wiedermal mit einer großen Probenanzahl bei Ihnen ins Labor kam und beantworteten mir zahlreiche Fragen. Auch bei meiner Kollegin Viktoria Binder möchte ich mich noch bedanken. Mit ihr konnte ich über Probleme und Verständnisfragen sprechen. Gegenseitige Unterstützung stand immer an erster Stelle. Großer Dank gilt zuletzt auch meiner Familie und meinen Freunden, die immer ein offenes Ohr für mich hatten und bei Fragen Vorschläge lieferten. Meiner Schwester Frau Mag. Melanie Pupeter danke ich besonders für das Korrekturlesen und die tatkräftige Unterstützung. II

FH-OÖ-Campus Wels EIDESSTATTLICHE ERKLÄRUNG Ich erkläre eidesstattlich, dass ich die vorliegende Arbeit selbstständig und ohne fremde Hilfe verfasst, andere als die angegebenen Quellen nicht benutzt und die den benutzten Quellen entnommenen Stellen als solche kenntlich gemacht habe. Die Arbeit wurde bisher in gleicher oder ähnlicher Form keiner anderen Prüfungsbehörde vorgelegt und auch nicht veröffentlicht. .................................................................... Katharina Pupeter Wartberg ob der Aist, Juni 2017 III

Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren KURZFASSUNG Backwaren sind ein wichtiger Nahrungsbestandteil in der Ernährung des Menschen. Um nun den täglichen Ansprüchen von frisch gebackenen Produkten gerecht zu werden wird versucht, mittels Halbbackwaren die Flexibilität des Aufbackens zu gewährleisten. Die Lagerung stellt dennoch oftmals durch mikrobiellen Verderb oder hoher Austrocknung Probleme dar. Um die möglichen Lagerungsmöglichkeiten und deren dazugehörigen mikrobiellen Verderb abschätzen zu können, wurden innerhalb dieser Arbeit mikrobielle Untersuchungen anhand vier verschiedenen Brotsorten und Semmeln durchgeführt. Diese wurden für bestimmte Zeitspannen im Raum unter einer Haube, in der Kühlung unter einer Haube und in einem neu entwickelten Lagerungsgerät, dem Flexbaker, gelagert und an bestimmten Probeziehungstagen mikrobiell durch Ausspateln auf Nährböden auf die Gesamtkeimzahl und Hefen sowie Schimmelpilze analysiert. Dabei stellten die Kühlung und der Flexbaker mit einer mikrobiell unbelasteten Lagerdauer von bis zu 21 Tagen die besten Alternativen dar. Bei der Lagerung im Kühlraum war jedoch eine extreme Austrocknung der Produkte, besonders bei jenen, die auf den unteren Blechen des Stikkenwagens gelagert wurden, zu verzeichnen, welche diese für den Verkauf ungeeignet machten. Bei der Lagerung bei Raumtemperatur trat bereits, abhängig vom Untersuchungsprodukt, nach nur zwei bis drei Tagen eine Keimbelastung, die den Richtwert lauf LVA-REWE von > 10³ KbE/g überstieg, auf. Parallel zu dieser Arbeit wurde eine zweite Arbeit über die physikalische Charakterisierung von HB-Backwaren während der Lagerung in einer modifizierten Kühlzelle verfasst sowie eine sensorische Verkostung der Lagerungsprodukte durchgeführt. IV

Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren ABSTRACT Bakery goods are an important part in human nutrition. In order to meet the daily demand of freshly baked products, the industry tried to ensure the flexibility of the baking with partially baked goods. However, microbial spoilage or dehydration problems are present problems in the storing process during the first and second baking phase. To estimate the possible storage possibilities and their associated microbial spoilage, microbial examinations were carried out within this paper work. Four different bread sorts and rolls were stored for a certain period of time under a polyethylene hood by room temperature, in the cooling under a polyethylene hood and in a newly developed storage device, the Flexbaker. At fixed sample test days, the breads and rolls were analysed microbial for moulds, yeasts and total germ count by spotting on nutrient media. The cooling and the Flexbaker presented the best alternatives with a microbial unstressed storage time of up to 21 days. However, while storage in the refrigerator, an extreme dehydration, especially on those products stored on the bottom plates of the oven racks, were recorded, which made them unsuitable for sale. During storage at room temperature a microbial load, which already exceeded the recommended value, occurred after only two to three days, depending on the stored product. Parallel to this work a second work on the physical characterisation of HB-bakery products during storage in a modified cooling cell was written and a sensory tasting of the stored products was carried out. V
Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren INHALTSVERZEICHNIS Vorwort/Danksagung ................................................................................. II Kurzfassung ............................................................................................... IV Abstract ....................................................................................................... V Inhaltsverzeichnis ...................................................................................... VI 1 Einleitung und Zielsetzung .................................................................. 1 2 Allgemeiner Teil .................................................................................... 4 2.1 Praxis der Halbbackwaren ......................................................................... 4 2.2 Flexbaker-Anlage der Firma Hein ............................................................. 5 2.3 Mikrobiologie ............................................................................................ 6 2.3.1 Wachstumsbedingungen von Mikroorganismen ....................................... 6 2.3.2 Nährmedien ............................................................................................... 8 2.3.3 Gesamtkeimzahl ........................................................................................ 9 2.3.4 Charakterisierung von Mikroorganismen ................................................ 10 2.3.4.1 Hefen und Schimmelpilze ....................................................................... 10 2.3.4.2 Gramfärbung............................................................................................ 12 2.3.5 Richt- und Warnwerte ............................................................................. 13 3 Material und Methoden ..................................................................... 15 3.1 Backwarenherstellung ............................................................................. 