Merkblatt 986 Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl - ein bebilderter Leitfaden - Informationsstelle Edelstahl Rostfrei
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Merkblatt 986 Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden Informationsstelle Edelstahl Rostfrei

Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Die Informationsstelle Edelstahl Rostfrei
Die Informationsstelle Edelstahl Rostfrei (ISER) ist
eine Gemeinschaftsorganisation von Unternehmen
und Institutionen aus den Bereichen:
- Edelstahlherstellung,
- Edelstahlhandel und Anarbeitung,
- Edelstahlverarbeitung,
- Oberflächenveredelung,
- Legierungsmittelindustrie,
- Marktforschung und Verlage
für nichtrostende Stähle.
Die Aufgaben der ISER umfassen die firmenneutrale
Information über Eigenschaften und Anwendungen
von Edelstahl Rostfrei. Schwerpunkte der Aktivitä-
ten sind
- praxisbezogene, zielgruppenorientierte
Publikationen,
- Online-Informationsplattform unter
www.edelstahl-rostfrei.de,
- Pressearbeit für Fach- und
Publikumsmedien,
- Messebeteiligungen,
- Durchführung von Schulungs-
veranstaltungen,
- Errichtung von Kompetenzzentren
„Edelstahl-Rostfrei-Verarbeitung”,
- Informationen über Bezugsmöglichkeiten
von Produkten aus Edelstahl Rostfrei,
- individuelle Bearbeitung technischer
Anfragen.
Alle ISER Publikationen stehen zum
kostenfreien Download unter
www.edelstahl-rostfrei.de/publikationen
zur Verfügung.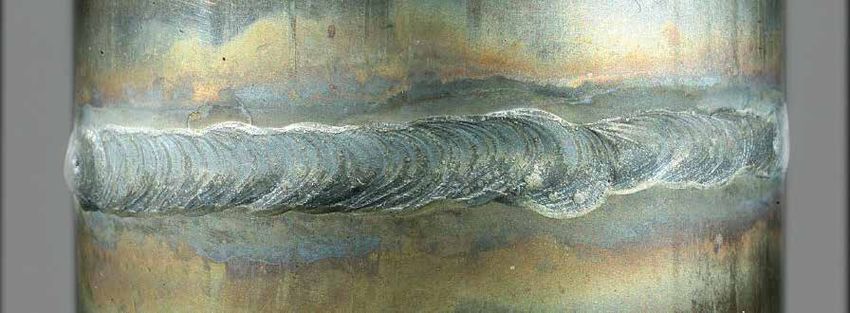
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Impressum Inhalt
Merkblatt 986 1 Einleitung 2
Visuelle Beurteilung von Schweißnähten bei 1.1 Personalqualifizierung für die
nichtrostendem Stahl – ein bebilderter Leitfaden zerstörungsfreie Werkstoffprüfung 4
1. Auflage 2020 1.2 Allgemeine Regeln zur Prüfung
von Schweißnähten 4
Herausgeber:
Informationsstelle Edelstahl Rostfrei 2 Auswertung der
Postfach 10 22 05 - 40013 Düsseldorf Schweißnahtgeometrie 6
Telefon: 0211 / 67 07 - 836
Telefax: 0211 / 67 07 - 344 3 Dargestellte Schweißprozesse 10
Internet: www.edelstahl-rostfrei.de 3.1 Produktivität 11
E-Mail: info@edelstahl-rostfrei.de 3.2 Aussehen der Schweißgutoberfläche
und Optimierungsmöglichkeiten 11
Autoren: 3.3 Dargestellte Qualitätsstufen 12
Prof. Dr.-Ing. W.-B. Busch, Bielefeld (D) 3.4 Nachbehandlung der Schweißnaht 13
3.5 Bedeutung von geometrischen
Der Inhalt der vorliegenden Broschüre leitet sich Abweichungen 13
ab aus der Euro-Inox-Publikation „Reference Photo 3.6 Qualifikation der Schweißer 14
Guide for Stainless Steel Welds“. Autor: Björn 3.7 Prozesskosten – Wirtschaftlichkeit 14
Holmberg, Avesta Research Center, Avesta (S);
Übersetzung der englischen Sprachfassung: 4 Schrifttum 16
Britta Lehmann, GSI Gesellschaft für Schweißtech- 4.1 Normen 16
nik International mbH, Niederlassung SLV Duisburg, 4.2 Weiterführende Literatur 16
Duisburg (D)
Foto-Leitfaden 17
Fotos:
Outokumpu, Avesta (S)
Bild 1-9: Prof. Dr.-Ing. W.-B. Busch, Bielefeld (D)
Die in dieser Broschüre enthaltenen Informationen
vermitteln Orientierungshilfen. Gewährleistungsan-
sprüche können hieraus nicht abgeleitet werden.
Nachdrucke bzw. Veröffentlichungen im Internet,
auch auszugsweise, sind nur mit schriftlicher Ge-
nehmigung des Herausgebers und mit deutlicher
Quellenangabe gestattet.
1
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
1 Einleitung
Ein guter Kuchen muss nicht nur schön aussehen, Unabhängig von dieser Reglementierung sollten
er muss auch gut schmecken. Diese Regel gilt natür- alle Fertigungsschritte erst einmal von den Produk-
lich auch für Schweißnähte, auch sie müssen nicht tionsmitarbeitern begutachtet werden. In den im
nur schön aussehen, sondern auch alle anderen an Nachfolgenden beschriebenen Fällen beim Schwei-
sie gestellten Anforderungen erfüllen. Bevor sich ßen sind dies erst einmal die Schweißer selbst. Von
diese Broschüre also mit dem Aussehen beschäf- den Schweißern ist zu prüfen, ob alle geforderten
tigt, sollen dem Leser die wesentlichen Grundzüge Nähte ausgeführt wurden, diese Nähte auch an den
zur Beurteilung der Schweißnahtgeometrie näher- richtigen Stellen liegen und sie die richtige Geome-
gebracht werden. trie aufweisen. Diese Vorgehensweise bedarf keiner
besonderen Schulung, sondern muss durch die Be-
Alle Geräte, Maschinen oder Bauteile werden nach rufsausbildung und die Qualifizierung der Schwei-
ihrem äußeren Erscheinungsbild betrachtet und ggf. ßer bereits erworben sein. Natürlich ist Schweißen
sogar bewertet. Die erforderlichen Mittel hat die Na- etwas anderes als zum Beispiel das Schneiden,
tur dem Menschen mitgegeben, seine beiden Au- Drehen oder Fräsen. Zusätzlich zum Schweißer
gen. Nun ist klar, dass äußere Schönheit immer nur muss auch die Schweißaufsicht zumindest stichpro-
ein zusätzliches Kriterium für die Sicherheit eines benartig die Beurteilung von Schweißnähten durch-
Gerätes oder Bauteils sein kann. Darum müssen für führen. Nähere und detaillierte Kenntnisse werden
die visuelle Bewertung möglichst eindeutige Kriteri- für die einzelnen Prüfverfahren in separaten Lehr-
en definiert werden, nach denen eine Begutachtung gängen angeboten und können jeweils mit einem
zu erfolgen hat. In der industriellen Praxis werden Zertifikat abschließen.
hierfür Normen angewandt, die sowohl die Kriterien
an die Prüfer [1] als auch die Bedingungen für die
Beobachtung [2] festlegen. Als Weiteres muss fest- Ziel dieser Broschüre
gelegt werden, was und worauf geprüft wird. Dies
sind die Prüfanweisungen. Aufgelistet hierin sind Diese Broschüre soll die Qualifikationslehrgänge
die zu beobachtenden Auffälligkeiten, auch Ungän- nicht ersetzen. Vielmehr stellt sie eine Handrei-
zen genannt. Dann gilt es zu entscheiden, ob diese chung dar, um das erworbene Wissen noch einmal
Abweichungen zulässig sind oder Fehler darstellen, aufzufrischen und an praktischen Beispielen zu ver-
die beseitigt werden müssen. tiefen. Die allgemeinen Regeln für die zerstörungs-
freie Prüfung enthält DIN EN ISO 17635 [3]. Ob diese
Wegen der vielen unterschiedlich zu bewertenden Broschüre als Vertragsgrundlage für eine festzu-
Auffälligkeiten muss in jedem Fall vor Beginn der legende Schweißnahtgüte verwendet werden soll,
Fertigung festgelegt werden, ob ein Prüfprotokoll müssen die Vertragsparteien entscheiden.
