Blindniet-muttern- Systeme - Avdel Global
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Blindniet- muttern- Systeme Since 1922 Since 1936 2010
Anpassungsfähig an Ihre Werkstoffe und Produktionsprozesse
Überall dort, wo etwas zuverlässig und effizient verbunden Avdel® Blindnietmuttern werden überwiegend im Automobil-
werden soll, bietet Avdel® intelligente Verbindungssysteme und Fahrzeugbau, elektronischen Gehäusebau sowie Appa-
und die dazugehörigen Verarbeitungsgeräte und Montage- rate- und Schiffbau eingesetzt. Die große Vielfalt an Avdel®
stationen. Blindnietmuttern ergibt für jede Anwendung eine optimale
und wirtschaftliche Lösung.
Wo Sie tragfähige Gewinde in dünnen Materialien benötigen,
bietet Ihnen das Avdel® Blindnietmuttern-System die optimale Zusammen mit unseren Kunden entwickeln wir Verbindungs-
Lösung. systeme, die den Produktionsprozess vereinfachen und die
Qualität und Funktionalität ihrer Produkte steigern. Wir sind
Schnell und einfach anzuwenden – ohne Nacharbeit oder Be- nicht nur ein Lieferant von Verbindungselementen und
schädigung der Bauteiloberfläche, auch bei fertig lackierten Verarbeitungsgeräten, sondern ein Entwicklungs- und Sys-
Bauteilen und sogar bei nur einseitig zugänglichen Bauteilen, tempartner mit dem Ziel, unseren Kunden dabei zu helfen,
wie z. B. Hohlkörpern. ihre Montageleistung zu verbessern.
2
Inhalt
Avdel® Blindnietmuttern-Systeme 4
Vorteile für die Montage 5
Designmerkmale und Vorteile 6
Kundenspezifische Entwicklungen 7
Auswahl einer Blindnietmutter 8
Konstruktionsparameter 9
Systemübersicht Systemauswahl 10
Eurosert® 11
Nutsert®/TSN® 12
DK/DL 13
Hexsert®/Euro Hexsert® 14
High Strength Hexsert ®
15
Die Familie der Avdel® Squaresert® 16
Blindnietmuttern Versa-Nut ®
17
Verarbeitungssysteme 19
Handgeräte 20–21
Automatische Montageanlagen 22
Montageanwendungen 23
Verarbeitungsgeräte Montagearbeitsplätze 24
Eurosert® 26-28
Nutsert®/TSN® 29-37
DK/DL 38-41
Hexsert®/Euro Hexsert® 42-46
High Strength Hexsert® 47
Squaresert® 48
Technische Daten Versa-Nut ®
49
Avdel® Blindnietsysteme im Überblick 51
3
Avdel Blindnietmuttern-Systeme
®
Avdel® Blindnietmuttern und Verarbeitungsgeräte sind ein schnelles, zuverlässiges und kostengünstiges System zum Einbrin-
gen von hochwertigen, tragfähigen Gewinden in dünnen Materialien. Avdel® Blindnietmuttern bieten viele Vorteile gegenüber
Schraube-Mutter-Verbindungen, Schweißmuttern, selbstformenden Schrauben und Einpressmuttern.
Vorteile für die Montage
Einseitige Verarbeitung („blind“) Für automatische Verarbeitung
Zugang ist nur von einer Seite des Bauteils erforderlich. Dies Avdel® Blindnietmuttern können vollautomatisch verarbeitet
resultiert in einer erhöhten Verarbeitungsgeschwindigkeit, werden – eine Präzisionsmontage mit hoher Geschwindig-
geringeren Montagekosten, weniger Bedienerfehlern und ist keit ist das Ergebnis. Die Prozesskosten sind geringer im
ideal für geschlossene Profile. Vergleich zu Schweißverfahren.
Rein mechanische Verbindung Permanente Verbindung mit dem Bauteil
Avdel® Blindnietmuttern können für die Verbindung unter- Avdel® Blindnietmuttern erzeugen eine vibrationsfeste Ver-
schiedlicher Werkstoffe eingesetzt werden. Es erfolgt keine bindung, bei der keine Wartung erforderlich ist.
Beschädigung von Oberflächenbeschichtungen und sie kön-
nen so vor oder nach der Oberflächenbehandlung verarbeitet Multifunktionales Verbindungselement
werden. Das Bauteil wird nicht wie beim Schweißen durch Blindnietmuttern bieten Multifunktionalität: sie erzeugen ein
Wärmeeinbringung beeinflusst. Gewinde im Bauteil und bieten gleichzeitig die Möglichkeit,
zwei oder mehr Bleche zu verbinden; sie können auch als
Schnelle Verarbeitung Abstandshalter agieren, so dass weniger Komponenten
Die typische Taktzeit von 3 Sekunden reduziert Montagezeit erforderlich sind.
und -kosten.
Mit einer Vielzahl an Geräten zu verarbeiten
Die Möglichkeiten der Verarbeitung reichen von Handzangen
für Kleinserien und Reparaturarbeiten über Druckluftgeräte
für Mittelserien bis hin zu Vollautomation für Fertigungslinien.
4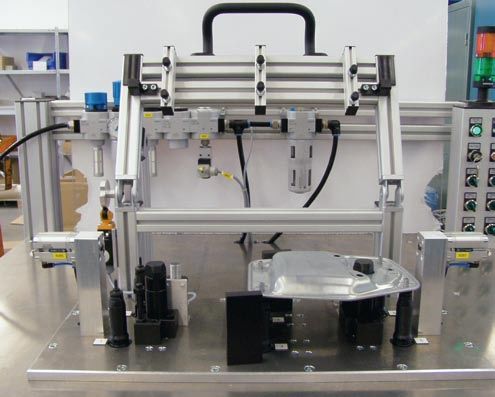
Vorteile für die Montage
Automobil
• Besonders geeignet zum Einbringen von Gewinden in ge- • Kann im Gegensatz zu Schweißmuttern problemlos nach
schlossene Profile ohne beidseitigen Zugang der Lackierung gesetzt werden, kein Verkleben der Gewinde
• Hohe Vibrationsfestigkeit und feste Verbindung mit dem • Mit Hilfe von Handgeräten schnell und flexibel in schwer
Bauteil zugänglichen Bereichen zu setzen
• Ideal zum Verbinden von unterschiedlichen Materialien • Kein Verformen, Verspannen oder Beschädigen des Bau-
(z. B. Aluminium- und Kunststoffprofile) und zusätzlich teilmaterials, auch wenn es bereits lackiert ist
Erzeugung eines Mutterngewindes • Farbe der Blindnietmutter kann modifiziert werden, um dem
• Erhältlich mit korrosionsbeständigen Beschichtungen Bauteilmaterial angepasst zu werden oder das Erschei-
(z. B. Zink-Nickel) für sehr guten Korrosionsschutz nungsbild des Bauteils zu verbessern
• Kosteneffektive und sichere Alternative zu Schweißmuttern,
bei geringerer Beeinträchtigung des Bauteils (kein Wärme-
eintrag)
Elektronik und Elektrotechnik
• Geschlossene Ausführung verhindert das Eindringen von Lautsprecher-System
Feuchtigkeit und Fremdkörpern in elektrischen Systemen
oder Baugruppen
• Muttern können sich nicht lösen und Schäden verursachen
• Blindnietmuttern können zu Erdungszwecken verwendet
werden
• Das im Bauteil festsitzende Gewinde erlaubt ein ein-
facheres Lösen und Austauschen von Bauteilen verglichen
mit Schraube-Mutter-Verbindungen
• Multifunktionalität als Gewinde, Niet und Abstandshalter
bietet Platz- und Gewichtsvorteile gegenüber anderen Befe-
stigungsmethoden
Prozessautomation
• Einführfasen am Schaftende der Blindnietmuttern erleichtern die 4 Autosert® Blindnietmuttern-Automaten
vollautomatische Einbringung in die Bauteilbohrungen
• Autosert® Anlagen können mit einem einzelnen Setzkopf bis zu
20 Blindnietmuttern pro Minute setzen
• Automation erhöht die Qualität der Verarbeitung, ohne das
Risiko von Bedienerfehlern
• Ideal für arbeitsintensive und sich in hohem Maße wieder-
holende Verarbeitungssequenzen
• Autosert® Anlagen sind in der Lage, mehrere Blindnietmuttern
gleichzeitig zu setzen, wodurch die Montagezeit erheblich
reduziert wird
5
Designmerkmale und Vorteile
Designmerkmal Vorteil Typische Anwendung
Gerändelter Schaft • Verbessert das Verdrehmoment in weicheren Ma- • Weichere Materialien wie Aluminium, Magnesium,