15 3.1.1 Rohstoffe für die Backwarenherstellung ................................................. 15 3.1.2 Halbbacksemmel ..................................................................................... 16 3.1.3 Kaisersemmel mit KaiserMeister (für Sensorik) ..................................... 17 3.1.4 Weizenbrot „Country Style“ (CS) ........................................................... 17 3.1.5 Weizenmischbrot (WMB) ....................................................................... 18 3.1.6 Roggenmischbrot (RMB) ........................................................................ 18 3.1.7 PurPur® Vollkornbrot (PP) ..................................................................... 19 3.2 Lagermethoden ........................................................................................ 19 3.2.1 Flexbaker (FB)......................................................................................... 19 3.2.2 Kühlung (K)............................................................................................. 20 3.2.3 Raum (R) ................................................................................................. 20 3.3 Probenziehung ......................................................................................... 21 VI

Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren 3.4 Messung des pH-Wertes .......................................................................... 23 3.5 Mikrobiologie .......................................................................................... 23 3.5.1 Nährmedien ............................................................................................. 23 3.5.2 Plattenverfahren (SOP L001) .................................................................. 24 3.5.3 Gramfärbung (SOP A002) ....................................................................... 27 3.5.4 Sedimentationstest - Luftkeimbestimmung ............................................. 28 3.5.5 Oxidase-Test ............................................................................................ 29 3.5.6 Katalase-Test ........................................................................................... 29 3.5.7 Koagulase-Test ........................................................................................ 30 3.5.8 Auswertung.............................................................................................. 30 3.6 Sensorik ................................................................................................... 31 4 Ergebnisse und Diskussion ................................................................ 33 4.1 Sedimentationstest - Luftkeimbestimmung ............................................. 33 4.2 Mikrobielle Belastung der Semmeln ....................................................... 34 4.2.1 Einfluss der Lagerbedingungen und der Zeit auf die Gesamtkeimzahl .. 34 4.2.2 Einfluss der Lagerbedingungen und der Zeit auf die Hefen- und Schimmelbildung ..................................................................................... 35 4.2.3 Einfluss der Lage im Stikkenwagen bei der Lagerung im Raum auf die Keimbelastung in Abhängigkeit der Zeit ................................................ 36 4.3 Mikrobielle Belastung der Brote ............................................................. 38 4.3.1 Einfluss der Lagerbedingungen und der Zeit auf den Gesamtkeimzahlgehalt der verschiedenen Brotsorten ............................. 39 4.3.1.1 PurPur® Vollkornbrot (PP) ..................................................................... 39 4.3.1.2 Roggenmischbrot (RMB) ........................................................................ 39 4.3.1.3 Weizenmischbrot (WMB) ....................................................................... 40 4.3.1.4 Weizenbrot County Style (CS) ................................................................ 40 4.3.2 Einfluss der Brotsorte und der Lagerungsbedingung auf den Keimgehalt in Abhängigkeit der Zeit .......................................................................... 41 4.3.2.1 Lagerung im Flexbaker............................................................................ 41 4.3.2.2 Lagerung im Kühlraum ........................................................................... 43 4.3.2.3 Lagerung im Raum .................................................................................. 45 4.4 Zusammenhänge ...................................................................................... 48 4.5 Sensorik ................................................................................................... 48 4.5.1 Sensorische Verkostung von Semmeln ................................................... 48 VII
Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren 4.5.2 Sensorische Verkostung von Roggenmischbrot ...................................... 50 5 Schlussfolgerung ................................................................................. 52 6 Abkürzungsverzeichnis ...................................................................... 54 7 Abbildungsverzeichnis ....................................................................... 55 8 Tabellenverzeichnis ............................................................................ 57 9 Literaturverzeichnis ........................................................................... 59 10 Anhang ................................................................................................. 62 10.1 Spezifikationen der Rohstoffe ................................................................. 62 10.1.1 Bäckerhefe ............................................................................................... 62 10.1.2 Backmargarine ......................................................................................... 63 10.1.3 BAS hell .................................................................................................. 64 10.1.4 BAS W..................................................................................................... 65 10.1.5 Halbback .................................................................................................. 66 10.1.6 KaiserMeister .......................................................................................... 68 10.1.7 Mehle ....................................................................................................... 70 10.1.7.1 Amylogramme der verwendeten Mehle .................................................. 71 10.1.8 PurPurMix ............................................................................................... 72 10.1.9 Salz .......................................................................................................... 73 10.1.10 StaBack CL .............................................................................................. 75 10.2 Ergebnisse zur Auswertung: Semmel ...................................................... 76 10.3 Ergebnisse zur Auswertung: Brot ............................................................ 77 10.4 Sensorikdatenblätter ................................................................................ 79 VIII
