Portfolio - Ausgabe 012020 - Short Catalog - PLATIT
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Short Catalog
Serienanlagen
Portfolio
Ausgabe 01 2020
Inhaltsverzeichnis
PLATIT Short Catalog
Über uns 4
Portfolio Beschichtungsanlagen 7
Anlage 111 11
Anlage 411 15
Anlage 711 21
Anlage 1011 25
Anlage 1511 29
Karusselle 34
Halterungen 36
Beladungskapazitäten 38
Schichtkompass 40
Schichteigenschaften 46
Kathodenkonfigurationen 47
Verkaufspartner und -agenten 50
Ausgabe 01 2020
3
Über uns
Welcome
PLATIT ist ein führender Hersteller von High-Tech PVD- und PECVD-Beschichtungsanlagen für Werkzeuge und
Bauteile. Als Teil der BCI Blösch Gruppe befindet sich das Unternehmen im Familienbesitz. PLATIT hat seinen
Hauptsitz in Selzach (Schweiz) und unterhält eigene Service-, Support- und Sales-Niederlassungen in Europa,
Nordamerika und Asien. Sie werden von einem breiten Netzwerk an Distributoren und Partnern ergänzt. Weltweit
hat PLATIT über 550 Beschichtungssysteme installiert und pflegt eine enge Partnerschaft mit seinen Kunden.
Wegen der Vielzahl von Werkzeug-Geometrien und -Anwendungen müssen Hersteller von Hartstoff-Beschich-
tungsanlagen unterschiedlichste technische Lösungen anbieten, um die Anforderungen der Kunden bestmöglich
zu erfüllen. PLATIT bietet eine breite Palette von High-Tech Serien- und Sonderanlagen an, welche sich durch
einen modularen Aufbau, hohe Flexibilität und maximale Benutzerfreundlichkeit auszeichnen. Langjährige Erfah-
rung auf dem Gebiet der kathodischen ARC-, SPUTTER- und HiPIMS-Technologie erlaubt PLATIT den gezielten
Einsatz dieser Technologien für unterschiedliche Anwendungen sowie deren Integration als hybride Prozesse. Die
Open-Source-Philosophie von PLATIT ermöglicht Kunden die Anpassung der Beschichtungen an ihre spezifischen
Anforderungen und individuellen Bedürfnisse, womit sich PLATIT-Kunden in dedizierten Anwendungsfeldern mit
höchster Schichtperformance vom Marktstandard differenzieren können.
Neben Beschichtungsanlagen hat PLATIT Turnkey-Systeme für Beschichtungsprozesse im Produktportfolio.
Diese umfassen Komplettlösungen für vor- und nachgelagerte Prozessschritte der Hartstoffbeschichtung wie
Entschichtung, Schneidkantenpräparation, Reinigung, Nachbehandlung und Qualitätskontrolle. Damit eignen sich
PLATIT-Systeme ideal zur nahtlosen Integration in den Werkzeugherstellungs- und Nachschleifprozess.
Headquarters Selzach Switzerland
4
Globale Präsenz
PLATIT hat Beschichtungssysteme für Kunden in 39 Ländern der Welt installiert.
5
Über uns
Kernkompetenzen
Open
Source
Customer
Partner
ship
Integration
Flexibility
Die Kernkompetenzen von PLATIT liegen in Integration, Flexibilität, Open-Source und starker Kundenbindung.
Integration ermöglicht Inhouse-Beschichtung. Dank unseres umfassenden Verständnisses für die Fertigung,
Präparation sowie das Nachschleifen von Werkzeugen entwickeln wir für unsere Kunden optimierte Lösungs
pakete, die wir nahtlos in deren bestehenden Fertigungsprozess integrieren.
Flexibel ausgerichtet sind unser Geschäftsmodell und unsere Produkte. Die PVD-Serienanlagen sind modular
aufgebaut. Sie können mit unterschiedlichen Technologien verschiedenste Beschichtungen abscheiden und ermög-
lichen eine maximale Schichtvielfalt sowie -komplexität. Die Anlagen eignen sich daher zur Entwicklung kunden
spezifischer Schichten und ermöglichen unseren Kunden, sich von ihren Mitbewerbern auf dem Markt abzuheben
und sich ein eigenes Markenimage zu schaffen. Des Weiteren verfügen wir, dank unserem dualen Geschäfts
modell mit einem integrierten Sonderanlagenbau, über die erforderliche Flexibilität zum Bau massgeschneiderter
PVD-Anlagen zur Bewältigung jeder individuellen Herausforderung.
Open-Source-Technologien inspirieren zu Innovationen. Mit Erwerb von PLATIT-Technologie können Kunden an
unserem Know-how partizipieren. Unsere Anlagen sind für Entwickler offen, Parameter und Rezepte sind beein-
flussbar und können nach Wunsch eigenständig weiterentwickelt werden. Zudem legen wir grossen Wert auf
Interaktion, Diskussion und Wissenstransfer mit Technologienutzern, da wir davon überzeugt sind, dass beide
Seiten von dieser Transparenz und Offenheit profitieren.
Wir setzen auf starke Kundenbindungen, um Kunden jederzeit zufriedenzustellen. Mit eigenen weltweiten Service-,
Support- und Sales-Niederlassungen sowie unseren Partnern für vor- und nachgelagerte Prozesse stehen wir
unseren Kunden zur Seite. Unsere Kunden profitieren ausserdem von den Vorzügen unseres Netzwerks, das
Angebot und Nachfrage für Werkzeughersteller, Nachschleifer und Beschichtungszentren zusammenführt. Als
Premium-Anbieter helfen wir unseren Kunden bei der Kundenakquisition. Mit unserem Know-how leisten wir Unter-
stützung bei der Bemusterung bis hin zur Adaption von Schichten und halten uns bei Innovationen nicht zurück.
PLATIT führt keine Lohnbeschichtungen durch und lässt somit keine Konkurrenzsituation mit Kunden entstehen.
6
Beschichtungsanlagen
PLATIT Coating Intelligence
Portfolio
7
Beschichtungsanlagen
Serien- und Sonderanlagen
PLATIT ist Anbieter von High-Tech PVD- und PECVD-Beschichtungsanlagen.
Je nach Bedarf statten wir diese mit folgenden Technologien aus:
• ARC in DC- oder gepulstem Modus
• SPUTTER in DC-, gepulstem- oder im HiPIMS-Modus
• Hybrid-Technologie mit simultanen ARC- und SPUTTER-Prozessen
Der Fokus von PLATIT liegt auf dem Werkzeug- und Bauteil-Bereich, jedoch
fertigen wir massgeschneidert auch Sonderanlagen für besondere Wünsche.