terialien wie Aluminium verglichen mit Blindniet- Kunststoff, Verbundwerkstoffe und Holz
muttern mit glattem Schaft • Erdungspunkte in elektrischen Bauteilen
• Verbessert den Stromdurchgang bei Blechverbin-
dungen, wenn erforderlich
Sechskantschaft • Sechskantschaft und -stanzloch verbessern durch • Fahrwerkskomponenten, bei denen hohe Dreh-
Formschluss das Verdrehmoment in Bauteilen, momente und Vorspannkräfte zur Aufnahme von
verglichen mit Blindnietmuttern mit rundem und Schwingungsbelastungen erforderlich sind
gerändeltem Schaft • Wenn im Wartungsfall ein hohes Lösemoment von
Schrauben erforderlich ist (z. B. Getriebekasten)
• Anwendungen mit Temperaturbeaufschlagung, bei
denen die Wärmeausdehnung des Bauteilmateri-
als zu Längenänderungen führt
Vierkantschaft • Übertragung noch höherer Verdrehmomente in • Karosserieanbauteile, bei denen sehr hohe Ver-
Bauteilen durch Formschluss aufgrund einer drehmomente erforderlich sind
noch größeren Anlagefläche am Vierkantschaft, • Konstruktionen aus weichem Werkstoff, insbe-
verglichen mit runden und gerändelten Blindniet- sondere Kunststoffe, Verbundwerkstoffe und
muttern Weichmetalle
• Verbesserte Standzeit des Stanzwerkzeuges
verglichen mit Sechskantgeometrien
Flachkopf • Große Kraftaufnahmefläche • Lasttragende Anwendungen in dünnen Blechen
• Lochverstärkung, verhindert Auspressen und weicheren Materialien
• Mögliche Verwendung des Flachkopfes als • Montageanwendungen, bei denen eine hohe
Abstandshalter Auspressfestigkeit erforderlich ist (z. B. Montage
• Verwendung mit Unterkopfdichtung möglich von Verstellfüßen)
(z. B. Rimlex®)
Extra kleiner Kopf • Nahezu bündige Verarbeitung und Klemmung • Bündige Bauteiloberfläche in dünnen und gering
belasteten Anwendungen (z. B. Hausgeräte und
Kabinenausstattung)
Senkkopf • Bündige Verarbeitung und feste Klemmung • Bündige Bauteiloberfläche in dünnen und gering
belasteten Anwendungen (z. B. Hausgeräte und
Kabinenausstattung)
Geschlossener • Verhindert das Eindringen von Schmutz und • Elektrobauteile, verhindert Eindringen von Fremd-
Schaft Flüssigkeit in das Gewinde körpern durch das offene Gewinde
• Verhindert das Eindringen von Flüssigkeit und • Verschraubungspunkte, bei denen das Gewinde
Fremdkörpern in elektrische Schaltungen der Schraube geschützt werden muss (kein freier
Gewindeüberstand)
• Mit Unterkopfdichtung (Rimlex®), um das Eindrin-
gen von Flüssigkeit oder Schmutz in geschützte
Bereiche zu verhindern (z. B. Benzintank)
Einführfase • Erleichtert das Einführen ins Bohrloch • Automatische Zuführsysteme
• Insbesondere für Automation geeignet • Schnelle manuelle Montage
Erhöhte • Verbessert die Gewindetragfähigkeit um bis zu • Befestigung struktureller Automobilkomponenten
Gewindetrag- 100%, verglichen mit herkömmlichen Hexsert® an geschlossene Aluminiumgussteile und hydro-
fähigkeit Blindnietmuttern umgeformte Stahlrohre
• Kein Ausreißen des Gewindes, teure und zeitauf- • Einbringen tragfähiger Gewinde in dünne,
wändige Nacharbeit entfällt hochfeste Stahlbleche, wenn Schweißen nicht
• Einsatz kleiner dimensionierter Schrauben erfüllt praktikabel ist
die Festigkeitsanforderungen • Jede Anwendung, bei der regelmäßiges Entfernen
und Wiedereinbringen der Schraube ohne Drehmo-
mentkontrolle erfolgt
Geschlitzte Hülse • Formt vier Laschen, die eine große Auflagefläche • Einsatz bei Verbundwerkstoffen und Kunststoffen,
auf der Blindseite bieten reduziert das Risiko der Rissbildung um die
Bohrung
6
Kundenspezifische Entwicklungen
Modifiziertes Merkmal Typische Anwendungen und Vorteile
Kopfdurchmesser • Größerer Durchmesser erhöht Auspresskraft und Lochverstärkung in
weichen und dünnen Metallen
Kopfhöhe • Höhere Köpfe dienen als Abstandshalter und erhöhen die Auspresskraft
geringfügig
Mutternlänge • Größere Länge dient als blindseitiges Abstandsstück und erhöht die
Gewindefestigkeit
Schaftdurchmesser • Größerer Schaftdurchmesser erhöht Gewindetragfähigkeit, Verdrehmo-
ment und Auspresskraft
• Bietet sich an, wenn der Konstrukteur einen großen Lochdurchmesser
und ein kleines Gewinde verwenden möchte
Klemmbereich • Größerer Klemmbereich ist bei dickwandigen Konstruktionen
(z. B. aus Aluminium, Magnesium, Kunststoff und Verbundwerkstoffen)
erforderlich
Spezielle Kaltform- • Bei größeren Volumina können diese Produkte signifikante Kostenein-
produkte sparungen gegenüber maschinell bearbeiteten Komponenten bieten
• Für den Einsatz mit Ihren eigenen Werkzeugen sind Ausführungen mit
hohen Toleranzen möglich
Beschichtungen • Spezielle Oberflächenbehandlungen können Korrosionsbeständigkeit,
Aussehen und Farbanpassung an den Bauteilwerkstoff verbessern
Oberflächenhärtung • Behandlungen wie Nitrierung können die Gewindetragfähigkeit
verbessern
Geschlossene Aus- • Bietet maximalen Schutz gegen das Eindringen von Feuchtigkeit und
führungen und Schmutz
Unterkopfdichtungen
Gewindeformen • Passend zu Ihrer Anwendung bieten wir eine große Auswahl metrischer
und zölliger Gewindeformen wie UNC, UNF, BSW, BSF, BA sowie
metrische Feingewinde
7
Auswahl einer Blindnietmutter
Die Auswahl einer Blindnietmutter ist ein einfacher Vorgang. Die folgenden Hinweise helfen Ihnen, den für Ihren Anwendungs-
fall geeigneten Verbinder auszuwählen:
Gewindegröße Lochdurchmesser Besonderheiten Wichtiger Hinweis
Avdel® Blindnietmuttern sind, Der Lochdurchmesser inklu- Ausführungen wie extra Die Information auf dieser
je nach Typ, in den Gewinde- sive Toleranzen ist auf dem kleiner Kopf, Flachkopf, Seite sollte in Zusammen-
größen M3 bis M12 jeweiligen Datenblatt der geschlossener Schaft und hang mit den technischen
erhältlich. Informationen Blindnietmutter angegeben. Senkkopf sind innerhalb der Daten auf unserer Website
zu zölligen Gewindegrößen Um untermaßige Löcher zu Standard-Reihe erhältlich. www.avdel-global.com ver-
erhalten Sie auf Seite 10. vermeiden, sollte eine Auf Seite 7 erhalten Sie wendet werden. Dort finden
etwaige Beschichtung des weitere Details zu speziellen Sie auch zusätzliche Infor-
Klemmbereich Bauteilmaterials berück- Merkmalen und Oberflächen. mationen über Korrosion,
Die zu verbindende Material- sichtigt werden. Sicherheit und RoHS.
stärke muss in den Klemm- Korrosionsbeständigkeit
bereich der ausgewählten Verdrehfestigkeit Die Auswahl von Werkstoff
Blindnietmutter fallen. Die Verdrehfestigkeit hängt und Beschichtung der Blind-
von der Schaftform ab und nietmutter sollte auf Basis
nimmt in der folgenden der geforderten Korrosions-
Reihenfolge zu: rund, beständigkeit erfolgen.
gerändelt, Sechskant und
Vierkant. Auf Seite 9 finden
Sie weitere Informationen.