1 Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren 1 EINLEITUNG UND ZIELSETZUNG Backwaren spielen weltweit eine entscheidende Rolle als Konsumgut und variieren stark abhängig vom Backwarentyp, den Rohstoffen, Traditionen, Herstelltechniken und Lebensstil. Anfang 1950 entwickelte sich in den USA ein neues Verfahren, bekannt unter dem Namen „brown and serve“. Darunter verstand man weiche zu zwei Drittel vorgebackene Brötchen, die vom Endverbraucher zu Hause fertiggebacken werden sollten. Die Vermarktung in Deutschland blieb jedoch ohne Erfolg, da diese noch nicht mit den damaligen Verzehrsgewohnheiten übereinstimmten und zudem durch schwankende Mehlqualitäten und fehlenden hilfreichen Backmitteln keine guten Qualitäten geliefert werden konnten. Dies machte die Produkte meist trocken, splittrig und keinesfalls mit frisch gebackener Ware vergleichbar. Zudem waren die vorgebackenen Backwaren aufgrund der dünnen Kruste und des hohen Feuchtigkeitsgehaltes nach der ersten Backphase sehr schimmelanfällig - trotz Verwendung zahlreicher Konservierungsstoffe. Mit der Zeit veränderten sich jedoch die Gewohnheiten der Menschen und so griff man Anfang 1980 das Halbbackverfahren wieder auf. [1] Die Nachfrage nach frisch gebackenem Brot rund um die Uhr stieg. Nun wird auch frisches Brot nach 14.00 Uhr gefordert. Um die Konsumentenwünsche zu befriedigen waren die traditionellen Herstellungsprozesse allerdings zu limitierend und unflexibel. Das HB-Verfahren erlaubt das Abbacken der Ware zu jeder Tageszeit und wird in zwei Backphasen unterteilt. Der erste Backgang soll eine Kerntemperatur von 94 bis 97 °C erreichen, jedoch wird dieser nach rund zwei Drittel des ursprünglichen Backprozesses unterbrochen. Während dieser Vorbackphase gerinnt das Eiweiß und die Stärke verkleistert. Abhängig von der gewünschten Bräunungsstufe der Backwaren dauert diese Phase unterschiedlich lang. Nach dem Abkühlen kann das halbgebackene Gebäck entweder tiefgefroren (-15 bis -20 °C) für mehrere Monate, gekühlt (0 bis 5 °C) für rund eine Woche oder für drei bis vier Tage bei Raumtemperatur (20 bis 25 °C) gelagert werden. Um ein Austrocknen zu vermeiden, kann entweder eine Haube über den Stikkenwagen gezogen oder die Produkte verpackt werden. Die Lagerung im Raum wird vor allem von Kleinbäckern genutzt, ist jedoch nur für maximal drei bis vier Tage möglich, da ansonsten eine zu starke mikrobielle Kontamination auftritt und die Ware nicht mehr für den Verzehr geeignet wäre. Wie oben schon erwähnt, dient eine 1
1 Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren Stikkenhaube zum Schutz gegen das Austrocken, birgt jedoch die Gefahr der Kondenswasserbildung, welche wiederum das mikrobielle Wachstum erhöht. Das Einfrieren, das vor allem von der Industrie genutzt wird, bietet den zusätzlichen Nutzen, das mikrobielle Wachstum zu verzögern. [2, 3] Jedoch entstehen dadurch hohe Prozesskosten für den Erhalt der Kühlkette. Außerdem kann die Tiefkühllagerung durch Bildung von Eiskristallen die Produktqualität beeinträchtigen. Daher wäre in diesem Fall eine Schockfrostung nötig, um einen Feuchtigkeitsverlust durch schnellen Oberflächenverschluss zu minimieren und dem Absplittern der Kruste nach dem zweiten Backgang entgegenzuwirken. [4] Die zweite Backphase ist kürzer und dient der Entwicklung der Krustenfarbe durch auftretende Maillardreaktionen, fördert die Wasserverdampfung an der Oberfläche und formt eine vollständige Kruste sowie Krumenstruktur aus. [2] Abbildung 1: Vergleich der Backphasen von konventionellen Brot und Halbbackware [2] Halbgebackene Ware liefert die Vorteile eines unkomplizierten Weiterverarbeitungsprozesses, welcher die Möglichkeit von ofenfrischem Gebäck rund 2
1 Einleitung und Zielsetzung Mikrobiologische Charakterisierung von HB-Backwaren um die Uhr gewährleistet. Zudem bietet es gute Lager- und Transportmöglichkeiten und beim Fertigbacken in den Filialen entfällt die kritische Bestimmung der Endgare. Dennoch besteht bei HB-Backwaren bis heute die Kernproblematik des Absplitterns und des hohen Wasserverlustes aufgrund der verlängerten Backzeit. Vor allem Kleinbäckereien haben nicht so viele Steuerungsmöglichkeiten um das Gebäck frisch zu halten und vor dem Austrocknen zu bewahren. Die Firma Hein hat auf dieses Problem reagiert und ein Lagerungsgerät, den Flexbaker, entwickelt. Mithilfe dieses Systems soll durch die hohe Luftfeuchtigkeit von 95% die Frische und Saftigkeit des Brotes aufrechterhalten bleiben. Zudem ist ein UV-Licht integriert, welches zum Schutz gegen Bakterien, Hefen und Schimmelpilzen dient. Somit soll durch dieses Lagersystem die Qualität erhalten bleiben und die Haltbarkeit verlängert werden. Ziel dieser Arbeit war es, die mikrobiellen Unterschiede der verschiedenen Lagerungsmöglichkeiten, im Flexbaker, im Raum unter einer Stikkenhaube und im Kühlraum, herauszufinden und in Abhängigkeit der Lagerdauer zu bestimmen. Ausschlaggebend für das Wachstum sind vor allem die unterschiedlichen Temperaturen und Luftfeuchtigkeiten der verschiedenen Lagerungsmethoden. Dazu wurden die Auswirkungen sowohl bei Kleingebäck als auch bei verschiedenen Brotsorten getestet. Anfangs wurden HB-Semmeln und später vier verschiedene Brotsorten im Halbbackverfahren der Lagertestung unterzogen. 3
