Anlagen Sachverständiger Gutachter - Peter Suhling
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Ma schine n b au
In n o va ti o n
Verfa hre n
Prozess e
Anlagen
Sachverständiger
Gutachter
Pete r Su h lin g
Refere nzen
Biografie Peter Suhling
In Hamburg geboren und aufgewachsen.
Nach der Schulausbildung, Lehre als Maschinenschlosser, anschließendes Studium
der Fachrichtung Maschinenbau. Sechs Monate nach dem Ingenieur Examen
selbstständig gemacht.
1966 Gründung Ingenieurbüro ‚Peter Suhling Ingenieur Technik‘.
1967 In den ersten Jahren entstanden umfangreiche Konstruktionsarbeiten
ohne eigene Produktion
1970 Firmengründung zur Entwicklung, Herstellung und Vertrieb von
Sondermaschinen.
1982 CAD eingeführt und die ersten fünf Zeichenmaschinen gegen Computer
getauscht.
1999 Umstellung auf 3D-CAD für Konstruktion und Unterlagendokumentation.
2014 In den letzten vier Jahrzehnten wurden mit ca. 50 bis 100 Mitarbeitern
und unseren Kooperationsfirmen ca. 4.500 Sondermaschinen und
Automatisierungslösungen in mehr als 30 Länder geliefert.
2016 Fortsetzung der freiberuflichen Tätigkeit als Ingenieurbüro
Innovation, Verfahrens- und Prozesstechnik sowie Kundenzufriedenheit und -vorteil
waren immer meine Motivation für Lösungsansätze für meine Kunden
Auf den folgenden Seiten zeige ich Ihnen einige ausgewählte Beispiele aus dem
Sondermaschinenbau und komplexen Produktionsanlagen.
Anlage zum Herstellen von
Streichholzbriefchen
Alle Bewegungen wurden mit
Meisterwelle und Kurvenscheiben
angetrieben.
Blechumformmaschine
ähnlich einer Drehbank für Bechhohlkör-
per, z.B. für die Trommel einer Zement-
mischmaschine
2
Modernste und größte Fensterproduktion Europas 1978/79.
Die beiden Schraubstrassen für Blend-und Flügelrahmen. Sortierregal für 96 Profil-
paare bei min. Verschnitt.
Automatische Herstellung von Kunststofffenstern mit beliebigen Abmessungen.
Hierfür wurden 32 Positionierachsen verbaut, weitere 60 normale E-Motore, mehrere
hundert Pneumatikzylinder mit Ventilen und ca. 1.400 Ein-und Ausgänge auf 4 Schalt-
schränke verteilt.
Hierzu wurden erste Computer (CROMEMCO) für die Dateneingabe, Bedienung und
die Logistik eingesetzt. Ich habe ein „Verschnitt - Optimierungsprogramm“ geschrieben,
um je 48 Rahmen aus 6m Profilstäben mit minimalem Sägeverschnitt erzeugen zu
können.
Wendestation für
Fensterrahmen
Schraubstation für 2 Sorten Schließbleche.
3
Gießkerne aus Sand
zusammensetzen
Zum Gießen eines Zylinderkopfes ist
dieser Gießkern aus Formsand so kom-
plex, daß er aus 2 Teilen zusammenge-
setzt wird. Diese Anlage führt die bei-
den Kernteile auf Fördereinrichtungen
zusammen, montiert sie vorsichtig wie
mit rohen Eiern mit Heißleim und führt
sie weiter zum Gießen.
Gießkern für PKW Zylinderkopf aus Formsand.
Kaffeeindustrie Bremen:
Kartons gebrochen, Papier gefaltet, Folie geschweißt,
gewogen, verpackt, transportiert usw. für Firmen wie:
Eduscho Kaffee Rösterei
Jacobs Kaffee
HAG AG
Carl Ronning
4
Palettenherstellung
Mit einem großen Flächen-
portal wird ein Ober- und ein
Unterdeck aus der Spritzguss-
maschine entnommen. Dann
werden die beiden Teile zusam-
mengefügt, verpresst und auf
einer Rollenbahn aufgestapelt.
Große Flächenportale
Feuerfestindustrie
Tunnelofenwagen werden mit beliebig
konischen Steinen be- und entladen, die
Steine werden bearbeitet, bedruckt, beklebt
und zum Versand mit einem zweiten Flä-
chenportal auf Holzpaletten gestapelt.
