Biobasierte Materialien und Biotreibstoffe aus der Lignozellulose-Bioraffinerie - TU Wien
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Biobasierte Materialien und Biotreibstoffe aus der Lignozellulose-Bioraffinerie Univ.-Ass. Dipl.-Ing. Dr. Martin Miltner Univ.-Ass. Dipl.-Ing. Dr. Walter Wukovits Univ.-Prof. Dipl.-Ing. Dr. Anton Friedl Technische Universität Wien Institut für Verfahrenstechnik, Umwelttechnik und Technische Biowissenschaften
Der Rohstoff - Lignozellulose
2
Quelle: Alonso, D. M.; Wettstein, S. G.; Dumesic, J. A. Bimetallic catalysts for upgrading of biomass to fuels and chemicals. Chem. Soc. Rev. 2012, 41, 8075.
Vom Rohstoff zum Produkt
3
Quelle: M. Lersch 2011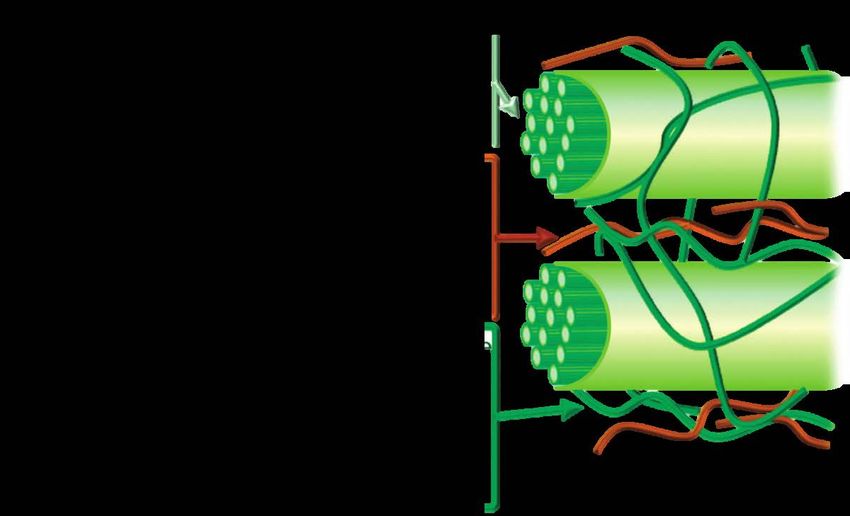
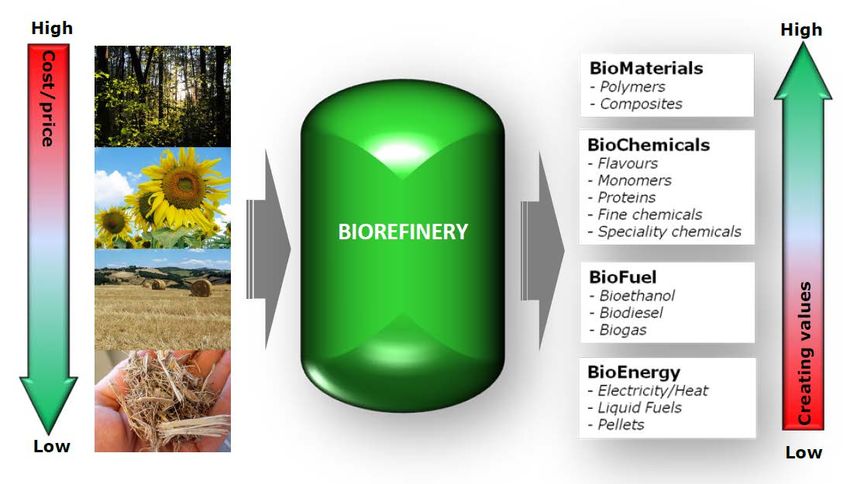
Die Lignozellulose-Bioraffinerie
4
Quelle: Kamm, B.; Kamm, M. Principles of biorefineries. Appl. Microbiol. Biotechnol. 2004, 64, 137–145.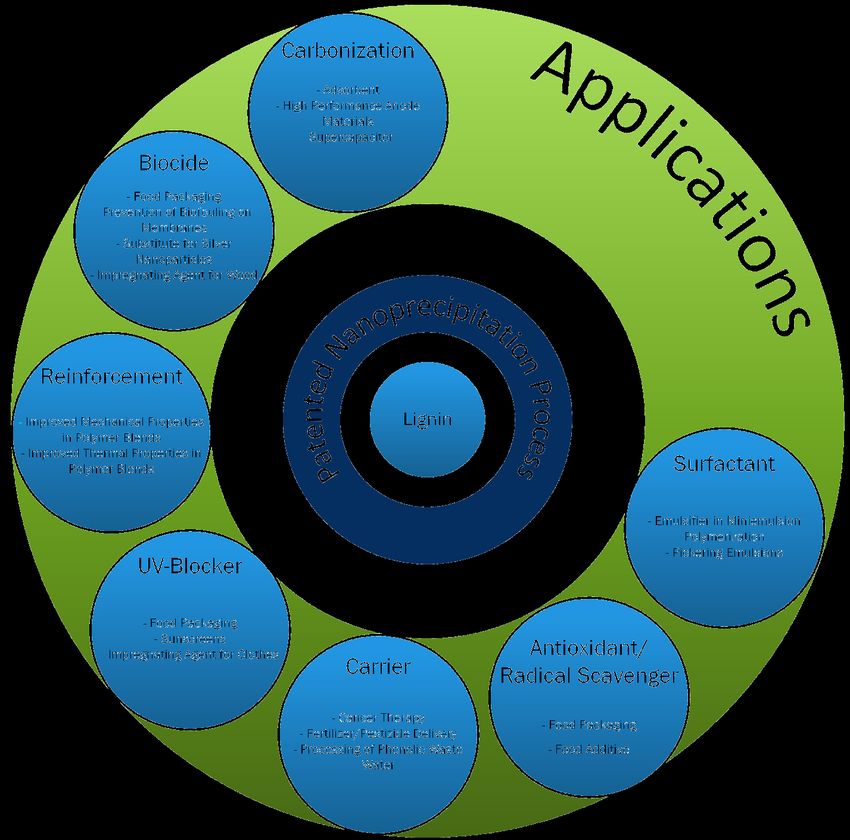
