VERARBEITUNG UND CHARAKTERISIERUNG VON INDUSTRIELLEN PVC-BLENDS MIT SCHICHTSILIKAT-NANOFÜLLSTOFFEN
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Eingereicht von Philipp Aigner, BSc. VERARBEITUNG UND Angefertigt am Institut für CHARAKTERISIERUNG Polymerwissenschaften VON INDUSTRIELLEN Beurteiler Assoz. Univ.-Prof. Dr. PVC-BLENDS MIT Milan Kracalik Mai 2021 SCHICHTSILIKAT- NANOFÜLLSTOFFEN Masterarbeit zur Erlangung des akademischen Grades Diplom-Ingenieur im Masterstudium Management in Chemical Technologies JOHANNES KEPLER UNIVERSITÄT LINZ Altenberger Straße 69 4040 Linz, Österreich jku.at DVR 0093696

DANKSAGUNG Außerordentlicher Dank gebührt Herrn Assoz. Univ.-Prof. Dr. Milan Kracalik für den Aufbau dieses Forschungsprojekts und der Betreuung dieser Arbeit. Seine Expertise und Erfahrung auf dem Fachgebiet der Polymerverarbeitung und -charakterisierung waren der Grundstein für eine erfolgreiche Absolvierung und eine große Hilfestellung bei allen Herausforderungen im Laufe der praktischen Arbeit. Für die Möglichkeit und das Vertrauen zur Durchführung dieses Forschungsprojekts gebührt Herrn Ing. Engelbert König, stellvertretend für Internorm International GmbH, besonderer Dank. In diesem Zusammenhang sind auch Herr Gerhard Stögmüller und Herr Daniel Jellinger zu erwähnen, mit denen eine konstruktive und angenehme Zusammenarbeit gewährleistet war. Allgemeiner Dank gilt Frau Univ.-Profin. Drin. Sabine Hild für die Aufnahme am Institut für Polymerwissenschaften zur Durchführung dieser Masterarbeit. Bei meinen Institutskolleginnen und -kollegen, angeführt von Frau DIin Ines Traxler, Frau DIin Claudia Leimhofer, Frau Matin Kazemi, BSc. und Herrn DI Leonhard Buchriegler, möchte ich mich für die Unterstützung, insbesondere für die Einschulung an arbeitsrelevanten Geräten, bedanken. Ein angenehmer, fachlicher Austausch war stets gegeben und eine Hilfestellung bei jeglichen Herausforderungen wurde umgehend angeboten. Abschließend möchte ich mich bei meinen Eltern für ihre Unterstützung, sowie für das Ermöglichen meines Studiums bedanken. 28. Mai 2021 Philipp Aigner, BSc. 2/81

EIDESSTATTLICHE ERKLÄRUNG Ich erkläre an Eides statt, dass ich die vorliegende Masterarbeit selbstständig und ohne fremde Hilfe verfasst, andere als die angegebenen Quellen und Hilfsmittel nicht benutzt bzw. die wörtlich oder sinngemäß entnommenen Stellen als solche kenntlich gemacht habe. Die vorliegende Masterarbeit ist mit dem elektronisch übermittelten Textdokument identisch. ____________________ Philipp Aigner Rohrbach-Berg, 28.05.2021 28. Mai 2021 Philipp Aigner, BSc. 3/81

KURZFASSUNG In Kooperation mit Internorm International GmbH wurden drei industrielle PVC-Rezepturen, welche sich in Gehalt und Art des Stabilisators unterscheiden, verarbeitet und grundcharakterisiert. Um PVC in der Praxis als Fensterkunststoff einsetzen zu können, ist die Zugabe einer Vielzahl an Additiven von Bedarf. Meist werden anorganische Füllstoffe und Stabilisatoren beigemengt, um eine adäquate Beständigkeit und Festigkeit für diverse Anwendungsgebiete zu erreichen. Eine Additivierung mit Schichtsilikat-Nanofüllstoffen soll dabei neue und vorteilhafte Erkenntnisse für die PVC-Fensterindustrie liefern. Demnach wurde versucht die PVC-Rezepturen durch die Zugabe von verschiedenen Nanofüllstoffen des Typs Cloisite nachhaltig zu verbessern. Im ersten Versuchsteil wurde die Herstellung von PVC-Nanokompositen mithilfe eines Kneters im Labormaßstab durchgeführt. Die Verarbeitungsparameter hinsichtlich Temperatur und Zeit wurden im Sinne einer möglichst zersetzungsfreien Probenherstellung ausgewählt. Anhand des aufgezeichneten Plastifizierungsverhaltens wurde beurteilt, welche Einstellungen die geringsten thermischen und mechanischen Belastungen für die PVC-Schichtsilikat-Nanokomposite liefern. Eine Erhöhung der Dimensionsstabilität konnte durch anschließende rheologische Charakterisierung mittels Amplituden-, Zeit- und Frequenztest nachgewiesen werden. Mithilfe der Durchführung eines Dehydrochlorierungstests, welcher Auskunft über die thermische Reststabilität des jeweiligen Materials lieferte, wurden die Rezeptur und der Nanofüllstoff mit dem höchsten Potenzial ausgewählt. Die PVC-Rezeptur mit mittlerem Stabilisatorgehalt und Cloisite Natrium, ein natürliches Schichtsilikat ohne organische Modifikation wurden für genauere Untersuchungen im zweiten Versuchsteil herangezogen. Mittels Kneter wurde im Labormaßstab eine Konzentrationsreihe der beiden Komponenten im Bereich einer Additivierung von 0,5 bis 5 w-% Nanofüllstoff hergestellt. Das primäre Ziel war, die optimale Materialverbesserung bei geringster Agglomeratbildung, ausgelöst durch Cloisite Natrium, feststellen zu können. Anhand rheologischer Amplitudentests konnten Mikro- und Makrorisse im PVC-Material aufgrund der Schichtsilikat-Nanofüllstoff-Zugabe zur Gänze ausgeschlossen werden. Die Charakterisierung der Konzentrationsreihe mittels Frequenztests zeigte für sämtliche rheologische Kenngrößen erhöhte Messwerte im Vergleich zur reinen PVC-Rezeptur. Je höher der Gehalt des Nanofüllstoffs, desto höhere Werte wurden für die komplexe Viskosität, Speicher- und Verlustmodul gemessen. Zur Bestimmung des optimalen Wirkungsgrads mussten Zeittests herangezogen werden. Hier wurde deutlich, dass ab einer Zugabe von 3 w-% ein deutlich verstärkter Materialabbau eintritt. Demnach konnte das Nanofüllstoffoptimum mit etwa 2,5 w-% Cloisite Natrium oder niedriger bestimmt werden. 28. Mai 2021 Philipp Aigner, BSc. 4/81
Für weitere Analysen wurde eine Charakterisierung mittels Atomkraftmikroskopie durchgeführt. Die Auswirkung des Schichtsilikats auf die Materialstruktur wurde dabei untersucht. Eine Strukturveränderung konnte mit der Aufnahme von 5 x 5 µm Höhenbildern deutlich nachgewiesen werden. Für die Materialien mit einem Zusatz von 4,5 und 5 w-% Nanofüllstoff wurde eine verstärkte Bildung von Agglomeraten gemessen. Dies lieferte eine Erklärung für die erhöhte Tendenz zum Materialabbau. Bei einer Additivierung von 1,5 w-% konnte mithilfe der Atomkraftmikroskopie eine homogene Verteilung beziehungsweise eine Exfolierung des Schichtsilikat-Nanofüllstoff in der Polymermatrix gezeigt werden. Im finalen großtechnischen Versuch im Werk von Internorm International GmbH wurden Fensterprofile aus einer PVC-Rezeptur mit 2,5 w-% Cloisite Natrium komplikationslos hergestellt. Ein Vergleich mit einem herkömmlich eingesetzten Extrusionsprofil zeigte sowohl optisch als auch verarbeitungstechnisch Unterschiede. Die Herstellung mit einem industriellen Extruder inklusive Heißmischvorgang zur Vorbereitung des PVC Dry-Blends lieferte veränderte Bedingungen und Ergebnisse als im Labormaßstab. Werksinterne und rheologische Überprüfungen bestätigten dies. 28. Mai 2021 Philipp Aigner, BSc. 5/81
