Elektroband und -blech - Merkblatt 401 - Wirtschaftsvereinigung Stahl
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Elektroband und -blech
Merkblatt 401
Umschlag_Merklblatt_401.indd 3 22.08.17 09:48
Merkblatt 401
Wirtschaftsvereinigung Stahl Impressum
Die Wirtschaftsvereinigung Stahl ist Expertise für die Merkblatt 401
der wirtschafts politische Verband Mitgliedsunternehmen „Elektroband und -blech“
der Stahlindustrie in Deutschland Austausch fachlicher Expertise in Ausgabe 2017
mit Sitz in Düsseldorf und Büros Ausschüssen und Gremien ist ein ISSN 0175-2006
in Berlin und Brüssel. Der Verband weiteres Ziel der Wirtschaftsvereini
vertritt die branchenpolitischen Inter gung Stahl. Herausgeber
essen der in Deutschland ansässigen Wirtschaftsvereinigung Stahl
Stahlproduzenten und assoziierter National und international Marketing
ausländischer Mitgliedsunterneh vernetzt Postfach 105464
men gegenüber Politik, Wirtschaft Durch die Mitgliedschaften im Bundes 40045 Düsseldorf
und Öffentlichkeit. Die wichtigsten verband der Deutschen Industrie (BDI),
Aufgaben sind: im europäischen Stahlverband EURO Autoren
FER und im Welt-Stahlverband World Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing.
Das wirtschaftspolitische Umfeld Steel Association werden die Interessen Carl-Dieter Wuppermann,
mitgestalten der Mitgliedsunternehmen national wie Krefeld
Zentrales Anliegen ist es, ein wirt auch international vertreten. Dr.-Ing. Andreas Schoppa,
schaftspolitisches Umfeld zu er Füssen
möglichen, das die internationale Marketing für Stahlanwendungen
Wettbewerbsfähigkeit der Stahlun Markt- und anwendungsorientiert wer Redaktion
ternehmen in Deutschland auch in den firmenneutrale Informationen über Aktualisierung 2017 durch den Fach
Zukunft sichert. Verarbeitung und Einsatz des Werk ausschuss Elektroband im Werk
stoffs Stahl bereitgestellt. Publikatio stoffausschuss des Stahl instituts
Aufmerksamkeit schaffen, nen bieten ein breites Spektrum pra VDEh in Kooperation mit der Wirt
Meinungen bilden xisnaher Hinweise für Konstrukteure, schaftsvereinigung Stahl.
Die Wirtschaftsvereinigung Stahl Entwickler, Planer und Verarbeiter von
vertritt die Interessen der Mitglieds Stahl. Sie werden auch in Ausbildung Die dieser Veröffentlichung zugrun
unternehmen gegenüber politischen und Lehre eingesetzt. Vortragsveran de liegenden Informationen wurden
Entscheidungsträgern, Behörden, staltungen schaffen ein Forum für mit größter Sorgfalt recherchiert und
anderen wirtschaftlichen Branchen Erfahrungsberichte aus der Praxis. redaktionell bearbeitet. Eine Haftung
sowie der Öffentlichkeit und den Messen und Ausstellungen dienen der ist jedoch ausgeschlossen.
Medien. Präsentation neuer Werkstoffentwick
lungen und innovativer, zukunftswei Ein Nachdruck – auch auszugsweise –
Bündelung wirtschaftlicher sender Stahlanwendungen. Alle drei ist nur mit schriftlicher Genehmigung
Interessen Jahre wird der Stahl-Innovationspreis des Herausgebers und bei deutlicher
Die Mitgliedsunternehmen haben (www.stahl-innovationspreis.de) aus Quellenangabe gestattet.
gemeinsame Ziele. Diese gilt es zu gelobt. Er ist einer der bedeutendsten
bündeln und mit einer Stimme an die Wettbewerbe seiner Art und zeichnet Titelbild
Politik zu richten. besonders innovative Stahlanwendun Lamellen aus Elektroblech für
gen aus. Magnetkerne in elektrischen
Systemen
Umschlag_Merklblatt_401.indd 4 22.08.17 09:48
Elektroband und -blech
Inhalt
1 Einführung ............................. 4
2 Klassifizierung und
Arten von Elektroband .......... 5
2.1 Nichtkornorientiert ................... 5
2.2 Kornorientiert ........................... 6
3 Eigenschaften von
Elektroband ........................... 6
4 Herstellung von
Elektroband ........................... 9
5 Prüfung von
Elektroband ......................... 11
6 Be- und Verarbeitung
von Elektroband .................. 12
6.1 Nichtkornorientiert
schlussgeglüht ....................... 12
6.2 Nichtkornorientiert
nicht schlussgeglüht .............. 14
6.3 Kornorientiert ......................... 15
7 Anwendungen
von Elektroband .................. 15
8 Elektroband und
Umwelt ................................. 18
9 Grundlagen .......................... 18
9.1 Elektromagnetismus,
magnetisches Verhalten ......... 18
9.2 Elektroband als
ferro- und weichmagnetischer
Werkstoff ............................... 19
9.3 Formelzeichen ....................... 21
10 Literaturhinweise ................ 21
11 Wesentliche
Elektrobandnormen ............ 22
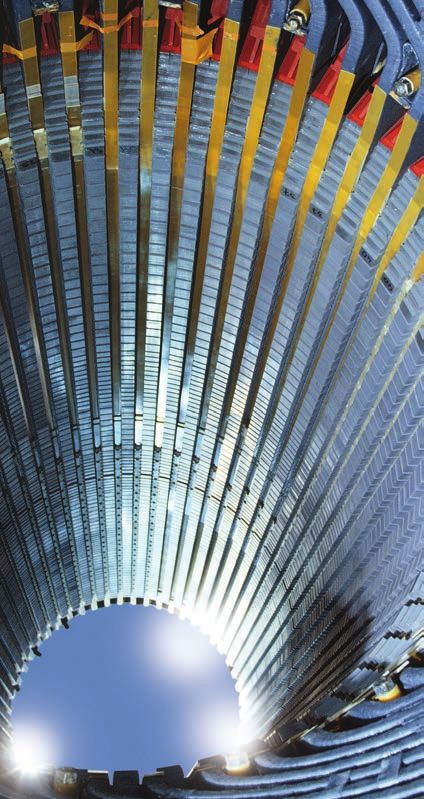
Innenansicht eines Turbogenerators mit geschichteten Elektroblech-Lamellen 12 Bildnachweis ....................... 22
3
Inhalt_Merkblatt 401.indd 3 22.08.17 09:40
Merkblatt 401
1 Einführung
Elektroband bzw. Elektroblech Elektroband-Coil mit Isolierung
ist ein anspruchsvoller Stahlwerk
stoff in einer außergewöhnlich um
fangreichen Herstellungs- und Ver
arbeitungskette. Es trägt aufgrund
seines funktionsb estimmenden
Einsatzes in elektrischen Systemen
wesentlich zu deren Energieeffizienz
bei. Damit leistet es einen erhebli
chen Beitrag zur Nachhaltigkeit von
Energieressourcen.