Pi111 Pi411
Max. Beschichtungsvolumen [mm] ø 353 x H 498 ø 540 x H 500
Max. Beladung [kg] 160 200
Beladung und Zykluszeiten 288 Stück, 504 Stück,
bei Schaftwerkzeugen (2 μm): 4,5 h 4,5 h
ø 10 x 70 [mm]
ARC-Technologie 2 x LARC® PLUS-Kathoden 3 x LARC®-Kathoden,
erweiterbar mit 1 x CERC®-Kathode
SPUTTER-Technologie - Erweiterbar mit 1 x zentraler
SCIL®-Kathode
Hybrid-LACS®-Technologie - Ja, erweiterbar
mit simultanen ARC- und
SPUTTER-Prozessen
DLC - DLC1 und DLC3, erweiterbar für DLC2-
Beschichtungen
OXI - Erweiterbar für oxidische Schichten
8
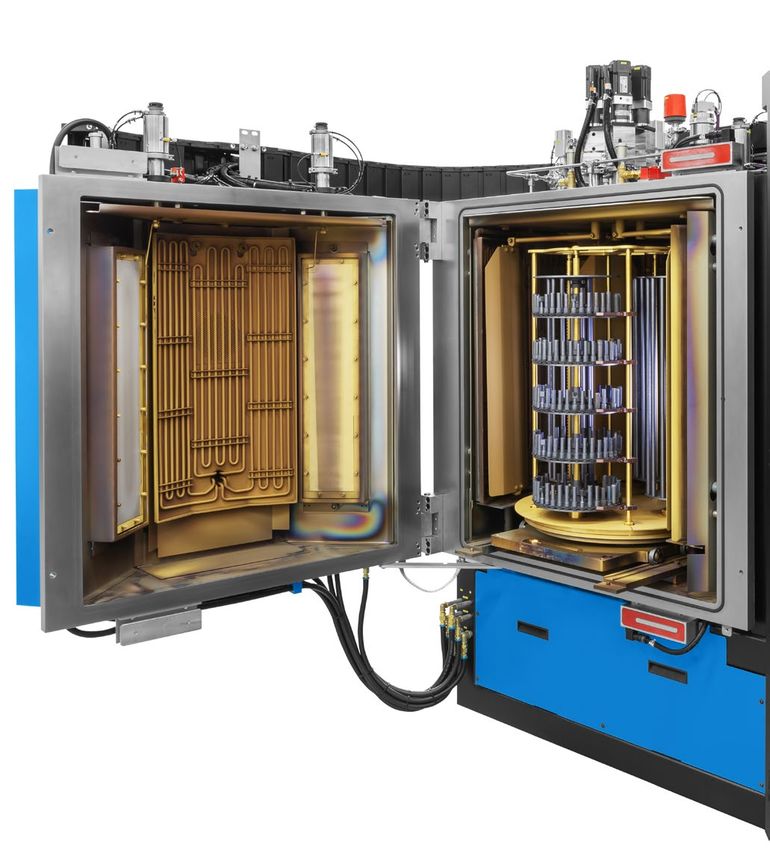
PVD-Serienanlagen
Die PVD-Serienanlagen von PLATIT eignen sich ideal zum Beschichten von
Werkzeugen und Bauteilen in marktüblichen Grössen. Sie ermöglichen kurze
Beschichtungszeiten mit hochqualitativen Schichten und sind flexibel mit unter-
schiedlichen Schichtstrukturen programmierbar. Die Anlagen können PVD- und
PECVD-Abscheidungsverfahren für diverse Nitrid-, oxidische sowie DLC-Beschich-
tungen ausführen.
PL711 PL1011 Pi1511
ø 600 x H 800 ø 715 x H 805 ø 715 x H 805
250 400 400
540 Stück, 1008 Stück, 1080 Stück,
7 h, 7h 7h
mit CrN
- 4 x Planare Kathoden 3 x LARC® XL-Kathoden,
2 x Planare Kathoden
2 x Planare Kathoden - -
- - -
DLC2- und DLC3-Beschichtungen - -
- - -
9
11-Series Serienanlagen 10
Smart Speed Anlage
PLATIT Coating Intelligence
11111 Smart Speed Anlage
ARC-Technologie – 2 rotierende Kathoden
A LARC® PLUS-Kathode
B LARC® PLUS-Kathode
C Karussell
Die Pi111 PLUS G3 ist die dritte Generation einer kleinen PVD-Beschich
tungsanlage von PLATIT. Sie überzeugt mit schnellen Zykluszeiten,
einfacher Bedienung und hoher Benutzerfreundlichkeit zu einem attrak-
tiven Preis – ohne Kompromisse bei der Schichtperformance. Mit zwei
rotierenden Kathoden mit ARC-Technologie ermöglicht die Anlage das
Abscheiden ausgewählter PLATIT Signature Coatings in reproduzierbarer
hochwertiger Qualität. Sie ist die beste Wahl für Kunden, die den Einstieg
in die Beschichtungswelt suchen oder ihren Maschinenpark um eine
schnelle, kleinvolumige PVD-Anlage ergänzen möchten.
12Übersicht
Eingesetzte Technologie:
2 x LARC® PLUS-Kathoden (LAteral
Rotating PLUS Cathode) zur ARC-
Beschichtung
Vorteile von LARC® PLUS- im Vergleich
zu LARC®-Kathoden:
• Verbesserte Target-Ausbeute
(bis zu 30 %)
• Verbessertes Magnetfeldsystem
und dadurch erhöhte Abscheiderate
• Schneller Kathodenwechsel
13111 Spezifikation Eingesetzte Ätzverfahren: • LGD® (Lateral Glow Discharge) • Plasma-Ätzen mit Argon, Glimmentladung • Metall-Ionenbeschuss (Ti, Cr) Beladung und Zykluszeiten: • Max. Beschichtungsvolumen: ø 353 x H 498 [mm] • Max. Beschichtungshöhe mit definierter Schichtdicke: 414 mm • Max. Beladung: 160 kg 4–5 Chargen/Tag bei*: Schaftwerkzeuge (2 μm): ø 10 x 70 [mm] 288 Stück 4,5 h Wendeschneidplatten (3 μm): ø/ 20/14 x 6 [mm] 1680 Stück 5,5 h Abwälzfräser (4 μm): ø 80 x 180 [mm] 8 Stück 7h Abwälzfräser (4 μm): ø 75 x 180 [mm] 20 Stück 7h * Durchschnittliche Zykluszeiten für einen typischen Beschichtungsmix in einer laufenden Produktion. Modulare Karussellsysteme: • Karussell mit 2 Kickern oder 3-faches Gearbox-System Software: • Einfache Bedienung und Wartung • PLATIT SmartSoftware (PC- und PLC-System) • Moderner menügeführter Touchscreen • Prozessvisualisierung in Echtzeit mit Datenaufzeichnung und -verwaltung • Manuelle und automatische Prozesskontrolle • Ferndiagnose und -wartung Maschinendimensionen: • Footprint: B 2000 x T 1550 x H 2250 [mm] 14
Ultra Flexible Anlage
PLATIT Coating Intelligence
15411 Ultra Flexible Anlage
Das Konzept der rotierenden Zentralkathode
Die vielfältigen Konfigurationsoptionen und die mit Rund
kathoden erzielte Flexibilität sind ein Garant für die Entwicklung
kundenspezifischer Beschichtungen auf höchstem Leistungs-
niveau. Diese Anlage ist daher die ideale Wahl für Kunden, die
keine technologischen Kompromisse eingehen möchten und
Wert auf ein Maximum an Flexibilität sowie Performance legen.
A LARC®-Kathode
B LARC®-Kathode
C LARC®-Kathode
D CERC®/ SCIL®-Kathode
E Karussell
Die Pi411 PLUS ist mit ihrem modularen Aufbau und dem Mix an
verfügbaren Technologien die flexibelste Beschichtungsanlage der Welt.
Die Basis-Konfiguration als ARC-Anlage mit drei rotierenden Kathoden in
der Tür lässt sich vor Ort modular mit einer ARC- oder SPUTTER-Zentral-
kathode sowie mit PECVD-, und OXI-Prozessen aufrüsten. Einzigartig für
die Anlage ist auch die Verfügbarkeit der LACS®-Hybridtechnologie, die
das gleichzeitige Beschichten mittels ARC- und SPUTTER-Technologien
ermöglicht.
