Titan- und Nickelbasislegierungen Untersuchungen von Makro bis Nano
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Institut für Werkzeugmaschinen
und Fertigungstechnik
Ausgabe 23 | April 2012
Abteilung Fertigungstechnik
Titan- und Nickelbasislegierungen Untersuchungen von
Makro bis Nano
Abteilung Fertigungsautomatisierung und Werkzeugmaschinen
Aufgabenspezifische Parallelstrukturen mit Binärantrieben
Abteilung Produkt- und Life-Cycle-Management
Die Lernfabrik verbindet Forschung, Ausbildung und
Anwendung
1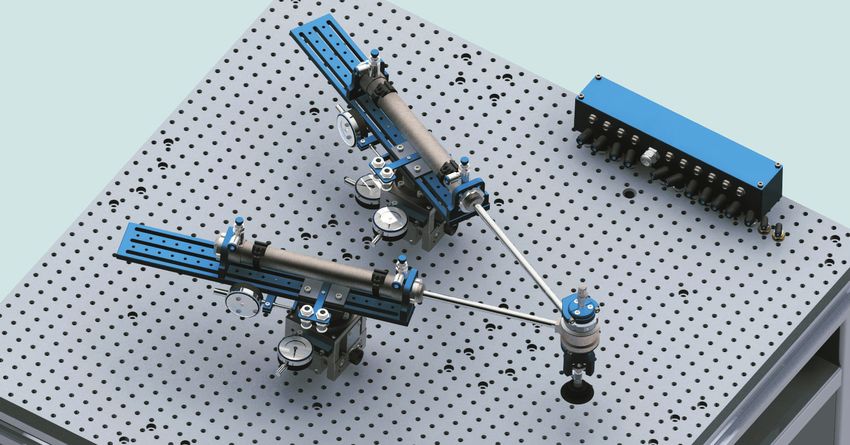
Institut für Werkzeugmaschinen
und Fertigungstechnik
Vorwort IWF ist vorläufig registrierter Rohstoff- und
Materialeffizienzberater bei der demea
Die Deutsche Materialeffizienzagentur (demea) hat zum Ziel, die Rohstoff- und
Materialeffizienz in KMU zu verbessern. Dafür werden Projekte mit diesem Ziel zu
50 % von der demea gefördert, wobei mit Gutscheinen gearbeitet wird, um eine
aufwändige Antragsstellung zu umgehen. Als vorläufiger Berater bei der demea
kann das IWF somit Projekte mit Unternehmen, welche die europäische Definition
eines KMU erfüllen, initiieren.
Im produzierenden Gewerbe ist Material mit einem Kostenanteil von 45,4 % der
maßgebliche Kostentreiber. Somit besteht hier ein großes Einsparpotential. Ein von
der demea gefördertes Projekt erfolgt in mindestens zwei Stufen. In der ersten Pro-
jektstufe erfolgt eine Potentialanalyse, bei der die Stoffströme im Unternehmen auf-
Liebe Freunde und Mitarbeiter des Insti-
genommen werden. Diese decken auf, welche Ansatzpunkte das höchstmögliche
tuts für Werkzeugmaschinen und Ferti-
Potential hinsichtlich einer Reduktion des Material- und Rohstoffeinsatzes bieten.
gungstechnik der TU Braunschweig,
Auf diesen Ergebnissen bauen dann die folgenden Projektstufen auf. Ein Schwer-
diese Ausgabe des Portals ist für mich punkt des IWF liegt dabei auf der Optimierung der Produktionsprozesse, um Aus-
eine besondere Ausgabe, da ich Sie von schuss und Werkzeugverschleiß zu reduzieren.
dieser Stelle aus zum letzten Mal
begrüßen werde. Denn nun tritt
schließlich ein, was nach meiner Wieder-
wahl zum Präsidenten der TU Braun-
Planspiel Holistic Version 2.0 fertiggestellt
schweig abzusehen war: Ich werde nach Vor zwei Jahren entstand in einem Kooperationsprojekt zwischen dem IWF und
nunmehr 13 Jahren die Leitung des Ins- dem Institut für Medienforschung der HBK Braunschweig ein Planspiel mit dem Ziel,
tituts für Werkzeugmaschinen und Ferti- Studierenden die komplexen Fragestellungen des Ganzheitlichen Life Cycle Ma-
gungstechnik abgeben. Ich tue dies mit nagements und der Nachhaltigkeit und Lebenszyklusorientierung in Unternehmen
einem lachenden und einem weinenden zu vermitteln.