erstellt werden muss oder nicht. Wenn ein solches
Protokoll gefordert wird, sollte unter Zugrundele- Der nach Schweißverfahren sortierte und erläuterte
gung der vereinbarten Details eine Prüfanweisung Bildteil soll helfen, die für die einzelnen Verfahren
erstellt werden, die dann Bestandteil des Ferti- typische Beschaffenheit zu erkennen und hieraus
gungsauftrages ist. die besonderen Merkmale der Schweißung herzu-
2
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Bild 1:
Beispiel für
gut ausgeführte,
mehrlagige
Schweißnähte
leiten. Dafür wird im ersten Teil Hilfestellung ge- Die Fotos zeigen eine Übersicht der Schweißnaht
geben, wie im Regelfall eine Schweißnaht auf ihre - im gerade geschweißten Zustand,
Konformität mit der Schweißanweisung zu betrach- also noch mit Anlauffarbe,
ten ist. Dazu kommt immer noch der optische An- - nach dem Entfernen der Anlauffarbe,
spruch, der den Prüfer leicht verleiten kann, eine - eine Nahaufnahme der
Schweißnaht positiv zu bewerten, obwohl die vor- Schweißnahtoberfläche und
gegebenen Maße nicht eingehalten wurden. - einen Querschliff zur Demonstration
der Geometrie und Nahtüberhöhung.
Das Hauptaugenmerk der visuellen Prüfung liegt
auf der Decklage, die sich einem Prüfer auch als ers- Die Stellen der Oberflächenaufnahme und des
tes präsentiert. Die Wurzel von Stumpfnähten wird Schliffes sind jeweils markiert. Auf die Angabe zu
in diesem Leitfaden nicht weiter berücksichtigt, um den Soll-a-Maßen wurde bewusst verzichtet, um
den Umfang der Broschüre zu begrenzen. Nur bei nicht von der optischen Erscheinung abzulenken.
den WIG-Orbitalschweißungen wird der Wurzelbe-
reich kurz erläutert, bei einem Verfahren, das ohne-
hin nur geringe Wurzelfehler aufweist.
3
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
1.1 Personalqualifizierung 1.2 Allgemeine Regeln
für die zerstörungsfreie zur Prüfung von
Werkstoffprüfung Schweißnähten
Die Sichtprüfung verlangt von dem Prüfer, dass er Grundsätzlich sollen den Schweißern durch die
das vorliegende Prüfstück sicher beurteilen kann. Konstrukteure genaue Vorgaben gemacht wer-
Dafür ist neben einer jährlich zu erbringenden den, wo und wie zu schweißen ist. Hierzu dienen
Sehfähigkeitsbescheinigung auch eine im Umfang einerseits die technischen Zeichnungen, in denen
festgelegte theoretische und praktische Schulung, die genaue Lage der Schweißnaht angegeben ist.
bezogen auf die zu untersuchenden Teile, durch- Zum anderen müssen Angaben gemacht werden
zuführen. Die Schulung wird mit einer Prüfung ab- über das zu verwendende Schweißverfahren, die
geschlossen. Bevor die Person als Prüfer eingesetzt Schweißnahtdicke und die geforderte Qualität oder
werden darf, ist auch praktische Erfahrung nachzu- Güte der Nahtausführung, sowie eine Reihe weite-
weisen. Die Details sind in DIN EN ISO 9712 [1] fest- rer Vorgaben.
gelegt.
Diese Angaben werden üblicherweise in Schweiß-
Weiterhin ist festgelegt, dass eine Mindesthelligkeit anweisungen niedergelegt und beschreiben präzi-
vorhanden sein muss, um die Oberfläche sicher se, wie zu schweißen ist. Ausführliche Informatio-
zu erkennen. Die verwendeten Messgeräte sind zu nen zu der Schweißanweisung enthält die Norm DIN
kalibrieren. Von besonderer Wichtigkeit sind eine EN ISO 15609 [5]. Im sogenannten „geregelten“ Be-
Kehlnahtlehre, ein Messschieber und ein Stechzir- reich, z.B. im Bauwesen und im Druckbehälterbau,
kel, um Maße an der Oberfläche abzugreifen. Ge- werden die Schweißanweisungen durch Verfah-
nauere Angaben hierzu enthält die Norm DIN EN rensprüfung nach DIN EN ISO 15614 [6] oder anderer
ISO 17637 [2]. Zulassungsverfahren, die normativ zum Schweißen
festgelegt sind, erarbeitet und sind bei Erfüllung der
Die Benennung der Ungänzen und deren zulässige an sie gestellten Anforderungen für die Schweißer
Größe ist im Detail in der Norm DIN EN ISO 5817 [4] verbindlich, d.h. sie müssen eingehalten werden.
beschrieben.
In dieser Druckschrift soll es nicht um die Feinhei-
In dieser Broschüre soll nur auf die äußeren Fehler ten der Schweißanweisungen gehen, aber einige
eingegangen werden, die mit der Sichtprüfung er- Vorgaben sollen hier besprochen werden, da sie in
fasst werden. Eine Erweiterung findet nur in Bezug den Bereich der visuellen Prüfung fallen. Dies sind
auf metallografische Schliffe statt, weil in den Ma- insbesondere
croschliffen neben den äußeren Merkmalen auch - die Schweißnahtdicke
eine Reihe von inneren Fehlern gefunden werden - der Lagenaufbau und die
können. Es sollen aber nur die inneren Fehler kurz - Schweißnahtgüte, gekennzeichnet durch
erwähnt werden, die in den verwendeten Schliffen die Bewertungsgruppen nach DIN EN ISO
zu erkennen sind. 5817 [4].
4
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Wenn in dem sogenannten geregelten Bereich ge-
schweißt werden soll, müssen häufig Versuche zur
Erstellung der Schweißanweisung durchgeführt
werden. Wenn die Richtigkeit der Daten durch eine
gründliche visuelle, mechanisch-technologische
und maßliche Kontrolle bestätigt wird – hierfür sind
z.B. die Normen DIN EN ISO 15614 [6] oder DIN EN
ISO 15613 [7] heranzuziehen – wird aus dieser pro-
visorischen Schweißanweisung pWPS die verbind-
liche Anweisung WPS.
Eingetragen sind hierin eine Vielzahl von Einzel-
angaben, die sich auf die Schweißwerkstatt, die
Schweißnahtvorbereitung und viele einzelne Punkte
beziehen. Für diese Broschüre sind neben den drei
oben aufgeführten Werten auch das Schweißver-
fahren und die hiermit zusammenhängenden Werte
wie Strom und Spannung, Schutzgasart und Men-
ge, Schweißgeschwindigkeit und Brennerführung,
Schweißnahtvor- und Nachbehandlung, Schweiß-
zusatz und Schweißnahtgütegruppe jeweils mit zu
berücksichtigen.
Für diese Broschüre ist es wichtig, dass die äußeren
Merkmale der Schweißnähte korrekt beurteilt wer-
den können. Dafür werden einige wichtige Merk-
male der beiden wesentlichen Schweißnahtarten,
Stumpfnaht und Kehlnaht kurz besprochen.