In früherer Zeit wurden einzelne Breitband/Spaltband
Elektrobleche durch Warmwalzen
in quasi Einzelfertigung unmittelbar
hergestellt. Heute wird Elektroband
mit zunehmender Weiterentwick
lung der Kaltbandfertigung in Re
versier- bzw. Tandem-Kaltwalz- und
Durchlaufglüh-Anlagen überwiegend
in Form von Breitband oder Spalt-
band, zumeist mit isolierenden Ober
flächenbeschichtungen, an Kunden
geliefert. Nach Verarbeitung des Verarbeitung zu Elektroblech-Lamellen durch Stanzen/Schneiden
Elektrobandes entsteht das Elekt
roblech, das in den Magnetkernen
der elektrischen Systeme eingesetzt
wird.
Für die Anwendung von Elek
troband sind insbesondere seine
physikalischen Eigenschaften von
entscheidender Bedeutung. So ge
hört Elektroband zu den sogenann
ten weichmagnetischen Werkstoffen
(siehe auch Kapitel 9 „Grundlagen“), Magnetische Komponenten (Magnetkerne) aus Elektroblechen
d.h. Werkstoffen, die im äußeren
Magnetfeld besonders einfach mag
netisierbar sowie entmagnetisierbar
sind und dadurch bei ihrem Einsatz
in elektrischen Systemen die Energie
optimal nutzen.
An der Weltrohstahlerzeugung
nehmen weichmagnetische Werk
stoffe einen Anteil von mehr als
1 % ein; das bedeutet immerhin
eine jährliche Menge von bis zu Elektrische Systeme
18 Mio. t. Mit 95 % Mengenanteil
spielt Elektroband eine dominieren
de Rolle.
Elektroband findet aufgrund sei
ner typischen magnetischen Eigen
schaften und seiner wirtschaftlichen
Herstellung eine breite Anwendung
in der Elektrotechnik. Diese besteht Generator Transformator Motor
im Einsatz in elektrischen Systemen
aller Art wie Maschinen und Geräten
für die Energieerzeugung in Gene Abb. 1: Vom Elektroband zu Elektroblechlamellen und ihren Anwendungen in
ratoren, in der Energieübertragung elektrischen Systemen
4
Inhalt_Merkblatt 401.indd 4 22.08.17 09:41
Elektroband und -blech
und -verteilung in Transformatoren Für den gezielten Einsatz des Anisotropie der magnetischen Eigen
sowie in der Nutzbarmachung der Elektrobandes in den relevanten schaften von Elektroband beruht auf
Energie auf der Verbraucherseite in Anwendungsfeldern sind zahlreiche der Kristall-Anisotropie des Eisens.
Motoren und anderen elektrischen Merkmale wie seine geometrischen, Eisen und seine Legierungen kristal
Maschinen. mechanisch-technologischen und lisieren in einer kubischen Struktur.
Die Nutzung von Elektroband ist anderen werkstofftechnischen Ei Die Würfelkantenrichtung ist dabei
auf die Erfindung des Elektromag genschaften von entscheidender die am leichtesten magnetisierbare
neten und des dynamo-elektrischen Bedeutung. Besonders wichtig für Richtung. Die Richtung der Raumdia
Prinzips zurückzuführen. Diese leite die Funktion des jeweiligen Bau gonale im Würfel ist die magnetisch
te die Herstellung von Maschinen zur teiles ist jedoch sein Verhalten im ungünstigste Richtung, Abb. 2.
Stromerzeugung aus mechanischer magnetischen Feld. Dies wird im
Energie (Generatoren) und umge Kapitel 9 genauer beschrieben.
kehrt, zur Erzeugung mechanischer Die magnetischen Eigenschaf 2.1 Nichtkornorientiert
Energie aus elektrischer Energie ten werden beim Elektroband we
(Elektromotoren), ein. Dabei wurde sentlich durch einen hohen Rein Für Anwendungen im Elektro
erkannt, dass man für die Herstellung heitsgrad, den Gehalt an Silizium und maschinenbau, bei denen der mag
der magnetisch aktiven Teile solcher Aluminium (bis ca. 5 Massenanteile netische Fluss auf keine bestimmte
Maschinen nicht nur irgendeine in %), sowie durch Warmwalz-, Kalt Richtung festgelegt ist und deshalb
Eisen legierung verwenden kann, walz- und Glühprozesse bestimmt. gleich gute magnetische Eigenschaf
sondern dass es auch sehr wichtig Das Elektroband wird vorwiegend im ten in allen Richtungen verlangt wer
ist, dass diese Magnetkerne aus Dickenbereich unterhalb von 1 mm den, erzeugt man Elektroband mit
vielen, voneinander isolierten Teilen angeboten. möglichst isotropen Eigenschaften.
(Lamellen) bestehen müssen. Ge Man bezeichnet es als nichtkorn
rade diese Erkenntnis erlangte eine orientiertes (NO-)Elektroband. Die
grundlegende Bedeutung mit Erfin 2 Klassifizierung und ses wird schwerpunktmäßig in Ge
dung des Wechsel- und Drehstroms Arten von Elektroband neratoren, Elektromotoren, Schützen,
gegen Ende des 19. Jahrhunderts. Relais und Kleintransformatoren
Im ersten Jahrzehnt des 20. Jahr Werkstoffe, deren physikalische eingesetzt.