ABSTRACT In cooperation with Internorm International GmbH, three industrial polyvinyl chloride (PVC) formulations, which differ in amount and type of the stabilizing agent, were processed and characterised. To use PVC as a window plastic in practice, the addition of many additives is necessary. In most cases, inorganic filling and stabilizing agents are added to reach adequate resistance and strength for various applications. Additivation with layered silicate nano-fillers is expected to provide new and beneficial insights for the PVC window industry. Thus, sustainable improvements of PVC formulations were executed by adding different Cloisite nano-fillers. In the first experimental part, the production of PVC nanocomposites was carried out using a kneader on a laboratory scale. The processing parameters in terms of temperature and time were selected with a view to producing samples with as little degradation as possible. Based on the recorded plasticizing behaviour, it was assessed which settings provide the lowest thermal and mechanical loads to the PVC nanocomposites. After subsequent rheological characterization via amplitude, time and frequency sweeps, improvements of dimensional stability were detected. By performing a dehydrochlorination test, which provided information on the residual thermal stability of the respective material, the formulation and the nano-filler with the highest potential were selected. The PVC formulation with medium concentration of stabilizing agent and Cloisite Sodium, a layered silicate without organic modification, were used for a detailed investigation in the second experimental part. Using a kneader, a concentration series of the two components in the range of an additivation of 0.5 to 5 w-% nano-filler was manufactured on a laboratory scale. The main target was to determine the optimum material improvement with the lowest formation of agglomerates caused by Cloisite Sodium. By means of rheological amplitude sweeps micro- and macro-cracks in the PVC material caused by the addition of the layered silicate could be completely ruled out. The characterization of the concentration series via frequency sweeps showed increased values for all relevant rheological quantities in comparison with the pure PVC formulation. The higher the concentration of the nano-filler, the higher the values measured for complex viscosity, storage, and loss modulus. Time sweeps had to be used to determine the optimum efficiency. It became evident that from an addition of 3 w-%, a significantly enhanced material degradation occurs. Thus, the ideal concentration could be defined around 2.5 w-% Cloisite Sodium or lower. For additional analysis, a characterization by atomic force microscopy (AFM) was performed. The effect of the layered silicate on the material structure was investigated. Structural changes could be clearly detected with the recording of 5 x 5 µm height images. For the materials with an addition of 4.5 and 5 w-% nano-filler, an enhanced formation of agglomerates was measured. This provided an explanation for the increased tendency to material degradation. For an addition of 1.5 w-%, homogeneous distribution and exfoliation of the layered silicate nano-filler in the polymer matrix was shown using AFM. 28. Mai 2021 Philipp Aigner, BSc. 6/81

In the final large-scale trial at the plant of Internorm International GmbH, window profiles were produced from a PVC formulation with 2.5 w-% Cloisite Sodium without any complications. A comparison with a conventionally used extrusion profile showed differences both visually and in terms of processing. The fabrication with an industrial extruder including a previous hot mixing process for preparation of the PVC dry blend provided different conditions and results than in the laboratory scale. This was confirmed by in-plant and rheological tests. 28. Mai 2021 Philipp Aigner, BSc. 7/81

Inhaltsverzeichnis 1. Ziele und Aufgabenstellung der Arbeit ...................................................... 10 2. Theoretischer Hintergrund .......................................................................... 11 2.1. Polyvinylchlorid .............................................................................................. 11 2.1.1. Allgemeines ...................................................................................................... 11 2.1.2. Herstellung ....................................................................................................... 12 2.1.3. Abbaureaktionen .............................................................................................. 13 2.1.4. Additive ............................................................................................................ 16 2.2. Nanofüllstoffe .................................................................................................. 17 2.2.1. Schichtsilikate ................................................................................................... 18 2.2.2. Montmorillonite ................................................................................................. 20 2.3. Nanokomposite ............................................................................................... 20 2.3.1. Herstellung ....................................................................................................... 21 2.4. Extrusion ......................................................................................................... 22 2.4.1. Einschneckenextruder ...................................................................................... 22 2.4.2. Doppelschneckenextruder ................................................................................ 23 2.4.3. Ko-Kneter ......................................................................................................... 24 2.5. Rheologie......................................................................................................... 25 2.5.1. Viskosität .......................................................................................................... 26 2.5.2. Speicher- und Verlustmodul ............................................................................. 27 2.6. Rheometrie ...................................................................................................... 