Auge, da ich zum einen eine schöne, er-
Im Rahmen der Vorlesung Produkt- und Life-Cycle-Management wurde die zweite
eignisreiche und spannende Zeit am
Version des Planspiels Holistic im vergangenen Wintersemester zum ersten Mal
IWF hatte, die ich nicht missen möchte.
gespielt mit positivem Fazit.
Zum anderen aber freue ich mich, dass
das IWF mit meinem Nachfolger Klaus Grundsätzlich wurden bei der neuen Version des Spiels die Bereiche Computerisie-
Dröder einen neuen, kompetenten Insti- rung, Evaluation, Spielmechanik/Balancing und Stabilisierung optimiert. Der Spielab-
tutsleiter erhalten wird. lauf wird nun von einer eigens programmierten Software unterstützt, um den Verwal-
tungsaufwand für die Spielleiter zu reduzieren und zusätzliche Handlungsoptionen
Mit Stolz aber auch etwas Wehmut blicke
für die Spieler zu ermöglichen. Außerdem erhalten die Studierenden während des
ich auf all die wundervollen Jahre zurück
Spiels und vor allem nach dem Spiel durch die unterstützende Software detaillierte
und möchte die Gelegenheit nutzen, um
Informationen über ihre Spielhandlungen. So bekommen sie ein ausführliches Feed-
mich bei meinen Mitarbeitern für die tolle
back in Bezug auf die Theorien des LCM und können den Lernerfolg verbessern.
Zusammenarbeit zu bedanken.
Es wurden neue Spielkarten entwickelt und ein völlig neues Design entworfen. Als
In diesem Sinne hoffe ich auf noch viele wichtiger Meilenstein für die weitere Entwicklung von Holistic wurde auch eine engli-
spannende Portal-Ausgaben, die ich sche Version des Spiels erstellt. Es kann so in der diesjährigen Sense Summer Uni-
natürlich weiterhin verfolgen werde, und versity der TU Braunschweig mit internationalen Studierenden im Rahmen eines
wünsche Ihnen bei der Lektüre der fol- einwöchigen Moduls gespielt werden.
genden Seite viel Spaß. Mit herzlichen
Grüßen, Ihr
Prof. Dr.-Ing. Dr. h.c. Jürgen Hesselbach
2
Abteilung Fertigungstechnik
Titan- und Nickelbasislegierungen Untersuchungen von Makro bis Nano
Das europäische Projekt MaMiNa (Macro, Micro and Nano allen Titanlegierungen unabhängig von der Schnittgeschwindig-
Aspects of Machining) ist eines der größten EU-Projekte an keit beobachtet werden. Für Nickelbasislegierungen ergibt sich
der Technischen Universität Braunschweig. In diesem Projekt eine Schnittgeschwindigkeitsabhängigkeit, ab der kontinuierliche
bearbeiten 19 europäische Teilnehmer aus Forschung und oder segmentierte Späne auftreten. Liegt die Schnittgeschwin-
Industrie aktuelle Fragestellungen zur Hochgeschwindigkeits- digkeit - z.B. für Inconel 718 - unter vc=2,5 m/s so entstehen
zerspanung schwer zerspanbarer Werkstoffe. Untersucht werden kontinuierliche Späne und über diesem Wert segmentierte
verschiedene Titanlegierungen (z.B. Ti-15-3-3-3, Ti-6-2-4-6) Späne.
und Nickelbasislegierungen (Inconel 625) die teilweise ganz
Die höheren Schnittgeschwindigkeiten führen zu einer Schnitt-
neu in ihrer Legierungszusammensetzung sind. Die drei
kraftreduktion, weil der Werkstoff durch die hohe innere Reibung
Abkürzungen Macro, Micro und Nano beziehen sich auf drei
thermisch erweicht und sich dadurch leichter zerspanen lässt.