Bild 2: Fehlerhafte Schweißnähte
- oben: ungleiche Nahtdicke
- Mitte: Ansatzfehler
- unten: Flankenbindefehler mit Spritzern
5
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
2 Auswertung der Schweißnahtgeometrie
z z z
a
a
a
Bild 3: Als erstes soll die Geometrie von Kehlnähten be- Hierin stellt a die zeichnerisch vorgegebene Kehl-
Kehlnahtdicke in ver- trachtet werden. Konstruktiv ist eine Kehlnahtdicke nahtdicke dar. Eine zu dicke Kehlnaht ist weniger
schiedenen Nahtformen: mit einem a-Maß vorgegeben (Bild 3). Alle drei problematisch, so dass hier auch über die ge-
Wölbnaht (links), oben gezeichneten Kehlnähte haben die gleiche samte Nahtlänge ein zu großes a-Maß zulässig ist
Flachnaht (Mitte) und Schweißnahtdicke, also das gleich a-Maß. Hierbei (h ≤ 1 mm + 0,2 a (max. aber 4 mm)).
Hohlkehlnaht (rechts) stellt das a-Maß die Höhe des eingeschriebenen
Dreiecks dar. Dieser Wert sollte eingehalten wer- Jeder, der eine Schweißnaht gesehen hat, weiß,
den. Die möglichen und zulässigen Abweichungen dass ideale Flachnähte in der Realität praktisch
hängen von der Bewertungsgruppe ab, die entwe- nicht vorkommen, weshalb auch die Hohlkehlnaht
der vom Hersteller vorgegeben wird oder auf den und die Wölbnaht betrachtet werden müssen. Bei
Anforderungen des Anwendungsfalls resp. des Auf- der Hohlkehlnaht wird das a-Maß in Schweißnaht-
traggebers beruht. Die höchste Schweißnahtgüte mitte gemessen, so dass hier auch das Bild 3
wird in der Bewertungsgruppe B verlangt. Im Nor- rechts zur Auswertung herangezogen werden kann.
malfall ist die Bewertungsgruppe C auch für hoch Bei der Wölbnaht sieht das naturgemäß anders aus,
beanspruchte Schweißnähte ausreichend; nur bei denn hier ist das a-Maß nicht direkt messbar (Bild
ermüdungsbeanspruchten Schweißnähten ist die 5 links).
Gruppe B erforderlich. Die geringste Schweißnaht-
güte wird durch die Bewertungsgruppe D beschrie- Die Beispiele in Bild 3 machen deutlich, dass nur
ben, die für viele nicht hoch belastete Nähte aus- bei den Flachkehlnähten und den Hohlkehlnähten
reichend sein kann. jeweils in der Nahtmitte das a-Maß hinreichend
genau ermittelt werden kann. Bei den häufigsten
Darf bei einer Flachnaht von der vorgegebenen Fällen der Wölbkehlnaht kann nur die Schweißnaht-
Schweißnahtdicke abgewichen werden, und wenn höhe (a + h) gemessen werden. Aber wie groß darf
ja, um wieviel (Bild 4)? Dies ist abhängig von der denn die Abweichung von dem vorgegebenen a-
vorgegebenen Bewertungsgruppe. Wenn man die Maß sein?
Bewertungsgruppe C, also die mittlere Schweiß-
nahtqualität, zu Grunde legt, so darf die Kehlnaht Auch hier wird für die Auswertung beispielhaft die
nur in kurzen Bereichen ein Untermaß aufweisen Bewertungsgruppe C zu Grunde gelegt. Die Norm
(bei Blechdicken > 3 mm gilt für das Untermaß gibt für die Überhöhung der Wölbnaht den Wert
h ≤ 0,3 mm + 0,1 a (max. aber 1 mm)). h vor (Bild 5 links). Gemessen wird mit der Kehl-
6
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Bild 4:
Beurteilung der
Kehlnahtdicke, links:
zu geringe Kehlnaht-
dicke (Untermaß); rechts
zu große Kehlnahtdicke
(Übermaß)
a
h
a
h
nahtlehre aber der Wert (a + h). Damit ist aber h ≤ 2 mm + 0,15 a
immer noch nicht klar, ob der Schweißer die rich-
Im europäischen Normenraum wird üblicherweise
tige Schweißnahtdicke erstellt hat. Eigentlich in-
das a-Maß vorgegeben, während im amerikanisch-
teressiert hier das a-Maß gar nicht, sondern es
pazifischen Gebiet das z-Maß vorherrscht. Beide
ist nur wichtig, dass die Nahtdicke nicht zu dünn
Maße sind auf den Kehlnahtlehren direkt ablesbar.
und nicht zu dick ist. Hierzu greift man zusätzlich
Es besteht für eine symmetrische Kehlnaht der geo-
die Kehlnahtbreite b ab und errechnet, ob der ge-
metrische Zusammenhang z = √2 a, so dass die
messene Wert H = (a + h) im zulässigen Bereich ist:
Werte problemlos ineinander umgerechnet werden
H - a = h ≤ 1 mm + 0,15 b (max. aber 4 mm) können.
Dies setzt voraus, dass die Kehlnaht einigermaßen
Die gezeigten Beispiele gelten für Kehlnähte als
symmetrisch ist, wie in Bild 5 rechts dargestellt.
dem am häufigsten angewandten Schweißnahttyp.
Ist dies nicht der Fall, muss errechnet werden, ob
Natürlich müssen auch Stumpfnähte auf Ungänzen
die Asymmetrie im zulässigen Bereich liegt. Hierfür
überprüft werden. Diese Überprüfung ist bei jeder
werden die Schenkellängen z1 und z2 gemessen. Für
visuellen Prüfung von Schweißnähten zumindest
die Abweichung des längeren Schenkels gilt in der
stichprobenartig durchzuführen (Bild 6).
Bewertungsgruppe C
Bild 5:
Auswertung von geraden
(links) und unsymmetri-
schen (rechts)
Wölbkehlnähten
b
h
z2
h
a
a
z1
7
Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Sowohl für die Decklage als auch für die Wurzel Nahtübergänge (Bild 7 rechts) stellen für den Kraft-
muss jeweils die Schweißnahtbreite ermittelt wer- fluss Kerbstellen dar. Darum sollten die Nahtüber-
den. Für die zulässige Decklagenüberhöhung ergibt gänge möglichst flach sein. Für dynamisch bean-
sich in der Bewertungsgruppe C spruchte Konstruktionen sind Hohlkehlnähte ideal.
In anderen Fällen sind steilere Übergänge zulässig.
hD ≤ 1 mm + 0,15 bD (max. aber 7 mm)
Für die Bewertungsgruppe C darf der Übergangs-
und die Wurzelüberhöhung winkel bis zu α ≥ 100° betragen.
hW ≤ 1 mm + 0,6 bW (max. aber 4 mm)
Weitere äußere Fehler, die bei Schweißnähten vor-
Die Toleranzen für die Bewertungsgruppe B sind kommen können, sind Ansatzfehler, seien sie am
enger und die für die Gruppe D sind weiter gefasst. Schweißnahtanfang oder an einer Stelle, an der die
Die Notwendigkeit für eine Bewertungsgruppe wird Naht durch einen neuen Ansatz weitergeschweißt
durch die Konstruktion, den Anwendungsbereich werden soll. Problematisch sind auch die Naht-
oder durch die Schweißaufsicht festgelegt. enden und die dort gebildeten Endkrater sowie in
zur Oberfläche offene Poren. Auf diese Fehlerarten
Wie bei den Kehlnähten sind auch bei Stumpfnäh- soll aber an dieser Stelle nicht weiter eingegangen
ten ungenügende Durchschweißung, Wurzelrückfall werden.