5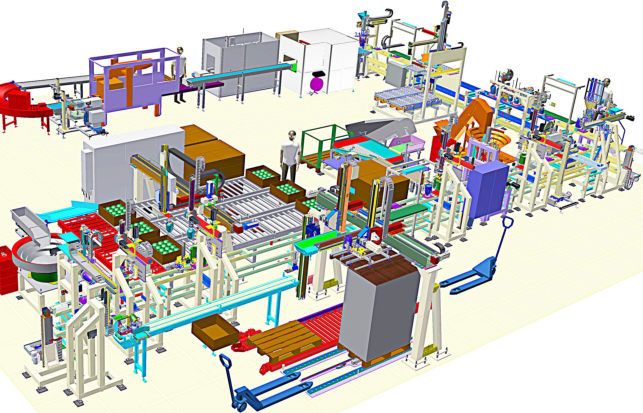
Firmen, die ich beliefert habe 6

1999 habe ich unser CAD auf 3D umgestellt und konstruiere nur noch in 3D
7
Rundtakttische für unterschiedlichste Aufgaben
In 12 Takten wird ein elektrisches Bauteil Hier werden die großen Artikel beflämmt
endmontiert, elektrisch und mechanisch und mit einer 2K-Schaumraupe als
überprüft, eine variable Prüfspannung Dichtung versehen.
aufgedruckt und eine Bauteilbezeich-
nung. Die Transporttrays werden
automatisch geleert und wieder gefüllt.
Buchsen in Spritzguss-
maschine einlegen.
Unterschiedliche MS-Buchsen werden
mit einem Roboter auf einem Grup-
pengreifer aufsortiert und in der SG-
Form positioniert. Der fertige Artikel
wird oben auf Kühlformteilen für meh-
rere Takte abgekühlt.
Verpackung, fertige Artikel
werden hier automatisch aufge-
reiht und in Karton und Deckel
verpackt.
8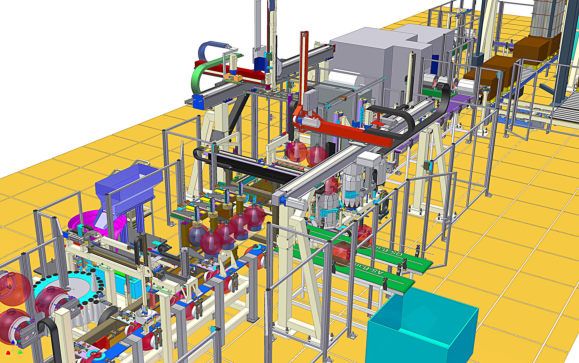
Stapelung dünner PKW-Hutablagen
senkrecht stehend ohne umzufallen in
eine Gitterbox hinein, damit sie bei Dieses kräftige Handling für Großbehäl-
längerer Lagerung nicht krumm ter hat an dem X - Fachwerkarm gleich
werden. 2 unabhängige Y - Arme.
Handlingtechnik seit 3½ Jahrzehnten
Diese große optimierte
Seitenentnahme nimmt
aus einem 5 - Platten-
werkzeug mit 4 Armen
gleichzeitig bis zu 16
dünnwandige Verpa-
ckungsartikel und
stapelt sie aufeinander.
9
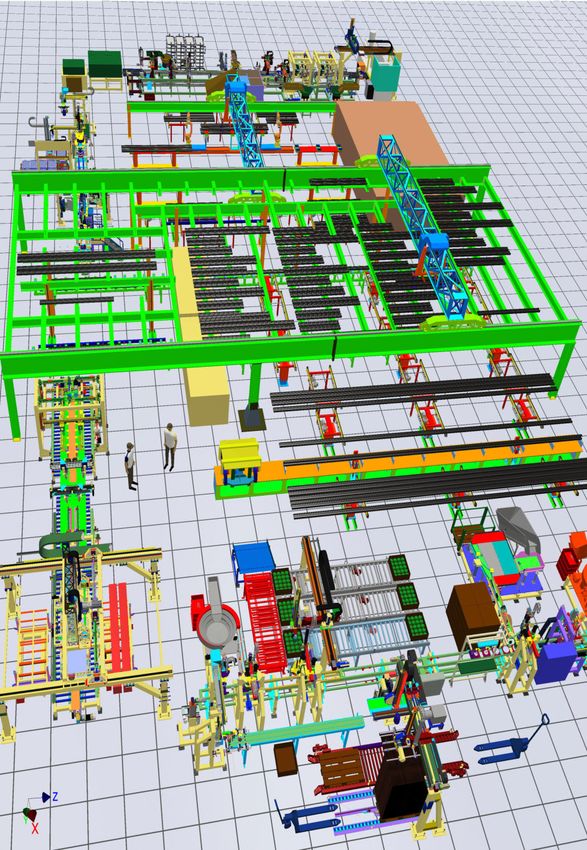
Komplexe Produktionszelle für Hybride KFZ-Bauteile
Reihenfolge:
• Leiterbahnen und
Kontakstellen
• Vorspritzling
• Zusammenfügen
beider Artikel
• Heizstation für
das Vorwärmen
des Kühlkörpers
• der Kühlkörper
• Hinzufügen des
Kühlkörpers
• Umspritzen der
ganzen Baugruppe
Arbeitsablauf:
• Rohteile werden manuell auf den Werkstückträger des
Karree–Systems aufgesetzt.