hunderts kam es zur Entwicklung ei Eigenschaften von der Richtung ab Die ideale Struktur (Gefügeauf
nes siliziumlegierten Stahlblechs mit hängen, werden als anisotrop be bau) für ein nichtkornorientiertes
besonders günstigen Eigenschaften zeichnet. Sind die Eigenschaften in Elektroband ist ein polykristallines
zum Aufbau von Magnetkernen. allen Richtungen gleichwertig, spricht Gefüge mit Korngrößen zwischen
Mit der Zentralisierung der Ener man von isotropen Werkstoffen. Die 20 µm und 200 µm, wobei die Kris
gieversorgung und der Notwendig
keit von Übertragung der elektrischen
Energie über lange Wege zu den
Endverbrauchern stieg die Bedeu
tung des Transformators. Ein Patent
von Norman P. Goss, USA, leitete im
Jahre 1934 die Entwicklung von korn Vorzugs-
orientiertem Elektroband ein. richtungen
Elektrobänder werden nach Beispiele:
dem mehrstufigen Herstellungspro Fe, 50 % NiFe
zess längs auf Verwendungsbreiten
geteilt und durch Stanzen oder
Schneiden zu Elektroblechen ver
arbeitet. Die Elektrobleche werden
Magnetische Polarisation J
in weiteren Verarbeitungsschritten
zu elektromagnetischen Kompo
nenten geschichtet, paketiert und
fixiert. Diese elektromagnetischen
Komponenten finden dann in elekt
rischen Systemen wie Generatoren,
Transformatoren, Elektromotoren
und anderen Magnetanwendun
gen als Magnetkerne in Form von Abb. 2:
Statoren, Rotoren, Transformatoren Magnetische
und anderen Magnetkernen Anwen Magnetische Feldstärke H Vorzugsrichtungen in
dung, Abb. 1. kubischer Struktur
5
Inhalt_Merkblatt 401.indd 5 22.08.17 09:41
Merkblatt 401
tallite regellos in der Blechebene mit bis 3°. Die Größe der Körner beträgt der Permeabilität (Magnetisierbarkeit
der Fläche (100) ausgerichtet sind, mehrere Millimeter bis Zentimeter, des Werkstoffes), Tabelle 1.
Abb. 2. In der Praxis sind jedoch Abb. 3 und 4. Eine entscheidende Maßnahme,
die magnetischen Eigenschaften den Ummagnetisierungsverlust in
von realem nichtkornorientiertem Magnetkörpern zu senken, besteht
Elektroband in der Blechebene in 3 Eigenschaften von darin, den magnetischen Werkstoff
geringem Umfang von der Mag Elektroband zu lamellieren, Abb. 5. Daher wird
netisierungsrichtung abhängig. So das Elektroband, bedingt durch
betragen die Verlustunterschiede Grundsätzlich sind beim Elektro die Anforderungen des Marktes, in
zwischen Längs- und Querrichtung, band die gleichen Werkstoffeigen verschiedenen Dicken gefertigt. Da-
z. B. analog der Norm DIN EN 10106 schaften wie bei den klassischen bei wird das nichtkornorientierte
nur max. 17 %. Stahlbändern von hoher Relevanz. Elektroband vorrangig in den Dicken
Die Ausprägung einer hinrei Demgegenüber unterscheidet sich 0,50 mm und 0,65 mm hergestellt,
chenden Isotropie der magnetischen das Elektroband von den anderen aber auch 0,35 mm und 1,00 mm sind
Eigenschaften bei nichtkornorien Stahlbandprodukten durch die hohe gebräuchlich. Durch das Schichten
tiertem Elektroband wird wesentlich Bedeutung seiner magnetischen Ei der Lamellen zu Kernen werden ins
durch die Gestaltung des Legierungs genschaften, insbesondere des spe besondere bei großen Kernhöhen
designs und des Fertigungswegs zifischen Ummagnetisierungsverlus sehr enge Toleranzen bezüglich der
Warmumformung, Kaltumformung tes, der magnetischen Polarisation Banddicke erforderlich.
und Schlussglühung beeinflusst. (durch das magnetische Material Bei kornorientiertem Elektro
Die Fertigung eines Elektrobandes bewirkter Anteil der Flussdichte) und band sind die Banddicken 0,35 mm,
mit völlig isotropen Eigenschaften 0,30 mm, 0,27 mm und insbesondere
ist bis heute nicht gelungen.
2.2 Kornorientiert
Für Verwendungszwecke, bei de 1 mm 30 mm
nen es auf einen besonders niedrigen
Ummagnetisierungsverlust ankommt
und besonders hohe Ansprüche
an Permeabilität oder Polarisation
gestellt werden, wie bei Leistungs
transformatoren, Verteilungstrans
formatoren und höherwertigen
Kleintransformatoren, erzeugt man
Elektroband mit einheitlicher Orientie ung
rung der Kristallite (kristallografische lzricht
Wa
Textur), das man als kornorientiertes
(KO-)Elektro band bezeichnet. Die
einheitliche Orientierung der Kris
Nichtkornorientiertes Kornorientiertes
tallite bewirkt ein stark anisotropes Elektroband (isotrop) Elektroband (anisotrop)
Verhalten des Elektrobandes.
Bei kornorientiertem Elektro
band wird hierzu durch die auf Abb. 3: Kornorientierung und Gefüge beim Elektroband
wendige Fertigung eine wirksame
Kornwachstumsauslese durch
geführt. Seine Körner (Kristallite)
zeigen mit einer geringen Fehl
orientierung im schlussgeglühten Standardsorte: α ≤ 7° Wa lz- Fehl -
richtung orientierung α
Material eine nahezu ideale Textur, Hochpermeable Sorte: α ≤ 3°
die nach ihrem Entdecker benannte
Goss-Textur. Eine Würfelkante zeigt
ne
in Walzrichtung, eine Flächendiago chebe Würfelkantenrichtung
nale zeigt quer zur Walzrichtung. Die Ble
Abweichung der Würfelkante zur
Walzrichtung beträgt beim Stan
dardmaterial üblicherweise bis 7º
und beim hochpermeablen Material Abb. 4: Kornorientiertes Elektroband mit Goss-Textur
6
Inhalt_Merkblatt 401.indd 6 22.08.17 09:41
Elektroband und -blech
für hochwertige Leistungstransfor
matoren 0,23 mm gebräuchlich,
Nicht lamelliert Lamelliert
wobei diese Dicke angesichts der
schwierigen Kaltumformbarkeit
besondere Anforderungen an die
Kaltwalztechnik stellt (in besonderen s = dn–
Fällen werden auch andere Dicken
bereitgestellt, z. B. 0,18 mm für Wi s=d
ckeltransformatoren bzw. Enddicken
> 0,35 mm für spezielle Zwecke).