und Decklagenunterwölbung als Untermaß nur in
geringem Maße zulässig. Von außen ist aber leider nicht erkennbar, ob die
Wurzel erfasst ist. Dies sollte im Rahmen einer
Ein weiteres äußeres Merkmal sind die sogenann- werkseigenen Produktionskontrolle durch metallo-
ten Einbrandkerben, also Vertiefungen am Rande grafische Schliffe ermittelt werden. Einen solchen
der Schweißnaht (Bild 7 links). Schliff durch eine Kehlnaht stellt Bild 8 dar. Einge-
tragen sind hier auch die relevanten Daten wie das
Einbrandkerben sind nur als kurze Unregelmäßig- a-Maß (soll a = 4 mm) und die Nahtbreite. Die linke
keiten zulässig, wenn die Tiefe h ≤ 10 % der Blech- Kehlnaht ist etwas ungleichschenklig. Auch hier gibt
dicke beträgt. die DIN EN ISO 5817 [4] klare Angaben vor, wie groß
Bild 6:
Zulässige Grenz-
abmaße von Stumpf-
bD
nähten in der Deck- und hD
Wurzellage
hW
bW
8Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Bild 7:
Einbrandkerben (links)
und schroffe Nahtüber-
2
a
gänge (rechts) als visu-
elle Fehler
a1
h
t
a 1 ³ a und a��³�a
2
die Ungleichschenkligkeit sein darf. Die jeweiligen
Schenkellängen und die Schweißnahthöhe werden
mit einer kalibrierten Kehlnahtlehre gemessen oder
mit einem Stechzirkel abgegriffen.
Deutlich ist zu erkennen, dass der theoretische Wur-
zelfußpunkt, dargestellt durch den Schnittpunkt der
verlängerten Blechkanten, in beiden Schweißungen
erreicht wurde. Die für die Festigkeitsauslegung ver-
wendeten Schweißnahtdicken beziehen sich auf
diesen theoretischen Wurzelfußpunkt. Eine größe-
re Einschweißtiefe, wie in beiden Schweißnähten
deutlich zu erkennen ist, wird normalerweise nicht
berücksichtigt. Nur wenn im Zuge einer Verfahrens-
prüfung die größere Einschweißtiefe sicher nachge-
wiesen wird, darf die größere Schweißnahtdicke als
tragender Bestandteil berücksichtigt werden. Dies
Bild 8:
gilt aber nur bis zu einem maximalen Vollanschluss,
Doppelkehlnähte an einer Stegverbindung, links unsymmetrisch,
also der Blechdicke.
rechts symmetrisch
Wird in einer Schliffprobe, sei es anlässlich einer
Verfahrensprüfung oder bei einer werkseigenen
Produktionskontrolle, ein Wurzelbindefehler fest-
gestellt, und sei dieser Bereich auch nur kurz, so ist
die Schweißnaht als nicht in Ordnung zu beanstan-
den.
9Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
In Bild 9 ist eine solche fehlerhafte Schweißnaht
dargestellt. Die Decklage ist leicht überwölbt und
erfüllt das vorgegebene a-Maß. Der Schliff macht
aber deutlich, dass der Wurzelfußpunkt, dargestellt
als Schnittpunkt der gestrichelten Linie mit den
durchlaufenden Blechkanten, nicht erreicht wurde
(markierter Kreis). In dem Schliffbild tritt auch ein
Flankenbindefehler auf, dessen Lage durch die gel-
be Linie markiert ist.
Die inneren Fehler sollten im Rahmen einer werks-
ungenügende Bindefehler
eigenen Produktionskontrolle für alle Schweißer
Durchschweißung
und alle gängigen Produkte regelmäßig überprüft
werden.
Dieser Leitfaden soll schwerpunktmäßig für die si-
Bild 9: chere Beurteilung der Schweißnahtoberfläche die-
Ungenügende Durchschweißung in einer MAG-Schweißnaht mit einem Flan- nen. Wenn bei den Schliffen Fehler auftreten, wird
kenbindefehler im Wurzelbereich unter Nennung der Fehlerart darauf hingewiesen.
3 Dargestellte Schweißprozesse
Es sind insgesamt sieben verschiedene Lichtbogen- finden. Beim siebten Prozess handelt es sich um ein
Schweißprozesse dargestellt, von denen die ersten automatisiertes Lichtbogenschweißverfahren, wie
sechs als manuelle Schweißprozesse ausgeführt es insbesondere für Rohrleitungen verwendet wird.
wurden, in denen sie auch in der Praxis Anwendung Dargestellt sind die Schweißprozesse [8,9]:
· Wolfram-Inertgas-Schweißen (WIG) (Prozess-Nr. 141)
· Metallschutzgas-Schweißen (MSG) als
MAG mit Massivdraht (Prozess-Nr. 135) und
MAG-Fülldraht (Prozess-Nr. 136) in den Leistungsstufen
Kurzlichtbogen und
Sprühlichtbogen
· Schweißen mit Stabelektroden (Prozess-Nr. 111) in den Schweißpositionen
PB und PF
· WIG-Orbitalschweißen (Position PA an einem rotierenden Rohr)
10Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Bei den einzelnen Schweißprozessen sind die we- das einzige Kriterium. Ein weiterer sehr wichtiger
sentlichen Schweißparameter angegeben, also die Faktor ist die Wirtschaftlichkeit des ausgewählten
Schutzgasmenge und die chemische Zusammen- Schweißprozesses. Bezogen auf die Abschmelz-
setzung des Prozessgases und die zur Berechnung leistung (kg/h) sind MSG- und Fülldrahtschweißen
der Streckenenergie erforderlichen Parameter schnellere Prozesse als das WIG-Schweißen (Bild
Strom, Spannung und Schweißgeschwindigkeit. 10). Laser- und Plasmaschweißen sind normaler-
weise vollautomatische Prozesse, die nicht für das
Bei den Schutzgasverfahren mit Fülldrahtelektrode Schweißen auf der Baustelle geeignet sind. Ist das
und dem Schweißen mit Stabelektroden ist neben zu schweißende Blech- oder Rohrmaterial dünner
den Schweißparametern auch der Fülldraht resp. als 1 mm, so ist das WIG-Schweißen das am häu-
Umhüllungstyp wichtig. figsten verwendete Verfahren. Das Handschweißen
sehr dünner Materialien ist mit anderen Verfahren
Beim WIG- und auch beim MSG-Schweißen wird das in der Praxis ohne Durchbrand sehr schwierig. Hier
flüssige Schweißgut durch Schutzgas (Argon oder können Überlappnähte als Alternative zu Stumpf-
Ar+CO2 /CO2) vor der umgebenden Atmosphäre nähten dienen.
geschützt. Beim MSG-Schweißen wird beim Werk-
stoffübergang zwischen einem Kurzlichtbogen, bei 3.2 Aussehen der Schweiß-
dem der Werkstoffübergang bei geringer Strom- gutoberfläche und
stärke grundsätzlich im Kurzschluss erfolgt, und
Optimierungsmöglich-
dem Sprühlichtbogen mit dem kurzschlussfreien
Werkstoffübergang bei hohen Stromstärken unter-
keiten
schieden.
Neben den herkömmlichen Schweißnahtmängeln
Das Erscheinungsbild der Schweißnahtausbildung sind die am häufigsten sichtbaren Fehler:
hängt stark von dem Schweißverfahren ab. Bei - unterschiedliche Grobheit der Schuppung,
automatisierten Schweißverfahren entstehen in - Einschlüsse der Oberflächenschlacke,
der Regel glattere Oberflächen als beim manuellen - konkave/konvexe Nahtausbildung,
Schweißen. Die Schutzgas-Schweißverfahren (WIG, - Spritzer.
MAG und Plasma) bilden glattere Oberraupen als
das Lichtbogen-Handschweißen. Es hat sich ge- Einige dieser Fehler sind durch die Wahl des
zeigt, dass eine leicht geneigte Schweißposition am Schweißverfahrens begründet oder haben ihre Ur-
besten geeignet ist, flache und glatte Schweißnähte sache in der Handfertigkeit des Schweißers.
zu erzielen.