verschiedene Betrachtungsbereiche. Der Bereich Macro
Dies kann auch durch eine Temperaturbeaufschlagung von
umfasst die Durchführung von Dreh- und Fräsversuchen,
außen herbeiführt werden. Wird die Zerspanzone vor der
wohingegen im Teil Micro die Spanbildungsmechanismen
Schneide erwärmt, so lässt sich die Schnittkraft um 30% senken.
untersucht und beschrieben werden. Der Begriff Nano steht
für die molekulardynamische Simulation der Zerspanung. Auch durch die Legierungszusammensetzung ergeben sich
unterschiedliche Schnittkraftwerte. Es gelang eine Legierung
Einer der wichtigsten Faktoren hinsichtlich der wirtschaftlichen
zu entwickeln, die ebenso eine 30%ige Kraftverringerung bei
Bearbeitung dieser Werkstoffe, die sowohl für die Luft- und
gleicher Werkstofffestigkeit ergab. Zukünftig können durch die
Raumfahrt als auch für die Medizintechnik eingesetzt werden,
richtige Auswahl der Schnittgeschwindigkeiten Titan- und
ist die Spanbildung und deren Einfluss auf die Zerspanbarkeit.
Nickelbasiswerkstücke effizienter zerspant werden.
Daher bildet die Untersuchung der Spanbildung den Kern des
Projektes MaMiNa. 24 junge Wissenschaftler aus unterschied-
lichen Nationen und Fachbereichen des Maschinenbaus arbeiten
EU-weit im Bereich der Zerspanung, Simulation und Materiala-
nalyse der betrachteten Hochleistungswerkstoffe zusammen.
Die am Institut für Werkzeugmaschinen und Fertigungstechnik
durchgeführten Zerspanversuche bilden für andere Partner die
Basis für deren Simulationen sowohl zum Aufbau als auch zur
Verifikation der Simulationssysteme.
Am IWF werden Dreh- und Fräsversuche mit Schnittgeschwin-
digkeiten bis 100 m/s auf unterschiedlichen Versuchsständen
durchgeführt. Dies sind deutlich höhere Werte als sie in der
industriellen Hochgeschwindigkeitszerspanung dieser Werkstoffe
eingesetzt werden. Für Titanlegierungen liegen die maximalen
Werte der Schnittgeschwindigkeit bei vc=120 m/min und für
Nickelbasislegierungen bei vc= 60 m/min. Für deutlich höhere
Schnittgeschwindigkeiten gibt es bis heute keine geeigneten
Schneidstoffe, die der hohen Beanspruchung durch die
Schnittkräfte standhalten können. Auch die bisher untersuchten
Beschichtungen der Schneidstoffe konnten diese Grenze nicht
zu höheren Werten verschieben.
Spanwurzeluntersuchungen in Quickstopversuchen zeigen, wie Bild 1: Spanwurzelentstehung an Ti 6 2 4 6.
sich durch die Werkstoffbeanspruchung sogenannte Scher-
bänder bilden, auf denen dann der Werkstoff gegeneinander
abgleitet. Je nach Legierungszusammensetzung bilden sich
die Scherbänder unterschiedlich aus (Bild 1). Das Scherband
Kontakt:
entsteht vor der Schneidkante und durchläuft dann den Werkstoff Dipl.-Ing. Wiebke Hahmann
bis zur Werkstückoberfläche. Eine Segmentierung konnte bei w.hahmann@tu-braunschweig.de
3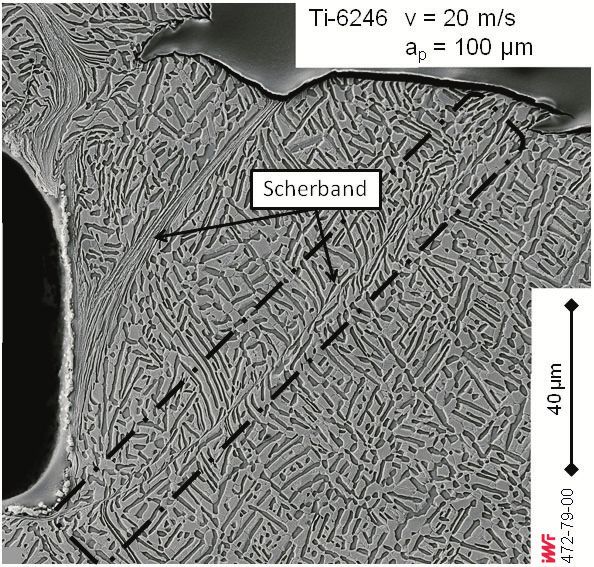
Abteilung Fertigungsautomatisierung und Werkzeugmaschinen
Aufgabenspezifische Parallelstrukturen mit Binärantrieben
Binärantriebe, wie Pneumatik- oder Hydraulikzylinder, Hub- Die auf zwei Lagen begrenzten Binärantriebe führen in einer
oder Drehmagnete, können zwei stabile Positionen anfahren, Parallelstruktur zu einem Arbeitsraum aus diskreten Punkten.