16Konfigurationen
Eingesetzte Technologien:
ECO: Basis-Konfiguration mit 3 x LARC®-Kathoden
(LAteral Rotating Cathode) in der Tür zur ARC-
Beschichtung
DLC2 (PECVD): Für a-C:H:X- bzw. a-C:H:Si-Beschichtungen
TURBO: ECO + CERC®-Kathode (Central Rotating
Cathode) mit ARC-Technologie für erhöhte Produktivität
sowie komplexeste Schichten
OXI: Für oxidische Schichten in Korund-Struktur
SCIL® (SPUTTERED Coating Induced by Lateral Glow
Discharge): Hochleistungs-SPUTTERING aus der
zentralen Kathode
Hybrid-LACS®: simultane ARC- & SPUTTER-Prozesse
mit LARC®-Kathoden in der Tür und zentraler SCIL®-
Kathode
17411
Kathodenkonfigurationen
ECO
TURBO
SCIL®
HYBRID
18Von ECO zu HYBRID
19411 Spezifikation Eingesetzte Ätzverfahren: • LGD® (Lateral Glow Discharge) • Plasma-Ätzen mit Argon, Glimmentladung • Metall-Ionenbeschuss (Ti, Cr) Beladung und Zykluszeiten: • Max. Beschichtungsvolumen: ø 540 x H 500 [mm] • Max. Beschichtungshöhe mit definierter Schichtdicke: 414 mm • Max. Beladung: 200 kg Bis zu 5 Chargen/Tag bei*: Schaftwerkzeuge (2 μm): ø 10 x 70 [mm] 504 Stück 4,5 h Wendeschneidplatten (3 μm): ø/ 20/14 x 6 [mm] 2940 Stück 5,5 h Abwälzfräser (4 μm): ø 80 x 180 [mm] 28 Stück 7h * Durchschnittliche Zykluszeiten für einen typischen Beschichtungsmix in einer laufenden Produktion. Modulare Karussellsysteme: • 1 bis 14 Achsen Software: • Einfache Bedienung und Wartung • PLATIT SmartSoftware (PC- und PLC-System) • Moderner menügeführter Touchscreen • Prozessvisualisierung in Echtzeit mit Datenaufzeichnung und -verwaltung • Manuelle und automatische Prozesskontrolle • Ferndiagnose und -wartung Maschinendimensionen: • Footprint: B 2950 x T 1900 x H 2400 [mm] 20
HiPIMS 3D Anlage
PLATIT Coating Intelligence
21711 HiPIMS 3D Anlage
Übersicht
A Planar SPUTTER-Kathode
B Planar SPUTTER-Kathode
C Karussell
Die PL711 ist eine kompakte SPUTTER-Beschichtungsanlage auf Basis
der HiPIMS-Technologie (High Power Impulse Magnetron SPUTTERING).
Sie verfügt über zwei Planare HiPIMS-Kathoden und erlaubt die Abschei-
dung von ausgewählten Nitrid- und Kohlenstoffschichten (WC/C, DLC2,
DLC3) mittels hochproduktiver Prozesse. Eine gute Plasmaausnutzung
wird dank eines zusätzlichen Boosters, des PLATIT-3D-Moduls, erzielt.
22Erhöhter Plasmafokus
Eingesetzte Technologien:
• 2 x Planare SPUTTER-Kathoden mit
HiPIMS-Technologie
• Das PA3D-Modul mit zentraler Anode
fokussiert ein dichtes, dreidimensio
nales Plasma mit hoher Ionisation in
das Karussell und erzeugt damit eine
homogene Beschichtung und hohe
Beschichtungsrate. Beschichtungen
aus der PL711 liefern exzellent glatte
Oberflächen bei gleichzeitig hoher
Dichte, Härte und hervorragender
Haftung.
23711 Spezifikation Eingesetzte Ätzverfahren: • LGD® (Lateral Glow Discharge) • Plasma-Ätzen mit Argon, Glimmentladung • Metall-Ionenbeschuss (Ti, Cr) Abscheidungsarten: SPUTTER Nitrid-Beschichtungen • Reaktive und nicht-reaktive Prozesse • Targets: Ti, Zr, Cr • Prozesstemperaturen 400°C oder < 200°C in Niedrigtemperatur-Ausführung SPUTTER Cr und a-C:H:Si SPUTTER Cr und ta-C + a-C • DLC2 (PECVD) • DLC3 • Targets: Cr • Targets: C, Cr • Prozesstemperaturen < 200°C • Prozesstemperaturen < 200°C Beladung und Zykluszeiten: • Max. Beschichtungsvolumen: ø 600 x H 800 [mm] • Max. Beschichtungshöhe mit definierter Schichtdicke: 550 mm • Max. Beladung: 250 kg 2 Chargen/Tag bei*: Schaftwerkzeuge (2 μm): ø 10 x 70 [mm] CrN 540 Stück 7h Stempel und Matrizen (3 µm): 150 x 150 x 150 [mm] CrN 16 Stück 7,5 h Bewegliche Formteile (3 µm): 25 x 150 x 10 [mm] DLC2 96 Stück 6h * Durchschnittliche Zykluszeiten für einen typischen Beschichtungsmix in einer laufenden Produktion. Modulare Karussellsysteme: • 1 oder 3 oder 6 Achsen Software: • Einfache Bedienung und Wartung • PLATIT SmartSoftware (PC- und PLC-System) • Moderner menügeführter Touchscreen • Prozessvisualisierung in Echtzeit mit Datenaufzeichnung und -verwaltung • Manuelle und automatische Prozesskontrolle • Ferndiagnose und -wartung Maschinendimensionen: • Footprint: B 3550 x T 2800 x H 2350 [mm] 24
High Volume Anlage
PLATIT Coating Intelligence
251011 High Volume Anlage
Maximale Produktivität
PL1011 ist die perfekte Lösung für Kunden,
die Prozesssicherheit und ein hohes Qualitäts
niveau ihrer Beschichtungen mit niedrigen A Planar Kathode
Stückkosten pro Werkzeug verbinden möchten. B Planar Kathode
C Planar Kathode
D Planar Kathode
E Karussell
Die PL1011 ist das Kernstück jedes grossvolumigen Beschichtungs
zentrums. Sie verfügt über vier Planare Kathoden mit ARC-Technologie
und erlaubt produktive Abscheidung aller PLATIT-Standardschichten in
reproduzierbar hoher Qualität. Die Anlage verbindet maximale Produk-
tionsverfügbarkeit mit einem benutzerfreundlichen Anwendungs- und
Wartungskonzept.