27 2.6.1. Rotationsrheometer .......................................................................................... 28 2.6.2. Amplitudentest .................................................................................................. 30 2.6.3. Frequenztest .................................................................................................... 31 2.6.4. Zeittest ............................................................................................................. 35 2.7. Atomkraftmikroskopie .................................................................................... 35 2.7.1. Messaufbau ...................................................................................................... 36 2.7.2. Messmodi ......................................................................................................... 36 3. Experimentelles ............................................................................................ 38 3.1. Rohmaterialien ................................................................................................ 38 3.1.1. PVC-Blends ...................................................................................................... 38 3.1.2. Schichtsilikat-Nanofüllstoffe .............................................................................. 38 3.2. Verarbeitung der Materialien am Kneter ....................................................... 39 3.2.1. Vorversuchsteil 1 .............................................................................................. 39 3.2.2. Vorversuchsteil 2 .............................................................................................. 40 28. Mai 2021 Philipp Aigner, BSc. 8/81

3.3. Rheologische Charakterisierung ................................................................... 42 3.3.1. Vorversuchsteil 1 .............................................................................................. 42 3.3.2. Vorversuchsteil 2 .............................................................................................. 43 3.4. Dehydrochlorierungstest ............................................................................... 44 3.5. Charakterisierung mittels AFM ...................................................................... 45 3.5.1. Probenvorbereitung mit Ultramikrotom ............................................................. 45 3.5.2. AFM-Messungen .............................................................................................. 46 3.6. Werkversuch ................................................................................................... 47 3.6.1. Rezepturvorbereitung ....................................................................................... 47 3.6.2. Extrusion .......................................................................................................... 48 3.6.3. Profil-Ausprüfung .............................................................................................. 50 4. Ergebnisse und Diskussion ........................................................................ 51 4.1. Vorversuchsteil 1 ............................................................................................ 51 4.1.1. Verarbeitung ..................................................................................................... 51 4.1.2. Rheologische Charakterisierung ....................................................................... 52 4.1.3. Dehydrochlorierungstest ................................................................................... 56 4.2. Vorversuchsteil 2 ............................................................................................ 57 4.2.1. Verarbeitung ..................................................................................................... 57 4.2.2. Rheologische Charakterisierung ....................................................................... 57 4.2.3. AFM-Charakterisierung..................................................................................... 64 4.3. Werkversuch ................................................................................................... 69 4.3.1. Extrusion .......................................................................................................... 69 4.3.2. Werksinterne Charakterisierung ....................................................................... 70 4.3.3. Rheologische Überprüfung ............................................................................... 71 5. Zusammenfassung und Fazit ...................................................................... 74 6. Anhang .......................................................................................................... 77 6.1. Literaturverzeichnis ........................................................................................ 77 6.2. Abbildungsverzeichnis ................................................................................... 79 6.3. Tabellenverzeichnis ........................................................................................ 81 28. Mai 2021 Philipp Aigner, BSc. 9/81

1. Ziele und Aufgabenstellung der Arbeit Das primäre Ziel dieser Masterarbeit ist die Implementierung von Schichtsilikat-Nanofüllstoffen in die Rezeptur von Fensterkunststoffen. Mithilfe der Zugabe eines Cloisite-Füllstoffs zu einem industriell angewandten Polyvinylchlorid-Blend soll eine Verbesserung der mechanischen Eigenschaften und der Dimensionsstabilität möglich gemacht werden. Dies ist für Fensterprofile von großem Interesse, da speziell in Sachen Beständigkeit und Festigkeit ein hohes Anforderungsniveau an den thermoplastischen Kunststoff besteht. Im Allgemeinen wird für Schichtsilikat-Nanofüllstoffe enormes Potenzial als Polymer-Additiv in der Kunststoffverarbeitung prognostiziert. Es kann daher davon ausgegangen werden, dass die Nachfrage, diese nachhaltige Möglichkeit der Polymer-Additivierung großtechnisch umzusetzen, steigen wird. Zu Beginn der praktischen Arbeit sollen drei unterschiedliche Reinrezepturen grundcharakterisiert und die Auswirkung der Zugabe von mehreren Nanofüllstoffen untersucht werden. Nach rheologischer Überprüfung soll eine PVC-Rezeptur und das Schichtsilikat mit dem höchsten Verbesserungspotenzial ausgewählt werden. Anschließend soll im zweiten Versuchsteil der optimale Füllstoffgehalt und Wirkungsgrad des Nanofüllstoffs im PVC-Blend sowohl durch rheologische Bestimmungen als auch per Atomkraftmikroskopie eingestellt werden. Nach Auswahl einer optimalen Mischung sollen Versuche im Industriemaßstab