die durch mechanische Endlagen vorgegeben werden. In vie- Die Herausforderung besteht darin, eine Struktur zu syntheti-
len Anwendungsbereichen haben sich Binärantriebe aufgrund sieren, die die Punkte einer gegebenen Handhabungsaufga-
ihrer hohen direkten Kraft- und Momentenübertragung sowie be erreichen kann. Zusätzlich verhindern Fertigungs- und
ihres robusten, einfachen und kostengünstigen Aufbaus Montagetoleranzen nach einer Lösungsfindung ein genaues
bewährt. Ein weiterer Vorteil eines Binärantriebs ist die positi- Anfahren der Zielpunkte in der Praxis. Die resultierenden Po-
onsgenaue Ansteuerung über ein einziges Bit ohne die Not- sitionsabweichungen können angesichts der rudimentären
wendigkeit einer Lageregelung oder eines zusätzlichen Mess- Ansteuerung nicht mit bekannten Methoden kompensiert wer-
systems für das Auslesen der Antriebsstellung. den.
Das IWF hat im Rahmen des Sonderforschungsbereichs Für das in Bild 1 dargestellte Funktionsmuster konnte am IWF
(SFB) 562 Robotersysteme für Handhabung und Montage bereits ein Syntheseverfahren entwickelt werden, das die Be-
Hochdynamische Parallelstrukturen mit adaptronischen Kom- stimmung von geometrischen Parameterwerten anhand von
ponenten unter anderem nachgewiesen, dass Parallelrobo- aufgabenspezifischen Zielpunkten erlaubt. Toleranzbedingte
ter auf Basis geschlossener kinematischer Ketten über struk- Positionierfehler sollen mittels eines neuen Ansatzes, der me-
turbedingte Vorteile im Vergleich zu seriell aufgebauten chanischen Kalibrierung, kompensiert werden. Hierbei wer-
Industrierobotern verfügen. den geometrische Parameter über strukturinhärente Verstell-
komponenten korrigierbar, sodass die Genauigkeits-
Dazu zählen beispielsweise eine hohe Struktursteifigkeit am
anforderungen der jeweiligen Aufgabe erreicht werden
Endeffektor oder geringe bewegte Massen. Diese Eigen-
können.
schaften sollen am IWF bei der Integration von Binäran-
trieben in Parallelstrukturen genutzt werden, um neue
Handhabungsgeräte für einfache Positionieraufgaben, bei der
Handhabung sowie bei Füge- oder Messoperationen zu
schaffen, die im Vergleich zu kontinuierlich angetriebenen Ro- Kontakt:
botern besonders kostengünstig sind und gleichzeitig über ei- Dipl.-Ing. Daniel Schütz
d.schuetz@tu-braunschweig.de
ne ausreichende Genauigkeit verfügen.
Bild 1: Funktionsmuster einer planaren Parallelstruktur mit Binärantrieben und strukturinhärenten Verstellkomponenten des IWF.