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren 2 ALLGEMEINER TEIL 2.1 PRAXIS DER HALBBACKWAREN Um eine optimale Qualität der Halbbackwaren zu erzielen, müssen bestimmte Rohstoffanforderungen gegeben sein. Das Mehl als Hauptrohstoff, sollte eine geringe bis mittlere Enzymaktivität mit elastischen und gut dehnbaren Klebereigenschaften aufweisen, um eine gute Teigstabilität zu gewährleisten. Zudem sollten Halbbackwaren 1 bis 1,5% Fett zugegeben werden um eine optimale Krusten- und Krumenbeschaffenheit zu erreichen und das Absplittern zu minimieren. Eine zusätzliche Beschwadung während des Backens kommt einer zartsplittrigen Kruste und frischen Krume zugute. Um den Wasserverlust, der beim Halbbackverfahren auftritt, auszugleichen, sollte die Wassermenge im Teig erhöht werden. Außerdem sind wirkungsspezifische Kombinationsbackmittel nötig, um den Teiglingen genügend Stabilität und Gärtoleranz mitzugeben. Diese erhöhen oftmals die Wasserbindung des Teiges und fördern die Quellfähigkeit der Stärke. Die Einwaage der Teiglinge wird zudem um etwa 11% gegenüber dem normalen Gebäck erhöht, um den geringeren Volumenausbeuten entgegenzuwirken. Um Schrumpffalten und einfallende Seitenflächen während der Lagerung nach der ersten Backphase zu vermeiden oder zu minimieren ist auf eine verlängerte Stückgare zu achten. Nach dem ersten Backgang kann noch keine stabile Kruste gebildet werden und so ist diese während dem Abkühlen einer verstärkten Neigung zur Bildung von Falten ausgesetzt. [5, 6, 1] Die Form des Brötchens spielt hier auch eine entscheidende Rolle. Je länglicher die Form, umso mehr Krustenanteil weist das Brötchen auf und umso stabiler ist das Gebäckstück. Dies bewirkt eine Minimierung der Setzfalten. Die Kaisersemmel besitzt zwar eine anfällige runde Form, durch die Stempelung werden das Absplittern und die Bildung von Setzfalten jedoch reduziert. Die Bleche sollten zudem mit größeren Abständen belegt werden um eine bessere Hitzeeinwirkung auf die Gebäckstücke zu erzielen und dadurch die Stabilität der Kruste zu verbessern. [7] Die darauffolgende Gare sollte etwas kühler gehalten werden und dafür länger andauern, zwischen 90 und 120 min bei 24 bis 28 °C. Die Hefezugabe wird außerdem um 40% reduziert um eine langsame Teigreifung zu erzielen. Durch diese verlängerte Stückgare und kühle Teigführung kann eine feine gleichmäßige Porenverteilung erreicht werden. Diese ist für einen stabilen und innigen 4
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren Zusammenhalt zwischen Krume und Kruste entscheidend, was einer absplitternden Kruste entgegenwirkt. [5, 6, 1] Abbildung 2: Porenverteilung von Backwaren: Große Poren bewirken eine schlechte Stabilität (links). Bei HB-Backwaren werden kleine Poren bevorzugt um eine hohe Stabilität zu erzielen (rechts). vgl. [8] Auch den Salzen, in Form von Phosphaten, kommt eine große Bedeutung zu, die als Hefenahrung dienen und die Triebleistung stimulieren. Sie unterstützen die Hefe, um ein gutes Volumen und einen markanten Ausbund zu erzielen. [9] 2.2 FLEXBAKER-ANLAGE DER FIRMA HEIN Der Flexbaker ist eine modifizierte Kühlzelle zur Konservierung von zu 80% vorgebackenen Produkten in einer durch UV-Licht sterilisierten Umgebung. [10] UV- Strahlen sind energiearme elektromagnetische Wellenstrahlen mit einer Wellenlänge von 10-6 m. Bei 260 nm entfalten sie ihr Wirkungsoptimum, da dieser Bereich bevorzugt von Nukleinsäuren absorbiert wird. Die Bestrahlung kann durch Quecksilber- Niederdruck-Lampen erfolgen, die keimabtötendes Licht von 254 nm Wellenlänge aussenden. [11, p. 181] Die energiearmen UV-Strahlen dringen zwar nicht in tiefere Schichten der Lebensmittel ein, dienen jedoch der Verringerung der Keimzahl in der Raumluft und auf Oberflächen. [12, p. 23] Die Strahlung wird von den Mikroorganismen und Sporen der Pilze absorbiert und sterben bei genügend hoher Dosis ab. [13, p. 144] Innerhalb der Mikroorganismen gibt es jedoch eine große Schwankungsbreite hinsichtlich der Empfindlichkeit gegenüber UV-Licht. Grampositive Bakterien sind meist widerstandsfähiger als Gramnegative. Bakterielle Sporen, Hefen und Pilze stellen eine noch resistentere Gruppe gegen UV-Licht dar. [11, p. 181] 5
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren Im Inneren des Flexbakers herrscht eine hygrometrisch kontrollierte Atmosphäre bei 3 °C vor. Durch die hohe Luftfeuchtigkeit von 95% bleiben die Halbbackwaren feucht und länger frisch. Dies ist vor allem durch eine weichere und elastischere Krume erkennbar. [10] Die Feuchtigkeit wird über eine Druckplatte an der Seitenwand in den Flexbaker eingeleitet und kann durch Schiebeelemente reguliert werden. Für die individuelle Steuerung und Kontrolle dient eine Software, die 200 verschiedene Geschwindigkeitseinstellungen für die Ventilatoren beinhaltet. Zudem ist zur optimalen Einstellung der relativen Luftfeuchtigkeit, Temperatur sowie vertikalen und horizontalen Luftzufuhr eine PID-Regelung (Proportional, Integral, Differential) vorhanden. [14] Dank der hohen Luftfeuchtigkeit kommt es innerhalb der ersten zwei bis drei Tage zu keinem Verhauten der Produkte. Diese Anlage liefert somit viele Vorteile in der Produktion wie etwa eine vollständige Trennung zwischen Produktion und Verkauf durch die lange Lagermöglichkeit, wobei die Frische aufrechterhalten wird. So kann die tägliche Produktion eingestellt werden und wird zur Wochenarbeit. Dies erspart Einwiegzeiten von Rohstoffen und gewährleistet leichtere maschinelle Verarbeitbarkeit durch größere Teigchargen. Dies bietet wiederum die Möglichkeit, mehrere verschiedene Brotsorten zu produzieren um den Verkauf zu steigern. Im Allgemeinen gesagt können viele der nächtlichen Arbeitsstunden durch die Nutzung des Flexbakers auf den Tag verlegt und so Kosten eingespart werden. Diese Vorteile wirken sich auch positiv auf das Ladengeschäft aus. Durch die Lagerung im Flexbaker sind alle Sorten ständig verfügbar und auch volle Regale nach 14.00 Uhr sichergestellt. Zudem kann flexibler auf schwankende Nachfragen reagiert werden, wodurch die Menge an nicht verkauften Produkten verringert wird. [10] 2.3 MIKROBIOLOGIE 2.3.1 WACHSTUMSBEDINGUNGEN VON MIKROORGANISMEN Das Wachstum von Mikroorganismen und Pilzen ist von vielen Eigenschaften abhängig, beispielsweise den intrinsischen Faktoren wie Wasseraktivität, pH-Wert und das Redoxpotential. Aber auch Herstellungsfaktoren und extrinsische Faktoren wie 6