8
Konstruktionsparameter
Einfluss des
Influenza Schaftprofils
del profilo auf sulla
del corpo das Verdrehmoment
coppia di rotazione
16
14
12
(Nm)
Coppia di rotazione(Nm)
10
Verdrehmoment
8
6
4
2
0
Nutsert®®/TSN
Nutsert /TSN®® Eurosert
Eurosert®gerändelt
®
splined EuroHexsert
Euro Hexsert
®® Squaresert®
Squaresert®
Diese
Questidurchschnittlichen Werte
numeri rappresentano wurden
i valori tipicifür
perBlindnietmuttern M6, piazzati
inserti M6 primo grip erster Klemmbereich, in Stahlblech
in lamiera di acciaio ermittelt.
dolce. I valori Dienell'applicazione
effettivi eigentlichen Werte bei Kundenanwendungen
del cliente varieranno secondo il materiale
unterscheiden sich hiervon je nach Material und dessen Stärke.
e il suo spessore.
7
Einfluss derdella
Influenza Kopfgeometrie auf die
geometria della Auspresskraft
testa sull'espulsione
6
5
(kN)
Espulsione (kN)
4
Auspresskraft
3
2
1
0
Eurosert
Eurosert®gerändelt
®
splined Euro Hexsert
Euro Hexsert®® Squaresert®®
Squaresert Hexsert
Hexsert®
®
Eurosert®®
Eurosert
Flachkopf
testa larga Flachkopf,
testa larga,gerändelt
zigrinato
Diese
Questidurchschnittlichen
numeri rappresentanoWerte wurden
i valori tipicifür
perBlindnietmuttern
inserti M6 primo M6,
grip erster
piazzatiKlemmbereich, in Stahlblech
in lamiera di acciaio ermittelt.
dolce. I valori Dienell'applicazione
effettivi eigentlichen Werte bei Kundenanwendungen
del cliente varieranno secondo il materiale
unterscheiden sich
e il suo spessore e lahiervon je nach
vicinanza Material
dell'inserto und dessen Stärke
al consolidamento sowie der
o supporto Nähe der
di strutture diBlindnietmutter
strutture. zu Verstärkungs- oder Stützstrukturen.
Einfluss der Oberflächenbehandlung
Influenza auf sulla
della finitura superficiale die Korrosionsbeständigkeit
resistenza alla corrosione
4000
Salzsprühnebel
salina (ore)
1600
1400
1200
nebbia
(Stunden)
gegen
1000
Resistenza alla
800
Beständigkeit
600
400
200
0
Stahl + Zn+klar
Acciaio chromatiert Acciaio
Zn passivata Stahl+ +
ZnZn klar
passivata Stahl + ZnNi
Acciaio + ZnNiklar chroma- Stahl
passivata + SnZn
Acciaio + SnZnklarpassivata
chroma- Edelstahl
Acciaio inox
(Cr6-frei)
bianca trivalente chromatiert mit Versiege-
bianca trivalente con tiert (Cr6-frei)
bianca trivalente tiert (Cr6-frei)
bianca trivalente
(senza Cr6)Zn lung (Cr6-frei)
sigillante (senza Cr6) (senza Cr6) (senza Cr6)
Das
La obigesopra
tabella Diagramm
è basatabasiert
sui datiauf Daten
derivati daiaus
testSalzsprühnebeltests,
in nebbia salina secondo die entsprechend
ASTM B 117 usando DIN 50021
nebbia bzw. ASTM
di cloruro B 117
di sodio mitLa5posizione
al 5%. %igem Natriumchloridnebel durchgeführt
della finitura superficiale indicato nellawurden.
tabella Die
Einstufung
sopra è statoder Oberflächenbehandlungen,
ottenuto da questi test. Questi sono die im obigen
ottenuti Diagramm
con condizioni dargestellt
standard usandoist,una
wurde aus
nebbia didiesen
soluzioneTests hergeleitet.
di cloruro di sodioDiese
come werden
mezzo diunter Standardbedingungen
compararazione della resistenzamit einem
alla
Natriumchloridnebel
corrosione potenziale. Ledurchgeführt, um die
condizioni in tutte potentielle
le altre Korrosionsbeständigkeit
applicazioni sono spesso differenti ezu vergleichen.
possono Die
intaccare la Bedingungen bei anderen
posizione comparativa. Anwendungen
In particolare, sind
se metalli häufigsono
dissimili unterschiedlich und
coinvolvolti l'azione
galvanica
können die successiva può influenzare beeinflussen.
Vergleichseinstufung il rapporto e la natura
Wenn della corrosione.
heterogene Metalle beteiligt sind, kann die galvanische Wirkung die Rate und das Wesen der Korrosion beeinflussen.
La
Dieposizione mostrata
dargestellte è basatastützt
Einstufung sul tempo
sichdiauf
comparsa della ruggine
den Zeitpunkt, rossaroter
an dem ma loRost
stesso modello
auftritt. complessivo è vero per
Salzsprühnebeltests il tempo
sind di attacco
in dieser Formdella ruggine bianca.
für Edelstahl wenigerI test di nebbiaaber
geeignet, salina sono meno
Edelstahl
applicabili all'acciaio
wurde dennoch inox,
in das ma il suo inserimento
Diagramm aufgenommen, nella tabella
um dieserve a illustrare
höhere la sua inerente resistenza
Korrosionsbeständigkeit alla corrosione.
anzuzeigen. Saremo felici
Gern diskutieren wirdimit
discutere
Ihnen le esigenze
die per la vostra
Anforderungen fürparticolare
Ihre spezielle
applicazione
Anwendung eund assistervi
helfennella scelta
Ihnen della
dabei, finitura
die più appropriata.
am Besten geeignete Oberflächenbehandlung auszuwählen.
9
Systemauswahl
Diese Tabelle hilft Ihnen, die passende Avdel® Blindnietmutter für Ihren Einsatzfall zu finden. Weitere Informationen wie
technische Daten und Belastungswerte für jede Blindnietmutter finden Sie auf unserer Website www.avdel-global.com oder
kontaktieren Sie Ihren lokalen Avdel Repräsentanten.
Produkt Schaft- Material Ausführung Bohr-/ Gewindegröße Seite
Stanz-
form loch
Diese Datenblätter finden Sie auf unserer
Technische Daten
extra kleiner Kopf
Website www.avdel-global.com.