Bioraffinerie @ ICEBE-TU Wien
Sequentielle Organosolv-Extraktion
Stufe 1 Stufe 2
Lignin-
fraktion
Rohstoff
Fällung:
Nanolignin
Hochwertige Hemizellulose- Zellulose-
bioaktive Fraktion Fraktion
Substanzen
Faser- und
Hydrolyse: Hydrolyse: Papierindustrie
Polyphenole
Terpene
C5 + C6 C6
Pigmente Org. Säuren Ethanol
Cannabinoide Erythritol Spezialitäten
Stilbene ABE
Flavonoide CH4, H2 5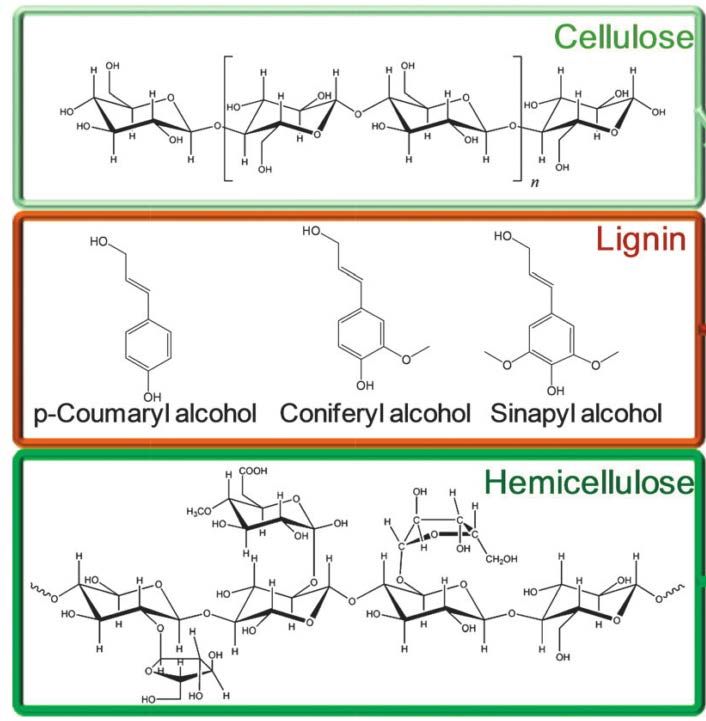
Organosolv-Prozess
• Flüssige Mischung Ethanol/Wasser bei erhöhten
Temperaturen und Drücken
• Bekannter und patentrechtlich nicht geschützter Prozess
• Einige technologische Aspekte bereits weit entwickelt
• Freedom to operate
• Hohe Rohstoff-Flexibilität
• Hohe Löslichkeit und Reinheit
• Chemischen Struktur von Lignin
bleibt erhalten
• Wenige Abbauprodukte
• Lösungsmittel-Rückgewinnung?