26Übersicht
Eingesetzte Technologie:
• 4 x Planare Kathoden mit ARC-
Technologie
271011 Spezifikation Eingesetzte Ätzverfahren: • LGD® (Lateral Glow Discharge) • Plasma-Ätzen mit Argon, Glimmentladung • Metall-Ionenbeschuss (Ti, Cr) Beladung und Zykluszeiten: • Max. Beschichtungsvolumen: ø 715 x H 805 [mm] • Max. Beschichtungshöhe mit definierter Schichtdicke: 711 mm • Max. Beladung: 400 kg 3 Chargen/Tag bei*: Schaftwerkzeuge (2 μm): ø 10 x 70 [mm] 1008 Stück 7h Wendeschneidplatten (3 μm): ø/ 20/14 x 6 [mm] 5760 Stück 7,5 h Abwälzfräser (4 μm): ø 80 x 180 [mm] 48 Stück 7,5 h * Durchschnittliche Zykluszeiten für einen typischen Beschichtungsmix in einer laufenden Produktion. Modulare Karussellsysteme: • 1 bis 12 Achsen Software: • Einfache Bedienung und Wartung • PLATIT SmartSoftware (PC- und PLC-System) • Moderner menügeführter Touchscreen • Prozessvisualisierung in Echtzeit mit Datenaufzeichnung und -verwaltung • Manuelle und automatische Prozesskontrolle • Ferndiagnose und -wartung Maschinendimensionen: • Footprint: B 4000 x T 2250 x H 2350 [mm] 28
Big Combo Anlage
PLATIT Coating Intelligence
291511 Big Combo Anlage
Planare und rotierende Kathoden
A LARC® XL-Kathode
B LARC® XL-Kathode
C LARC® XL-Kathode
D Planar Kathode
E Planar Kathode
F Karussell
Die Pi1511 ist eine grossvolumige PVD-Beschichtungsanlage. Sie
kombiniert drei rotierende PLATIT LARC® XL-Kathoden in der Tür mit
zwei Planaren ARC-Kathoden im hinteren Bereich der Kammer. Die
Vereinigung von Rundkathoden mit leistungsstarken Planaren Kathoden
erlaubt das Abscheiden von PLATIT Signature Coatings in der gewohnten
Flexibilität. Die LARC® XL-Kathoden haben eine sehr lange Laufzeit und
garantieren somit hohe Produktivität mit tiefen Kosten pro Werkzeug.
30Übersicht
Eingesetzte Technologien:
• 3 x LARC® XL-Kathoden (LAteral
Rotating XL Cathode) in der Tür und
2 x Planaren Kathoden im hinteren
Bereich zur ARC-Beschichtung
• MAC-3C (Magnetic ARC C onfinement –
Coil Current Compensation) für
automatisierte Magnetfeldanpassung
• Schnelle Kathodenwechsel
• Abscheidung von PLATIT Signature
Coatings
311511 Spezifikation Eingesetzte Ätzverfahren: • LGD® (Lateral Glow Discharge) • Plasma-Ätzen mit Argon, Glimmentladung • Metall-Ionenbeschuss (Ti, Cr) Beladung und Zykluszeiten: • Max. Beschichtungsvolumen: ø 715 x H 805 [mm] • Max. Beschichtungshöhe mit definierter Schichtdicke: 711 mm • Max. Beladung: 400 kg 3 Chargen/Tag bei*: Schaftwerkzeuge (2 μm): ø 10 x 70 [mm] 1080 Stück 7h Wendeschneidplatten (3 μm): ø/ 20/14 x 6 [mm] 8250 Stück 7,5 h Abwälzfräser (4 μm): ø 80 x 180 [mm] 48 Stück 7,5 h * Durchschnittliche Zykluszeiten für einen typischen Beschichtungsmix in einer laufenden Produktion. Modulare Karussellsysteme: • 1 bis 12 Achsen Software: • Einfache Bedienung und Wartung • PLATIT SmartSoftware (PC- und PLC-System) • Moderner menügeführter Touchscreen • Statistik und Hilfefunktion über Bedienoberfläche • Prozessvisualisierung in Echtzeit mit Datenaufzeichnung und -verwaltung • Manuelle und automatische Prozesskontrolle • Ferndiagnose und -wartung Maschinendimensionen: • Footprint: B 4900 x T 2200 x H 2450 [mm] 32
11-Series
PLATIT Coating Intelligence
Karusselle + Zubehör
Beladung
Schichten
33Karusselle
Übersicht
111 411
1-fach-Rotation für 1-fach-Rotation 4 asymmetrische Achsen
Kickersystem D ≤ 500 mm für Sägeblätter, D3 ≤ 183 mm,
D ≤ 355 mm D ≤ 460 mm für Stempel D1 ≤ 250 mm
und Matrizen
4 Achsen für kontinuier- 3 Achsen für Sägeblätter 4 / 8 Achsen
liche 3-fach-Rotation für mit Überlappung D4 ≤ 215 mm /
Gearboxen D ≤ 285 mm D8 ≤ 115 mm
D ≤ 143 mm
10 Achsen für kontinuier 3 / 6 Achsen 5 / 10 Achsen
liche Doppel-Rotation D3 ≤ 220 mm / D5 ≤ 175 mm /
D ≤ 77 mm D6 ≤ 150 mm D10 ≤ 94 mm
34711 1011 / 1511
7 Achsen für Gearboxen 1-fach-Rotation 1-fach-Rotation 4 Achsen für Kickersystem
D ≤ 143 mm D ≤ 600 mm D ≤ 700 mm D ≤ 270 mm
6 / 12 Achsen 3 Achsen für Kickersystem 2 Achsen für Sägeblätter 4 / 8 / 12 Achsen für
D6 ≤ 145 mm / D ≤ 160 mm mit Überlappung Kickersystem
D12 ≤ 100 mm D ≤ 450 mm D ≤ 170 mm
14 Achsen 6 Achsen für Kickersystem 3 Achsen für Sägeblätter 10 Achsen für Gearboxen
D ≤ 85 mm D ≤ 143 mm D ≤ 420 mm D ≤ 143 mm
mit Überlappung,
D ≤ 250 mm
ohne Überlappung
35Halterungen
Übersicht
Modelle und Funktionsprinzip
Schaftwerkzeughalterung
• Hülsen und Revolver zur Aufnahme
von Schaftwerkzeugen
Disk mit Zahnrädern
• Für Hülsen
• Werkzeuge rotieren schrittweise,
seitlich angetrieben von Kickern
Gearbox für 3-fach-Rotation
• Für Hülsen
• Werkzeuge rotieren kontinuierlich, zentral angetrieben
• Gearbox vereinfacht die Beladung der Chargen wesentlich,
da keine Einstellung von Kickern erforderlich ist
Quad-Gearbox für 4-fach-Rotation
• Zur optimalen Ausnutzung des verfügbaren Ladevolumens