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren Lagerbedingungen, relative Feuchte und die Gasatmosphäre beeinflussen das Wachstum. [11, p. 129] Da Mikroorganismen zu 80 bis 90% aus Wasser bestehen, bildet dieses einen wesentlichen Bestandteil für alle Lebensvorgänge. Bedeutend ist jedoch nicht die Gesamtmenge, sondern das freie ungebundene Wasser. [13, pp. 106-110] Wasser wird durch zahlreiche Inhaltsstoffe wie Zucker, Salz und Proteine gebunden und steht so den Mikroorganismen nicht mehr für ihre Stoffwechseltätigkeit zur Verfügung. Dabei sinkt der Wasserdampfdruck proportional zum Konzentrationsanstieg an wasserbindenden Substanzen. Der aW-Wert („activity of water“) wurde als Maß für das frei verfügbare Wasser eingeführt. Er wird definiert als Verhältnis des Wasserdampfdrucks über dem Lebensmittel (p) zum Wasserdampfdruck des reinen Wassers (p0). = 0 [11, pp. 138, 139] Je niedriger der aW-Wert, umso geringer ist der Anteil an ungebundenem Wasser. [13, pp. 106-110] Ein aW-Wert von 1 weist folglich auf reines Wasser hin. [11, p. 139] Zudem hängt der aW-Wert mit der relativen Luftfeuchtigkeit zusammen. Die relative Luftfeuchtigkeit ist ein Maß, wie viel Wasser die Luft, im Verhältnis zur maximalen Aufnahmemenge, enthält. Bedeutend ist hier die Temperatur: Je wärmer die Luft, desto mehr Wasser kann aufgenommen werden. Das Produkt und die Luft tauschen solange Feuchtigkeit aus bis sie zueinander im Gleichgewicht stehen – dann entspricht die Luftfeuchtigkeit (z.B. 95%) der Wasseraktivität (aW = 0,95). [13, pp. 106-110] Generell ist zu sagen, dass der optimale aW-Wert für das Wachstum von Mikroorganismen bei > 0,98 liegt. Hefen und Schimmelpilze haben einen sehr breiten Toleranzbereich, wobei der minimale aW-Bereich bei Hefen zwischen 0,94 und 0,87 und bei Schimmelpilzen zwischen 0,93 und 0,8 liegt. [11, pp. 139, 140] Bei hohen aW- Werten werden sie jedoch meist von den schneller wachsenden Bakterien verdrängt. Brot hat einen aW-Wert von 0,93 bis 0, 98 und ist somit gefährdet, besonders rasch zu verderben. [13, pp. 106-110] Dies trifft jedoch nur auf die Krume zu. Die Kruste stellt eine sogenannte Barriere für die Mikroorganismen dar. Feuchte Brote mit Rissen an der Kruste sind daher anfälliger. Ein Verderb von Brot ist meist auf einer sekundären Kontamination beruhend, wie etwa Brotschneidemaschinen, Verpackungsmaterial oder 7
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren die hoch belastete Luft in Bäckerbetrieben. Abhilfe kann durch Verpacken von Broten in Schutzgasatmosphäre wie etwa Kohlendioxid, Stickstoff oder einem Gemisch aus beiden Gasen geschafft werden. Voraussetzung dafür ist ein Restsauerstoffgehalt von < 1% und eine gasdichte Folie. [11, pp. 230-231] Ein weiterer wichtiger Einflussfaktor für den Verderb von Lebensmitteln ist der Sauerstoffgehalt. Oberflächen von Lebensmitteln, die an der Luft gelagert werden, sind leicht für Mikroorganismen zugänglich und bilden unter günstigsten Bedingungen (Temperatur, aW-Wert, pH-Wert, usw.) den idealen Nährboden. Im Inneren hingegen herrscht meist ein Sauerstoffmangel vor. [13, p. 122] 2.3.2 NÄHRMEDIEN Mikroorganismen benötigen verschiedene Nährstoffe für ihr Wachstum. Um ihnen dies bereitzustellen gibt es verschiedene Nährböden mit unterschiedlichen Nährstoffkonzentrationen. Allen gemeinsam ist das Vorhandensein von Wasser, stickstoffhaltigen Verbindungen, wie Proteinen, Aminosäuren und stickstoffhaltigen anorganischen Salzen, Kohlenstoff als Energiequelle (Kohlenhydrate und Proteine) und Wuchsstoffe wie Vitamine und Mineralstoffe. Das Wasser wird demineralisiert oder destilliert zugesetzt - Stickstoff, Kohlenstoff und Wuchsstoffe in Form komplexer Verbindungen, als Hefeextrakt, Pepton, Fleischextrakt oder Malzextrakt. Bei festen Nährmedien ist für den Zusammenhalt 1 bis 3% Agar nötig. [15, pp. 47, 48] Agar ist ein komplexes Polysaccharid aus Rotalgen, welches die Fähigkeit besitzt, bei Temperaturen über 82 °C sich zu verflüssigen und unter 44 °C zu erstarren. Es lassen sich viele verschiedene Nährmedien unterscheiden. [16, p. 261] Nach der Konsistenz werden Medien in flüssige und feste Nährböden gegliedert. Flüssige Nährmedien dienen zur Anreicherung von Mikroorganismen im Gegensatz zu feste Nährböden, welche zur Bestimmung der Keimzahl dienen. Nach der Bekanntheit der Zusammensetzung lassen sich synthetische und komplexe Nährböden unterscheiden. Synthetische Nährböden beinhalten exakt definierte Bestandteile in bekannten Konzentrationen, welche für stoffwechselphysiologische Untersuchungen herangezogen werden. Komplexe Nährmedien enthalten mindestens eine organische Komponente (Extrakte aus Fleisch, Hefe, Malz oder Peptone), deren Zusammensetzung nicht genau 8
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren bekannt ist. Unter einem Minimalmedium versteht man einen synthetischen Nährboden, welcher ausschließlich Bestandteile enthält, die für das Wachstum lebensnotwendig sind. Ein Vollmedium hingegen enthält auch Nährstoffe, die nicht essentiell sind, jedoch das Wachstum weiter fördern. Nach dem Verwendungszweck lässt sich eine Unterscheidung zwischen Universalnährmedien, welche vielen Mikroorganismen das Wachstum ermöglichen und daher zur Bestimmung der Gesamtkeimzahl dienen und Selektivnährböden, welche nur das Wachstum eines bestimmten Mikroorganismus fördern, machen. Zudem gibt es sogenannte Differentialnährböden, welche bestimmte Zusätze enthalten, wie beispielsweise Farbstoffe, die Stoffwechselleistungen spezieller Keime sichtbar machen und so zur Differenzierung dienen. [12, pp. 47, 48] Gebräuchliche Agar-Platten für die mikrobielle Charakterisierung: PC, YGC, COS Der Plate-Count-Agar, kurz PC-Agar, dient zur Bestimmung der Gesamtkeimzahl von Produkten. [17] YGC ist die Abkürzung für Yeast Extract Glucose Chloramphenicol Agar (dt. Hefe-Glucose-Chloramphenicol-Agar). Es wird vor allem als Nährmedium für die Zellzahlbestimmung von Hefen und Schimmelpilzen verwendet. [18] Unter COS versteht man einen Columbia Agar mit 5% Schafblut. Er dient als nährstoffreiches Mehrzweckmedium zur Kultivierung von Mikroorganismen. Mit dem Schafblut als Komponente lässt sich eine Hämolyse-Reaktion der Keime nachweisen, die für das Wachstum zahlreicher pathogener Keime notwendig ist. [19] 2.3.3 GESAMTKEIMZAHL Für die Bestimmung der Gesamtkeimzahl werden alle vermehrungsfähigen Zellen durch Spatelplattenverfahren (für aerobe Keime) oder Plattengussverfahren (für anaerobe/fakultativ anaerobe Keime), je nach Sauerstoffnotwendigkeit der nachzuweisenden Mikroorganismen, in Kultur gebracht, inkubiert und anschließend die gewachsenen Kolonien ausgezählt. Als Voraussetzung wird angenommen, dass aus jeder Zelle nur eine Kultur hervorgeht und keine Mischkulturen entstehen. Dies stellt einen Nachteil dieser Methode dar, da die Inkubationsbedingungen und die Nährmediumzusammensetzung das Wachstum beeinflussen. Weiteres neigen manche Zellen zur Bildung von Zellverbänden, welche schwer auszuzählen sind. [16, pp. 273, 463] Bakterieller Verderb im Brot wird vor allem den grampositiven Stäbchen (Gattung Bacillus) zugeschrieben. [20] 9
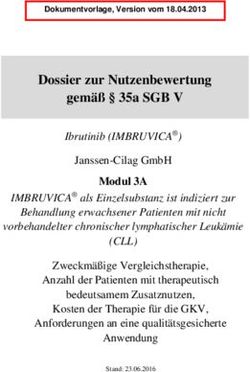