Zur wirksamen Unterdrückung Wirbelstromverlust: f = Frequenz
der Ausbildung von Wirbelströmen (π f s B̂ )2 s = Lamellendicke
P w = –––––– B̂ = Magnetische Flussdichte (Scheitelwert)
ist es insbesondere bei großen Blech 6 ρ ρe
ρ = Dichte
kernquerschnitten und den damit
ρe = Spez. elektr. Widerstand
verbundenen hohen Induktionsspan
Pw (nicht lamelliert) > Pw (lamelliert) d = Magnetkerndicke
nungen erforderlich, die Lamellen aus
Elektroband mit einem isolierenden
Überzug zu versehen. Elektroband Abb. 5: Verringerung des Ummagnetisierungsverlustes durch Lamellierung von Magnetkernen
kann daher nach der letzten Glü
hung beim Hersteller mit einer vor
wiegend 1 bis 4 µm dicken Isolation formbarkeit des Elektrobandes, und Nichtkornorientiertes Elektro
beschichtet werden. Für spezielle daher wird bei den handelsüblichen band wird abhängig von der Endan
Anwendungen (z. B. Großmaschinen, Elektrobandsorten, die ausschließlich wendung durch DIN EN 10106 für 50
Hochspannungsmaschinen) werden kaltgewalzt werden, ein Siliziumge Hz-Anwendungen im Dickenbereich
Schichtdicken bis 8 µm appliziert. halt mit einem Massenanteil von 1,00 bis 0,35 mm bzw. nach DIN EN
Beschichtungen mit Lack auf 3,5 % nicht überschritten. 10303 für höhere Frequenzen von
anorganischer oder organischer Ba z. B. 400 Hz in Dicken 0,35, 0,30,
sis, wie sie beim nichtkornorientierten 0,27, 0,25, 0,20 mm und dünner
Elektroband üblich sind, erhöhen die klassifiziert. Bei zuletzt genannter
Standzeit der Stanzwerkzeuge ganz Norm handelt es sich um den An
beträchtlich und werden oft aus Magnetische Eigenschaften wendungsfall von umrichterbetrie
diesem Grund auch bei kleinen Ma • Spezifischer benen Elektromotoren, wie sie unter
gnetkernabmessungen verwendet. Ummagnetisierungsverlust anderem in der Elektromobilität in
Abhängig von der Endanwendung • Magnetische Polarisation Hybrid- oder Elektrofahrzeugen zum
(z. B. Großmaschinen, Hochspan • Permeabilität Einsatz kommen. Diese Norm sieht
nungsmaschinen) wird das bereits • Remanenz ebenfalls eine optionale Garantie von
beschichtete NO Elektroband beim • Koerzitivfeldstärke mechanischen Eigenschaften bei
Endverbraucher nach dem Stanzen Raumtemperatur in Walzrichtung vor.
nochmals nachlackiert. Mechanisch-technologische Die genauen Angaben zu den
Beim kornorientierten Elektro Eigenschaften magnetischen Eigenschaften der
band übt eine komplex zusammen • Streckgrenze verschiedenen Elektrobandsorten
gesetzte anorganische Beschichtung • Zugfestigkeit findet man in der Regel in den Pro
eine Zugspannung auf den Blech • Härte duktkatalogen der Elektrobandher
werkstoff aus. Diese Zugspannung • Dehnung steller. Einige Beispiele werden für
bewirkt eine magnetisch günstige • Biegezahl nichtkornorientiertes Elektroband,
Strukturierung der magnetischen • Dauerfestigkeit Abb. 6, und für kornorientiertes
Domänen (siehe Kapitel 9.2) und ver Elektroband, Abb. 7, aufgeführt.
Andere Werkstoffeigenschaften
ringert dadurch bei hochpermeablen Ergänzt um gerätespezifische Kor
• Chemische Zusammensetzung
Sorten den Ummagnetisierungsver rekturfaktoren (Baufaktoren), werden
• Beschichtung
lust um bis zu 5 %. solche Kurven in der Regel von den
• Wärmeleitfähigkeit
Eine wichtige Methode, den Um Konstrukteuren zur Auslegung von
• Elektrische Leitfähigkeit
magnetisierungsverlust zu senken, elektrischen Systemen eingesetzt.
besteht im Zulegieren von Silizium. Geometrische Eigenschaften
Mit steigendem Siliziumgehalt wird • Breite
der spezifische elektrische Wider • Dicke
stand des Elektrobandes erhöht und • Querprofil
dadurch der Ummagnetisierungsver • Kantenanschärfung
lust reduziert. Leider sinkt mit stei • Ebenheit Tabelle 1:
gendem Siliziumgehalt die Kaltum Relevante Eigenschaften von Elektroband
7
Inhalt_Merkblatt 401.indd 7 22.08.17 09:41
Merkblatt 401
Verlustkennlinien Magnetisierungskennlinien
ausgewählter Elektroband-Standardsorten ausgewählter Elektroband-Standardsorten
100 2,0
P s [ W/k g ]
J [T]
M 940-50 A
10 1,5
Magnetische Polarisation (Scheitelwert)
Spezifischer Ummagnetisierungsverlust
M 270-50 A
M 700-50 A
M 270-50 A
1,0 1,0 M 470-50 A
M 700-50 A
M 470-50 A
0,1 0,5 M 940-50 A
0,01 0
0 0,5 1,0 1,5 2,0 1 10 100 1000 10000 100000
Magnetische Polarisation (Scheitelwert) J [T ] Magnetische Feldstärke (Scheitelwert) H [A /m ]
Abb. 6: Magnetische Eigenschaften von schlussgeglühtem nichtkornorientiertem Elektroband (50 Hz, 0,50 mm Dicke, gemessen an Proben,
die jeweils zu 50 % in Längs- und in Querrichtung geschnitten wurden)
Standardsorte Hochpermeable Sorte
10000 100 10000 100
P s [ W/kg ]
P s [ W/kg ]
Ss Ss
1000 10 1000 10
Spezifische Scheinleistung S s [ VA /kg ]
Spezifische Scheinleistung S s [ VA /kg ]
Magnetische Feldstärke H [A /m ]
Magnetische Feldstärke H [A /m ]
Spezifischer Ummagnetisierungsverlust
Spezifischer Ummagnetisierungsverlust
100 1 100 1
H
H eff H
H eff
10 0,1 10 0,1
Ps Ps
1 0,01 1 0,01
0,1 0,001 0,1 0,001
0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0
Magnetische Polarisation J [ T ] Magnetische Polarisation J [ T ]
Abb. 7: Magnetische Eigenschaften von kornorientiertem Elektroband (Probe in Längsrichtung geschnitten, 50 Hz, 0,27 mm Dicke)
8