Beschreibung
5/16-18 UNC
5/16-24 UNF
geschlossen
1/4-20 UNC
3/8-16 UNC
3/8-24 UNF
1/4-28 UNF
10-24 UNC
10-32 UNF
Aluminium
6-32 UNC
8-32 UNC
Flachkopf
Senkkopf
metrisch
Edelstahl
offen
Stahl
Serie
zöllig
M12
M10
M8
M6
M5
M3
M4
•• •• •• • ••• 9408 26
Eurosert®
• • • • • • 39002 11 27
• • • • • • • • • 39006 28
• • • ••• • • • • 9468 29
• • • ••• • • • • 9658 30
• • • • • • • • FS38 31
• • • • • • • • FS58 32
• •• • •• • • • • FW78 33
Nutsert® / TSN®
• • •• •• • • • • FW96 34
12
• • • • • • • • GM17 35
• • •• • • • • GM57 36
• • • • •• • • • GM68 37
• • • • • • • 9654 *
• • • • ••• 9655 *
• • • • • 9665 *
• • • • • • • • • ••• • • • • • • • DKA 38
• • • • • • • • • ••• • • • • • • • DKS 39
DK / DL
13
• •• • • • • • • ••• • • • • • • • DLA 40
• •• • • • • • • ••• • • • • • • • DLS 41
• •• • • • • • •• 9498 42
Euro Hexsert®
• • • ••• • • • 9688 43
Hexsert® /
• • • • • • • • • 39101 14 44
• • • • • 39102 45
• • • • • • 49141 46
Hexsert ®
Strength
High
• •• • •••• 39301 15 47
Versa-Nut® Squaresert®
• •• • ••• GK08 16 48
• •• • •••• VN21 17 49
*Diese Datenblätter finden Sie auf unserer Website www.avdel-global.com.
Unsere Produkte werden ständig weiterentwickelt und verbessert. Daher unterliegen die hier angegebenen Informationen grundsätzlich dem Ausschluss
jeglicher Gewähr und dem Vorbehalt der jederzeit unbeschränkten Änderung ohne vorherige Ankündigung. Ihr lokaler Avdel Repräsentant steht Ihnen für
neueste Informationen zur Verfügung.
10Eurosert ®
Blindnietmutter zur Erzeugung von tragfähigen Gewinden in
dünnen Materialien. Für metrische Bohrlöcher.
Merkmale und Vorteile
• Kann für sehr dünne Materialien ab 0,25 mm eingesetzt • Flachkopf zur Aufnahme hoher axialer Kräfte. Kann als
werden Abstandshalter verwendet werden und auch mit einer Un-
• Verjüngter Schaft und Einführfase sorgen für leichtes Ein- terkopfdichtung versehen werden
führen in das Bohrloch • Die Verarbeitung erfolgt mit hydro-pneumatischen oder
• Verschiedene Beschichtungen zur Erhöhung der Korro- pneumatischen Handgeräten und auch vollautomatischen
sionsbeständigkeit erhältlich Montageanlagen und kann sich so an verschiedene
• Gerändelter Schaft verbessert das Verdrehmoment in wei- Montageumgebungen anpassen
cheren Materialien wie Aluminium verglichen mit Blindniet-
muttern mit glattem Schaft und verbessert, wenn erforder-
lich, die elektrische Leitfähigkeit in Blechbefestigungen
• Extra kleiner Kopf für eine nahezu bündige Bauteiloberfläche
Spezifikationen Typische Setzsequenz
Gewindegrößen:
M3 – M10
Materialien:
Stahl, Edelstahl
Kopfformen:
Extra kleiner Kopf,
Flachrundkopf
Schaft:
Rund, mit und ohne
Rändelung
Lochgröße: Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com.
Metrisch
Anwendungen
• Automobil
• Elektrotechnik
• Elektronische
Komponenten
• Blechverarbeitung
• Hausgeräte
• Leichtbau
11Nutsert /TSN ® ® Blindnietmutter aus Stahl, Edelstahl oder Aluminium zur Erzeugung von tragfähigen Gewinden in dünnen Materialien. Merkmale und Vorteile • Kann für sehr dünne Materialien ab 0,5 mm eingesetzt • Geschlossene Ausführung verhindert das Eindringen von werden Feuchtigkeit und Schmutz ins Gewinde und z. B. elektrische • Verschiedene Beschichtungen zur Erhöhung der Korrosi- Schaltkreise onsbeständigkeit erhältlich • Die Verarbeitung erfolgt mit hydro-pneumatischen oder • Extra kleiner Kopf für eine nahezu bündige Bauteilober- pneumatischen Handgeräten und auch vollautomatischen fläche Montageanlagen und kann sich so an verschiedene • Flachkopf zur Aufnahme hoher axialer Kräfte. Kann als Montageumgebungen anpassen Abstandshalter verwendet werden und auch mit einer Un- terkopfdichtung versehen werden Spezifikationen Typische Setzsequenz Gewindegrößen: M3 – M10, 6-32 UNC, 8-32 UNC, 10-24 UNC, 1/4-20 UNC, 5/16-18 UNC, 3/8-16 UNC Materialien: Stahl, Edelstahl, Aluminium Kopfformen: Extra kleiner Kopf, Flachkopf Option: Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com. Geschlossener Schaft Lochgröße: Meist zöllig, metrisch für Flachkopf-Ausführung Anwendungen • Automobilbau • Elektrotechnik • Elektronische Komponenten • Blechverarbeitung • Hausgeräte • Leichtbau 12
DK/DL
Blindnietmutter aus Stahl oder Aluminium zur Erzeugung von
tragfähigen Gewinden in dünnen Materialien.
Merkmale und Vorteile
• Kann für sehr dünne Materialien ab 0,5 mm eingesetzt • Extra kleiner Kopf für eine nahezu bündige Bauteilober-
werden fläche ohne spezielle Lochvorbereitung
• Sehr großer Klemmbereich bietet die Verarbeitungsmöglich- • Flachkopf-Ausführung bietet große Auflagefläche zur
keit in Materialstärken von 0,5 mm bis zu 7,9 mm Erhöhung der Auspresskraft
• Gerändelter Schaft erhöht Widerstand gegen Verdrehen • Verjüngter Schaft sorgt für leichtes Einführen in das
gegenüber herkömmlichen nicht-gerändelten Blindniet- Bohrloch
muttern
Spezifikationen Typische Setzsequenz
Gewindegrößen:
M4 – M10, 6-32 UNC,
8-32 UNC, 10-24 UNC,
10-32 UNF, 1/4-20 UNC,
1/4-28 UNF, 5/16-18 UNC,
5/16-24 UNF, 3/8-16 UNC,
3/8-24 UNF
Materialien:
Stahl, Aluminium
Kopfformen:
Extra kleiner Kopf, Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com
Flachkopf
Schaft:
Gerändelt
Lochgröße:
Zöllig
Anwendungen
• Automobilbau
• Elektrotechnik
• Blechverarbeitung
• Hausgeräte
• Leichtbau
13Hexsert und Euro Hexsert ® ® Blindnietmutter mit Sechskantschaft bietet hohe Verdreh- festigkeit und Auszugsfestigkeit, besonders in weicheren Metallen. Merkmale und Vorteile • Sechskantschaft und -bohrung verbessert durch Form- • Extra kleiner Kopf für eine nahezu bündige Bauteil- schluss das Verdrehmoment in Bauteilen verglichen mit oberfläche Blindnietmuttern mit rundem oder gerändeltem Schaft • Flachkopf zur Aufnahme hoher axialer Kräfte. Kann auch • Sehr gute Auszugswerte als Abstandshalter verwendet werden und auch mit einer • Kann für sehr dünne Materialien ab 0,5 mm eingesetzt Unterkopfdichtung versehen werden werden • Geschlossene Ausführung verhindert das Eindringen von • Verjüngter Schaft und Einführfase sorgen für leichtes Feuchtigkeit und Schmutz ins Gewinde und z. B. elektrische Einführen in das Stanzloch Schaltkreise • Zugänglichkeit nur von einer Seite erforderlich – schnelle • Die Verarbeitung erfolgt mit hydro-pneumatischen oder Verarbeitung pneumatischen Handgeräten und auch vollautomatischen • Verschiedene Beschichtungen zur Erhöhung der Korrosi- Montageanlagen und kann sich so an verschiedene onsbeständigkeit erhältlich Montageumgebungen anpassen Spezifikationen Typische Setzsequenz Gewindegrößen: M3 – M12 Materialien: Stahl, Edelstahl Kopfformen: Extra kleiner Kopf, Flachkopf Schaft: Sechskant Option: Geschlossen Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com. Lochgrößen: Metrisch und zöllig optional Anwendungen • Fahrwerkskomponenten • Elektrotechnik • Blechverarbeitung • Hausgeräte • Schaltgehäuse • Thermische Anwendungen 14