4
Institut für Werkzeugmaschinen
Abteilung Produkt- und Life-Cycle-Management und Fertigungstechnik
Die Lernfabrik verbindet Forschung, Ausbildung und Anwendung
Bild 1: Energietransparente Schleifmaschine und iPad-App EnyFlow.
Steigende Energie- und Rohstoffkosten sowie die Verantwor- onsumgebung getan werden kann, um Energie oder Ressour-
tung für die Umwelt führen dazu, dass Unternehmen verstärkt cen effizienter, sparsamer und umweltschonender einzuset-
nach Wegen zur Steigerung der Energie- und Ressourceneffi- zen. Eine ganzheitliche Sichtweise umschließt die Betrach-
zienz in der Produktion suchen. Dazu eignen sich technische tung der Fabrikhülle, der technischen Gebäudeausstattung,
als auch organisatorische Maßnahmen. Technische Maß- der Maschinen und Anlagen sowie deren dynamische und en-
nahmen senken den Energieverbrauch von Anlagen und Sys- ergetische Kopplung miteinander. Diese Sichtweise ermög-
temen, z.B. durch den Einsatz von effizienteren Antriebssyste- licht es, Effizienzmaßnahmen im Gesamtsystemkontext zu be-
men oder durch die richtige Dimensionierung von Komponen- werten und somit eine Problemverschiebung zu vermeiden.
ten. Organisatorische Maßnahmen ermöglichen eine Effizienz-
Beispielhaft sei im Folgenden eine Station der Lernfabrik her-
steigerung, z.B. durch die energiebewusste Auslegung von
ausgegriffen, um das Kommunikationskonzept näher zu be-
Prozessketten oder die Sensibilisierung von Mitarbeitern, in ih-
leuchten. Die Energietransparente Maschine ist in der Lern-
rem täglichen Handeln bewusster mit Energieträgern umzuge-
fabrik Vision und Realität zugleich. Standardkomponenten der
hen vermeiden. Oft ist den beteiligten Akteuren, ob Manager,
industriellen Messtechnik ermöglichen es, kostengünstig
Ingenieur oder Mechaniker jedoch erst gar nicht bewusst, an
Energieflüsse in diversen Formen (elektrische Leistung,
welcher Stelle sie einen direkten oder indirekten Einfluss auf
Druckluft etc.) zu erfassen, aufzubereiten und bereitzustellen.
den Energieverbrauch der Fabrik oder von Teilsystemen ha-
Mobile Applikationen (z.B. iPad-Apps) können auf die histori-
ben. An diesem Punkt setzt Die Lernfabrik an und präsentiert
schen und momentanen Verbrauchswerte zugreifen und die-
den Akteuren die Methoden und Werkzeuge, die es ihnen
se standortbezogen darstellen. So ist es im IWF z.B. möglich,
ermöglichen Energieverbräuche in ihrem Einflussbereich
mit einem iPad an eine Schleifmaschine heranzutreten und
quantifizierbar und damit sichtbar zu machen, sie zu analy-
sich den aktuellen Bedarf an elektrischer Leistung, Druckluft
sieren und im nächsten Schritt Effizienz- und Einsparpotentia-
und Kühlschmierstoff dynamisch visualisieren zu lassen (sie-
le aufzudecken.
he Bild 1). Kombiniert mit Maschinen- und Betriebsdaten las-
Die Methoden und Werkzeuge wurden in weiten Teilen im
sen sich so in übergeordneten Planungsapplikationen verursa-
BMBF-geförderten Projekt EnHiPro Energie- und Hilfsstoff-
chungsgerechte Energiekosten erheben und damit eine
optimierte Produktion entwickelt und erarbeitet. Sie ergänzt
energiebewusste Produktionsplanung durchführen. Diese En-
durch Ergebnisse aus der nunmehr 15-jährigen Forschungsar-
ergietransparente Maschine stellt nur eine von vielen Statio-
beit im Themenfeld der Nachhaltigen Produktion am IWF.
nen der Lernfabrik dar, die neben der Forschung auch Inhalt
Die Lernfabrik gliedert sich in acht Stationen (Energietranspa- der studentischen Lehre und der gewerblichen Ausbildung
rente Maschine, Energieleitstand, Effiziente Druckluft, Erneu- sind.