Inhalt_Merkblatt 401.indd 8 22.08.17 09:41
Elektroband und -blech
4 Herstellung von für das Elektroband nicht erwünschten Während in der Standard-Warm
Elektroband Bestandteilen (z. B. Chrom, Titan), wird bandherstellung alle erforderlichen
im Stahlwerk festgelegt. Eine ganz Prozessstufen einzeln durchgeführt
Die Herstellung von Elektroband wesentliche Rolle in der Entwicklung werden, verbinden moderne Verfah
ist in mehrere Prozessschritte zu des Elektrobandes spielt die Verbes ren, wie Dünnbrammengießen oder
unterteilen: Stahl-, Warmband- und serung der Primär- und insbesondere Bandgießen, mehrere Produktions
Kaltbanderzeugung, Wärmebehand der Sekundärmetallurgie. Durch ent schritte zu einem. Sie sparen dadurch
lung und Bandbeschichtung sowie sprechende Maßnahmen konnte die Herstellungskosten und eröffnen
Zurichtung in den Adjustageanlagen, Reinheit der Schmelzen gesteigert neue Möglichkeiten der Eigenschafts
Abb. 8, Tabellen 2 und 3. und ihr Kohlenstoffgehalt deutlich auf beeinflussung. So z. B. brachte der
Die chemische Zusammensetzung Werte zwischen 20 ppm und 30 ppm Einsatz der Dünnbrammengießtech
der Schmelze, d.h. die Einstellung des verringert werden. Dadurch werden nologie eine deutliche Verbesserung
Silizium- und des Aluminiumgehalts die magnetischen Eigenschaften der der Qualität des nichtkornorientier
und der Gehalte anderer Legierungs heutigen Elektrobandsorten merklich ten Elektrobandes im Hinblick auf
elemente sowie die Verhinderung von verbessert. die Fehlerquote, die Geometrie des
Abb. 8: Anlagen zur Herstellung von Elektroband (Kaltwalz-Reversiergerüst, oben links, Durchlauf-Glühofen, oben rechts,
Hochtemperaturglühung beim kornorientierten Elektroband, unten links, Domänenverfeinerung mit Laser, unten rechts)
9
Inhalt_Merkblatt 401.indd 9 22.08.17 09:41
Merkblatt 401
Nichtkornorientiertes Elektroband
Konventionelle Verfahren Entwicklung
Schlussgeglüht oder
Schlussgeglüht Nicht schlussgeglüht
nicht schlussgeglüht
Stahlherstellung Stahlherstellung Stahlherstellung Stahlherstellung Stahlherstellung
Dünnbrammengießen Stranggießen Dünnbrammengießen Stranggießen Bandgießen
(50 mm) (215 mm) (50 mm) (215 mm) (2–3 mm)
Ausgleichsofen Brammendurchwärmung Ausgleichsofen Brammendurchwärmung
Warmwalz-Vorstraße Warmwalz-Vorstraße
Warmwalz-Fertigstraße Warmwalz-Fertigstraße Warmwalz-Fertigstraße Warmwalz-Fertigstraße
Beizen + Besäumen Beizen + Besäumen Beizen + Besäumen Beizen + Besäumen Beizen + Besäumen
Warmbandglühung* Warmbandglühung* Warmbandglühung* Warmbandglühung* Warmbandglühung*
Kaltwalzen Kaltwalzen Kaltwalzen Kaltwalzen Kaltwalzen
Schlussglühung oder
Schlussglühung Schlussglühung Rekristallisationsglühung Rekristallisationsglühung
Rekristallisationsglühung
Nachverformung Nachverformung Nachverformung
Isolationsauftrag* Isolationsauftrag* und/oder und/oder und/oder
Isolationsauftrag* Isolationsauftrag* Isolationsauftrag*
Besäumen, Längs- und/oder Querteilen in den Adjustageanlagen
Be- und Verarbeitungsverfahren beim Kunden (Stanzen, Schneiden, Stanzpaketieren, Schweißen, Nieten, Kleben und andere)
Stanzteil- oder Magnetkern-Entspannungsglühung bzw. Stanzteil- oder Magnetkern-Schlussglühung*
Tabelle 2: Herstellung von nichtkornorientiertem Elektroband *Fertigungsschritte für besondere Anforderungen
Elektrobandhersteller Verarbeiter Elektrobandhersteller + Verarbeiter
Kornorientiertes Elektroband
Konventionelle Verfahren Entwicklung
Standard Hochpermeabel Standard/Hochpermeabel
Stahlherstellung Stahlherstellung Stahlherstellung Stahlherstellung
Stranggießen (215 mm) Stranggießen (215 mm) Dünnbrammengießen (50 mm) Bandgießen (2–3 mm)
Brammenvorwärmung* Brammenvorwärmung*
Prerolling* Prerolling*
Brammendurchwärmung Brammendurchwärmung Ausgleichsofen
Warmwalz-Vorstraße Warmwalz-Vorstraße
Warmwalz-Fertigstraße Warmwalz-Fertigstraße Warmwalz-Fertigstraße
Besäumen Besäumen Besäumen Besäumen
Warmbandglühung* Vorglühung*
Strahlen + Beizen Strahlen + Beizen*
Vor-Kaltwalzen Vor-Kaltwalzen*
Zwischenglühung Ausscheidungsglühung Ausscheidungsglühung Ausscheidungsglühung*
Strahlen + Beizen Strahlen + Beizen Strahlen + Beizen
Kaltwalzen Kaltwalzen Kaltwalzen Kaltwalzen
Entkohlungsglühung Entkohlungsglühung Entkohlungsglühung Entkohlungsglühung
Klebschutzauftrag Klebschutzauftrag Klebschutzauftrag Klebschutzauftrag
Hochtemp.-Haubenglühung Hochtemp.-Haubenglühung Hochtemp.-Haubenglühung Hochtemp.-Haubenglühung
Schlussbeschichtung Schlussbeschichtung Schlussbeschichtung Schlussbeschichtung
Domänenverfeinerung* Domänenverfeinerung* Domänenverfeinerung*
Besäumen, Längs- und/oder Querteilen in den Adjustageanlagen
Be- und Verarbeitungsverfahren beim Kunden (Stanzen, Schneiden, Kleben und andere)
Stanzteil- oder Magnetkern-Entspannungsglühung*
Tabelle 3: Herstellung von kornorientiertem Elektroband *Fertigungsschritte für besondere Anforderungen
10
Inhalt_Merkblatt 401.indd 10 22.08.17 09:41Elektroband und -blech
Bandes, die Bandausführung sowie Umformgrad (kritische Verformung für schem Ummagnetisierungsverlust
die magnetischen Eigenschaften. gezieltes Kornwachstum) kaltgewalzt. und hervorragendem Magnetisie
Durch ständige Optimierung und In der Regel werden nicht schluss rungsverhalten.