inklusive der Herstellung eines Testfensterprofils im Werk von Internorm International GmbH durchgeführt werden. Über die großtechnische Eignung und Auswirkung der Zugabe des ausgewählten Nanofüllstoffs zur PVC-Rezeptur sollen danach richtungsweisende Aussagen getroffen werden können. Bereits durch die Literatur erwiesene mechanische und physikalische Verstärkungseffekte bedingt durch Nanopartikel in Kunststoffen sollen durch diese Masterarbeit bestätigt werden. Die Durchführung des praktischen Arbeitsteils erfolgte aufbauend auf eine ehemalige Masterarbeit am Institut für Polymerwissenschaften [1]. Hier konnte im Kleinstmaßstab bereits gezeigt werden, dass sowohl eine komplikationslose Verarbeitung als auch eine rheologische Charakterisierung von PVC-Schichtsilikat-Nanokompositen möglich sind. Im Theorieteil dieser Masterarbeit werden die dazugehörigen Themengrundlagen der Polymerverarbeitung und -charakterisierung erläutert. Der Schwerpunkt wurde hier auf die rheologische Bestimmung und Analyse von Polymer-Nanokompositen gelegt. Die thermische und chemische Beständigkeit von PVC und Schichtsilikat-Nanofüllstoffen spielen ebenso eine zentrale Rolle. 28. Mai 2021 Philipp Aigner, BSc. 10/81
2. Theoretischer Hintergrund 2.1. Polyvinylchlorid 2.1.1. Allgemeines Polyvinylchlorid (PVC) ist ein thermoplastischer Kunststoff, welcher seine Hauptanwendung in der Fenster- und Bauindustrie findet. Die chemische Struktur der Wiederholungseinheit ist in Abbildung 1 dargestellt. Strukturell ist besonders die Anordnung des Chlor-Rests interessant. Demnach sind verschiedene Taktizitäten des Polymers möglich. Isotaktisch, ataktisch und syndiotaktisch sind die drei Möglichkeiten der Anordnung der Chlor-Reste innerhalb der Polymerkette. Ataktisches PVC ist die am häufigsten vorkommende Variante dieses Polymers. In diesem Fall sind alle Chlor-Reste räumlich in dieselbe Richtung angeordnet [2]. Abbildung 1: Wiederholungseinheit von PVC. Weltweit ist PVC das am zweitmeisten eingesetzte Polymer. Verdrängt wird es lediglich von Polyethylen (PE). Besonders in Anwendungsbereichen, wie Verpackung, Elektronik, Transport und Architektur, hat PVC das Nachsehen gegenüber PE. Am häufigsten findet PVC in Nordostasien Verwendung. Gefolgt von den Gebieten Nordamerika und Westeuropa [2]. Ähnlich anderen Polymeren, entstehen auch bei PVC hochtoxische Abbauprodukte durch Verbrennung. Chlorwasserstoffe, polychlorierte Dibenzofurane oder Dibenzodioxine sind beispielsweise bekannte Vertreter und als besonders gesundheitsgefährdend einzustufen. PVC weist als Rohmaterial grundsätzlich eine schlechte Brennbarkeit wegen des hohen Chloranteils auf. Die Zugabe von diversen organischen Stabilisatoren oder Weichmachern, welche für bestimmte Anforderungen des Kunststoffs essenziell sind, erhöhen das Brandrisiko jedoch drastisch. Demnach gilt es mögliche Alternativen an PVC-Additiven zu finden. Diese sollten sich nicht nur positiv auf die Materialeigenschaften auswirken, sondern auch für eine flammhemmende und rauchreduzierende Wirkung bei möglichen Bränden sorgen [3]. 28. Mai 2021 Philipp Aigner, BSc. 11/81
2.1.2. Herstellung Die Entdeckung der Herstellung von PVC geschah durch Zufall erstmals 1872. Der deutsche Chemiker Eugen Baumann konnte beobachten, wie aus dem Monomer Vinylchlorid durch Sonnenlicht ein weißer Feststoff entstand. Das dabei zufällig hergestellte, neuartige Polymer konnte auf bis zu 130 °C erhitzt werden und wies hohe Beständigkeit und Härte auf. Großtechnisch kann PVC auf drei verschiedene Arten synthetisiert werden. Die am häufigsten angewandte Technik stellt die radikalische Suspensionspolymerisation dar. Weiters erzielen auch die Emulsions- und die Massepolymerisation brauchbare Ergebnisse [2]. 2.1.2.1. Radikalische Suspensionspolymerisation Entscheidend für einen derartigen Polymerisationstyp sind sogenannte Initiatoren. Organische Peroxide werden hier am häufigsten verwendet und dienen in erster Linie dazu die Reaktion per Radikalbildung zu starten. Andererseits haben sie auch die Aufgabe als Schutzkolloide und Suspensionsmittel zu fungieren. Zum flüssigen Monomer Vinylchlorid, welches in Wasser homogen vorliegt, erfolgt die Zugabe eines Initiators. Der dadurch entstehende kugelförmige Feststoff wird durch Filtration oder Zentrifugieren vom flüssigen Medium abgetrennt, um zum Endprodukt PVC zu gelangen. Dieser diskontinuierlich durchgeführte Herstellungstyp deckt über dreiviertel der gesamten PVC Synthetisierung ab [4]. 2.1.2.2. Emulsionspolymerisation Mithilfe von Emulgatoren wird das flüssige Monomer Vinylchlorid in Wasser verteilt. Auch bei diesem Herstellungstyp werden Initiatoren benötigt, um die Polymerisation zu starten. Hier werden allerdings in der Regel wasserlösliche Peroxide, wie beispielsweise Kaliumpersulfat, verwendet. Nach Zugabe von Emulgator und Initiator zum Monomer entstehen aus den Vinylchloridtropfen durch Umwandlung fertige Polymerkörnchen. Die entstandene PVC-Dispersion wird anschließend vom nichtumgesetzten Monomer getrennt. Die PVC-Synthetisierung per Emulsion kann sowohl kontinuierlich als auch diskontinuierlich betrieben werden [4]. 2.1.2.3. Massepolymerisation Die zweistufige Massepolymerisation benötigt ebenso wie die radikalische Suspensionspolymerisation organische Peroxide als Initiator. Der erste Herstellungsschritt wird in einem gerührten Autoklav bis zu einem Reaktionsumsatz von zirka 10 Prozent durchgeführt. In der zweiten Stufe wird in einem zusätzlichen Autoklav bis zu einem Umsatz von etwa 80 Prozent gearbeitet. Hier wird das vom ersten Schritt übrige, flüssige Gemisch bestehend aus PVC und Vinylchlorid mit Initiator und weiterem Monomer umgesetzt und in weiterer Folge polymerisiert. Mithilfe von Unterdruck wird das fertige PVC vom Gemisch entfernt. Die Massepolymerisation bringt den Vorteil von hoher Reinheit des Polymers [4]. 28. Mai 2021 Philipp Aigner, BSc. 12/81