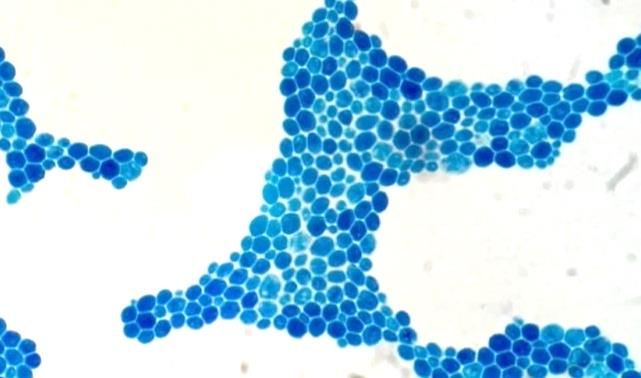
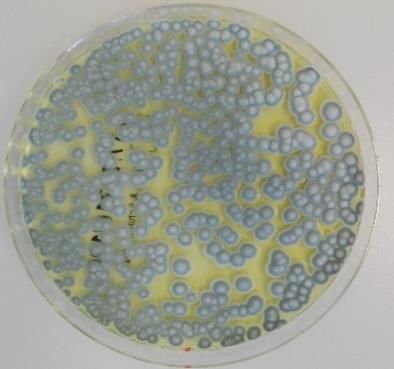
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren 2.3.4 CHARAKTERISIERUNG VON MIKROORGANISMEN Zur Unterscheidung von Mikroorganismen dienen morphologische Eigenschaften, deren Physiologie sowie biochemische Kriterien. Bei der morphologischen Untersuchung werden die Mikroorganismen makroskopisch sowie mikroskopisch nach ihrer Form und Farbe, anhand der Beweglichkeit und Begeißelung mithilfe eines Elektronenmikroskops, mittels Zellwandtyp durch unterschiedliche Färbemethoden wie Gramfärbung sowie anhand Zelleinschlüssen und Sporenbildung klassifiziert. Die Physiologie differenziert die Mikroorganismen beispielsweise anhand deren Substratverwertung, Fähigkeit zu aeroben und anaeroben Wachstum, Bildung von Gärungsprodukten, Temperaturgrenzen des Wachstums und Säuretoleranz. Bei biochemischen Tests erfolgt ein Nachweis spezieller Enzymaktivitäten wie Katalase, Koagulase und Cytochrom-Oxidase. In den letzten Jahren werden auch immer häufiger gentechnische/molekularbiologische Methoden zur Identifizierung herangezogen. Gentechnologische Methoden analysieren vor allem die Nukleinsäure. Dabei sich jene Gene interessant, die an speziellen Stoffwechselfunktionen beteiligt sind. [21] Bei dem vorliegenden Thema sind vor allem die Hefen und Schimmelpilze von Bedeutung und werden nachfolgend näher beschrieben. 2.3.4.1 HEFEN UND SCHIMMELPILZE Schimmelpilze und Hefen lassen sich in die Gruppe der Eukaryonten einordnen und sind Teil der Pilzgruppe. Sie besitzen somit einen Zellkern und Mitochondrien zur Energieerzeugung. [22, p. 1] Hinsichtlich des Zellaufbaus sind sie viel komplexer und größer als Bakterien. Sie bestehen oftmals aus einem Geflecht von dünnen, langen Zellfäden, den sogenannten Zellhyphen. Die Gesamtheit dieser Hypen wird Myzel genannt. [13, pp. 9, 42] Die Nahrung wird osmophotisch aufgenommen. Dies bedeutet, dass die Schimmelpilze organische Substanzen durch extrazelluläre Enzyme zerlegen, die durch die Membran diffundieren können. Ihre Lebensweise ist saphrophytisch, was bedeutet, dass sie sich von abgestorbenen Resten ernähren. [23, p. 58] Die meisten Pilze sind mesophil (griech. mesos = der Mittlere) mit optimalen Wachstumsbedingungen zwischen 30 und 40 °C oder psychrotroph/psychrotolerant (griech. psychros = kalt) mit optimalen Wachstumsbedingungen zwischen 25 und 10
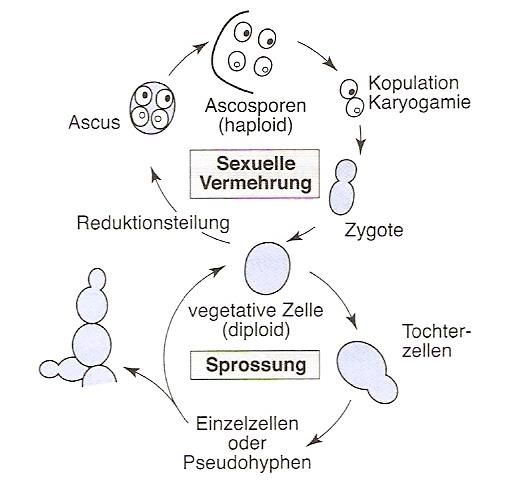
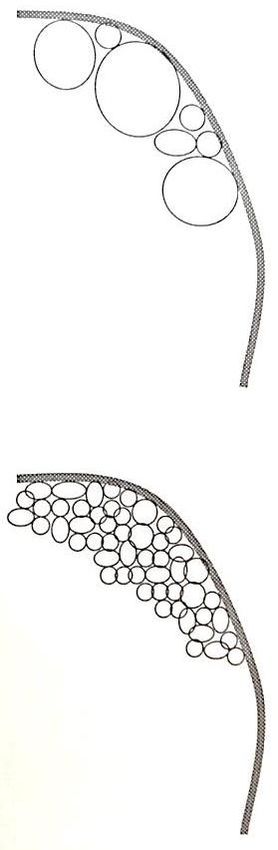
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren 30 °C. Sie werden daher gewöhnlich bei 20 bis 25 °C bebrütet. [15, p. 485, 11, p. 143, 13, pp. 103, 134] Tabelle 1: Temperaturansprüche von Pilzen; vgl. [4, p. 143] Temperatur [°C] Gruppe Minimum Optimum Maximum Mesophil 5 bis 15 30 bis 40 35 bis 47 Psychrotroph -5 bis 5 25 bis 30 30 bis 35 Morphologie der Hefen Hefen sind einzellige, kugelförmige oder ovale Pilze mit einem Durchmesser zwischen 5 und 10 µm und bilden meist keine Hypen aus. [13, p. 44, 23, p. 57, 11, p. 20] Sie sind bis auf wenige Ausnahmen fakultativ anaerob (können sowohl in Gegenwart als auch in Abwesenheit von Sauerstoff wachsen [13, p. 121]) und werden in ihrem Stoffwechsel vom Sauerstoffgehalt bestimmt. [13, pp. 44, 50, 52] Bei Vorhandensein von Sauerstoff wachsen sie. Unter anaeroben Bedingungen stellen sie ihren Stoffwechsel auf Gärung um und produzieren Ethanol und Kohlenstoffdioxid. Sie wachsen in einem pH-Bereich von 3 bis 11 und bei Temperaturen von 0 bis 45 °C. [11, pp. 20, 21] Hefen pflanzen sich vor allem durch Sprossung fort. Darunter versteht man die Entstehung eine Ausstülpung der Zellwand, die so lange weiterwächst bis sie sich von der Mutterzelle abtrennt und eine eigne Zelle bildet. Dabei kann sich die Ausstülpung schon sehr früh abtrennen – aber auch erst bei annähernd gleicher Größe wie die Mutterzelle. Die Sprossung kann auch in Form von Klumpen oder Zellketten erfolgen. [15, p. 491] Manche Hefen sind sogar fähig, sich sexuell durch Bildung eines Ascus mit Ascosporen aus der Reduktionsteilung einer diploiden Zelle zu vermehren. Abbildung 3: Vermehrung von Hefen durch Sprossung und durch Bildung von Ascosporen; vgl. [11, p. 21] 11
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren Zu unterscheiden sind die in der Natur vorkommenden „wilden Hefen“ und die von der Industrie gezüchteten „Kulturhefen“ Zu diesen Kulturhefen zählt beispielsweise die in der Lebensmittelindustrie bedeutende Gattung Saccharomyces. Saccharomyces cerevisae ist eine der wichtigsten Arten, welche als Bäckerhefe geläufig ist und in Backprozessen zum Einsatz kommt. [13, p. 50] Morphologie der Schimmelpilze Wissenschaftlich gesehen sind die Schimmelpilze keine eigene Gruppe, da sie oftmals ein mikroskopisch unterschiedliches Aussehen aufweisen und nicht eng miteinander verwandt sind. Sie lassen sich entweder den Joch- oder Schlauchpilzen zuordnen. Typisch für Schimmelpilze sind die mit dem freien Auge sichtbaren weißen oder färbigen Überzüge auf Lebensmitteln oder anderen Gegenständen, bevorzugt auf festen bis halbfesten Nahrungsquellen. Die Nahrungsaufnahme von organischen Substanzen erfolgt mit den von ihnen gebildeten Hypen, die ein weitverzweigtes Myzel bilden. [13, pp. 51, 55] Schimmelpilze sind aerob (lat. aer = Luft) und benötigen somit Sauerstoff für ihr Wachstum. [13, pp. 100, 119] Die Vermehrung erfolgt meist ungeschlechtlich durch Bildung von Sporen in der Nebenfruchtform. Dabei unterscheidet man zwei Arten: die Konidiosporen, die von speziellen Zellen (Phialide) nach außen abgeschnürt werden oder die Sporangiosporen, welche sich im Inneren von typischen Behältnissen (Sporangien) bilden. Bei der geschlechtlichen Fortpflanzung erfolgt die Sporenbildung in blasen- und schlauchförmigen Ascus (Ascosporen), welche im Fruchtkörper gebildet werden. [11, pp. 17, 18] Dadurch ist es ihnen möglich, ihren Lebensraum zu ändern, sobald die Nahrungsquellen aufgebraucht sind. In Form von Pilzsporen können sie in heißen, kalten Klimazonen sowie trockenen Gebieten Jahrzehnte überleben. [13, pp. 51, 55] Zudem können manche Schimmelpilzarten Mykotoxine, Giftstoffe, bilden. Aufgrund des vernetzten Wachstums von Pilzen in Form eines Myzels reicht es oftmals nicht, nur die betroffenen Schimmelbefallstellen zu entfernen. Vor allem in wasserreichen und halbfesten Medien kann sich der Pilz weitflächig ausbreiten und beschädigt hier das gesamte Produkt. [13, pp. 100, 119] 2.3.4.2 GRAMFÄRBUNG Die Gramfärbung ist eine Differentialfärbung - Färbung mit mehreren Farbstoffen - zur Unterscheidung von grampositiven und gramnegativen Mikroorganismen. [23, p. 74, 12