• Geeignet für Schaftwerkzeuge ≤ 8 mm und sortenreine Beladungen
• Werkzeuge rotieren schrittweise, seitlich angetrieben von Kickern
Tiefziehringe-Halterung
• Zur Aufnahme von Tiefziehringen
• Werkzeuge rotieren kontinuierlich
36Halterung für Abwälzfräser
• Zur Aufnahme von Abwälzfräsern mit und ohne Schaft
• Wälzfräser rotieren kontinuierlich
Wendeschneidplattenhalterung
• Zur Aufnahme von WSP auf Spiessen
• WSP rotieren schrittweise, seitlich angetrieben von Kickern
• Beladene Halterung für alle Prozessschritte
des Turnkey-Systems einsetzbar
Matrizen-Halterung
• Zur Aufnahme von Stempeln und Matrizen, vertikal oder horizontal
• Vertikale Halterung mit Nuten ermöglicht eine flexible
Befestigung von Werkzeugen mit Schrauben
Sägeblatt-Halterung
• Zur Aufnahme und Trennung von Sägeblättern
• Sägeblätter rotieren kontinuierlich
Zubehör
• Teststückhalter zur Aufnahme von Teststücken
• Dummy als Platzhalter auf leeren Gearbox-Positionen
• Dummykäfig als Platzhalter auf
leeren Satelliten-Positionen
37Beladungskapazitäten
Übersicht
Anlage Werkzeug-Typ Werkzeug Ø Werkzeug Satel- Disks/ Halterungen/ Werkzeuge/ Werkzeuge/ Werkzeuge/
Länge liten Satellit Disk Halterung Disk Charge
Schaftwerkzeug 6 mm 50 mm 4 4 5 9 45 720
6 mm 50 mm 4 5 8 4 32 640
6 mm 50 mm 4 5 18 1 18 360
8 mm 60 mm 4 4 18 1 18 288
10 mm 70 mm 4 4 18 1 18 288
Pi111
20 mm 100 mm 4 3 12 1 12 144
Wendeschneidplatte 20 mm 6 mm 4 1 15 28 420 1680
Abwälzfräser 80 mm 120 mm 4 3 1 1 1 12
Abwälzfräser 80 mm 180 mm 4 2 1 1 1 8
Abwälzfräser 75 mm 180 mm 10 2 1 1 1 20
Anlage Werkzeug-Typ Werkzeug Ø Werkzeug Satel- Gearboxen/ Halterungen/ Werkzeuge/ Werkzeuge/ Werkzeuge/
Länge liten Satellit Gearbox Halterung Gearbox Charge
Schaftwerkzeug 6 mm 50 mm 7 4 5 9 45 1260
6 mm 50 mm 7 5 8 4 32 1120
6 mm 50 mm 7 5 18 1 18 630
8 mm 60 mm 7 4 18 1 18 504
Pi411 10 mm 70 mm 7 4 18 1 18 504
20 mm 100 mm 7 3 12 1 12 252
Wendeschneidplatte 20 mm 6 mm 7 1 15 28 420 2940
Abwälzfräser 80 mm 120 mm 14 3 1 1 1 42
80 mm 180 mm 14 2 1 1 1 28
Anlage Werkzeug-Typ Werkzeug Ø Werkzeug Satel- Gearboxen/ Halterungen/ Werkzeuge/ Werkzeuge/ Werkzeuge/
Länge liten Satellit Gearbox Halterung Gearbox Charge
Schaftwerkzeug 6 mm 50 mm 6 6 8 4 32 1152
6 mm 50 mm 6 6 18 1 18 648
8 mm 60 mm 6 6 18 1 18 648
10 mm 70 mm 6 5 18 1 18 540
PL711 20 mm 100 mm 6 4 12 1 12 288
Wendeschneidplatte 20 mm 6 mm 6 1 15 22 330 1980
Stempel und Matrizen 150 mm 150 mm 4 4 1 1 1 16
Bewegliche Formteile 25 x 10 mm 150 mm 4 6 4 1 1 96
mit DLC2
38Anlage Werkzeug-Typ Werkzeug Ø Werkzeug Satel- Disks/ Halterungen/ Werkzeuge/ Werkzeuge/ Werkzeuge/
Länge liten Satellit Disk Halterung Disk Charge
Schaftwerkzeug 6 mm 50 mm 4 8 23 4 92 2944
6 mm 50 mm 4 8 42 1 18 1344
8 mm 60 mm 4 7 42 1 42 1176
10 mm 70 mm 4 6 42 1 42 1008
PL1011
20 mm 100 mm 4 4 36 1 36 576
Wendeschneidplatte 20 mm 6 mm 4 2 36 20 720 5760
Abwälzfräser 80 mm 120 mm 12 6 1 1 1 72
80 mm 180 mm 12 4 1 1 1 48
Anlage Werkzeug-Typ Werkzeug Ø Werkzeug Satel- Gearboxen/ Halterungen/ Werkzeuge/ Werkzeuge/ Werkzeuge/
Länge liten Satellit Gearbox Halterung Gearbox Charge
Schaftwerkzeug 6 mm 50 mm 10 7 5 9 45 3150
6 mm 50 mm 10 8 8 4 32 2560
6 mm 50 mm 10 8 18 1 18 1440
8 mm 60 mm 10 7 18 1 18 1260
Pi1511 10 mm 70 mm 10 6 18 1 18 1080
20 mm 100 mm 10 5 12 1 12 600
Wendeschneidplatte 20 mm 6 mm 10 1 15 55 825 8250
Abwälzfräser 80 mm 120 mm 12 6 1 1 1 72
80 mm 180 mm 12 4 1 1 1 48
Legende
Werkzeug in Einzelhülse, Werkzeug im Revolver, Werkzeug in Einzelhülse,
Antrieb durch Gearbox Antrieb durch Gearbox Antrieb durch Quad-Gearbox
Werkzeug in Einzelhülse, Werkzeug im Revolver,
Antrieb durch Kicker Antrieb durch Kicker
Wendeschneidplatte mit Loch, Fräser auf Satelliten
aufgespindelt auf Spiess
39Schichtkompass
Zerspanung
Drehen Fräsen Verzahnen
WERKSTÜCKMATERIAL Wende- Wende- Schaftwerk- Mikro- Abwälz- Wälz- Wälz- Zahnform-
schneid- schneid- zeuge werk- fräser stossen, schälen fräser,
platten platten zeuge Schneid- Stab-
räder messer
Trocken A nACo ALL4 ALL4 AlCrN ALL4 ALL4 ALL4 TiXCo4
Unlegierte Stähle B AlTiN BorAC BorAC –– BorAC BorAC AlCrN AlTiCrN
1 < 1000 N/mm 2
Nass A nACo AlTiCrN AlTiCrN AlCrN AlTiCrN AlTiCrN AlTiCrN TiXCo4
B AlTiN ALL4 ALL4 –– ALL4 ALL4 ALL4 AlTiCrN
Trocken A nACo ALL4 ALL4 AlCrN ALL4 ALL4 ALL4 TiXCo4
Unlegierte Stähle B AlTiN BorAC BorAC –– BorAC BorAC AlCrN AlTiCrN
2 > 1000 N/mm2 Nass A nACo AlTiCrN AlTiCrN AlCrN AlTiCrN AlTiCrN AlTiCrN TiXCo4
B AlTiN ALL4 ALL4 –– ALL4 ALL4 ALL4 AlTiCrN
Trocken A TiXCo4 TiXCo4 TiXCo4 TiXCo4 –– –– TiXCo4 ––
Gehärtete Stähle B nACo nACo nACo nACo –– –– ALL4 ––
3 < 58 HRC Nass A TiXCo4 TiXCo4 TiXCo4 TiXCo4 –– –– TiXCo4 ––
B nACo nACo nACo nACo –– –– ALL4 ––
Trocken A TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– –– TiXCo4 ––