erbare Energien, Energieeffizienz lernen, Grünes Büro,
Mineralölfreie Produktion und Späneentölung), an denen der Kontakt:
Dipl.-Ing. Gerrit Bogdanski
Besucher erfährt, was in dem Handlungsfeld der Produkti-
g.bogdanski@tu-braunschweig.de
5
Promotionen Aktuelles
Abteilung Fertigungstechnik Abteilung Produkt- und Life-Cycle-Management
Im Februar 2012 wurde im Rahmen des Lean Production Sys-
"Grundlagenuntersuchungen zum Stan- tem Networks (LPSN), organisiert durch das IWF, ein Workshop
zen von Holzwerkstoffen und Massiv- zum Thema Energieeffizienz bei Volkswagen in Kassel
holz" durchgeführt.
Das Forschungsvorhaben SynProd Synergetische Entwick-
Dr.-Ing. Torsten Loohß lung mechatronischer Produkte in Wertschöpfungsnetzwerken
wird seit dem 1. März 2012 vom Bundesministerium für Bildung
und Forschung über einen Zeitraum von drei Jahren gefördert.
Abteilung Fertigungstechnik
Mit einer Laufzeit von drei Jahren ist das EU-Projekt EMC2-
"Systemunabhängiges Ummanteln mit Factory Eco Manufactured transportation means from Clean
einem automatisierten externen and Competitive Factory im Oktober 2011 gestartet
Rüstplatz" (www.emc2-factory.eu).
Dr.-Ing. Henning Strauß Abteilung Fertigungstechnik
Nach Abschluss der ersten Projekthälfte Ende letzten Jahres
wurde zum April 2012 das Folgeprojekt Entwicklung einer Ana-
Abteilung Produkt- und Life-Cycle-
lysemethode zur Beschreibung des Zerspanungsverhaltens von
Management
Schleifmitteln auf Unterlage von der DFG bewilligt. Das ge-
meinsame Projekt mit dem Institut für Dynamik und Schwingun-
"Simulationsbasierte Planungsunter-
gen der TU Braunschweig hat eine Laufzeit von weiteren
stützung für Variantenfließfertigungen"
12 Monaten.
Dr.-Ing. Philipp Halubek
Impressum
Technische Universität Braunschweig Kontakte: Redaktion:
Institut für Werkzeugmaschinen und
Fertigungstechnik Abteilung Fertigungstechnik Dipl.-Wirtsch.-Ing. Malte Schönemann
Dr.-Ing. Hans-Werner Hoffmeister Telefon: +49 (0)531 / 391-7693
Langer Kamp 19b Telefon: +49 (0)531 / 391-7606 E-Mail: m.schoenemann@tu-bs.de
38106 Braunschweig E-Mail: h.hoffmeister@tu-bs.de
Telefon: +49 (0)531 / 391-7601 Dipl.-Ing. (FH) Martin Luig
Fax: +49 (0)531 / 391-5842 Abteilung Produkt- und Life-Cycle- Telefon: +49 (0)531 / 391-7165
E-Mail: iwf-braunschweig@tu-bs.de Management E-Mail: m.luig@iwf.tu-bs.de
Internet: http://www.iwf.ing.tu-bs.de apl. Prof. Dr.-Ing. Christoph Herrmann
Telefon: +49 (0)531 / 391-7149 Dipl.-Ing. Kathrin Schlüter
E-Mail: c.herrmann@tu-bs.de Telefon: +49 (0)531 / 391-7151
Institutsleitung: E-Mail: k.schlueter@iwf.tu-bs.de
Abteilung Fertigungsautomatisierung
Prof. Dr.-Ing. Klaus Dröder (ab 1. Juni 2012) und Werkzeugmaschinen
apl. Prof. Dr.-Ing. Christoph Herrmann Dr.-Ing. Annika Raatz
Telefon: +49 (0)531 / 391-7156
E-Mail: a.raatz@tu-bs.de
6

Sie können auch lesen

















