High Strength Hexsert ®
High Strength Hexsert® bietet Klemmkräfte vergleichbar mit
Schweiß- und Stanzmuttern in Anwendungen, die eine hohe
Gewindetragfähigkeit fordern. Sie bieten eine äquivalente
Gewindefestigkeit wie ISO 898 Güteklasse 10 Schweißmut-
tern und Einpressmuttern und können Anzugsdrehmomente
ertragen, wie sie im Allgemeinen auf Güteklasse 10.9 und
12.9 Schrauben und Bolzen aufgebracht werden.
Merkmale und Vorteile
• Aufnahme hoher Drehmomente • Bei Überbeanspruchung der Schraube bricht diese, bevor
• Schnelle Verarbeitung das Blindnietmutterngewinde versagt; dadurch wird ein
• Bietet hochfeste Gewinde in dünnen Materialien ab 0,5 mm Gewindeausreißen und teure Nacharbeit vermieden
• Sehr hohe Gewindefestigkeit • Verarbeitung mit den bekannten Avdel Handgeräten sowie
auch Mehrfach- und vollautomatischen Robotersystemen
Spezifikationen Typische Setzsequenz
Gewindegrößen:
M6 – M12
Material:
Stahl
Kopfform:
Flachkopf
Schaft:
Sechskant
Lochgröße:
Metrisch
Patent geschützt. Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com.
Anwendungen
• Geschlossene Stahlprofile
• Hydro-umgeformte
Bauteile
• Magnesium-Druckguss-
teile
• Aluminium-Strang-
pressprofile
15Squaresert ®
Blindnietmutter aus Stahl mit einem Vierkantschaft bietet
sehr hohe Verdrehfestigkeit und Auszugsfestigkeit in vielen
Materialien.
Merkmale und Vorteile
• Noch höheres Verdrehmoment in Bauteilen durch Form- • Verschiedene Beschichtungen zur Erhöhung der
schluss aufgrund noch größerer Anlagefläche am Vier- Korrosionsbeständigkeit erhältlich
kantschaft verglichen mit runden und gerändelten Blind- • Flachkopf zur Aufnahme hoher axialer Kräfte
nietmuttern • Kann als Abstandshalter verwendet werden und auch mit
• Höhere Standzeit des Stanzwerkzeuges im Vergleich zu einer Unterkopfdichtung versehen werden
einer Sechskantgeometrie • Die Verarbeitung erfolgt mit hydro-pneumatischen oder
• Sehr gute Auszugsfestigkeit pneumatischen Handgeräten und auch vollautomatischen
• Kann in sehr dünnen Blechen ab 0,5 mm eingesetzt werden Montageanlagen und kann sich so an verschiedene
Montageumgebungen anpassen
Spezifikationen Typische Setzsequenz
Gewindegrößen:
M5 – M8
Material:
Stahl
Kopfform:
Flachkopf
Lochgröße:
Metrisch
Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com.
Anwendungen
• Kfz-Fahrgestell-
komponenten
• Schaltschränke
• Weiche Werkstoffe
• Kunststoffe & Verbund-
werkstoffe
• Hausgeräte
• Leichtbaukonstruktionen
16Versa-Nut ®
Versa-Nut® Blindnietmuttern wurden für den Einsatz in wei-
cheren Materialien, Kunststoffen und Verbundwerkstoffen
entwickelt. Versa-Nut® Blindnietmuttern bieten höhere Aus-
zugswerte und Verdrehfestigkeit als die meisten alternativen
Blindnietmuttern. Die höhere Festigkeit erlaubt den Kon-
strukteuren, die Größe oder Anzahl der Verbinder im Bauteil
zu reduzieren. Und da die Versa-Nut® Blindnietmutter über
einen weit größeren Klemmbereich verfügt als herkömmliche
Blindnietmuttern, ist sie in vielen Anwendungen einsetzbar.
Merkmale und Vorteile
• Speziell für den Einsatz in weicheren Materialien, Kunst- 2) Fast doppelt so großer Klemmbereich wie herkömmliche
stoffen, Verbundwerkstoffen oder sehr dünnen Teilen Blindnietmuttern
• Großer Flachkopf verteilt den Anpressdruck • Erlaubt dem Konstrukteur, die Größe und Anzahl der
Verbinder im Bauteil zu reduzieren
• Zusätzliche Vorteile gegenüber konventionellen • Deckt große Variationen in der Materialstärke ab
Blindnietmuttern:
1) Extragroße Schließkopfauflage nach der Verarbeitung bietet:
• Höhere Auszugswerte und Verdrehsicherheit
• Geringere radiale Last auf dem Bohrloch in spröden Materialien
• Geringeres Risiko von Rissbildung und Delamination bei
Verbundwerkstoffen
Spezifikationen Typische Setzsequenz
Gewindegrößen:
M4 – M8
Material:
Stahl
Kopfform:
Flachkopf
Schaft:
Rund
Lochgröße:
Zöllig
Animierte Setzvorgänge und technische Daten finden Sie auf unserer Website www.avdel-global.com.
Anwendungen
• Verkleidungen und Blas- • Kunststofferzeugnisse –
formteile im Automobil- Montage von Freizeit-
bereich geräten
• Sandwichprofile und • Kleine Hausgeräte
Verbundplatten in LKWs, • Container
Bussen, Wohnwagen und • Anzeigetafeln
Schiffseinrichtungen • Kunststoffmöbel
• Faser- und Sperrholz-
platten
1718
Verarbeitungssysteme
Avdel bietet eine Reihe an kosteneffektiven und flexiblen handgeführten Druckluftgeräten zur Verarbeitung von Blindnietmut-
tern an. Die Reihe ist entwickelt worden, um den Anforderungen an verschiedene Anwendungen und Montage-
umgebungen sowie den unterschiedlichen Typen an Blindnietmuttern zu entsprechen. Die Vorteile sind u. a.:
• Geringere Montagekosten durch schnelles und exaktes • Verbesserte Produktqualität durch zuverlässige und
Verarbeiten der Blindnietmuttern sichere Gewindeeinbringung
• Größere Produktionsflexibilität von der Kleinserie bis zur • Höchster Bedienerkomfort und verbesserte Ergonomie
Montagelinie
Handgeräte
Die Avdel Blindnietmuttern-Verarbeitungsgeräte verwenden das Hubverfahren:
Die Vorteile des Hubverfahrens
• Erzeugt hohe Zugkräfte, die für die Verarbeitung von Blind- • Kompakte und ergonomisch konstruierte Geräte, die am
nietmuttern mit großem Durchmesser und dicken Wand- Balancer aufgehängt oder handgeführt werden können
stärken erforderlich sind • Ermöglicht die Verarbeitung von Blindnietmuttern mit und
• Reduziert Verschleiß der Ziehschraube und führt zu geringerem ohne Trockenfilmbeschichtung
Wartungsaufwand und längerer Lebensdauer des Gerätes
1. Die Blindnietmutter wird
1. 2. 3. automatisch auf die Ziehschraube
aufgespindelt.
2. Beim Auslösen des Gerätes
wird die Blindnietmutter zum
Gerät gezogen, so dass sich der
Schaft radial nach außen verformt
und fest gegen das Bauteil
gedrückt wird.
3. Die Ziehschraube des Gerätes
wird automatisch umgesteuert
und aus der Blindnietmutter her-
ausgedreht. Die Blindnietmutter
ist sicher positioniert.