Gehärtete Stähle B BorAX BorAX BorAX nACo –– –– BorAX ––
4 > 58 HRC Nass A TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– –– TiXCo4 ––
B BorAX BorAX BorAX nACo –– –– BorAX ––
Trocken A TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– –– –– ––
B AlTiN AlTiN AlTiN AlTiN –– –– –– ––
5 Edelstahl
Nass A TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– –– –– ––
B AlTiN AlTiN AlTiN AlTiN –– –– –– ––
Trocken A TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– –– –– ––
Edelstahl B AlTiN BorAX BorAX nACo –– –– –– ––
6 > 45 HRC Nass A TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– –– –– ––
B TiAlCN TiAlCN TiAlCN nACo –– –– –– ––
Trocken A nACoX nACoX TiXCo4 TiXCo4 –– –– –– ––
Superlegierungen B AlTiN ALL4 ALL4 –– –– –– –– ––
7 Ni-basiert Nass A nACoX nACoX TiXCo4 TiXCo4 –– –– –– ––
B AlTiN ALL4 ALL4 –– –– –– –– ––
Trocken A nACo TiXCo3 TiXCo3 TiXCo3 –– –– –– ––
Superlegierungen B TiXCo3 nACo nACo –– –– –– –– ––
8 Ti-basiert Nass A nACo TiXCo3 TiXCo3 TiXCo3 –– –– –– ––
B TiXCo3 nACo nACo –– –– –– –– ––
A primäre Empfehlung
B sekundäre Empfehlung
40Sägen Bohren Tieflochbohren Reiben Räumen Gewinden
Sägeblätter Bandsägen Bohren Mikrowerk- Bohrer, Formen
zeuge Fräser,
Schneider
AlTiCrN nACo AlTiN AlTiN AlTiN nACo TiN TiN TiCN
AlTiN TiAlCN TiXCo3 TiXCo3 TiXCo3 TiXCo3 TiCN TiCN CrTiN
AlTiCrN nACo AlTiN AlTiN AlTiN nACo TiN TiN TiCN
1
AlTiN TiAlCN TiXCo3 TiXCo3 TiXCo3 TiXCo3 TiCN TiCN CrTiN
AlTiCrN nACo AlTiN AlTiN AlTiN nACo AlTiN TiN TiCN
AlTiN TiAlCN TiXCo3 TiXCo3 TiXCo3 TiXCo3 TiCN TiCN CrTiN
AlTiCrN nACo AlTiN AlTiN AlTiN nACo AlTiN TiN TiCN
2
AlTiN TiAlCN TiXCo3 TiXCo3 TiXCo3 TiXCo3 TiCN TiCN CrTiN
nACo nACo TiXCo3 TiXCo3 –– nACo –– –– ––
AlTiN AlTiN nACo nACo –– TiXCo3 –– –– ––
nACo nACo TiXCo3 TiXCo3 –– nACo –– –– ––
3
AlTiN AlTiN nACo nACo –– TiXCo3 –– –– ––
–– –– TiXCo3 TiXCo3 –– –– –– –– ––
–– –– –– –– –– –– –– –– ––
–– –– –– –– –– –– –– –– ––
4
–– –– –– –– –– –– –– –– ––
AlTiN nACo AlTiN AlTiN AlTiN nACo –– TiN TiCN
TiAlCN TiAlCN TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– TiCN CrTiN
AlTiN nACo AlTiN AlTiN AlTiN nACo –– TiN TiCN
5
TiAlCN TiAlCN TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– TiCN CrTiN
–– –– AlTiN AlTiN AlTiN nACo –– TiN ––
–– –– TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– TiCN ––
–– –– AlTiN AlTiN AlTiN nACo –– TiN ––
6
–– –– TiXCo3 TiXCo3 TiXCo3 TiXCo3 –– TiCN ––
AlTiCrN AlTiCrN TiXCo4 –– –– –– –– TiCN ––
AlTiN AlTiN nACoX –– –– –– –– TiAlCN ––
AlTiCrN AlTiCrN TiXCo4 –– –– –– –– TiCN ––
7
AlTiN AlTiN nACoX –– –– –– –– TiAlCN ––
AlTiCrN AlTiCrN TiXCo3 –– –– –– –– TiCN ––
AlTiN AlTiN AlTiN –– –– –– –– TiAlCN ––
8
AlTiCrN AlTiCrN TiXCo3 –– –– –– –– TiCN ––
AlTiN AlTiN AlTiN –– –– –– –– TiAlCN ––
41Schichtkompass
Fortsetzung Zerspanung
Drehen Fräsen Verzahnen
WERKSTÜCKMATERIAL Wende- Wende- Schaftwerk- Mikro- Abwälz- Wälz- Wälz- Zahnform-
schneid- schneid- zeuge werk- fräser stossen, schälen fräser,
platten platten zeuge Schneid- Stab-
räder messer
Trocken A nACo nACo nACo TiXCo3 –– –– –– ––
B AlTiN AlTiN AlTiN –– –– –– –– ––
9 Gusseisen
Nass A nACo nACo nACo TiXCo3 –– –– –– ––
B AlTiN AlTiN AlTiN –– –– –– –– ––
Trocken A nACRo nACRo nACRo nACRo –– –– –– ––
Aluminium Si B TiB2 TiB2 TiB2 TiB2 –– –– –– ––
10 > 12% Nass A nACRo nACRo nACRo nACRo –– –– –– ––
B TiB2 TiB2 TiB2 TiB2 –– –– –– ––
Trocken A TiB2 TiB2 TiB2 TiB2 –– –– –– ––
Aluminium Si B ZrN ZrN ZrN ZrN –– –– –– ––
11 < 12% Nass A TiB2 TiB2 TiB2 TiB2 –– –– –– ––
B ZrN ZrN ZrN ZrN –– –– –– ––
Trocken A CrN CrN CrN CrN –– –– –– ––
B CROMVIc2 CROMVIc2 CROMVIc2 CROMVIc2 –– –– –– ––
12 Kupfer
Nass A CrN CrN CrN CrN –– –– –– ––
B CROMVIc2 CROMVIc2 CROMVIc2 CROMVIc2 –– –– –– ––
Trocken A CrN CrN CrN CrN –– –– –– ––
B CROMVIc2 CROMVIc2 CROMVIc2 CROMVIc2 –– –– –– ––
13 Bronze, Messing
Nass A CrN CrN CrN CrN –– –– –– ––
B CROMVIc2 CROMVIc2 CROMVIc2 CROMVIc2 –– –– –– ––
14 Kunststoffe
Trocken A ––
B ––
––
––
––
––
––
––
––
––
––
––
––
––
––
––
Trocken A CROMVIc3 CROMVIc3 CROMVIc3 CROMVIc3 –– –– –– ––
B TiXCo4 TiXCo4 TiXCo4 TiXCo4 –– –– –– ––
15 Graphit
Nass A TiXCo4 TiXCo4 TiXCo4 TiXCo4 –– –– –– ––
B CROMVIc3 CROMVIc3 CROMVIc3 CROMVIc3 –– –– –– ––
Trocken A –– –– CROMVIc3 CROMVIc3 –– –– –– ––
B –– –– TiXCo4 TiXCo4 –– –– –– ––
16 Verbundwerk-
stoffe CFK Nass A –– –– CROMVIc3 CROMVIc3 –– –– –– ––
B –– –– TiXCo4 TiXCo4 –– –– –– ––
Trocken A –– CROMTiVIc2 CROMTiVIc2 –– –– –– –– ––
B –– CrN CrN –– –– –– –– ––
17 Holz
Nass A –– CROMTiVIc2 CROMTiVIc2 –– –– –– –– ––
B –– CrN CrN –– –– –– –– ––
A primäre Empfehlung
B sekundäre Empfehlung
42Sägen Bohren Tieflochbohren Reiben Räumen Gewinden
Sägeblätter Bandsägen Bohren Mikrowerk- Bohrer, Formen
zeuge Fräser,
Schneider