Erweiterung dieser Technologie auf geglühte Elektrobandsorten ohne Um den Ummagnetisierungs
breiteres Sortenspektrum werden Isolierung geliefert. verlust weiter zu senken, wird bei
weitere Verbesserungen erwartet. Sowohl bei dem schlussgeglüh bestimmten kornorientierten Elektro
Die ersten Erfahrungen beim Ein ten als auch bei dem nicht schlussge bandsorten zusätzlich eine spezielle
satz des Bandgießens in der Erzeu glühten Elektroband gibt es Sorten, die Laserstrahlbehandlung oder seltener
gung von Elektroband eröffnen neue ein besonders gutes Magnetisierungs eine mechanische Behandlung der
Perspektiven für die Entwicklung verhalten bei einem vergleichbaren Bandoberfläche (sogenannte Domä
kosten- und eigenschaftsoptimierter Ummagnetisierungsverlust-Niveau nenverfeinerung – siehe Kapitel 9.2)
Sorten. wie im Falle von Standardsorten durchgeführt. Danach erfolgt wie bei
Bei den nichtkornorientierten aufweisen. Diese hochpermeablen den anderen Elektrobandsorten das
schlussgeglühten Elektroband Elektrobandsorten werden in einem Längs- und Querteilen zu Breitband,
sorten erfolgt nach dem Beizen besonderen Verfahren hergestellt und Spaltband oder zu Tafeln.
von Warmbändern das Kaltwalzen in besitzen gegenüber den Standard
mehreren Walzdurchgängen (Walz sorten eine verbesserte Polarisation
stiche) auf die gewünschte Enddicke, und Permeabilität. Ebenso kann die 5 Prüfung von
üblicherweise 0,20 bis 1,00 mm. Bei Wärmeleitfähigkeit beeinflusst wer Elektroband
hochsilizierten Elektrobandsorten hat den.
sich wegen der hohen Umformkräf Die Herstellung des kornorien- Um die Qualitätsprüfungen der
te das reversierende Walzverfahren tierten Elektrobandes ist bis zum verschiedenen Elektrobandsorten zu
ganz besonders bewährt. Das Band Warmband ähnlich der des nicht ermöglichen, sind bestimmte Eigen
wird anschließend im Durchlaufofen kornorientierten Elektrobandes, schaften von Elektroband, wie
unter Schutzgasatmosphäre schluss wobei hier durch einen besonderen • spezifischer Ummagnetisie
geglüht, wobei das Walzgefüge re Ablauf des Warmbandprozesses das rungsverlust bei bestimmten
kristallisiert, der Kohlenstoffgehalt spätere Gefüge im Fertigband gezielt Polarisationswerten,
auf sehr niedrige Werte eingestellt beeinflusst wird. • magnetische Polarisation bei
und eine Grobkornbildung herbeige Das Warmband wird geglüht und bestimmten magnetischen Feld
führt wird. Nach dieser Glühbehand entzundert oder nur einer Entzunde stärkewerten,
lung kann das Elektroband je nach rung unterworfen. Das anschließen • andere magnetische, technolo
Kundenwunsch unisoliert bleiben, de Kaltwalzen wird in einer bzw. zwei gische und geometrische Eigen
aber auch ein- oder beidseitig isoliert Stufen mit einer dazwischenliegen schaften
werden. In der Adjustage (Zurichtung) den Glühbehandlung durchgeführt. weltweit genormt (siehe Kapitel 11).
wird es dann zu Breitband, Spaltband Das auf Zwischen- oder Enddicke Zur Ermittlung von magne
oder zu Tafeln längs und quer geteilt. gewalzte Material wird einer Ent tischen Eigenschaften werden
Es existieren jedoch auch nicht kohlungsglühung unterzogen. Bei grundsätzlich zwei genormte Mess
kornorientierte Elektrobandsorten, bei der nachfolgenden Hochtempera verfahren eingesetzt: das Epstein
denen die geforderten Eigenschaften turglühung wird die Bandoberfläche messverfahren und das Tafelmess
erst bei den Herstellern von Lamellen mit einem Trennungsmittel versehen, verfahren, Abb. 9.
oder gestapelten Magnetkernen nach Abb. 8, um das Kleben der einzel Zur weiteren Absicherung des
einer besonderen Glühung (Stanzteil nen Bandwindungen zu vermeiden. Glühprozesses wird als zusätzliches
glühung, Magnetkernglühung) erreicht Nach der Hauben-Hochtemperatur Hilfsmittel eine nicht genormte, kon
werden. Diese Sorten bezeichnet man glühung werden die Bänder in einem tinuierliche Messung des Ummagne
als nicht schlussgeglühtes Elektro- Arbeitsgang isoliert, thermisch ge tisierungsverlustes am Durchlaufofen
band. Die Sorten werden nach dem richtet und spannungsarm geglüht. eingesetzt.
Kaltwalzen rekristallisierend geglüht Auch beim kornorientierten Ergänzende Messungen können
(Haubenofen oder Durchlaufofen) Elektroband gibt es hochpermeable mit dem jeweiligen Hersteller zusätz
und anschließend mit einem geringen Sorten mit sehr niedrigem spezifi lich vereinbart werden.
11
Inhalt_Merkblatt 401.indd 11 22.08.17 09:41Merkblatt 401
Abb. 9: Geräte zur Ermittlung von magnetischen Eigenschaften an Elektrobandproben (Messgerät MPG 200 D mit Epsteinrahmen, links,
Tafelmessgerät, rechts)
6 Be- und Verarbeitung 6.1 Nichtkornorientiert ist dann identisch mit der Bandkante.
von Elektroband schlussgeglüht Es handelt sich also um eine beson
ders materialsparende Anordnung.