• Herstellung der Teile auf 2 vertikalen SGM mit Drehtischen.
• Handlinggeräte übernehmen das Beschicken und Entsorgen.
Werkstückträger • Elektrische- und Kamera-optische Prüfung.
Stapeleinrichtung für unter-
schiedliche Tiefziehteile.
Man kann mit dieser Anlage verschiedene
Artikel aufstapeln, ohne bei Werkzeugwech-
sel, Umbau-Formatsätze für das Stapeln zu
benötigen und um zu bauen.
Extrusionsprofile
werden in dieser Anlage mit
hoher Leistung in Transportge-
stelle eingestapelt.
10Key Keg
Einweg Bierfass.
Komplett automatische Herstellung eines
„Einweg - Fasses“ für Bier, Wein oder
andere Getränke. Die Produktion funkti-
oniert ohne menschliche Hände von der
Spritzblasmaschine bis zur aufgestapelten,
umstretchten Transportpalette.
Der Keykeg wird aus einer spritzgeblasenen PET-Kugel aus einer Blasmaschi-
ne entnommen, mit einem Innenbeutel, einem Verschlussring und einem 12
eckigen Pappmantel zusammen gebaut.
Ausschnitt aus der Gesamtanlage und der Dichtigkeits- Prüfstation, mit der die
Dichtigkeit der eingebrachten 2 bar Druckluft überprüft wird.
11Klappboxenmontage
vollautomatisch
Die Klappbox wird je nach Typ
aus 5 Teilen, 7 Teilen oder 9
Teilen montiert und gewogen,
mit Normal- oder Inmouldla-
beln versehen, einer „hotstamp“
Farbmarkierung, die Funktion
der Scharniere und Riegel kon-
trolliert und ca. 3m hoch auf
Paletten aufgestapelt.
Ingesamt habe ich in ca.20 Jahren über 98 Montageanlagen für
zum Teil sehr unterschiedliche Klappboxen mit sehr verschiedenen
Verschlussmechaniken für diverse Kunden in mehreren Ländern
hergestellt.
12Oben der gespritzte
Tragegriff für 6
Flaschen im Sixpack
Bottle Carrier
Die moderne Verpackung
für Getränkeflaschen.
Sie soll die Schrumpffolien
um Sixpacks ersetzen.
28.000 Flaschen je Stunde werden mit
dem Griff montiert, die 6 Flaschen im
Sixpack werden nach 6 Kameras mit dem
Etikett nach aussen gedreht und ein Kunst-
stoffband wird unten um die 6 Flaschen
stramm gezogen, abgeschnitten und Ultra-
schall verschweißt. Ca. 46 Servomotore
treiben im Verbund die Anlage für unter-
schiedliche Flaschengrößen an.
13Blechverarbeitung
Mit dieser Blechbearbeitungsanlage werden
Kabelbahnen hergestellt und auf Paletten aufgestapelt.
Fertige Kabelbahn
Portalhandlinge zum Verpacken auf
Europaletten.
Hier werden die Blechstapel zugeführt
und für das Bearbeiten vereinzelt.
14Bierkistenherstellung mit Inmouldlabel und Softtouch grip.
Labelaufbereitung vom
Magazin zur Pseudoform.
Greifer für 8 Label und
2 Kästen.
Die Anlage besteht aus
2 SGM mit Automation
zum Spritzen der Kästen
und dem Anspritzen der
Softtouch grips.
15Vollautomatische Isolierkannenmontage
Mit dieser Anlage
werden 44 ver-
schiedene Ther-
moskannen mit
unterschiedlichen
Bauteilen mit
Schrauben, Reib-
schweißen und
Etikettieren montiert
und in Folie ver-
packt.
Beispiel einer
Kanne mit Einzel-
teilen und fertig
montierter
Kanne.
Als erster Schritt das Einschleusen
der Kannenkörper von der
gestapelten Palette.
Hier das Sortieren der zu montie-
renden Dichtung.
Peter Suhling INGENIEUR TECHNIK, Adolf-Butenandt-Str. 31, 27616 Beverstedt,
Tel.: 04747-93 19 476, Fax.: 04747-93 19 551, Handy: 0171-68 21 882, Mail: p.suhling@suhlingtechnik.de
16Sie können auch lesen

















