–– –– TiXCo3 –– –– TiXCo3 –– TiCN ––
–– –– nACo –– –– nACo –– TiAlCN ––
–– –– TiXCo3 –– TiN TiXCo3 –– TiCN ––
9
–– –– nACo –– TiCN nACo –– TiAlCN ––
nACRo nACRo nACRo nACRo –– –– –– TiCN ––
ALL4 ALL4 TiB2 TiB2 –– –– –– TiAlCN ––
nACRo nACRo nACRo nACRo –– –– –– TiCN ––
10
ALL4 ALL4 TiB2 TiB2 –– –– –– TiAlCN ––
CROMVIc3 ZrN TiB2 TiB2 –– –– –– TiCN TiN
ZrN –– ZrN ZrN –– –– –– TiB2 ZrN
CROMVIc3 ZrN TiB2 TiB2 –– –– –– TiCN TiN
11
ZrN –– ZrN ZrN –– –– –– TiB2 ZrN
CrN CrN TiAlCN –– –– TiXCo3 –– TiCN TiN
–– –– CrN –– –– nACo –– TiAlCN ZrN
CrN CrN TiAlCN –– –– TiXCo3 –– TiCN TiN
12
–– –– CrN –– –– nACo –– TiAlCN ZrN
CrN CrN TiAlCN –– –– TiXCo3 –– TiCN TiN
–– –– CrN –– –– nACo –– TiAlCN ZrN
CrN CrN TiAlCN –– –– TiXCo3 –– TiCN TiN
13
–– –– CrN –– –– nACo –– TiAlCN ZrN
–– –– TiXCo3 –– –– –– –– –– ––
–– –– CROMVIc2 –– –– –– –– –– ––
14
–– –– CROMVIc3 CROMVIc3 –– –– –– –– ––
–– –– BorAX BorAX –– –– –– –– ––
–– –– BorAX BorAX –– –– –– –– ––
15
–– –– CROMVIc3 CROMVIc3 –– –– –– –– ––
CROMVIc3 –– CROMVIc3 CROMVIc3 –– –– –– –– ––
–– –– TiXCo3 TiXCo3 –– –– –– –– ––
CROMVIc3 –– TiXCo3 TiXCo3 –– –– –– –– ––
16
–– –– CROMVIc3 CROMVIc3 –– –– –– –– ––
CROMTiVIc2 –– CROMTiVIc2 –– –– –– –– –– ––
CrN –– TiXCo3 –– –– –– –– –– ––
17
CROMTiVIc2 –– –– –– –– –– –– –– ––
CrN –– –– –– –– –– –– –– ––
43Schichtkompass
Spanlose Formgebung, Umformen
Feinschneiden Stanzen Spritzgiessen Prägen Tiefziehen Extrudieren
WERKZEUGMATERIAL Kunst- Aluminium Kunstoff
stoff oder
Aluminium
A AlCrN AlCrN –– –– –– CrN ALL4 ALL4
HSS
B –– ALL4 –– –– –– –– AlCrN AlCrN
A AlCrN AlCrN –– –– –– –– –– ––
HM
B –– ALL4 –– –– –– –– –– ––
Unlegierte Stähle A –– –– CrN AlTiCrN –– –– –– ––
< 1000 N/mm2 B –– –– TiN nACRo –– –– –– ––
Unlegierte Stähle A –– –– CrN AlTiCrN –– –– –– ––
> 1000 N/mm2 B –– –– TiN nACRo –– –– –– ––
Gehärtete Stähle A AlCrN AlCrN CrN AlTiCrN CROMVIc2 CrN ALL4 ALL4
< 58 HRC B –– ALL4 TiN nACRo –– –– AlCrN AlCrN
Gehärtete Stähle A AlCrN AlCrN CrN AlTiCrN CROMVIc2 CrN ALL4 ALL4
> 58 HRC B –– ALL4 TiN nACRo –– –– AlCrN AlCrN
Aluminium Si A –– –– CrN –– –– CrN –– ––
> 12% B –– –– TiN –– –– TiN –– ––
Aluminium Si A –– –– –– –– –– CrN –– ––
< 12% B –– –– –– –– –– TiN –– ––
A –– –– –– –– –– CrN –– ––
Kupfer
B –– –– –– –– –– TiN –– ––
Bronze, Messing A –– –– –– –– –– CrN –– ––
A primäre Empfehlung
B sekundäre Empfehlung
44Bauteile
Maschinenteile1 Medizinische Komponenten Tribologie Dekorative Anwendungen
WERKSTÜCKMATERIAL Implantate Chirurgische Antibak-
und zahn- terielle
ärztliche medizinische
Instrumente Komponenten
Unlegierte Stähle A –– –– –– –– CROMVIc2 ––
< 1000 N/mm2
Unlegierte Stähle A –– –– –– –– CROMVIc2 ––
> 1000 N/mm2
Gehärtete Stähle A CrTiN –– –– –– CROMVIc2 ––
< 58 HRC
Gehärtete Stähle A CrTiN –– –– –– CROMVIc2 ––
> 58 HRC
A –– –– CROMVIc2 ZrN CROMVIc2 Custom
Edelstahl
B –– –– –– Cr2N –– ––
Edelstahl > 45 HRC A –– –– –– –– CROMVIc2 Custom
Superlegierungen A –– –– –– –– CROMVIc2 ––
Ni-basiert
Superlegierungen A –– Ti2N –– –– CROMVIc2 ––
Ti-basiert B –– ZrN –– –– –– ––
Gusseisen A CrN –– –– –– –– ––
Aluminium Si < 12% A CrN –– –– –– –– ––
A –– –– –– ZrN –– Custom
Kupfer
B –– –– –– Cr2N –– ––
A –– –– –– ZrN –– Custom
Bronze, Messing
B –– –– –– Cr2N –– ––
A –– –– –– ZrN –– Cr2N
Kunststoffe
B –– –– –– Cr2N –– Custom
A primäre Empfehlung
B sekundäre Empfehlung
1
in abrasiver und korossiver Umgebung wie Wasserpumpen, Werkzeughalterungen
45Schichteigenschaften
Übersicht
Farbe Nanohärte [GPa] Schichtdicke [µm] Reibungskoeffizient Max. Anwendungs-
von Fisher [μ] von PoD temperatur [°C]
Nanoindentor
1 TiN Gold 24 – 26 1 – 10 1 600
2 TiCN Grau 36 – 38 1–3 0,3 450
3 TiAlN Violett-grau 36 – 38 1–5 0,6 700
4 TiAlCN Rot-violett 34 – 36 1–5 0,8 450
5 AlTiN Blau-grau 36 – 38 1–5 0,6 900
6 CrN Silber 21 – 23 1 – 10 0,9 700
7 CrTiN Satinsilber 28 – 30 1 – 10 0,9 700
8 ZrN Weissgold 21 – 23 1–5 0,9 550
9 AlCrN Grau 36 – 38 1–5 0,9 900
10 AlTiCrN Grau 36 – 38 1–5 0,9 900
11 ALL4 Grau 36 – 38 1–5 0,9 900
12 nACo Blau-violett 39 – 41 1–4 0,6 1100
13 nACRo Grau 39 – 41 1–4 0,9 1100
14 TiXCo3 Kupfer 42 – 44 1–4 0,8 1100
15 TiXCo4 Grau 42 – 44 1–4 0,8 1100
16 BorAC Grau 38 – 40 1–5 0,9 900
17 BorAX Kupfer 42 – 44 1–4 0,8 1100
18 TiB2 Satinsilber 32 – 38 1–5 0,4 600
19 WC/C Dunkelgrau 16 – 20 1–3 0,1 – 0,2 300
20 cVIc Anthrazit 22 – 36 1–3 0,1 – 0,2 450
21 nACVIc Anthrazit 22 – 38 1–3 0,1 – 0,2 450
22 TiVIc2 Anthrazit 22 – 26 1–3 0,1 – 0,2 450
23 CROMVIc2 Anthrazit 22 – 26 1–3 0,1 – 0,2 450
24 CROMTIVIc2 Anthrazit 22 – 26 1–3 0,1 – 0,2 450
25 CROMVIc3 Anthrazit 30 – 35 0,5 – 1,5 0,1 – 0,2 450
26 nACoX Dunkelgrau 30 – 32 4 – 10 0,9 1200
Die hier angegebenen physikalischen Richtwerte können bei den verschiedenen Schichtstrukturen
(Mono-, Gradient-, Multi- und Nanoschichten) variieren.