2.1.3. Abbaureaktionen Ein großes industrielles Problem stellt die Lichtempfindlichkeit und die geringe thermische Stabilität von PVC bei der Verarbeitung dar. Bei ungünstigen Verarbeitungsparametern kann es nicht nur zu einer Verfärbung des Materials, sondern auch zu einer deutlichen Verschlechterung der mechanischen und physikalischen Eigenschaften kommen. Quervernetzungen im Polymer oder sogar Kettenbrüche können auftreten und bewirken in weiterer Folge eine Abänderung des Molekulargewichts. Eine der häufigsten Abbaureaktionen ist die Dehydrochlorierung, welche autokatalytisch abläuft und speziell durch Licht oder Wärme ausgelöst werden kann [2]. Mehrere bedeutende Reaktionen, die einen Abbau des PVC auslösen, sind dabei bekannt. In den folgenden Unterkapiteln sind diese beschrieben. 2.1.3.1. Dehydrochlorierung Definiert wird eine Dehydrochlorierung als sogenannte Eliminierungsreaktion. Ein Kettenmechanismus, ausgelöst von hohen Temperaturen oder Lichteinwirkung bewirkt eine Abspaltung von Chlorwasserstoff. Begünstigt durch die Anwesenheit von Sauerstoff oder einer basischen Substanz können sich im PVC durch die Abspaltung eines Chlor- und eines Wasserstoffatoms mehrere Polyen-Sequenzen bilden. Abbildung 2 zeigt das Reaktionsschema eines derartigen chemischen Abbaus [2]. Abbildung 2: Dehydrochlorierung von PVC durch erhöhte Temperatur [2]. 2.1.3.2. Photoabbau Die Abbaureaktion des PVC wird hierbei durch das nahe UV-Licht ausgelöst und äußert sich in Bindungsbrüchen. Sowohl mechanische als auch physikalische Eigenschaften leiden darunter. Photoabbau bewirkt nicht nur eine Verfärbung des Polymers, sondern auch eine Veränderung des Molekulargewichts aufgrund von Quervernetzungen oder Kettenbrüchen. In sauerstoffreicher oder feuchter Umgebung kann die Einwirkung der UV-Strahlung sogar zu Peroxidierung führen [2]. 28. Mai 2021 Philipp Aigner, BSc. 13/81
2.1.3.3. Photo-oxidativer Abbau Ähnlich dem Photoabbau wird auch hier der Kunststoff durch UV-Licht angegriffen und Bindungsbrüche innerhalb des Polymers sind die Folge. Auf UV-Strahlung zwischen 253 und 310 nm reagiert PVC besonders empfindlich. Absorbiert der Kunststoff UV-Strahlung in diesem Wellenlängenbereich kommt es zur Bildung von freien Radikalen aufgrund von angeregten Photonen. Sauerstoffeinfluss kann anschließend zum Entstehen von Hydroperoxiden führen, welche eine erhöhte Brüchigkeit des PVC verursachen [2]. 2.1.3.4. Chemischer Abbau Die erhöhte Empfindlichkeit des PVC auf äußere Bedingungen, wie Feuchtigkeit oder Temperatur, kann zu strukturellen Schädigungen im Polymer führen. Besonders Sonneneinstrahlung hat einen negativen Effekt auf den Kunststoff. Hier kommt es im Laufe der Zeit zu einer kontinuierlichen Verschlechterung der mechanischen und physikalischen Eigenschaften. Wird PVC für Außenanwendungen mit hohen Anforderungen bezüglich Witterungsbeständigkeit eingesetzt, bedarf es Beschichtungen oder Modifizierungen des Materials [2]. 2.1.3.5. Thermischer Abbau Thermische Belastungen können in Polyvinylverbindungen zu Zersetzungsreaktionen in der Polymerkette führen. Bezeichnet wird ein derartiges Verhalten als Seitengruppen-Eliminierung. Bei PVC ist eine Abspaltung von Chlorwasserstoff die Folge, welcher in der Regel ab einer Temperatur von 150 °C einsetzt. Die Bindung zwischen Kohlenstoffkette und Chlor-Atom als sogenannte Seitengruppe wird aufgrund von thermischer Einwirkung eliminiert und in weiterer Folge entstehen Polyen-Sequenzen. Derartige Spezies sind höchst reaktiv und verursachen diverse Folgereaktionen. Die Bildung von aromatischen Verbindungen beziehungsweise Zyklisierungen oder Vernetzungen mit anderen Ketten sind Beispiele von ungewünschten Nebenreaktionen ausgelöst durch thermischen Abbau. Bei thermischen Bedingungen von etwa 300 °C kann von vollständiger Chlorwasserstoff-Abspaltung im PVC ausgegangen werden. In Temperaturbereichen ab 350 °C kommt es im Kunststoff nicht nur zur Abbaureaktion, sondern auch zu einer Zersetzung des Kohlenstoffgerüsts. Eine durch thermische Bedingungen ausgelöste Dehydrochlorierung, bei der Polyen-Sequenzen entstehen, wird als Zipper-Eliminierung definiert. In Abbildung 3 ist dieser PVC-Abbau schematisch dargestellt. Optisch resultiert eine derartige Reaktion in einer Verfärbung des Materials. Begünstigt wird eine Seitengruppen-Eliminierung durch Fehlstellen im Polymer, welche durch unzureichende Polymerisation entstanden sein können [3]. 28. Mai 2021 Philipp Aigner, BSc. 14/81
Abbildung 3: Zipper-Eliminierung als Beispiel für thermischen PVC-Abbau [3]. 2.1.3.6. Thermo-oxidativer Abbau Ein thermo-oxidativer PVC-Abbau erfolgt weniger häufig als ein rein thermischer Zersetzungsprozess und ist lediglich unter Anwesenheit von Sauerstoff möglich. Zusätzliche Reaktionen, wie beispielsweise eine Oxidation der Polyen-Sequenzen oder Kettenspaltungen können auftreten und sind charakteristisch für einen derartigen Abbau. Sauerstoff-Atmosphäre kann eine Bildung von Peroxy-Radikalen bewirken, welche in weiterer Folge radikalische Kettenreaktionen auslösen können. In Abbildung 4 sind sowohl die Bildung von Peroxy-Radikalen, als auch die Folgereaktion der Radikale schematisch dargestellt [3]. Abbildung 4: PVC-Abbau verursacht durch thermo-oxidative Bedingungen [3]. 28. Mai 2021 Philipp Aigner, BSc. 15/81
Eine Besonderheit der Sauerstoff-Anwesenheit ist der „Bleicheffekt“. Unter inerten Bedingungen färbt sich PVC rasch gelb bis braun, während das Material unter Einfluss von Sauerstoff vergleichsweise lange optisch ungefärbt und hell bleibt. Verantwortlich dafür ist die radikalische Oxidation der Polyen-Sequenzen, welche eine Verkürzung bewirkt [3]. 2.1.4. Additive 2.1.4.1. Weichmacher Physikalische und mechanische Eigenschaften von Kunststoffen können mit der Zugabe von Weichmachern erheblich verbessert werden. In PVC-Blends sind Weichmacher meist ein fixer Bestandteil, um je nach Anforderung für optimale Elastizität und Viskosität zu sorgen. Derartige Zusatzstoffe werden als dipolare Flüssigkeiten definiert. Durch eine Einlagerung zwischen die Polymerketten erhöhen sie die Gleitfähigkeit und bewirken in weiterer Folge eine Auflockerung im Kunststoff [5]. Zu einer externen Weichmachung von PVC werden vor allem Phthalsäureester eingesetzt. Die bekanntesten Vertreter dieser Gruppe sind Di-Isononyl-Phthalat (DINP) und das in Abbildung 5 dargestellte Di-2-Ethylhexyl-Phthalat (DEHP). Weitere Beispiele sind Phosphorsäureester oder Adipinsäureester, welche aber vergleichsweise eine geringere wirtschaftliche Bedeutung als die Phthalatweichmacher aufweisen. Wichtiger als die Auswahl des geeigneten Additivs zur Weichmachung ist die Zugabemenge. Je höher die Konzentration, desto weicher und flexibler der Kunststoff. Ideale und bekannte Weichmacherkonzentrationen liegen bei etwa 20 Mol-% [6]. Abbildung 5: Chemische Struktur des Weichmachers DEHP. Externe Weichmacher können mittels Verdampfung oder bei Kontakt mit Flüssigkeiten oder Fetten wieder aus dem Material entweichen. Dies kann zu unerwünschten Gefährdungen der Gesundheit führen. Speziell DEHP wird verdächtigt eine fruchtbarkeitsschädigende und krebserregende Wirkung aufzuweisen und ist deshalb seit 2015 in Europa nur noch mit spezifischer Zulassung erlaubt [7]. 28. Mai 2021 Philipp Aigner, BSc. 16/81