• Kosten, Energiebedarf? Quelle: Shutterstock 2018
6
Organosolv-Extraktionsanlage ICEBE
Quelle: SAMTECH Extraktionstechnik GmbH 2018
Quelle: SAMTECH
Extraktionstechnik
Optimierung des GmbH 2018
Extraktionsvorgangs mittels CFD
7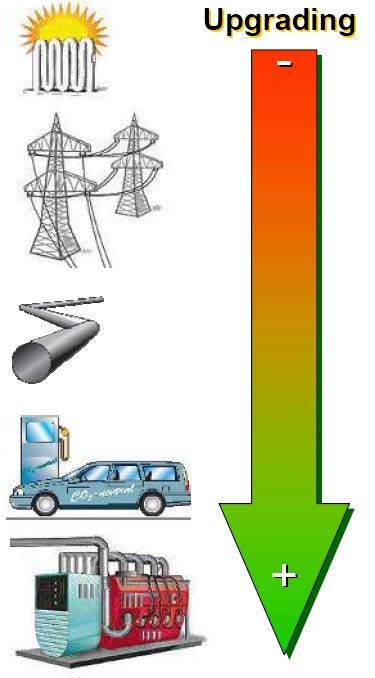
Herstellung von Nanolignin
clignin=16.1wt%
Quelle: USTEM, TU Wien
• Ethanol/Water 60wt%
• 8.3wt% Solid concentration
• 1 hour treatment time
8
Anwendungen für Nanolignin • Große Oberfläche • Natürliche Eigenschaften von Lignin deutlich verstärkt • Gute Dispergiereigenschaften • Kompatibilität mit verschiedensten (Bio-) Polymeren Quelle: USTEM, TU Wien 9

Erythritol: Produktionsschema
Stroh Biomasse
E
Voranzucht
r
y
Extraktor Mycel t
Fest-Flüssig Erythritol
Strohhydrolysat Fermentation Aufschluss/
Aufkonzentrierung h
10g Zucker/l Trennung Erythritol- Isolierung ri
Extraktion t
o
Fermentations- Weitere l
Mycelrest Zuckerfraktionen
brühe
Biomasse
Voranzucht
Stroh E
r
Fermentation Erythritol y
Extraktor t
mit Fest-Flüssig Aufkonzentrierung
Strohhydrolysat Isolierung h
Mycelrückführung Trennung ri
10g Zucker/l Fraktionierung
oder kontinuierlich MF, UF, NF t
o
Mycelrückführung Weitere
l
Zuckerfraktionen
10Bio-Butanol
• Hoher Energieinhalt
• Geringe Wasserabsorption
• Niedriger Dampfdruck
• Gute Blending-Eigenschaften
• Niedrige Korrosivität
(Quelle: Chemical Strategy Group)
• Clostridien metabolisieren verschiedenste Kohlenhydrate
• Bottlenecks die gegenwärtig untersucht werden:
• Kosten für Rohstoffe
• Produktinhibierung
• Niedrige Produktivität
• Kosten für Downstreaming
www.waste2fuels.eu
11Bio-Wasserstoff
© DLO-FBR
Feedstock
Gas H2
Upgrading
H2+CO2
60 L
Water CH4+CO2 Biogas Reaktor
Organic
Sugars
Acids
Heat
Biomass Thermophilic Biogas CO2
Pretreatment Fermenter Fermenter
Electricity
Fertiliz.
Chemicals Non-
Ferm.
C6H12O6 + 2 H2O → 2 CH3COOH + 4 H2 + 2 CO2
CH3COOH → CH4 + CO2
5,7 L
• Nutzung von C5+C6 Zuckern Reaktor
• Mesophiler, thermophiler und 200 L
hyperthermophiler Betrieb Reaktor
Condenser
Sieve
H2- H2-Ausbeute H2-Gehalt
Water
Produktivität (mol/mol C6) im Rohgas Inner
jacket
Ritter
tube
(mmol/L*h) (vol%) with
Control
device
Tap
water
carriers
Glukose 16.9 3.2 16.1 Heater
Recirculation
pump
Salt
Gras 21.6 3.6 19.4 Outer
Pumps
solution
part 50% Glucose
@ 10 gIL Substrat, T = 70°C, D = 0.1 h-1 NaOH solution
12Biogas – Biomethan – Power-to-Gas
Wärme
Power-to-Gas
Gasaufbereitung
Strom
(KWK)
Netz-
Biogas einspeisung
Treibstoff
Quelle: Shutterstock 2018
Organische
Restströme aus der
Bioraffinerie
Brennstoffzelle 13Besichtigung der Bioraffinerieanlage
14Herzlichen Dank für Ihre Aufmerksamkeit! Das Team: Johannes Adamzyk Heidrun Halbwirth Martin Miltner Stefan Beisl Michael Harasek Ewald Srebotnik Anton Friedl Angela Miltner Walter Wukovits Institut für Verfahrenstechnik, Umwelttechnik und Technische Biowissenschaften martin.miltner@tuwien.ac.at walter.wukovits@tuwien.ac.at anton.friedl@tuwien.ac.at
Sie können auch lesen