Beim Schweißen in Querlage ist die Wahl einer ge-
Beim Lichtbogen-Handschweißen und den Füll- eigneten Schweißmethode der wichtigste Faktor
draht-Schweißverfahren mit schlackebildender für die Erzielung einer glatten Schweißnahtober-
Füllung wird das Schweißbad zusätzlich durch eine fläche mit einer feinen oder nicht geschuppten
Schlacke geschützt. Schweißnaht. Beispiele für solche Verfahren sind
WIG-, Plasma-, Laser- oder Fülldrahtschweißen.
3.1 Produktivität Das Lichtbogenhandschweißen mit rutilumhüllten
Elektroden und das MSG-Schweißen mit Sprühlicht-
Bei der Wahl des Schweißprozesses ist für den bogen ermöglichen Nahtoberflächen mit einem fein
Schweißer das Aussehen der Schweißnaht nicht geschuppten Muster; sie sehen jedoch nicht so an-
11Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
sprechend aus wie zum Beispiel gute WIG-Schweiß- Strom (E-Schweißen), eine zu geringe Spannung
nähte. Bei den aufwärts vertikalen Schutzgas- (MSG-Sprühlichtbogen) oder wenn ein übermäßig
schweißungen mit dem Lichtbogen-Handverfahren langes freies Drahtende verwendet wird.
verwendet der Schweißer oft eine Pendeltechnik;
allerdings hat sie immer ein eher welliges, schuppi- Um bei Verwendung von Schutzgas-Schweißverfah-
ges Muster zur Folge. ren ein optimales Erscheinungsbild zu erreichen, ist
ein ausreichender Gasdurchfluss Voraussetzung.
Moderne Impulsstromquellen für das MSG-Schwei- Typische Schutzgasmengen sind unten angegeben:
ßen ergeben eine viel bessere Oberfläche als ältere - WIG: 4-8 l/min,
Sprühlichtbogen-Anlagen. - MSG: 12-16 l/min,
- Fülldrahtschweißen: 20-25 l/min.
Bei Schweißverfahren, welche die Bildung von
Schlacke zur Folge haben (Metall-Lichtbogen- In den meisten Fällen ist ein konkaves Schweiß-
schweißen, Fülldrahtschweißen), lässt sich diese nahtprofil gewünscht. Es besteht dabei jedoch die
normalerweise leicht entfernen. Bei Verwendung Gefahr, dass die Schweißnaht zu dünn und der
von Schutzgas-Methoden können jedoch Legie- Einbrand zu niedrig ist. Verwendet der Schweißer
rungselemente des Drahtes mit den aktiven Kom- beim E-Hand- oder WIG-Schweißen eine zu hohe
ponenten im Gas Schlacketeilchen bilden, die dann Schweißgeschwindigkeit kann das Resultat negativ
in der Schweißnahtoberfläche eingeschlossen sind ausfallen, insbesondere beim Fallnahtschweißen.
und oft nur durch Schleifen entfernt werden können.
Legierungsbestandteile, die Schlackepartikel bil- Starke Spritzer sind in den meisten Fällen inakzep-
den, sind Silizium und Mangan. Sauerstoff und Koh- tabel. Sie werden hauptsächlich durch ungeeigne-
lendioxid gehören zu den Aktivgaskomponenten, te Schweißparameter, nicht optimiertes Schutzgas
die mit diesen Elementen reagieren. Ein Schweiß- oder einen zu langen Lichtbogen verursacht.
draht mit niedrigem Siliziumgehalt und eine ver-
ringerte Menge an Sauerstoff und Kohlendioxid im 3.3 Dargestellte
Schutzgas können die Schlackemenge reduzieren. Qualitätsstufen
Das geometrische Profil der Nahtüberhöhung kann In den in diesem Foto-Leitfaden beschriebenen Ver-
die Eigenschaften der Schweißkonstruktion be- suchsreihen wurden die Schweißungen manuell
einflussen. Eine konvexe Schweißraupe mit einem und in verschiedenen Positionen ausgeführt. Das
scharfen Übergangswinkel verschlechtert die Er- verwendete Material ist 1.4301 mit Dicken zwischen
müdungseigenschaften – und manchmal sogar die 2 mm und 6 mm.
Korrosionsbeständigkeit. MSG-Schweißen mit Kurz-
lichtbogen und E-Handschweißen mit basischen Es gibt drei verschiedene Qualitätsstufen des Er-
Stabelektroden sind Verfahren, die häufig zu einem scheinungsbildes bei unterschiedlichen Schweiß-
solchen konvexen Profil führen. Konvexe Schweiß- prozessen, Schweißpositionen und Nahttypen. Für
raupen entstehen außerdem durch zu niedrigen jede Kombination oder jedes Schweißverfahren
12Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
sowie Schweißposition oder Nahtart werden die 3.4 Nachbehandlung
Schweißungen in diese drei Klassen eingeteilt.
der Schweißnaht
Die hier verwendeten drei Qualitätsstufen sind:
Sehr gut Bei den meisten Anwendungen ist das Reinigen der
Die äußere Erscheinung der Schweißnaht entspricht Schweißnaht, d.h. das Entfernen von Anlauffarben,
unter nahezu allen Bedingungen den gestellten An- Schlacke und anderen Oberflächenfehlern, erfor-
forderungen. Sie hat eine glatte Oberfläche, die derlich, um die Korrosionsbeständigkeit wiederher-
keine oder allenfalls feine Schuppungen aufweist. zustellen. Daher werden die Schweißnähte - wenn
Die Naht weist keine oder nur eine geringe Naht- erforderlich - gebürstet, besser noch mit Glasperlen
überhöhung auf. gestrahlt und gebeizt. Spritzer sind zur Sicherstel-
lung der Korrosionsbeständigkeit ebenso wenig
Gut zugelassen wie Oberflächenporen. Risse sind in
Die Schweißnaht entspricht unter den meisten Be- keinem Fall zulässig.
dingungen den gestellten Anforderungen. Es kann
aber eine mechanische Nachbehandlung notwen- Bei einem Einsatz in korrosiver Umgebung soll-
dig sein, um eine glattere Oberfläche zu erzielen. ten Spalte bei Kehlnähten oder im Wurzelbereich
von Stumpfnähten vermieden werden. Risse sind
Ggf. beanspruchungsgerecht grundsätzlich nicht zulässig und müssen beseitigt
Die Schweißnaht ist in nicht-kritischen Anwendun- werden.
gen, vor allem in nicht sichtbaren und nicht beson-
deren Korrosionsbeanspruchungen ausgesetzten
Bereichen, annehmbar. Eine mechanische Nach- 3.5 Bedeutung von geometri-
behandlung kann notwendig sein, um eine glattere schen Abweichungen
Oberfläche zu erzielen.
Geometrische Abweichungen können für die me-
chanische Belastbarkeit von großer Bedeutung
Schweißnähte, die die Mindestanforderungen nicht sein. Insbesondere für ermüdungsbelastete Teile
erfüllten, wurden nicht berücksichtigt. Die Grund- muss wegen der Kerbwirkung auf einen sanfteren
idee besteht darin, eine optimale Schweißnaht zu Nahtübergang geachtet werden, da andernfalls mit
zeigen, die in vielen Fällen nur noch ein leichtes starken Kerbspannungen gerechnet werden muss,
Polieren/Beizen erfordert, um vom Endverbrau- was eine deutliche Verminderung der Ermüdungs-
cher abgenommen zu werden. Das Qualitätsniveau lebensdauer bewirken kann. Die eingangs beschrie-
„Ggf. beanspruchungsgerecht“ kann in solchen benen Abweichungen nach DIN EN ISO 5817 [4]
Bereichen akzeptabel sein, in denen das optische sollen als Beispiel bei der Bewertung von Schweiß-
Erscheinungsbild der Schweißnaht nicht von ent- nähten dienen.
scheidender Bedeutung ist, jedoch die Korrosions-
beständigkeit und die mechanischen Eigenschaften
durchaus den Anforderungen entsprechen.
13Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
3.6 Qualifikation
der Schweißer
Bei der Auswahl eines bestimmten Schweißpro-
zesses und der erforderlichen Qualitätsstufe sind
Ausbildung und Qualifikation des Schweißers von
großer Bedeutung. Um die Qualitätsstufe „sehr
gut“ erreichen zu können, ist ein entsprechend
hoch qualifizierter Schweißer einzusetzen. Ist eine
Nachbearbeitung (durch Schleifen und Polieren)
erforderlich, kann der Aufwand das Dreifache der
eigentlichen Schweißkosten erreichen.
3.7 Prozesskosten –
Wirtschaftlichkeit
Bei Auswahl des Schweißprozesses und Angabe
der gewünschten Qualitätsstufe spielen die Kosten
in den meisten Fällen eine entscheidende Rolle. Zur
Verdeutlichung dient als Richtlinie Bild 10. Produk-
tivität wird dabei anhand des abgeschmolzenen
Schweißzusatzes in kg/h gemessen.
Die verschiedenen Qualitätsstufen sind nicht als
absolut zu interpretieren, sondern als Abstufungen
innerhalb jener Grenzen, die das jeweilige Schweiß-
verfahren vorgibt. Bild 10 zeigt zum Beispiel, dass
eine Schweißnaht beim MSG-Sprühlichtbogen im
Erscheinungsbild als „sehr gut“ (im Sinne eines „re-
lativen Optimums“) bewertet wird, während beim
Fülldrahtschweißen ein – absolut betrachtet – bes-
seres Aussehen lediglich als „gut“ bezeichnet ist,
weil das Verfahren noch eine weitere Verbesserung
zuließe.
14Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
Produktivität (kg/h)
MSG-Schweißen MSG-Schweißen MSG-Schweißen Fülldraht-Lichtbo- Fülldraht-Lichtbo- Fülldraht-Lichtbo-
Sprühlichtbogen- Sprühlichtbogen- Sprühlichtbogen- genschweißen genschweißen genschweißen
Kehlnaht Kehlnaht Kehlnaht Kehlnaht Kehlnaht Kehlnaht
(ggf. (gut) (sehr gut) (ggf. (gut) (sehr gut)
beanspruchungs- beanspruchungs-
gerecht) gerecht)
E-Schweißen E-Schweißen E-Schweißen
Kehlnaht Kehlnaht Kehlnaht
(ggf. (gut) (sehr gut)
beanspruchungs-
gerecht)
MSG-Schweißen MSG-Schweißen MSG-Schweißen
Kurzlichtbogen- Kurzlichtbogen- Kurzlichtbogen-
Kehlnaht Kehlnaht Kehlnaht
(ggf. (gut) (sehr gut)
beanspruchungs-
gerecht)
E-Schweißen E-Schweißen E-Schweißen
Kehlnaht vertikal Kehlnaht vertikal Kehlnaht vertikal
aufwärts aufwärts aufwärts
(ggf. (gut) (sehr gut)
beanspruchungs-
gerecht)
WIG-Schweißen WIG-Schweißen WIG-Schweißen
Kehlnaht Kehlnaht Kehlnaht
(ggf. (gut) (sehr gut)
beanspruchungs-
gerecht)
WIG-Schweißen WIG-Schweißen WIG-Schweißen
Stumpfstoß am Rohr Stumpfstoß am Rohr Stumpfstoß am Rohr
(ggf. (gut) (sehr gut)
beanspruchungs-
gerecht)
Bild 10: Produktivität des ausgewählten Schweißprozesses Erscheinungsbild
15Merkblatt 986: Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl – ein bebilderter Leitfaden
4 Schrifttum
4.1 Normen
[1] DIN EN ISO 9712:2012 [7] DIN EN ISO 15613:2004
Zerstörungsfreie Prüfung — Anforderung und Qualifizierung von Schweiß-
Qualifizierung und Zertifizierung von Personal verfahren für metallische Werkstoffe –
der zerstörungsfreien Prüfung Qualifizierung aufgrund einer vorgezogenen
Arbeitsprüfung
[2] DIN EN ISO 17637:2017
Zerstörungsfreie Prüfung von [8] DIN EN ISO 4063:2011
Schweißverbindungen – Sichtprüfung von Schweißen und verwandte Prozesse – Liste der
Schmelzschweißverbindungen Prozesse und Ordnungsnummern
[3] DIN EN ISO 17635:2017 [9] DIN EN ISO 6947:2020
Zerstörungsfreie Prüfung von Schweißen und verwandte Prozesse —
Schweißverbindungen — Allgemeine Regeln für Schweißpositionen
metallische Werkstoffe
[4] DIN EN ISO 5817:2014 4.2 Weiterführende Literatur
Schweißen — Schmelzschweißverbindungen
an Stahl, Nickel, Titan und deren Legierungen Schweißen von Edelstahl Rostfrei
(ohne Strahlschweißen) — Bewertungsgruppen ISER-Merkblatt 823, 5. überarbeitete und korrigierte
von Unregelmäßigkeiten Auflage, 2019
[5] DIN EN ISO 15609-1:2019 Beizen von Edelstahl Rostfrei
Anforderungen und Qualifizierung von ISER-Merkblatt 826, 3. überarbeitete und erweiter-
Schweißverfahren für metallische Werkstoffe te Auflage, 2006
– Schweißanweisung - Teil 1: Lichtbogen-
schweißen Mechanische Oberflächenbehandlung nicht-
rostender Stähle in dekorativen Anwendungen
[6] DIN EN ISO 15614-1:2020 ISER-Merkblatt 968, 2. Auflage, 2006
Anforderungen und Qualifizierung von
Schweißverfahren für metallische Werkstoffe Pickling and Passivating Stainless Steel
– Schweißverfahrensprüfung - Teil 1: Euro Inox Materials and Applications Series,
Lichtbogen- und Gasschweißen von Stählen Vol. 4, 2007
und Lichtbogenschweißen von Nickel und
Nickellegierungen
16Foto-Leitfaden Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl 01 WIG Kehlnaht in horizontaler Position (PB) Wolfram-Inertgas-Schweißen (WIG) 02 MSG Kehlnaht in waagerechter Position – Kurzlichtbogen (PB) 03 MSG Kehlnaht in waagerechter Position – Sprühlichtbogen (PB) 04 Fülldraht-Lichtbogenschweißen in horizontaler Position (PB) 05 E-Schweißen Kehlnaht in horizontaler Position (PB) 06 E-Schweißen Kehlnaht in vertikaler Aufwärtsposition (PF) 07 WIG-Orbitalschweißnaht (PA-rotierend)
Beurteilungen und Hinweise
Sehr gut: Hinweis:
Die äußere Erscheinung der Schweißnaht entspricht Die vorliegende Unterlage ist ein allgemeiner Leitfa-
unter nahezu allen Bedingungen den gestellten An- den für die erste optische Beurteilung und kann eine
forderungen. Sie hat eine glatte Oberfläche, die zerstörende oder zerstörungsfreie Prüfung nicht er-
keine oder allenfalls feine Schuppungen aufweist. setzen. Da eine saubere metallische Oberfläche
Die Naht weist keine oder nur eine geringe Naht- Voraussetzung für den normalen passiven Zustand
überhöhung auf. von nichtrostendem Stahl ist, kann eine chemische
oder mechanische Nachbehandlung erforderlich
Gut: sein. Dieses Faltblatt sollte vor dem Hintergrund
Die Schweißnaht entspricht unter den meisten Be- des einleitenden Teils dieser Broschüre sowie des
dingungen den gestellten Anforderungen. Es kann Haftungsausschlusses verstanden werden.
aber eine mechanische Nachbehandlung notwen-
dig sein, um eine glatte Oberfläche zu erzielen. Die Schweißnähte wurden in Bezug auf ihre
äußere Erscheinung geschweißt. Im Anwen-
Ggf. beanspruchungsgerecht: dungsfall muss jeweils geprüft werden, ob die
Die Schweißnaht ist in nicht-kritischen Anwendun- Vorgaben nach DIN EN ISO 5817 [4] eingehalten
gen, vor allem in nicht sichtbaren und nicht beson- sind, dies betrifft beispielsweise die Schweiß-
deren Korrosionsbeanspruchungen ausgesetzten nahtdicke und die Durchschweißung.