2.1.4.2. Stabilisatoren Um mögliche Abbaureaktionen im PVC-Material stoppen oder zumindest verzögern zu können ist der Einsatz von Stabilisatoren unumgänglich. Für ein breites und vielfältiges Einsatzgebiet von PVC sind sowohl Licht-, als auch Thermostabilisatoren notwendig. Besonders bei der komplexen Verarbeitung muss der Kunststoff vor Zersetzung, die bereits ab etwa 100 °C eintreten kann, geschützt werden. Ebenso ist es das Ziel mithilfe derartiger Additive einen Schutz gegen Chlorwasserstoffabspaltung und optische Materialverfärbung gewährleisten zu können. Gängige und meistens eingesetzte Beispiele in PVC-Rezepturen sind Calcium-Zink-, Organozinn- und Blei-Barium-Zink-Stabilisatoren. Cadmiumhaltige Additive finden in Europa seit 2001 keinen Einsatz mehr. Weiters herrscht auch ein Bestreben bleibasierte Stabilisatoren durch umweltfreundlichere Varianten zu ersetzen. Unterstützung bekommen Stabilisatoren oftmals von Costabilisatoren. Diese haben die gezielte Aufgabe für eine Inertisierung defekter Stellen zu sorgen oder spezifische Abbaureaktionen zu hemmen. Beispiele für Costabilisatoren sind Epoxyverbindungen, Organo-Phosphite, Polyole oder ähnliche organische Substanzen [6]. 2.1.4.3. Füllstoffe PVC wird häufig mit Füllstoffen verstärkt, um in erster Linie für eine Erhöhung des Mischungsvolumen zu sorgen. Im Allgemeinen werden Füllstoffe als feste, anorganische, zerkleinerte, teilchenförmige Stoffe mit unterschiedlicher Korngröße definiert. Calciumcarbonat ist im Falle von PVC der am meisten verwendete Füllstoff und wird häufig in der Form von Kreide eingesetzt. Ungewünschte Verarbeitungseffekte bei der Extrusion sollen mithilfe von derartigen Füllstoffen verhindert werden. Mengenmäßig werden beispielsweise bei PVC-Rohren bis zu 30 Teile und bei Fensterprofilen bis zu 10 Teile Calciumcarbonat hinzugefügt [6]. 2.2. Nanofüllstoffe Nanofüllstoffe besitzen laut Definition eine Größe von unter 100 Nanometer und zeichnen sich durch große spezifische Oberfläche, sowie durch starke Interaktionskraft mit Polymeren aus. Bereits geringe Zusatzmengen zeigen erhebliche Effekte und haben Einfluss auf die Materialeigenschaften. Entscheidendes Kriterium für Nanofüllstoffe ist das Verhältnis von Länge zu Durchmesser, welches als Aspekt-Verhältnis bezeichnet wird. Form und Größe von Nanofüllstoffen sind einzigartig und besonders charakteristisch. Kugelförmige Teilchen sind die gängigste Form der Nanofüllstoffe, wobei auch die Existenz von Nadel-, Kristall-, Plättchen- und Röhrchenform nachgewiesen ist [8]. 28. Mai 2021 Philipp Aigner, BSc. 17/81
2.2.1. Schichtsilikate Schichtsilikate sind die häufigsten verwendeten zweidimensionalen Füllstoffe in Nanokompositen. Chemisch betrachtet werden Schichtsilikate als schichtförmige Polysilikate eingeordnet. Derartige Füllstoffe sind hydrophil und bewegen sich in einer Größenordnung mit einem Teilchendurchmesser von etwa 20 Nanometer und einer Schichtdicke von etwa 1 Nanometer. Unterschieden werden diese Nanofüllstoffe anhand der in den Schichten eingelagerten Kationen. Die allgemeine Kategorisierung erfolgt in zwei Gruppen: Magnesium- und Aluminiumsilikaten. Bekannte Beispiele sind Minerale wie Kaolinit für ein Aluminiumsilikat und Serpentin, welches zur Gruppe der Magnesiumsilikate zählt [9]. 2.2.1.1. Struktur von Schichtsilikaten Abbildung 6 zeigt die Tetraeder-Oktaeder-Tetraeder-Struktur (TOT-Struktur) von Schichtsilikaten. Die einzelnen Schichten werden dabei mithilfe der eingelagerten Kationen verbunden beziehungsweise zusammengehalten. Es handelt sich dabei um sogenannte Austauschkationen, wie zum Beispiel Natrium, Lithium, Cäsium oder Rubidium [10]. Eine charakteristische Größe für Schichtsilikate ist die Kationenaustauschkapazität, welche je nach Ionenart variiert. Angegeben wird damit welche Menge an Wassermoleküle in die Zwischenschichten des Silikats eingelagert werden kann. Im Falle eines Natrium-Ions kann eine Vielzahl an Wassermolekülen aufgenommen werden. Nach Definition besitzt die Kationenaustauschkapazität die Einheit Milliäquivalente pro 100 Gramm Schichtsilikat. Die einzelnen Schichten können für diverse Anwendungen organisch modifiziert werden. Die Kationen werden dazu durch positiv geladene Tenside, wie beispielsweise quaternäre Ammoniumsalze, ersetzt. Dies hat den Effekt, dass eine Umwandlung von hydrophil auf organophil stattfindet. Die somit entstandenen oberflächenmodifizierten, organophilen Schichtsilikate sind besonders für den Einsatz in der Kunststoffbranche vorteilhaft [11]. Abbildung 6: TOT-Struktur eines Phyllosilikats [12]. 28. Mai 2021 Philipp Aigner, BSc. 18/81
2.2.1.2. Abbau von Schichtsilikaten Organisch modifizierte Schichtsilikate, beispielsweise basierend auf Ammoniumverbindungen, reagieren sehr empfindlich auf gewisse Bedingungen und sind teils instabil in diversen Verarbeitungsprozessen. Zwei Mechanismen einer Abbaureaktion eines Schichtsilikats mit organischer Modifizierung sind bekannt, wobei die Hofmann-Eliminierung die häufigste darstellt. Abbildung 7 zeigt eine grafische Darstellung eines derartigen Reaktionsschemas. Die Eliminierung verläuft dabei über einen Mechanismus mit zwei Schritten. Zu Beginn wird ein Wasserstoffatom von einem Hydroxid-Ion abstrahiert. In weiterer Folge kommt es zur Bildung einer Doppelbindung am β-Kohlenstoff des quaternären Ammoniumsalzes. Der Abbau eines Schichtsilikats durch Hofmann-Eliminierung führt demnach zu einem Olefin und zu einem tertiären Amin [13]. Abbildung 7: Abbau eines organisch modifizierten Schichtsilikats per Hofmann-Eliminierung [13]. Die zweite Möglichkeit für den Zerfall eines mit Ammoniumsalz modifizierten Schichtsilikats ist die in Abbildung 8 dargestellte nukleophile Substitution. Im Allgemeinen ist diese Abbaureaktion genau ein reversibler Vorgang der Synthese eines derartigen Schichtsilikats. Ein negativ geladenes Chlorid-Ion abstrahiert hier eine Seitengruppe des quaternären Ammoniumsalzes und es folgt wiederum eine Bildung eines tertiären Amins. Die Nukleophile Substitution wird durch die Art der Seitengruppe der Ammoniumverbindung beeinflusst. Sterisch wenig gehinderte Methylgruppen sind eher ungünstig für einen Abbau. Elektrophile und sterisch gehinderte Benzyl-Reste begünstigen hingegen eine derartige Zersetzung [13]. Abbildung 8: Abbaureaktion des Ammoniumsalzes durch nukleophile Substitution [13]. 28. Mai 2021 Philipp Aigner, BSc. 19/81
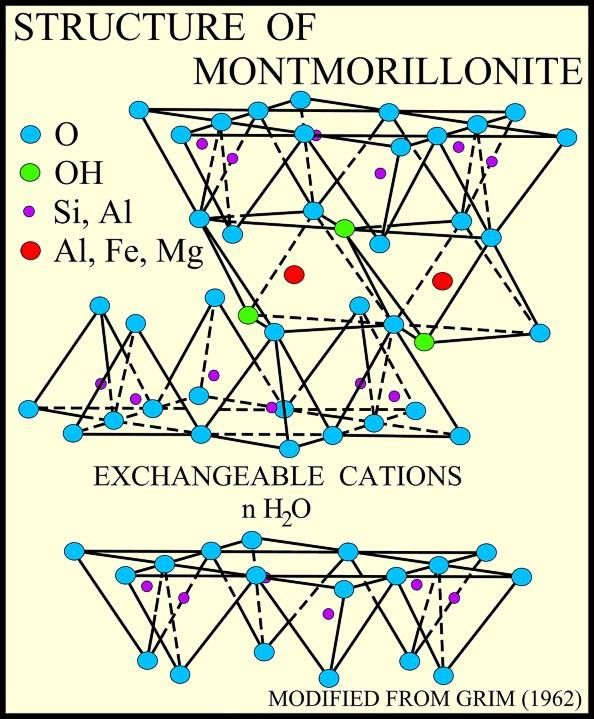