19Handgeräte
Typ 74200 Setzgerät (hubgesteuert)
Ein leistungsstarkes, hydro-pneumatisches Gerät mit schlagfestem Kunststoffgehäuse, das für die schnelle Verarbeitung von
Blindnietmuttern der Gewindegrößen M3 bis M12 entwickelt wurde.
• Schlagfestes Kunststoffgehäuse und langlebige Kompo- • Neuestes Hubverfahren sorgt für exakte und sichere Gewin-
nenten bieten eine haltbare und robuste Konstruktion für deeinbringung und reduziert Verschleiß der Ziehschraube
eine lange Lebensdauer. Ideal für anspruchsvolle Montage • Verarbeitet Blindnietmuttern mit und ohne Trockenfilm-
umgebungen beschichtung
• Das ergonomische Design sorgt für reduzierte Bediener- • Tragbar und einfach zu handhaben durch geringes Gewicht
müdigkeit und erhöhte Produktivität. Das Gerät kann am • Durchschnittliche Taktzeit von 2,5 Sekunden reduziert die
Balancer aufgehängt oder handgeführt werden Montagezeit auf ein Minimum
Typ 74201 Setzgerät (kraftgesteuert)
Das Verarbeitungsgerät Typ 74201 ergänzt das Modell 74200 durch das zusätzliche Merkmal der Setzkraftsteuerung, so
dass die Blindnietmutter immer komplett verformt wird, auch wenn die Materialstärken sich verändern. Es wurde für die
Anwendungen entwickelt, wo Blindnietmuttern in Materialien mit variierenden Stärken eingesetzt werden. Das ist zunehmend
der Fall beim Einsatz von Kunststoff, Verbundwerkstoffen sowie Magnesium- und Aluminium-Druckgussteilen. Das Gerät Typ
74201 ist auch in den Anwendungen vorteilhaft, wo es zu Gratbildung auf der Rückseite des gebohrten Loches gekommen
sein kann und für z. B. Rohre, wo man nicht erkennen kann, ob die Blindnietmutter korrekt verformt ist, z. B. Karosseriebau,
Montageträger. Das Gerät verarbeitet die Blindnietmuttern setzkraftgesteuert (einstellbar), nicht mit einem festen Hub. Daher
ist es nicht notwendig, den Hub einzustellen oder mehr als ein Gerät für die Verarbeitung von Blindnietmuttern in unterschied-
lichen Materialstärken zu verwenden. Die Produktqualität wird verbessert und die Montagezeit verringert.
• Die Setzkraftsteuerung ermöglicht es dem Bediener, die • Das kunststoffummantelte Aluminiumgehäuse bietet
gleiche Blindnietmutter in variierende Materialstärken Schlagfestigkeit bei eventuellem Fallenlassen. Das Kunst-
ohne die sonst notwendige Hubanpassung zu setzen. Die stoffgehäuse erfährt keine strukturelle Belastung durch die
Verantwortung des Bedieners für die Einstellung des Hubes Bewegung des Luftzylinders
entfällt und auch eine eventuelle Gratbildung auf der Rück- • Tragbar und einfach zu handhaben durch geringes Gewicht
seite des Bohrloches ist unerheblich. • Gummiummantelter Gehäuseboden erhöht die Schlag-
• Verwendet die Ausrüstungen wie der Typ 74200 und kann festigkeit und Haltbarkeit
Blindnietmuttern von M3 bis M8 verarbeiten
• Das ergonomische Design reduziert Ermüdungserschei-
nungen und erhöht die Produktivität. Das Gerät kann am
Balancer aufgehängt oder handgeführt werden
74200 74201
20
Typ 74401 Setzgerät mit separatem Druckübersetzer
Hydro-pneumatisches Hubgerät mit separatem Druckübersetzer zur schnellen Verarbeitung einer Vielzahl an Avdel Blindniet-
muttern. Mit seinem kompakten und ergonomischen Design hat es eine lange Lebensdauer mit geringem Wartungsaufwand.
• Nietwerkzeug mit separatem Druckübersetzer • Erzeugt hohe Zugkraft
• Für die Verarbeitung von Blindnietmuttern bis zu M12 • Verlängerte Werkzeugstandzeit und geringerer Wartungs-
• Das ergonomische Design kann Ermüdungserscheinungen aufwand
beim Anwender reduzieren
Typ 74405 Setzgerät mit separatem Druckübersetzer
Ein leistungsstarkes hydro-pneumatisches Gerät, das für die Verarbeitung von Blindnietmuttern mit großem Durchmesser
und/oder Blindnietmuttern, die einen höheren Setzhub benötigen, entwickelt wurde. Dieses Gerät verfügt über eine
höhere Kraft und einen höheren Hub, ist aber gleichzeitig leicht und ergonomisch durch den separaten Druckübersetzer.
• Leichte, vom Druckübersetzer getrennte Nietpistole • Hohe Verarbeitungsgeschwindigkeit für gesteigerte
• Für die Verarbeitung von Versa-Nut Blindnietmuttern bis zu
®
Produktivität
M10 entwickelt • Robustes Gerät mit einfacher Instandhaltung
• Ergonomische Design verringert Ermüdungserscheinungen
Typ 74290 Sechskant-Stanzwerkzeug
Das Gerät Typ 74290 ergänzt und erweitert die Reihe der Avdel Handgeräte zur Blindnietmutternverarbeitung. Es bietet die
Möglichkeit, Sechskantlöcher für Hexsert® Blindnietmuttern dort herzustellen, wo nur einseitige Zugänglichkeit besteht. Das
Gerät Typ 74290 erlaubt es dem Kunden die Vorteile der, gegenüber runden Blindnietmuttern, höheren Verdrehfestigkeit der
Sechskant-Blindnietmuttern zu nutzen. Der Stanzaufsatz des Gerätes Typ 74290 wird in ein rundes Loch eingeführt und formt
daraus ein Sechskantloch.
74401 74405 74290
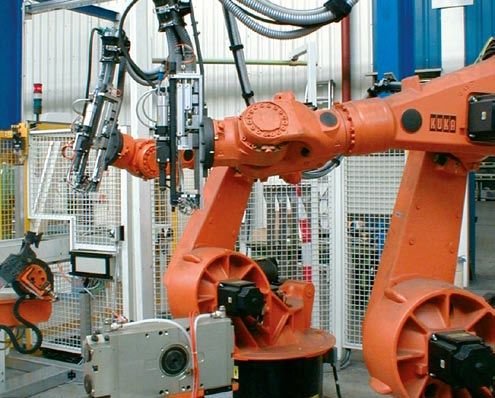
21Automatische Montageanlagen Autosert® Der modular aufgebaute Autosert® Blindnietmuttern-Automat zur Verarbeitung von Blindnietmuttern M3 bis M10 reduziert Montagezeit und -kosten. Die integrierte Prozessdiagnostik sorgt für einen gut überwachten Montageprozess für verbesserte Produktqualität. Der Schwingförderer fasst bis zu 2.000 Blindnietmuttern für eine kontinuierliche Zuführung. • Modularer Aufbau von Nietsetzkopf, Versorgungs- und Steu- • Für maximale Produktionsflexibilität und minimale Still- ereinheit zur schnellen und einfachen Integration in Monta- standzeit lässt sich der kompakte, leichte Nietsetzkopf gelinien. Das System arbeitet als eigenständige Einheit und schnell konfigurieren, separat montieren und in jedem kann für viele Anwendungen eingesetzt werden. Winkel benutzen. • Flexible elektrische, pneumatische und hydraulische Ver- • Die integrierte Prozessdiagnostik mit Klartextanzeige der bindungsleitungen zwischen den drei Hauptkomponenten Steuereinheit trägt zu einer exakten und zuverlässigen ermöglichen eine schnelle und einfache Integration in viele Montage und verbesserter Produktqualität bei. Montagesysteme. 22
Montageanwendungen
Automobilbau - Sitze
Vier Autosert® Arbeitsplätze mit Schwingförderer, modularem Nietsetzkopf, Füllstandssensor und Bunker verarbeiten 4 x M12
Hexsert® Blindnietmuttern pro Bauteil in einer Taktzeit von 30 Sekunden. Insgesamt werden 7.200 Hexsert® in
1.800 Bauteilen pro Tag verarbeitet.
Automobilbau - Instrumententafel
Die Montage dieses Trägers zur Aufnahme der Instrumententafel, ein hydroumgeformtes Hohlprofil mit 29 gelaserten Sechs-
kantlöchern, erfolgt vollautomatisch durch Roboter. Vier Autosert® Arbeitsplätze mit Versorgungseinheit und modularen
Nietsetzköpfen verarbeiten 29 x M6 und M8 Hexsert® Blindnietmuttern pro Teil in einer Taktzeit von 95 Sekunden.