Bereichen, annehmbar. Eine mechanische Nach-
behandlung kann notwendig sein, um eine glattere
Oberfläche zu erzielen.01 WIG Kehlnaht in horizontaler Position (PB)
Sehr gut
Zusatzwerkstoff: 2,4 mm, 19.9L Si Draht I: 90-110 A v: 6-9 cm/min
Gas: reines Argon U: 10-12 V
Bemerkungen: im gerade geschweißten Zustand: sehr feine Schuppung, gleichmäßige Raupe,
sehr dünne Oberflächenoxide
Gereinigte
Schweißnaht
(gebeizt): gute
Schweißnahtüber-
höhung ohne Fehler /
Schlacke / Spritzer
Nahaufnahme der Schweißnahtoberfläche Der Ausschnitt zeigt eine konkave Schweiß-
naht, die auf gute Ermüdungsfestigkeit deutet,
aber die Wurzel weist einen Bindefehler auf.
01-01Gut
Zusatzwerkstoff: 2,4 mm, 19.9L Si Draht I: 90-110 A v: 3-10 cm/min
Gas: reines Argon U: 10-12 V
Bemerkungen: im gerade geschweißten Zustand: grobe Schuppung, dünne Oberflächenoxide
Gereinigte
Schweißnaht (ge-
beizt): sauber, aber
grobe Schweißnaht-
schuppung
Nahaufnahme der Der Ausschnitt zeigt eine konkave
Schweißnahtoberfläche Schweißnaht.
01-02Ggf. beanspruchungsgerecht
Zusatzwerkstoff: 2,4 mm, 19.9L Si Draht I: 90-110 A v: 3-10 cm/min
Gas: reines Argon U: 10-12 V
Bemerkungen: im gerade geschweißten Zustand: sehr grobe unregelmäßige
Schuppung, dünne Oberflächenoxide auf dem Grundwerkstoff
Gereinigte
Schweißnaht (ge-
beizt): sauber, aber
unregelmäßige und
grobe Schweißnaht-
schuppung
Nahaufnahme der Der Ausschnitt zeigt einen asymme-
Schweißnahtoberfläche trischen Einbrand mit nicht erfasster
Wurzel.
01-03Foto-Leitfaden Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl 01 WIG Kehlnaht in horizontaler Position (PB) 02 MSG Kehlnaht in waagerechter Position – Kurzlichtbogen (PB) Metall-Schutzgas-Schweißen (MSG) oder Metall-Inertgas-Schweißen (MIG), Metall-Aktivgas-Schweißen (MAG), hier als MSG-Schweißen bezeichnet 03 MSG Kehlnaht in waagerechter Position – Sprühlichtbogen (PB) 04 Fülldraht-Lichtbogenschweißen in horizontaler Position (PB) 05 E-Schweißen Kehlnaht in horizontaler Position (PB) 06 E-Schweißen Kehlnaht in vertikaler Aufwärtsposition (PF) 07 WIG-Orbitalschweißnaht (PA-rotierend)
Beurteilungen und Hinweise
Sehr gut: Hinweis:
Die äußere Erscheinung der Schweißnaht entspricht Die vorliegende Unterlage ist ein allgemeiner Leitfa-
unter nahezu allen Bedingungen den gestellten An- den für die erste optische Beurteilung und kann eine
forderungen. Sie hat eine glatte Oberfläche, die zerstörende oder zerstörungsfreie Prüfung nicht er-
keine oder allenfalls feine Schuppungen aufweist. setzen. Da eine saubere metallische Oberfläche
Die Naht weist keine oder nur eine geringe Naht- Voraussetzung für den normalen passiven Zustand
überhöhung auf. von nichtrostendem Stahl ist, kann eine chemische
oder mechanische Nachbehandlung erforderlich
Gut: sein. Dieses Faltblatt sollte vor dem Hintergrund
Die Schweißnaht entspricht unter den meisten Be- des einleitenden Teils dieser Broschüre sowie des
dingungen den gestellten Anforderungen. Es kann Haftungsausschlusses verstanden werden.
aber eine mechanische Nachbehandlung notwen-
dig sein, um eine glatte Oberfläche zu erzielen. Die Schweißnähte wurden in Bezug auf ihre
äußere Erscheinung geschweißt. Im Anwen-
Ggf. beanspruchungsgerecht: dungsfall muss jeweils geprüft werden, ob die
Die Schweißnaht ist in nicht-kritischen Anwendun- Vorgaben nach DIN EN ISO 5817 [4] eingehalten
gen, vor allem in nicht sichtbaren und nicht beson- sind, dies betrifft beispielsweise die Schweiß-
deren Korrosionsbeanspruchungen ausgesetzten nahtdicke und die Durchschweißung.
Bereichen, annehmbar. Eine mechanische Nach-
behandlung kann notwendig sein, um eine glattere
Oberfläche zu erzielen.02 MSG Kehlnaht in waagerechter Position – Kurzlichtbogen (PB)
Sehr gut
Zusatzwerkstoff: 1,0 mm, 19.9L Si Draht I: 140-170 A v: 25-30 cm/min
Gas: 98 % Ar + 2 % O2 U: 14-19 V
Bemerkungen: im gerade geschweißten Zustand: feine Schuppung, Oberflächenoxide auf der
Raupe und Spritzer auf dem Grundwerkstoff
Gereinigte
Schweißnaht
(gebeizt): Die in die
Oberfläche eingebet-
tete Schlacke konnte
durch Beizen nicht
entfernt werden.
Nahaufnahme der Schweiß- Der Ausschnitt zeigt eine eher konvexe
nahtoberfläche mit Schlackenresten Nahtüberhöhung.
02-01Gut
Zusatzwerkstoff: 1,0 mm, 19.9L Si Draht I: 140-170 A v: 25-30 cm/min
Gas: 98 % Ar + 2 % O2 U: 19-21 V
Bemerkungen: im gerade geschweißten Zustand: grobe Schuppung; die Raupe ist unregelmäßig und es sind
Oberflächenoxide vorhanden. Durch zu hohe Spannung kam es zu starken Spritzern auf den Grundwerkstoff.
Gereinigte
Schweißnaht
(gebeizt): Die Oberflä-
chenschlacke konnte
durch Beizen nicht
entfernt werden.
Nahaufnahme der Schweißnahtober- Der Ausschnitt zeigt eine stark überwölbte Naht, wie
fläche mit Oberflächenschlacke sie bei diesem Verfahren bei einer zu geringen Vor-
schubgeschwindigkeit charakteristisch ist. Folge hier-
von sind eher schroffe Nahtübergänge, die nachteilig
02-02 für eine Ermüdungsbelastung sind.Ggf. beanspruchungsgerecht
Zusatzwerkstoff: 1,0 mm, 19.9L Si Draht I: 120-140 A v: 12-16 cm/min
Gas: 98 % Ar + 2 % O2 U: 19-21 V
Bemerkungen: im gerade geschweißten Zustand: grobe Schuppung; die Raupe
ist unregelmäßig und es sind Oberflächenoxide vorhanden. Außerdem kam es zu
starken Spritzern auf den Grundwerkstoff.
Gereinigte
Schweißnaht
(gebeizt): Die Oberflä-
chenschlacke konnte
durch Beizen nicht
entfernt werden.