2.2.2. Montmorillonite Montmorillonite sind sehr häufig verwendete Phyllosilikate zur Erzeugung von Nanokompositen. Gewonnen wird reiner Montmorillonit durch Aufarbeitung von natürlich vorkommenden Silikaten wie Bentonit. Dieses Material besitzt beispielsweise einen Gehalt von etwa 80 % reinem Montmorillonit. In der Natur findet man großteils Calcium-Montmorrillonite. Ein Vorkommen dieses Nanofüllstoffs ist aber auch in Verbindung mit anderen Kationen, wie beispielsweise Natrium möglich. Vertrieben werden derartige Materialien in Pulverform, um zusätzliche mechanische Aufbereitungsschritte zur Zerkleinerung zu vermeiden. Der Farbton der Montmorillonite ist abhängig von der Art der Kationen im Phyllosilikat [14]. 2.3. Nanokomposite Als Komposite werden im Allgemeinen kombinierte Werkstoffe bezeichnet, die aus zwei oder mehreren unmischbaren Stoffen bestehen. Durch die Vermischung entstehen verbesserte Eigenschaften im Vergleich zu den jeweiligen Reinstoffen. Als Grundstruktur besitzen Komposite einen Matrix-Werkstoff, wobei dies meist ein Polymer ist. Die Herstellung eines Komposits funktioniert jedoch auch mit anderen Matrix-Materialien. Physikalische Eigenschaften, wie thermische oder elektrische Leitfähigkeit und Energieabsorption, aber auch mechanische Parameter wie Festigkeiten oder Steifigkeiten können durch die Zugabe verschiedenster Additive beeinflusst werden [15]. Der Terminus Nanokomposit leitet sich davon ab, dass als Additive Nanofüllstoffe, wie beispielsweise Schichtsilikate verwendet und zur Polymermatrix zugegeben werden. Kategorisiert werden Nanokomposite aufgrund unterschiedlicher Herstellung und Struktur. Besonders strukturell gibt es Unterschiede, da eine Vielzahl an Schichtsilikaten und Polymer-Matrizen eingesetzt werden können. Die Interaktion und Vermischung der beiden Komponenten variieren dabei auch. Kann sich das Polymer im Herstellungsprozess nicht in die Schichten des Füllstoffs einlagern, spricht man lediglich von der Ausbildung eines zweiphasigen Mikrokomposits. Die Verbesserung der Materialeigenschaften bleibt in diesem Fall zum größten Teil aus. Für die Entstehung von Nanokompositen sind zwei Abläufe bekannt. Können eine oder mehrere Polymerketten in die Zwischenräume des Nanofüllstoffs migrieren, wird dies als zwischengelagertes Nanokomposit definiert. Eine vorteilhafte Morphologie ist die Folge, da Füllstoff und Polymermatrix abwechselnd im Material vorliegen. Der Idealfall wird als exfoliertes beziehungsweise abgeblättertes Nanokomposit bezeichnet. Hier liegen Schichten des Nanofüllstoffs vollständig und homogen verteilt in der Polymermatrix vor. Besonders hohe Dimensionsstabilität ist durch diese Anordnung gegeben [16]. 28. Mai 2021 Philipp Aigner, BSc. 20/81
Die drei verschiedenen Ausbildungstypen eines Nanokomposits sind in Abbildung 9 grafisch dargestellt und zusammengefasst. Abbildung 9: Bildung von Nanokompositen aus Polymer und Schichtsilikat [16]. 2.3.1. Herstellung Die Herstellung von Nanokompositen aus Polymer und Schichtsilikat kann auf vier verschiedene Arten erfolgen. 2.3.1.1. Schmelzinterkalation Bei dieser Technik werden die Polymermatrix und das Schichtsilikat vermischt und gemeinsam aufgeschmolzen. Sind die einzelnen Schichten des Füllstoffs mit dem verwendeten Polymer kompatibel, findet eine Verbindung der beiden Komponenten statt. Die Polymermatrix kann sich in den Zwischenschichten des Silikats einlagern und es entsteht ein zwischengelagertes Nanokomposit. Durch Verarbeitungsoptimierung ist sogar die Bildung eines exfolierten Nanokomposits möglich. Eine Schmelzinterkalation erfolgt zur Gänze lösungsmittelfrei [16]. 2.3.1.2. Exfolierung und Adsorption Mithilfe eines Lösungsmittels wird hier das Schichtsilikat in einzelne Schichten transformiert. Aufgrund schwacher Kräfte innerhalb des Füllstoffs ist eine Dispergierung in adäquaten flüssigen Medien rasch möglich. Das anschließend zugegebene Polymer muss im verwendeten Lösungsmittel ebenso löslich sein und kann in den freien Schichten problemlos adsorbieren. Nach Verdampfung des Lösungsmittels oder Ausfällung des gewünschten Produkts, erfolgt eine Rückordnung des Füllstoffs. Dies bewirkt den Einschluss des Polymers in das Schichtsilikat und es kann im Optimalfall von der Bildung eines Mehrschichtpolymers gesprochen werden. Besonders bei Emulsionspolymerisationen wird diese Technik angewandt [16]. 28. Mai 2021 Philipp Aigner, BSc. 21/81
2.3.1.3. In-situ Polymerisation Bei diesem Herstellungsprozess wird das Schichtsilikat zum Monomer zugegeben. In flüssigem Medium wird der Füllstoff aufgequollen und es erfolgt ein Aufbau des Polymers in den Zwischenschichten. Die Initiierung einer derartigen Polymerisation erfolgt durch Strahlung oder Hitze. Ein Start ist auch mittels Katalysatoren oder organischen Initiatoren möglich [16]. 2.3.1.4. Vorlagensynthese Gemeinsam mit dem Polymer werden bei dieser Herstellung die Schichtsilikate in wässriger Lösung in-situ synthetisiert. Das bekannteste Beispiel ist die Synthese von hydroxid-basierenden Zweischichtnanokompositen. Für mehrschichtige Komposite wird diese Technik eher wenig verwendet [16]. 2.4. Extrusion Extrusion bedeutet eine kontinuierliche Aufschmelzung und Verarbeitung von Kunststoffen. Anhand von unterschiedlichen Düsen am Ende eines Extruders können verschiedene Materialgeometrien erhalten werden. Vor Abkühlung des Kunststoffs besteht die Möglichkeit Halbzeuge, wie Platten, Folien, Rohre oder sonstige Profile herzustellen. Ein durchschnittlicher Extruder kann bis zu 1000 kg Produkt pro Stunde schaffen. Die zwei relevantesten Extrudertypen zur Polymerverarbeitung sind der Einschnecken- und der Doppelschneckenextruder [17]. 2.4.1. Einschneckenextruder Einschneckenextruder können beinahe für alle Kunststoffe zur Verarbeitung eingesetzt werden. In Abbildung 10 ist der Aufbau eines derartigen Extruders schematisch dargestellt. Abbildung 10: Aufbau eines Einschneckenextruders [17]. 28. Mai 2021 Philipp Aigner, BSc. 22/81