23Montagearbeitsplätze Kundenspezifische Montagesysteme Mehrfach-Arbeitsplätze (halb-automatisch) Blindnietmutter. Diese kundenspezifischen Mehrfach-Anlagen Für mehrfache und gleichzeitige Verarbeitung von Blindniet- können Montagezeit und -kosten erheblich reduzieren und die muttern entwickelt. Das Beispiel zeigt eine Anlage zum Setzen Qualität erhöhen. von 6 x M5 Hexsert® Blindnietmuttern für verschiedene Anwen- dungen, inklusive Prozessüberwachung des Vorhandenseins von Bauteil und Blindnietmutter und des Setzens der 24
25
Eurosert® 9408
English Français Deutsch Italiano Español
Large flange A collerette Flachkopf Flangiato Ala Ancha
Splined body Fût cannelé Gerändelter Schaft Corpo zigrinato Cuerpo estriado
Low carbon steel* Acier bas carbone* Stahl* Acciaio a basso tenore di Acero bajo en carbono*
carbonio*
Zinc plated Revêtement zingué Verzinkt Zincato Zincado
Clear trivalent passivated Passivation claire trivalente Klar chromatiert, Cr6-frei Passivazione chiara Pasivado claro trivalente
trivalente
* : DIN EN 10263-2 Qst 34-3, BS EN/DIN 10263-2 C8C, Werkstoff 1.0213, SAE 1008
øB D
e
M grip P
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. ±0.13 max. nom. max.
M3 x 0.5 0.25 2.00 5.00 4.95 8.20 0.75 7.40 10.50 6.00 09408-72314
0.25 3.00 11.50 09408-72415
M4 x 0.7 6.00 5.95 9.20 0.75 8.80 7.10
3.00 4.50 13.00 09408-72417
0.25 3.00 13.00 09408-72517
M5 x 0.8 7.00 6.95 10.20 1.00 10.20 7.90
3.00 5.50 15.50 09408-72520
0.50 3.00 16.00 09408-72621
M6 x 1.0 9.00 8.95 13.20 1.50 12.70 9.40
3.00 5.50 18.50 09408-72623
0.50 3.00 17.50 09408-72822
M8 x 1.25 11.00 10.95 16.40 1.50 15.00 11.00
3.00 5.50 20.00 09408-72825
0.50 3.50 22.00 09408-72028
M10 x 1.5 13.00 12.95 18.90 2.25 17.50 14.50
3.50 6.00 25.00 09408-72031
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max. Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M3 x 0.5 1.5 4.2 1.1 1.8
M4 x 0.7 5.1 5.5 2.2 2.9
M5 x 0.8 7.9 8.0 3.4 4.2
M6 x 1.0 12.4 10.8 4.7 6.5
M8 x 1.25 32.0 12.5 6.8 7.9
M10 x 1.5 45.0 17.3 16.7 10.7
26 Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com.Eurosert® 39002
English Français Deutsch Italiano Español
Low profile Auto-affleurante Extra kleiner Kopf Testa a fila Sin ala
Stainless steel* Inox* Edelstahl* Acciaio inox* Acero inoxidable*
Natural Brut Blank Nessuna finitura Natural
* : Werkstoff 1.4570
øB
D
e
grip P
M
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. max. max. max. max.
M4 x 0.7 0.25 3.00 6.0 5.95 6.70 0.46 8.80 11.30 7.10 39002-24030
M5 x 0.8 0.25 3.00 7.0 6.95 7.80 0.46 10.20 12.70 7.90 39002-25030
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M4 x 0.7 5.6 9.8 1.8 1.8
M5 x 0.8 11.3 12.5 2.6 2.5
Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com. 27Eurosert® 39006
English Français Deutsch Italiano Español
Low profile Auto-affleurante Extra kleiner Kopf Testa a fila Sin ala
Splined body Fût cannelé Gerändelter Schaft Corpo zigrinato Cuerpo estriado
Low carbon steel* Acier bas carbone* Stahl* Acciaio a basso tenore di Acero bajo en carbono*
carbonio*
Zinc plated Revêtement zingué Verzinkt Zincato Zincado
Clear trivalent passivated Passivation claire trivalente Klar chromatiert, Cr6-frei Passivazione chiara Pasivado claro trivalente
trivalente
* : DIN EN 10263-2 Qst 34-3, BS EN/DIN 10263-2 C8C, Werkstoff 1.0213, SAE 1008
øB D
e
grip P
M
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. ±0.13 max. nom. max.
M4 x 0.7 0.25 2.00 6.00 5.97 6.70 0.46 8.80 11.30 7.10 39006-74020
M5 x 0.8 0.25 3.00 7.00 6.97 7.80 0.46 10.20 12.70 7.90 39006-75030
0.50 3.00 15.30 39006-76030
M6 x 1.0 9.00 8.97 10.20 0.50 12.70 9.40
3.00 5.50 17.80 39006-76055
0.50 3.50 17.30 39006-78035
M8 x 1.25 11.00 10.97 12.20 0.63 15.00 11.00
3.50 6.00 19.80 39006-78060
M10 x 1.5 1.00 3.50 13.00 12.97 14.20 0.63 17.50 20.40 14.50 39006-70035
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max. Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M4 x 0.7 5.1 3.6 2.0 1.2
M5 x 0.8 7.9 7.8 2.8 1.4
M6 x 1.0 12.4 15.8 5.0 2.6
M8 x 1.25 32.0 18.1 9.1 3.5
M10 x 1.5 45.0 20.8 16.7 3.9
28 Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com.Nutsert® / TSN® 9468
English Français Deutsch Italiano Español
Low profile Auto-affleurante Extra kleiner Kopf Testa a fila Sin ala
Stainless steel* Inox* Edelstahl* Acciaio inox* Acero inoxidable*
Natural Brut Blank Nessuna finitura Natural
* : Werkstoff 1.4305
øB D
e
P
M grip
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. max. max. max. max.
M3 x 0.5 0.51 1.50 4.75 4.73 5.77 0.64 8.40 9.15 5.80 09468-00310
M4 x 0.7 0.51 2.00 6.35 6.32 7.50 0.64 10.30 10.42 7.20 09468-00413
M5 x 0.8 0.51 3.00 7.15 7.11 8.26 0.64 12.70 11.82 7.00 09468-00514
M6 x 1.0 0.76 3.25 9.53 9.50 10.85 0.77 15.50 14.61 9.50 09468-00619
M8 x 1.25 0.91 3.70 10.60 10.57 11.74 0.77 17.20 16.13 10.10 09468-05821
M10 x 1.5 1.00 3.60 14.30 14.28 15.80 0.77 23.30 18.62 10.50 09468-01023
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M3 x 0.5 4.0 8.2 0.4 1.0
M4 x 0.7 5.6 9.2 1.9 2.0
M5 x 0.8 11.3 12.0 2.6 2.7
M6 x 1.0 16.9 18.3 3.4 2.9
M8 x 1.25 22.6 24.2 3.6 3.2
M10 x 1.5 33.8 33.9 4.2 4.2
Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com. 29Nutsert® / TSN® 9658
English Français Deutsch Italiano Español
Low profile Auto-affleurante Extra kleiner Kopf Testa a fila Sin ala
Low carbon steel* Acier bas carbone* Stahl* Acciaio a basso tenore di Acero bajo en carbono*
carbonio*
Zinc plated Revêtement zingué, Verzinkt Zincato Zincado
Clear trivalent passivated Passivation claire trivalente Klar chromatiert, Cr6-frei Passivazione chiara Pasivado claro trivalente
Lubricated Lubrifié Trockenfilmbeschichtet trivalente Lubricado
Lubrificato
* : DIN EN 10263-2 Qst 34-3, BS EN/DIN 10263-2 C8C, Werkstoff 1.0213, SAE 1008
øB D
e
P
M grip
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. max. max. max. max.