Elektroband bzw. Elektroblech Die Herstellung von Blechlamel Der Komplettschnitt ist das
ist ein hochwertiges Walzstahlfertig len zum Aufbau von Magnetkernen bevorzugte Stanzverfahren für gro
erzeugnis, dem bei der Lagerung so erfolgt durch Stanzen oder Schnei ße Stanzteile und für komplizierte
wie bei der Verarbeitung Rechnung den. Je nach Gegebenheit wird heute Schnittformen. Komplettschnittwerk
zu tragen ist. Das Material muss so eine der fünf möglichen Trennverfah zeuge werden wegen der meist grö
gelagert werden, dass es vor Feuch ren angewandt: ßeren Vorschublängen in langsamer
tigkeit und vor Beschädigungen ge • Folgeschnitt laufenden Pressen eingebaut. In be
schützt ist. Die Verarbeitung soll so • Komplettschnitt stimmten Fällen werden auch vorge
erfolgen, dass Behandlungen, die • Einzelnutung schnittene Blechtafeln eingelegt. Die
eine bleibende Verformung und da • Laserstrahlschneiden fertigen Stanzteile werden wegen ihrer
mit eine Verschlechterung der mag • Wasserstrahlschneiden Größe meist von Hand gestapelt.
netischen Eigenschaften nach sich Bei der Einzelnutung wird jede
ziehen, zu vermeiden sind, Abb. 10. Der Folgeschnitt eignet sich für die Wicklung vorzusehende Nute
Elektroband wird als Breitband oder besonders für die Verarbeitung von in eine sich drehende Ronde einge
in Verwendungsbreite (Spaltband), Bandmaterial. Das Band wird auf stanzt. Mit Hilfe der Einzelnutung
in einigen Fällen auch als Tafeln ge den vor der Stanze befindlichen Ab können auch Teile größeren Durch
liefert. Beim Längsteilen des Breit laufhaspel gespannt und über eine messers bearbeitet werden, ebenso
bandes zu Verwendungsbreiten ist Vorschubeinrichtung taktförmig in Lamellen für konische Verschiebe
auf eine exakte Messereinstellung zu das Werkzeug eingeführt. Bei je ankermotoren, bei denen die Außen
achten. Ferner muss der Aufwickel dem Takt wird ein Teil der späteren durchmesser der Rotorbleche immer
zug für das Spaltband so gewählt Form ausgestanzt, d.h., Stator- und größer und die Innendurchmesser der
werden, dass keine Überdehnung Rotorblech oder Basis- und Jochteil Statorbleche immer kleiner werden.
des Werkstoffes eintritt. Ein Richten werden in bestimmter Folge ausge Beim Laserstrahlschneiden wird
des Elektrobandes beim Einlauf in trennt. Diese fallen durch die Werk die Energie des Laserstrahls zur Tren
Stanz- oder Ablängeinrichtungen ist zeugmatrize und werden mit Hilfe nung der Blechteile verwendet. Diese
bei nichtkornorientiertem schluss einer Auffangvorrichtung aufgereiht. Methode ist besonders für die Proto
geglühtem Elektroband sowie bei Der Einsatz von Folgeschnittwerk typenfertigung sowie für kleine Serien
kornorientiertem Elektroband zu zeugen erfolgt meist in modernen geeignet und stellt, wegen der mögli
vermeiden. Bei der Verarbeitung von Schnellläuferpressen, die mit hohen chen negativen Wirkung der Wärme
nichtkornorientiertem nicht schluss Schnittzahlen arbeiten. einflusszone auf die magnetischen
geglühtem Elektroband wirken sich Ein besonderer Vorteil des Folge Eigenschaften des Werkstoffes,
diese Einflüsse nicht aus, da üblich schnitts ist, dass hierbei gitterlose höchste Ansprüche an die Qualität
erweise noch eine Schlussglühung Verarbeitung angewandt werden des Verfahrens und der technischen
der Stanzteile erfolgt. kann. Die Kante des fertigen Bleches Einrichtungen.
12
Inhalt_Merkblatt 401.indd 12 22.08.17 09:41Elektroband und -blech
Abb. 10: Verarbeitung von Elektroband von der Lamelle (links) zum Magnetkern (rechts)
oben: Energieerzeugung (Generator)
Mitte: Energieübertragung/-verteilung (Transformator)
unten: Energienutzung (z. B. Elektromotor)
13
Inhalt_Merkblatt 401.indd 13 22.08.17 09:41Merkblatt 401
Das Wasserstrahlschneiden vom Elektrobandhersteller bereits 6.2 Nichtkornorientiert
nutzt die Energie des unter hohem aufgebracht werden. Nach Einwir nicht schlussgeglüht
Pressdruck wirkenden Wasserstrah kung von Wärme und Druck für eine
les. Diese Methode beeinflusst am definierte Zeit, abhängig von der Die Herstellung der Lamellen
gerings ten die magnetischen Ei Paketgröße, erfolgt ein Verkleben erfolgt wie zuvor beschrieben. Zur
genschaften des Elektrobandes, ist der einzelnen Blechlamellen. Durch Stanzbarkeitsverbesserung werden
jedoch wegen der verhältnismäßig das Backlackierverfahren entstehen meist Schmiermittel aufgebracht.
niedrigen Prozessgeschwindigkeit flüssigkeitsdichte Pakete ohne den Nach dem Stanzen wird die
und wegen Einschränkungen in der magnetischen Fluss störende me Schlussglühung in kontinuierlich arbei
Lamellenform derzeit nur für die Pro chanische Verbindungen. Solche tenden Glühöfen meistens unter ent
totypenfertigung geeignet. geklebten Elektrobandpakete kön kohlender Atmosphäre durchgeführt.
Die Maßgenauigkeit der Stanz nen auch in einem Inline-Prozess Dabei werden die Stanzteile zwischen
teile wird durch fünf wesentliche kontinuierlich gefertigt werden. 750°C und 850°C rekristallisiert, weit
Einflüsse bestimmt: Inwieweit die einzelnen Verar gehend entkohlt, und es wird grobes
• Präzision des Werkzeuges beitungsschritte die magnetischen Korn erzielt. Bei unbeschichteten
• Konstruktion der Schneidanlage Eigenschaften des Werkstoffes Lamellen kann durch Zugabe von
• Geometrie der Lamelle beeinflussen, stellen die Tabellen 4 Wasserdampf eine Oxidschicht als
• Beschaffenheit des Elektroban und 5 dar. Isolation aufgebracht werden.