Der Ausschnitt zeigt eine nahezu flache Schweißnahtausbildung. Einzelne kleine
und geschlossene Poren unter der Oberfläche sind unproblematisch.
02-03Foto-Leitfaden Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl 01 WIG Kehlnaht in horizontaler Position (PB) 02 MSG Kehlnaht in waagerechter Position – Kurzlichtbogen (PB) 03 MSG Kehlnaht in waagerechter Position – Sprühlichtbogen (PB) Metall-Schutzgas-Schweißen (MSG) oder Metall-Inertgas-Schweißen (MIG), Metall-Aktivgas-Schweißen (MAG), hier als MSG-Schweißen bezeichnet 04 Fülldraht-Lichtbogenschweißen in horizontaler Position (PB) 05 E-Schweißen Kehlnaht in horizontaler Position (PB) 06 E-Schweißen Kehlnaht in vertikaler Aufwärtsposition (PF) 07 WIG-Orbitalschweißnaht (PA-rotierend)
Beurteilungen und Hinweise
Sehr gut: Hinweis:
Die äußere Erscheinung der Schweißnaht entspricht Die vorliegende Unterlage ist ein allgemeiner Leitfa-
unter nahezu allen Bedingungen den gestellten An- den für die erste optische Beurteilung und kann eine
forderungen. Sie hat eine glatte Oberfläche, die zerstörende oder zerstörungsfreie Prüfung nicht er-
keine oder allenfalls feine Schuppungen aufweist. setzen. Da eine saubere metallische Oberfläche
Die Naht weist keine oder nur eine geringe Naht- Voraussetzung für den normalen passiven Zustand
überhöhung auf. von nichtrostendem Stahl ist, kann eine chemische
oder mechanische Nachbehandlung erforderlich
Gut: sein. Dieses Faltblatt sollte vor dem Hintergrund
Die Schweißnaht entspricht unter den meisten Be- des einleitenden Teils dieser Broschüre sowie des
dingungen den gestellten Anforderungen. Es kann Haftungsausschlusses verstanden werden.
aber eine mechanische Nachbehandlung notwen-
dig sein, um eine glatte Oberfläche zu erzielen. Die Schweißnähte wurden in Bezug auf ihre
äußere Erscheinung geschweißt. Im Anwen-
Ggf. beanspruchungsgerecht: dungsfall muss jeweils geprüft werden, ob die
Die Schweißnaht ist in nicht-kritischen Anwendun- Vorgaben nach DIN EN ISO 5817 [4] eingehalten
gen, vor allem in nicht sichtbaren und nicht beson- sind, dies betrifft beispielsweise die Schweiß-
deren Korrosionsbeanspruchungen ausgesetzten nahtdicke und die Durchschweißung.
Bereichen, annehmbar. Eine mechanische Nach-
behandlung kann notwendig sein, um eine glattere
Oberfläche zu erzielen.03 MSG Kehlnaht in waagerechter Position – Sprühlichtbogen (PB)
Sehr gut
Zusatzwerkstoff: 1,0 mm, 19.9L Si Draht I: 180-200 A v: 25-30 cm/min
Gas: 98 % Ar + 2 % O2 U: 25-29 V
Bemerkungen: im gerade geschweißten Zustand: Auf der Raupe befinden sich Oberflächen-
oxide und Schlacke.
Gereinigte
Schweißnaht (gebeizt):
Die eingebettete
Oberflächenschlacke
konnte durch Beizen
nicht entfernt werden.
Nahaufnahme der Schweißnahtoberfläche Die Schweißnaht zeigt eine Flachnaht mit
einem etwas steilen Nahtübergang zum Gurt-
blech. Der typische fingerförmige Einbrand ist
sichtbar.
03-01Gut
Zusatzwerkstoff: 1,0 mm, 19.9L Si Draht I: 160-180 A v: 25-30 cm/min
Gas: 98 % Ar + 2 % O2 U: 23-25 V
Bemerkungen: Oberflächenoxide vorhanden. Außerdem sind Spritzer auf dem Grundwerkstoff. Durch Ver-
wendung einer höheren Spannung und eines kleineren Stick-out kann die Spritzermenge reduziert werden.
Gereinigte
Schweißnaht (gebeizt):
Die Oberflächen-
schlacke konnte durch
Beizen nicht entfernt
werden.
Nahaufnahme der Schweißnahtoberfläche Der Ausschnitt zeigt eine asymmetrische und kon-
vexe Nahtüberhöhung. Im Wurzelbereich ist eine Pore
sichtbar.
03-02Ggf. beanspruchungsgerecht
Zusatzwerkstoff: 1,0 mm, 19.9L Si Draht I: 180-200 A v: 25-30 cm/min
Gas: 98 % Ar + 2 % O2 U: 20-23 V
Bemerkungen: im gerade geschweißten Zustand: Die Raupe ist unregelmäßig
und es sind Oberflächenoxide aufgetreten. Es sind starke Spritzer (aufgrund ge-
ringer Spannung) auf dem Grundwerkstoff und der Schweißung.
Gereinigte
Schweißnaht (gebeizt):
Die Schlacke und auch
die Spritzer konnten
durch Beizen nicht ent-
fernt werden.
Nahaufnahme der Schweißnahtober- Der Ausschnitt zeigt eine konvexe
fläche Nahtüberhöhung. Eine höhere Span-
nung würde die Konvexität verringern.
Auf der Oberfläche sind einige Spritzer.
Dies ist für dieses Verfahren typisch.
03-03Foto-Leitfaden Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl 01 WIG Kehlnaht in horizontaler Position (PB) 02 MSG Kehlnaht in waagerechter Position – Kurzlichtbogen (PB) 03 MSG Kehlnaht in waagerechter Position – Sprühlichtbogen (PB) 04 Fülldraht-Lichtbogenschweißen in horizontaler Position (PB) 05 E-Schweißen Kehlnaht in horizontaler Position (PB) 06 E-Schweißen Kehlnaht in vertikaler Aufwärtsposition (PF) 07 WIG-Orbitalschweißnaht (PA-rotierend)
Beurteilungen und Hinweise
Sehr gut: Hinweis:
Die äußere Erscheinung der Schweißnaht entspricht Die vorliegende Unterlage ist ein allgemeiner Leitfa-
unter nahezu allen Bedingungen den gestellten An- den für die erste optische Beurteilung und kann eine
forderungen. Sie hat eine glatte Oberfläche, die zerstörende oder zerstörungsfreie Prüfung nicht er-
keine oder allenfalls feine Schuppungen aufweist. setzen. Da eine saubere metallische Oberfläche
Die Naht weist keine oder nur eine geringe Naht- Voraussetzung für den normalen passiven Zustand
überhöhung auf. von nichtrostendem Stahl ist, kann eine chemische
oder mechanische Nachbehandlung erforderlich
Gut: sein. Dieses Faltblatt sollte vor dem Hintergrund
Die Schweißnaht entspricht unter den meisten Be- des einleitenden Teils dieser Broschüre sowie des
dingungen den gestellten Anforderungen. Es kann Haftungsausschlusses verstanden werden.
aber eine mechanische Nachbehandlung notwen-
dig sein, um eine glatte Oberfläche zu erzielen. Die Schweißnähte wurden in Bezug auf ihre
äußere Erscheinung geschweißt. Im Anwen-
Ggf. beanspruchungsgerecht: dungsfall muss jeweils geprüft werden, ob die
Die Schweißnaht ist in nicht-kritischen Anwendun- Vorgaben nach DIN EN ISO 5817 [4] eingehalten
gen, vor allem in nicht sichtbaren und nicht beson- sind, dies betrifft beispielsweise die Schweiß-
deren Korrosionsbeanspruchungen ausgesetzten nahtdicke und die Durchschweißung.
Bereichen, annehmbar. Eine mechanische Nach-
behandlung kann notwendig sein, um eine glattere
Oberfläche zu erzielen.Sie können auch lesen