M3 x 0.5 0.51 1.50 4.75 4.72 5.84 0.38 8.40 9.02 5.80 09658-70310
M4 x 0.7 0.51 2.00 6.35 6.32 7.30 0.51 10.30 10.41 7.20 09658-70413
M5 x 0.8 0.51 3.00 7.15 7.11 8.00 0.51 12.70 11.81 7.00 09658-70514
M6 x 1.0 0.76 3.25 9.55 9.50 10.67 0.76 15.50 14.60 9.50 09658-70619
M8 x 1.25 0.91 3.70 10.60 10.57 11.68 0.76 17.20 16.00 10.10 09658-75821
M10 x 1.5 1.00 3.60 14.20 14.17 16.20 0.76 23.30 18.50 10.50 09658-72022
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M3 x 0.5 1.5 2.7 0.4 0.8
M4 x 0.7 5.1 6.6 1.9 1.5
M5 x 0.8 7.9 8.0 2.6 1.9
M6 x 1.0 12.4 11.4 3.4 2.4
M8 x 1.25 16.4 15.7 3.6 2.8
M10 x 1.5 33.9 18.7 4.2 3.7
30 Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com.Nutsert® / TSN® FS38
English Français Deutsch Italiano Español
Low profile Auto-affleurante Extra kleiner Kopf Testa a fila Sin ala
Closed end Borgne Geschlossen Fondo cieco Fondo cerrado
Low carbon steel* Acier bas carbone* Stahl* Acciaio a basso tenore di Acero bajo en carbono*
carbonio*
Zinc plated Revêtement zingué Verzinkt Zincato Zincado
Clear trivalent passivated Passivation claire trivalente Klar chromatiert, Cr6-frei Passivazione chiara Pasivado claro trivalente
trivalente
* : DIN EN 10263-2 Qst 34-3, BS EN/DIN 10263-2 C8C, Werkstoff 1.0213, SAE 1008
øB D
e
grip
M P
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. max. max. max. max.
M4 x 0.7 0.51 2.00 6.35 6.34 7.50 0.64 10.00 14.91 11.70 0FS38-70418
M5 x 0.8 0.51 3.00 7.15 7.13 8.26 0.64 12.20 20.26 15.50 0FS38-70521
M6 x 1.0 0.76 3.25 9.53 9.52 10.85 0.77 15.00 23.49 18.60 0FS38-70626
M8 x 1.25 0.91 3.70 10.60 10.59 11.74 0.77 16.80 23.63 18.10 0FS38-70829
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M4 x 0.7 5.1 6.6 1.9 1.5
M5 x 0.8 7.9 8.0 2.6 1.9
M6 x 1.0 12.4 11.4 3.4 2.4
M8 x 1.25 16.4 15.7 3.6 2.8
Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com. 31Nutsert® / TSN® FS58
English Français Deutsch Italiano Español
Large flange A collerette Flachkopf Flangiato Ala Ancha
Closed end Borgne Geschlossen Fondo cieco Fondo cerrado
Low carbon steel* Acier bas carbone* Stahl* Acciaio a basso tenore di Acero bajo en carbono*
carbonio*
Zinc plated Revêtement zingué Verzinkt Zincato Zincado
Clear trivalent passivated Passivation claire trivalente Klar chromatiert, Cr6-frei Passivazione chiara Pasivado claro trivalente
trivalente
* : DIN EN 10263-2 Qst 34-3, BS EN/DIN 10263-2 C8C, Werkstoff 1.0213, SAE 1008
øB D
e
grip
M P
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. max. ± 0.13 max. max. max.
M4 x 0.7 0.50 2.50 6.10 6.05 9.30 0.80 10.50 16.64 12.10 0FS58-70421
M5 x 0.8 0.50 2.50 7.10 7.05 10.30 1.00 13.30 17.56 12.30 0FS58-70522
M6 x 1.0 0.50 3.00 9.10 9.05 13.30 1.50 15.00 22.48 16.00 0FS58-70628
M8 x 1.25 1.00 4.00 11.10 11.05 14.30 1.50 18.60 25.84 19.80 0FS58-70832
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max. Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M4 x 0.7 5.1 5.5 1.5 2.9
M5 x 0.8 7.9 8.0 3.0 4.2
M6 x 1.0 12.4 10.8 3.4 6.5
M8 x 1.25 16.4 12.5 5.6 7.9
32 Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com.Nutsert® / TSN® FW78
English Français Deutsch Italiano Español
Large flange A collerette Flachkopf Flangiato Ala Ancha
Aluminium alloy* Alliage d‘aluminium* Aluminium* Lega di alluminio* Aluminio*
(2.5 % Mg) (2.5% Mg) (2.5 % Mg) (2.5% Mg) (2.5% Mg)
Natural Brut Blank Nessuna finitura Natural
* : AA 5052, DIN 1725, AlMg2.5, Werkstoff 3.3523
øB D
e P
M grip
øJ
øA
Thread / e (grip) øA øB D øJ M P
filetage /
Gewinde /
Part No/ref
filetto / rosca min. max. +0.1/-0 max. ± 0.35 ± 0.15 max. ± 0.35 max.
0.25 2.00 10.50 0FW78-00320
M3 x 0.5 5.10 5.00 8.00 0.75 7.00 6.50
2.00 3.00 11.50 0FW78-00330
0.25 3.00 11.50 0FW78-00430
M4 x 0.7 6.10 6.00 10.00 0.75 8.10 6.80
3.00 4.50 13.00 0FW78-00445
0.25 3.00 13.00 0FW78-00530
M5 x 0.8 7.10 7.00 11.00 1.00 9.60 8.30
3.00 5.50 16.00 0FW78-00555
0.50 3.00 16.00 0FW78-00630
M6 x 1.0 3.00 5.50 9.10 9.00 13.00 1.50 12.10 18.00 10.00 0FW78-00655
5.50 8.00 20.50 0FW78-00680
0.50 3.00 17.50 0FW78-00830
M8 x 1.25 3.00 5.50 11.10 11.00 16.00 1.50 14.50 20.00 11.50 0FW78-00855
5.50 8.00 23.00 0FW78-00880
0.80 3.50 22.00 0FW78-01035
M10 x 1.5 12.50 12.40 18.50 2.25 16.50 14.70
3.50 6.00 25.00 0FW78-01060
all dimensions in mm / en millimètres / alle Maße in mm / in millimetri / en milimetros
Thread /
filetage /
Gewinde / Recommended max. Pull-out Torque-to-turn Push-out
filetto / rosca torque
Nm max. kN Nm min. kN
M3 x 0.5 1.2 3.4 0.7 1.1
M4 x 0.7 4.0 4.9 1.7 1.6
M5 x 0.8 5.3 6.0 1.8 2.0
M6 x 1.0 10.8 8.6 2.3 3.6
M8 x 1.25 23.0 12.3 6.9 4.5
M10 x 1.5 28.0 15.7 7.5 5.2
Die neuesten Produktinformationen und Angaben zur Verarbeitung finden Sie auf www.avdel-global.com. 33Sie können auch lesen