4611-Series
PLATIT Coating Intelligence
Kathodenkonfigurationen
47Kathodenkonfigurationen
Standard Konfigurationen und Ausbaustufen
111 411
Standard Konfiguration 2 x LARC® PLUS 3 x LARC®, erweiterbar
1 TiN (-, Ti) (Ti, -, -)
(LGD, -, -, Ti SCIL)
2 TiCN (Ti, -, -)
3 TiAlN (Al, Ti) (Al, AlTi33, Ti)
(Ti, Al, -)
(Ti, Al, -, AlTi33)
4 TiAlCN (Ti, Al, -)
(Ti, Al, Ti, AlTi33)
5 AlTiN (Al, Ti) (Al, AlTi33, Ti)
(Ti, Al, -)
(Ti, Al, -, AlTi33)
6 CrN (-, Cr) (Cr, -, -)
7 CrTiN (Cr, Ti) (Ti, -, Cr)
8 ZrN (Zr, Ti) (Ti, -, Zr)
9 AlCrN (Al, Cr) (Al, AlCr30, Cr)
(-, Al, Cr)
(-, Al, Cr, AlCr30)
(-, -, Cr, AlCr30 SCIL)
10 AlTiCrN (AlCr30, Ti) (Ti, Al, Cr)
11 ALL4 (Al, CrTi15) (CrTi15, Al, Cr)
(Ti, Al, Cr, AlCr30)
12 nACo (AlSi12, Ti) (Ti, AlSi18, -)
(Ti, AlSi18, -, AlTi33)
13 nACRo (AlSi12, Cr) (-, AlSi18, Cr)
(-, AlSi18, Cr, AlTi33)
14 TiXCo3 (Al, TiSi20) (Ti, Al, TiSi20)
15 TiXCo4 (Ti, Al, TiSi20, AlCr30)
16 BorAC (Al, AlCrB20-10, Cr)
(Ti, Al, Cr, TiB2 SCIL)
17 BorAX (TiSi20, Al, Cr, TiB2 SCIL)
18 TiB2 (LGD, -, -, TiB2 SCIL)
19 WC/C (-, -, Cr, W SCIL)
20 cVIc: TiCN + CBC (Ti, -, -)
21 nACVIc: nACRo + CBC (-, AlSi18, Cr)
22 TiVIc2: TIN + DLC2 (LGD, -, -, Ti SCIL)
23 CROMVIc2: CrN + DLC2 (-, -, Cr)
24 CROMTIVIc2: CrTiN + DLC2 (Ti, -, Cr)
25 CROMVIc3: Cr + DLC3 (LGD, -, Cr, C SCIL)
26 nACoX (Ti, AlSi18, AlCr45)
Legende
Standard Konfiguration Verfügbar mit TURBO - Konfiguration Verfügbar mit LACS® - Konfiguration
Verfügbar mit DLC2 (PECVD) - Konfiguration Verfügbar mit SCIL® - Konfiguration Verfügbar mit OXI - Konfiguration
48711 1011 1511
2 x Planar HiPIMS & PECVD Modus 4 x Planar ARC 3 x LARC® XL & 2 x Planar ARC
(Cr, Ti) (Ti, -, Ti, -) (Ti, Al, TiSi20, Ti, AlTi33) 1
(Ti, -, Ti, -) 2
(Ti, TiAl50, Ti, TiAl50) 3
(Ti, TiAl50, Ti, TiAl50) 4
(Ti, AlTi33, Ti, AlTi33) (Ti, Al, -, Ti, AlTi33) 5
(Cr, Cr) (-, Cr, -, Cr) 6
(Ti, Cr, Ti, Cr) 7
(Cr, Zr) (Ti, Zr, Ti, Zr) 8
(Cr, AlCr35, -, AlCr35) (Ti, Al, Cr, AlCr36, AlCr36) 9
(Cr, AlTi33, AlTi33, AlCr36) 10
(Cr, AlTi33, Cr, AlTi33) 11
(Ti, AlTi33, AlTiSi30-10, AlTi33) (Ti, Al, TiSi20, AlTi33, AlTi33) 12
(Cr, AlCrSi30-10, Cr, AlCr36) (-, AlSi18, Cr, AlCr36, AlCr36) 13
(Ti, AlTi33, TiSi20, AlTi33) (Ti, Al, TiSi20, AlTi33, AlTi33) 14
15
(Ti, Al, Cr, AlCrB20-10, AlCrB20-10) 16
17
18
(Cr, WC) 19
(Ti, -, Ti, -) 20
21
22
(Cr, Cr) 23
24
(Cr, C) 25
26
49Verkaufspartner und -agenten
Deutschland Russland
AR Industrievertretungen Arcontec AG
Lautlinger Weg 5 Hauptstrasse 60
DE-70567 Stuttgart CH-2575 Täuffelen
gemany@platit.com russia@platit.com
+49 711 7187 6340 +41 32 396 26 39
Italien Russland
PLATIT Sales ETC Technopolice Llc.
Via Serra Groppelli 23 Dm. Ulyanova str. 42, building 1
23899 Robbiate (Lecco) RU-117218 Moscow
italy@platit.com russia@platit.com
+39 349 78 16 747 +7 499 517 9191
Japan Russland
YKT CORPORATION TL Technology AG
4-31-6, Yoyogi, Shibuya-ku Moosweg 1
JPN-151-8567 Tokyo CH-2555 Brügg
japan@platit.com russia@platit.com
+81 3 3467 1270 +41 32 505 27 80
Mexiko Türkei
Presotec S.A. Erde Dış Ticaret Ltd. Şti.
Av. del Parque 216 Egitim Mah. Eylül Sk. Aydin
Regio Parque Industrial Is Mrk. Nr.:2 D:4
MX-66600 Cd. Apodaca, N.L. TR-34722 Hasanpaşa, Kadıköy, Istanbul
mexico@platit.com turkey@platit.com
+52 81 8375 4220 +90 216 330 2400
Polen Vereinigtes Königreich
Technolutions Advanced Grinding Solutions Ltd.
Ul. Jana Pawła II 52/56 Unit 80, Hotchkiss Way
PL-99-400 Łowicz Binley Industrial Estate
poland@platit.com UK-CV3 2RL Coventry, West Midlands
+48 606 440 718 uk@platit.com
+44 24 7622 6611
50PLATIT Kontaktadressen PLATIT AG Headquarters Eichholzstrasse 9 CH-2545 Selzach info@platit.com +41 32 544 6200 PLATIT AG Custom Coating Solutions (CCS) Champ-Paccot 21 CH-1627 Vaulruz info@platit.com +41 32 544 6290 Tochterunternehmen: PLATIT a.s. Production, R&D, Service, CEC Pru �myslová 3020/3 CZ-78701 Šumperk platit@platit.eu +420 583 241 588 PLATIT Advanced Coating Systems (Shanghai) Co., Ltd Sales, Service, CEC No. 161 Rijing Road (Shanghai) PFTZ CN-200131 Pudong Shanghai shanghai@platit.com +86 135 121 620 88 PLATIT Inc. Sales, Service, CEC 1840 Industrial Drive, Suite 220 Libertyville, IL 60048, US usa@platit.com +1 847 680 5270 Fax: +1 847 680 5271 PLATIT Korea CEC 2F Geumyoung B/D 36, 501 Beon-Gil Youngtong-Ro Suwon City KR-16706 Gyeongi-do korea@platit.com +82 31 447 4395 PLATIT Scandinavia ApS Sales Universitetsparken 7 / PO Box 30 DK-4000 Roskilde scandinavia@platit.com +45 46 74 02 38
Sie können auch lesen