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren 16, p. 300] Die Färbung beruht auf der Zugabe von zwei Farbstoffen mit einer Alkoholzwischenwaschung. Grampositive Bakterien halten dabei den Farbstoff Kristallviolett besser als gramnegative Bakterien. [23, p. 74] Dies lässt sich auf die Form der Bakterienzellwand zurückführen. Diese besteht im Wesentlichen aus Murein, einer langen Zuckerkette mit Aminosäureverzweigungen. Grampositive Bakterien besitzen eine sehr dicke Zellwand mit vielen Zellschichten. Durch die Zugabe von Alkohol wird der Bakterie Wasser entzogen, sodass sich die Zellwandschichten eng aufeinander lagern. In Folge bilden sie eine undurchlässige Barriere und schließen den zuvor aufgenommenen Farbstoff ein. Gramnegative Bakterien haben nur eine dünne Mureinschicht. Bei Alkoholzugabe (Entfärbung) lässt sich hier der Farbstoff wieder herauswaschen und erhält erst durch das Behandeln mit Safrinlösung (Gegenfärbung) seine letztendlich rosarote Farbe. [13, pp. 19, 20] 2.3.5 RICHT- UND WARNWERTE Um die mikrobielle Belastung von Lebensmittel einordnen zu können, werden von bestimmten Organisationen Schwellenwerte, sogenannte Richt- und Warnwerte, für spezifische Produktgruppen angegeben. Der Richtwert „m“ gibt jenen Keimgehalt eines Lebensmittels an, welcher durch Einhaltung der guten Hygienepraxis akzeptabel ist. Dieser ist nicht rechtskräftig und dient so dem Hersteller als Orientierungshilfe. Proben, deren Keimgehalt gleich oder unterhalb des Richtwertes liegt sind verkehrsfähig. Bei einer Überschreitung des Richtwertes gilt das Lebensmittel als wertgemindert. In diesem Fall müssen Maßnahmen zur Verbesserung der Hygiene eingeleitet werden. Bei der amtlichen Lebensmittelüberwachung hat solch eine Überschreitung meist eine Belehrung, eine Entnahme von Nachproben oder eine außerplanmäßige Betriebskontrolle zur Folge. Der Warnwert „M“ gibt jenen Keimgehalt eines Lebensmittels an, ab welchem die gute Hygienepraxis verletzt wurde. Bei Überschreitung dieses Warnwertes ist bei pathogenen Keimen eine Gesundheitsgefährdung vorhanden und es werden von der amtlichen Lebensmittelüberwachung lebensmittelrechtliche Maßnahmen eingeleitet. Dabei werden die Zusammensetzung des Lebensmittels, die Zweckbestimmung sowie die weitere Zubereitung berücksichtigt. [24] 13
2 Allgemeiner Teil Mikrobiologische Charakterisierung von HB-Backwaren Die DGHM (Deutsche Gesellschaft für Hygiene und Mikrobiologie) definiert Grenzwerte für diverse Lebensmittel. In Kapitel 7.1 Richt- und Warnwerte für Sandwiches, belegte Brötchen, 2010 und in Kapitel 9.3 Richt- und Warnwerte für rohe/teilgegarte TK-Backwaren, 2006 sind folgende Werte definiert: Tabelle 2: Richt- und Warnwerte für Sandwiches, belegte Brötchen, 2010; n.n. = nicht nachweisbar [24] Richtwert (KbE/g) Warnwert (KbE/g) Escherichia coli 1*102 1*103 Hefen 1*105 - Schimmelpilze 1*103 - Koagulase-positive 1*102 1*103 Staphylokokken Bacillus cereus 1*102 1*103 Salmonella - n.n in 25 g Listeria monocytogenes - 1*102 Tabelle 3: Richt- und Warnwerte für rohe/teilgegarte TK-Backwaren, die vor dem Verzehr einer Erhitzung unterzogen werden, 2006; n.n. = nicht nachweisbar [24] Richtwert (KbE/g) Warnwert (KbE/g) Escherichia coli 1*102 1*103 Schimmelpilze 1*104 - Koagulase-positive 1*102 1*103 Staphylokokken Präsumtive Bacillus cereus 1*102 1*103 Salmonella - n.n in 25 g Listeria monocytogenes - 1*102 Laut LVA-REWE-Codex (Lebensmittelversuchsanstalt) sind folgende Grenzwerte für Backwaren definiert: Tabelle 4: Parameter laut LVA-REWE-Codex, 2014 [25] Richtwert (KbE/g) Warnwert (KbE/g) GKZ (30°CEN ISO 4833-2) 1*103 - Hefen (DIN 10186) 1*103 - Schimmelpilze (DIN 1*103 - 10186) 14
3 Material und Methoden Mikrobiologische Charakterisierung von HB-Backwaren 3 MATERIAL UND METHODEN 3.1 BACKWARENHERSTELLUNG 3.1.1 ROHSTOFFE FÜR DIE BACKWARENHERSTELLUNG In der nachfolgenden Tabelle sind die für die Backwarenherstellung verwendeten Rohstoffe aufgelistet und beschrieben. Die dazugehörigen Spezifikationen/Datenblätter sowie die beiden Amylogramme der Mehle befinden sich im Anhang. Tabelle 5: Beschreibung der verwendeten Rohstoffe für die Backwarenherstellung Rohstoff Beschreibung Hersteller Bäckerhefe Frischhefe, Blockform: 500 g Harmer Backmargarine Blockform: 500 g, Senna Zusammensetzung siehe Spezifikation im Anhang BAS hell Teigsäuerungsmittel auf Basis backaldrin Österreich von fermentiertem Sauerteig, The Kornspitz Company Artikelnr.: 1251 GmbH BAS W Getrockneter Weizensauerteig backaldrin Österreich zur Herstellung von Weizen- The Kornspitz Company und Weizenmischbroten (bis GmbH max. 30% Roggenanteil), Artikelnr.: 1254 Halbback Spezialbackmittel zur backaldrin Österreich Herstellung von HB-The Kornspitz Company Backwaren GmbH KaiserMeister® Breitbandbackmittel zur backaldrin Österreich Herstellung von Semmeln und The Kornspitz Company Kleingebäck, Artikelnr.: 1143 GmbH PurPur® Mix Backmischung für PurPur® backaldrin Österreich Brot/Weizenvollkornbrot The Kornspitz Company GmbH Roggenmehl Type 960 Mühle Haberfellner Speise-/Siedesalz unjodiert Salinen Austria StaBack CL (Clean Label) Backmittel zur Verbesserung backaldrin Österreich der Stabilität bei Brot, The Kornspitz Company Kleingebäck und feinem GmbH Hefegebäck, Artikelnr.: 3140 Weizenmehl Type 700 Mühle Haberfellner 15
3 Material und Methoden Mikrobiologische Charakterisierung von HB-Backwaren 3.1.2 HALBBACKSEMMEL Zutaten: 20 kg Weizenmehl, ca. 12 kg Wasser (12 °C), 0,6 kg Halbback, 0,6 kg Hefe, 0,44 kg Salz, 0,2 kg Margarine Zubereitung: Alle Zutaten wurden in einen Spiralkneter (WP Kamper ECO 30) gegeben und miteinander vermengt. Dabei betrugt die Knetzeit bei langsamer Durchknetung 5 min mit anschließendem schnellem Knetgang für eine Dauer von 5 bis 6 min bis die optimale Teigelastizität entstand. Der Teig wies eine Temperatur von rund 26 bis 27 °C auf. Nach einer Teigruhe von 5 min wurde der Teig mit 70 g Teigeinlage mithilfe einer König-Anlage (Combi-Line) zu Semmeln heruntergefahren. Dabei wurden je 24 Semmeln mit ausreichendem Abstand versetzt zueinander auf ein Blech platziert und in einen Stikkenwagen mit 18 Blechplätzen geschoben. Nach rund 1 ½ Stunden in der Gärkammer (Koma) bei 30 °C und einer Luftfeuchtigkeit von 70% wurde die Semmel mit etwas Wasser besprüht und 14 min bei 190 °C im Ofen (Hein Luxrotor) mit 1 L Schwaden vorgebacken. Der Zug wurde 1 ½ min vor Backende geöffnet. Tabelle 6: Backprogramm der HB-Semmeln zum Vorbacken Programm 64/Hein Backzeit 14 min Backtemperatur 190 °C Schwaden 1 Liter (Wasserdampf) Zug 1 min 30 s vor Backende auf Nach Abkühlung der Halbbackwaren auf 40 °C erfolgte die Lagerung, entweder im Raum unter einer Haube, im Kühlraum unter einer Haube oder im Flexbaker. Zum Fertigbacken der Halbbackwaren wurde folgendes Backprogramm gewählt: Tabelle 7: Backprogramm der HB-Semmeln zum Fertigbacken Programm 70/Hein Backzeit 9 min Backtemperatur 235 °C Schwaden 1,4 Liter Zug 1 min 30 s vor Backende auf 16