Der Durchmesser des Zylinders liegt in einem Bereich von 20 bis 400 mm, wobei hier die Granulatgröße des Materials grenzbestimmend ist. Zu Beginn der Extrusion wird der Maschinentrichter mit rieselfähigem Kunststoffgranulat und diversen Additiven befüllt. Mithilfe der Schwerkraft gelangen die Rohstoffe in den Verarbeitungsbereich, wo Prozesse, wie Aufschmelzung und Homogenisierung stattfinden. Das dadurch entstehende Extrusionsprodukt aus Kunststoff ist meist hochviskos und steht auch aufgrund des Fließwiderstands unter einem Druck von bis zu 500 bar. Zur Förderung des Materials gegen sämtliche Widerstände benutzt ein derartiger Extruder eine sogenannte Förder- und Plastifizierungsschnecke. Die Maschine wird mit einem Elektromotor betrieben und es können Drehzahlen von 50 bis 500 Umdrehungen pro Minute erreicht werden. Der Zylinder des Extruders besitzt elektrische Heizbänder, welche unterschiedliche Temperaturen in den Zylinderabschnitten ermöglichen [17]. 2.4.2. Doppelschneckenextruder Zur Verarbeitung von thermoplastischen Kunststoffen werden oftmals Doppelschneckenextruder eingesetzt. Genauer betrachtet, wird von kämmenden gegenläufigen Zweischneckenmaschinen gesprochen, welche besonders zur Extrusion pulverförmiger und thermisch empfindlicher Materialien eingesetzt werden. Diese Technik ist industriell gesehen der Kunststoffverarbeitung mit Granulat auf Einschneckenextrudern überlegen. Neben reibungsfreiem Einzugsverhalten des Pulvers und guter Homogenisierung besticht ein gegenläufiger Doppelschneckenextruder auch durch schonende Plastifizierung. Weitere positive Effekte sind eine enge Verweilzeitverteilung und gutes Druckaufbauvermögen [17]. Neben einer gegen- existiert auch eine gleichläufige Betriebsweise. Abbildung 11 stellt den Unterschied der beiden Geometrien grafisch dar. Eine kämmende Schneckenanordnung bedeutet, dass die Stege und Gänge der beiden Schnecken ineinandergreifen [18]. Abbildung 11: Geometrien von gegeneinander- und gleichläufigen Doppelschneckenextrudern [18]. 28. Mai 2021 Philipp Aigner, BSc. 23/81
2.4.3. Ko-Kneter Ein Ko-Kneter stellt eine Sonderform eines kontinuierlich arbeitenden Einwellenextruders dar und findet Einsatz bei der Aufbereitung von temperatur- und scherempfindlichen Kunststoffen. Speziell für thermoplastische oder hochviskose Kunststoffe, wie beispielsweise PVC, besticht diese schonende Verarbeitungsform durch erhöhte Mischeffizienz und liefert erhebliche Vorteile hinsichtlich Produktqualität. Eine enge Schergeschwindigkeitsverteilung und das Vermeiden eines rasanten Temperaturanstiegs während der Verarbeitung garantieren verringerte Materialschädigungen. Zusätzlich können derartige Knetprozesse aufgrund der baugrößenunabhängigen Schergeschwindigkeit schnell und sicher auf unterschiedliche Maschinengrößen adaptiert werden. Die Einzigartigkeit dieser Knettechnologie besteht darin, dass die Schneckenwelle zugleich eine rotierende und axial oszillierende Hubbewegung durchführt. Ein vollständiger Hubzyklus pro Verarbeitungsumdrehung, der sich vor und zurück bewegt, ist die Folge. Nachteilige Effekte, wie eingeschränkte Vermischung oder eine verbreiterte Verteilung der Schergeschwindigkeit, welche oftmals bei gewöhnlichen Extrudern auftreten, können dadurch vermieden werden. In Abbildung 12 wird die besondere Arbeitsweise eines Ko-Kneters schematisch dargestellt [19]. Abbildung 12: Rotierende und oszillierende Arbeitsweise der Schneckenwelle eines Ko-Kneters [19]. Abbildung 13: Materialgeometrie mit Knetflügel und Knetbolzen eines Ko-Kneters [19]. 28. Mai 2021 Philipp Aigner, BSc. 24/81
Auf der Schneckenwelle eines Ko-Kneters befinden sich charakteristische Knetflügel, welche mit feststehenden Knetbolzen im Gehäuse zusammenarbeiten. Daraus resultiert ein über den gesamten Bereich konstanter Scherspalt, der sich proportional zum Schneckendurchmesser verhält. Die benötigte Scherung, die zur Aufschmelzung und Dispergierung des Materials notwendig ist, entsteht durch die einzigartige Knetflügelgeometrie in diesem Spalt. Abbildung 13 stellt das Ineinandergreifen von Flügel und Bolzen und den dadurch entstehenden Scherspalt eines Ko-Kneters schematisch dar. Die Kunststoffaufbereitung mittels dieser Technik wurde erstmals 1945 patentiert, wobei Heinz List und das Schweizer Unternehmen Buss AG als Erfinder gelten. Demnach wird im Fachjargon meist von sogenannten Buss-Ko-Knetern gesprochen [19]. 2.5. Rheologie Die Rheologie ist ein Teilgebiet der Physik und ist auch unter dem Terminus Fließkunde bekannt. Der Name stammt ursprünglich aus dem Altgriechischen, wobei „rhei“ mit „fließen“ übersetzt werden kann. Im Allgemeinen umfasst die Rheologie die Lehre des Fließ- und Verformungsverhaltens von Materialien. Beispielsweise kann das Fließverhalten von Flüssigkeiten, aber auch die Deformation von Festkörpern beschrieben werden. Das angestrebte Modell in der Rheologie ist sowohl ideale Viskosität als auch ideale Elastizität. Demnach werden Materialien, die sich bei Belastung ident deformieren, als idealelastisch definiert [20, 21]. Stahl ist bei geringer Krafteinwirkung dem idealelastischen Verhalten sehr nahe. Als idealviskose Flüssigkeiten kategorisiert man hingegen Stoffe mit konstantem Fließwiderstand. Beispiele hierfür sind Silikonöle oder Wasser. In der Praxis besitzen Polymerwerkstoffe allerdings sowohl elastische als auch viskose Eigenschaften. Es kann daher nur in den seltensten Fällen von einem idealen Verhalten eines Kunststoffs gesprochen werden. Rheologische Parameter können von externen Faktoren erheblich beeinflusst werden. Demnach können Größen wie Zeit, Temperatur, Geschwindigkeit, Druck und Stärke der auftretenden Belastung die viskoelastischen Eigenschaften eines Werkstoffs immens verändern [21]. 28. Mai 2021 Philipp Aigner, BSc. 25/81
2.5.1. Viskosität Der Fließwiderstand, der aufgrund innerer Reibung zwischen den Molekülen eines Fluids bei bestimmter Scherspannung entsteht, wird als Viskosität definiert. Eine Erklärung der Parameter des Fließverhaltens liefert das sogenannte Zwei-Platten Modell, welches in Abbildung 14 grafisch veranschaulicht wird. Ein Fluid ist zwischen zwei parallelen Platten in konstantem Abstand h lokalisiert. Die untere Platte ist fixiert, während sich die obere Platte mit einer bestimmten Geschwindigkeit v fortbewegt. Zwischen den Platten entsteht demnach eine laminare Schichtströmung mit linearem Geschwindigkeitsprofil und Voraussetzung der Wandhaftung [21]. Abbildung 14: Zwei-Platten-Model zur Veranschaulichung von Fließwiderstand und Viskosität [21]. Die Kraft F, die auf die obere Platte wirkt, liefert mit der Fläche A die Schubspannung , die auf das Fluid wirkt: = Anhand der Scherrate ̇ kann das Geschwindigkeitsgefälle definiert werden: ̇ = ℎ Die Schubspannung und die Scherrate hängen über die dynamische Scherviskosität zusammen. Diese wird auch oft nur als Viskosität bezeichnet. Folgender Zusammenhang ist auch als Newtonsches Gesetz bekannt: = ⋅ ̇ Findet man für die Viskosität einen konstanten Wert vor, besteht ein linearer Zusammenhang zwischen den beiden Größen. In diesem Fall wird von einem Newtonschen Fluid gesprochen. Neben der dynamischen Scherviskosität existiert auch die kinematische Viskosität . Die beiden Größen hängen über die Dichte zusammen: = 28. Mai 2021 Philipp Aigner, BSc. 26/81
Sie können auch lesen