3 Material und Methoden Mikrobiologische Charakterisierung von HB-Backwaren 3.1.3 KAISERSEMMEL MIT KAISERMEISTER (FÜR SENSORIK) Zutaten: 10 kg Weizenmehl, 0,2 kg KaiserMeister, 5,7 kg Wasser, 0,45 kg Hefe, 0,2 kg Salz Zubereitung: Die Zutaten wurden miteinander vermengt und mit dem Spiralkneter (WP Kamper ECO 30) 3 bis 5 min bei langsamer und 5 bis 8 min bei schneller Drehzahl zu einem mittelfesten Teig geknetet. Der Teig wies dabei eine Temperatur von 27 bis 29 °C auf. Nach einer 5 bis 10-minütigen Teigruhe wurden die Semmeln mit einer Teigeinlage von 60 g mithilfe einer König-Anlage (Combi-Line) zu Semmeln heruntergefahren. Nach rund einer Stunde in der Gärkammer (Koma) bei 30 °C und einer Luftfeuchtigkeit von 70% wurden die Semmeln mit etwas Wasser besprüht und 16 bis 17 min bei 250 °C im Ofen (Miwe roll-in e+) mit 2,8 L Schwaden gebacken. Der Zug wurde dabei die letzte Minute geöffnet. 3.1.4 WEIZENBROT „COUNTRY STYLE“ (CS) Zutaten: 11 kg Weizenmehl, 56,2 kg Wasser, 0,2 kg Hefe, 0,2 kg StaBack CL, 0,25 kg Salz, 0,2 kg BAS W Zubereitung: Die Zutaten wurden 5 min bei langsamer und 4 min bei schneller Umdrehung im Spiralkneter (WP Kamper ECO 30) zu einem mittelfesten Teig verarbeitet. Dabei erreichte der Teig eine Temperatur von 26 bis 28 °C. Der Teig wurde in 0,8 kg schwere Teiglinge zerteilt und nach einer 10-minütigen Teigruhe rundgewirkt, zu Wecken geformt und auf Gärkästen abgesetzt. Nach der 45-minütigen Gare wurde jedes Brot noch drei Mal eingeschnitten und anschließend bei 250 °C Temperatur fallend im Ofen (Wachtel) 40 bis 50 min mit viel Schwaden heiß gebacken um den Bläscheneffekt zu verstärken. Die Brote wurden dann auf Bleche zu jeweils 6 Stück (2 * 3) platziert. Nach dem Abkühlen auf 40 °C wurden die Brote auf einem 18er Stikkenwagen entweder bei Raumtemperatur unter einer Haube, im Kühlraum unter einer Haube oder im Flexbaker gelagert. 17
3 Material und Methoden Mikrobiologische Charakterisierung von HB-Backwaren Zum Fertigbacken der Brote wurden diese erneut für 12 min bei 260 °C Oberhitze und 250 °C Unterhitze mit 1 L Schwaden fertig gebacken. Der Zug wurde dabei nach 3 min geöffnet. 3.1.5 WEIZENMISCHBROT (WMB) Zutaten: 10,5 kg Weizenmehl, 4,5 kg Roggenmehl, 9,6 kg Wasser, 0,225 kg BAS hell, 0,15 kg StaBack CL, 0,3 kg Hefe, 0,3 kg Salz Zubereitung: Die Zutaten wurden miteinander vermischt und im Spiralkneter (WP Kamper ECO 30) 7 min bei langsamer Drehzahl zu einem mittelfesten Teig geknetet. Der Teig wies dabei eine Temperatur von 27 bis 29 °C auf. Nach einer 30-minütigen Teigruhe wurden 1,15 kg schwere Stücke ausgewogen, rundgewirkt, zu Wecken geformt und in bemehlte Brotkörbchen gesetzt. Nach einer 40-minütigen Gare wurden die Brote auf Abzieher gesetzt, drei Mal eingeschnitten und mit Schwaden 50 min bei 210 °C Oberhitze und 200 °C Unterhitze im Ofen (Wachtel) gebacken. Nach 1 bis 2 min wurde der Zug geöffnet. Die Brote wurden schließlich auf Bleche mit jeweils 6 Broten (2 * 3) gelegt. Nach dem Abkühlen auf 40 °C wurden die Brote auf einem 18er Stikkenwagen entweder bei Raumtemperatur unter einer Haube, im Kühlraum unter einer Haube oder im Flexbaker gelagert. Zum Fertigbacken der Brote wurde folgendes Backprogramm gewählt: 12 min bei 260 °C Oberhitze und 250 °C Unterhitze, 1,2 L Schwaden. Der Zug wurde dabei nach 3 min geöffnet. 3.1.6 ROGGENMISCHBROT (RMB) Zutaten: 10,5 kg Roggenmehl, 4,5 kg Weizenmehl, 11,4 kg Wasser, 0,525 kg BAS hell, 0,3 kg StaBack CL, 0,3 kg Hefe, 0,3 kg Salz Zubereitung: Die Zutaten wurden im Spiralkneter (WP Kamper ECO 30) 7 min langsam zu einem mittelfesten Teig mit einer Teigtemperatur von 27 bis 29 °C geknetet. Nach einer 25- minütigen Teigruhe wurden 1,15 kg schwere Teigstücke ausgewogen, rundgewirkt und zu Wecken geformt. In bemehlten Brotkörbchen wurden diese 30 min auf Gare gestellt. Danach wurden die Brote auf Abzieher gesetzt und bei 210 °C Oberhitze und 200 °C 18
3 Material und Methoden Mikrobiologische Charakterisierung von HB-Backwaren Unterhitze im Ofen (Wachtel) 50 min mit Schwaden gebacken. Der Zug wurde dabei nach 1 bis 2 min geöffnet. Die Brote wurden schließlich auf Bleche zu jeweils 6 Laiben (2 * 3) platziert. Nach dem Abkühlen auf 40 °C wurden die Brote im 18er Stikkenwagen entweder bei Raumtemperatur unter einer Haube, im Kühlraum unter einer Haube oder im Flexbaker gelagert. Um die Brote verzehrfertig zu backen, kamen diese erneut für 12 min bei 260 °C Oberhitze und 250 °C Unterhitze mit 1,2 L Schwaden in den Ofen (Wachtel). Der Zug wurde dabei nach 3 min geöffnet. 3.1.7 PURPUR® VOLLKORNBROT (PP) Zutaten: 10 kg PurPur®Mix, 8 kg Wasser, 0,2 kg Hefe Zubereitung: Die Zutaten wurden miteinander vermischt und im Spiralkneter (WP Kamper ECO 30) 5 min bei langsamer und 2 min bei schneller Drehzahl zu einem mittelfesten Teig geknetet. Der Teig wies dabei eine Temperatur von 29 bis 30 °C auf. Nach einer 30- minütigen Teigruhe wurde der Teig in 1,15 kg schwere Stücke geteilt, rundgewirkt, zu Wecken geformt und mit dem Schluss nach unten stark bemehlt in Körbchen gesetzt. Nach einer 40-minütigen Garzeit wurden die Wecken auf einen Abzieher gestürzt und um vor dem Backen noch kurz zu entspannen. Die Wecken wurden anschließend mit Schwaden bei geschlossenem Zug 50 min bei 210 °C Oberhitze und 200 °C Unterhitze im Ofen (Wachtel) halb vorgebacken. Die Brote wurden schließlich auf Bleche zu jeweils 6 Stück (2 * 3) platziert. Nach dem Abkühlen auf 40 °C wurden die Brote auf einem 18er Stikkenwagen entweder bei Raumtemperatur unter einer Haube, im Kühlraum unter einer Haube oder im Flexbaker gelagert. Um die Brote verzehrfertig zu machen wurden diese für 12 min bei 260 °C Oberhitze und 250 °C Unterhitze mit 1,2 L Schwaden fertig gebacken. Der Zug wurde dabei nach 3 min geöffnet. 3.2 LAGERMETHODEN 3.2.1 FLEXBAKER (FB) Für die Lagerung der Proben im Flexbaker der Firma Hein wurden die Stikkenwägen nach dem ersten Mal Backen in den Flexbaker gestellt, worin eine Temperatur von 3 °C 19
Sie können auch lesen