des
• Fertigungstechnik
Beim Stanzen entsteht z. B. ein Verarbeitungs- Arbeitsbereich Arbeitsbereich Arbeitsbereich
Stanzgrat, der mit dem Verschleiß des schritt J < 0,5 T J 0,5 T bis 1,5 T J > 1,5 T
Werkzeuges zunimmt. Der Grat soll Stanzen gering hoch sehr gering
so klein wie möglich gehalten wer
Verpressen kein gering bis mittel kein
den, weil er die Stapeleigenschaften
der Lamellen
des Blechpakets verschlechtert und
Kurzschlüsse zwischen den Blechen Schweißen gering mittel kein
bewirken kann. Kleben kein gering kein
Eine Isolationsschicht bringt Stanzpaketieren, sehr gering gering bis mittel sehr gering
üblicherweise eine wesentliche Nieten
Stanzbarkeitsverbesserung mit
Einschrumpfen sehr gering gering bis mittel sehr gering
sich. Besonders positiv wirkt sich
der Magnetkerne
hier ein Isolierlack ohne Pigmente
ins Gehäuse
aus. Bei unisolierten Blechen ist
eine Verbesserung der Stanzbarkeit Tabelle 4: Bewertung des Einflusses verschiedener Verarbeitungsschritte auf das
durch Schmiermittel zu erreichen, Magnetisierungsverhalten des nichtkornorientierten schlussgeglühten Elektrobandes
die unmittelbar vor dem Stanzen
auf die Blechoberfläche aufgebracht
Verarbeitungs- Niedrigsilizierte Mittelsilizierte Hochsilizierte
werden. Nach dem Stanzen werden
schritt Sorten Sorten Sorten
die Blechlamellen aufeinanderge
schichtet und durch Nieten, Klam Stanzen gering mittel hoch
mern, Schweißen, Umgießen oder Verpressen kein kein kein
Kleben in eine stabile Paketform der Lamellen
gebracht. (beschichtet)
Blechpakete, die durch Nie Verpressen kein sehr gering gering bis mittel
ten oder Klammern fixiert werden, der Lamellen
haben an den dafür vorgesehenen (unbeschichtet)
Stellen Löcher bzw. Ausnehmun
Schweißen sehr gering gering mittel
gen. Das Zusammenheften durch
Schweißen erfolgt mit oder ohne Kleben kein sehr gering gering
Zusatzwerkstoff unter Schutzgas Stanzpaketieren, sehr gering gering mittel
an der Außenkontur. Nieten
Das Umgießen erfolgt in Spritz Einschrumpfen gering gering mittel
gießmaschinen, wobei auch gleich der Magnetkerne
die gewünschte Form entsteht. ins Gehäuse
Für das Kleben von Blechpa
keten eignen sich besondere La Tabelle 5: Bewertung des Einflusses verschiedener Verarbeitungsschritte auf das
cke, sogenannte Backlacke, die Verlustverhalten des nichtkornorientierten schlussgeglühten Elektrobandes
14
Inhalt_Merkblatt 401.indd 14 22.08.17 09:41Elektroband und -blech
Neben dem hier beschriebenen
Verfahren können – je nach Anforde Auslegung
rung und vorhandener Einrichtung • Aussteuerung
– auch andere Glühverfahren ange • Lamellenform/-größe
• Reibung
wandt werden. • Kühlung
6.3 Kornorientiert
Verarbeitung
Werkstoff • Stanzen
Das kornorientierte Elektroband • Elektroband Wirkungs- • Laserstrahlschneiden
wird überall dort mit Vorteil ver (Standard/Hochpermeabel) grad • Schweißen, Nieten
• Wicklungsmaterial (Al, Cu) • Bandagieren
wendet, wo der magnetische Fluss • Einschrumpfen ins Gehäuse
in einer Richtung verläuft. Das ist
vorwiegend der Fall in Transforma
toren, Drosselspulen und Wand
Umgebung
lern. Die Kerne für Verteilungs- und
• Temperatur
Leistungstransformatoren werden • Arbeitsmedium
aus Zuschnitten geschichtet. Für (Luft, Wasser, Öl,
Gießharz, Kühlmittel)
Kleintransformatoren und Übertrager
finden Schnittband- und Ringkerne
oder gestanzte Lamellen Anwendung. Abb. 11: Beeinflussung des Wirkungsgrades in elektromagnetischen Systemen
Bei der Herstellung der Zuschnit
te für den Kern eines Transformators
ist die Richtungsabhängigkeit der Die Wickelrichtung ist hierbei stets die Kernbleche notwendig ist, hängt vom
magnetischen Eigenschaften zu be Vorzugsrichtung des kornorientierten jeweiligen Anwendungsfall ab.
achten. Das auf Verwendungsbreite Elektrobandes. Wegen der beim Wi
geschnittene Band wird überwie ckeln eingebrachten Spannungen
gend mittels Ablängautomaten auf und plastischen Verformungen ist 7 Anwendungen
die erforderliche Länge mit entspre eine Spannungsarmglühung der Ker von Elektroband
chen dem Winkel zugeschnitten. ne unumgänglich. Als Kernblech für
Vorzugsweise werden die jeweils für Kleintransformatoren finden Stanz Eines der wichtigsten Merk
einen Kern benötigten Schenkel- und teile aus kornorientiertem, aber auch male elektrischer Systeme ist der
Jochbleche geschnitten und so abge nichtkornorientiertem Elektroband Wirkungsgrad. Dieser wird in Wech
legt, dass der nachfolgende Aufbau Verwendung. Das Stanzen erfolgt üb selwirkung mit den nachfolgend
des Kerns erleichtert wird. Die ma licherweise im Folgeschnittverfahren. aufgeführten Kriterien, u.a. durch
gnetischen Eigenschaften des kor Ob eine Spannungsarmglühung der einen anwendungsoptimierten Ein
norientierten Elektrobandes werden
durch mechanische Spannungen,
die sich bei der Verarbeitung nicht
%$ &
immer vermeiden lassen, verschlech % &#&$
! " $
tert. Der Grad der Verschlechterung
hängt vom Werkzeugzustand sowie *-
von der Werkzeugeinstellung und den
Abmessungen der Zuschnitte ab. Eine $ $
Spannungsarmglühung (nach Angabe "
des Herstellers) des auf Verwendungs *)*).
*)
breite geschnittenen Bandes oder der
#
Zuschnitte ergibt weitestgehend eine
Wiederherstellung der magnetischen
Eigenschaften auf die Ausgangswer
te des Werkstoffes. Wenn auf eine -
Spannungsarmglühung verzichtet
wird, so ist eine Überprüfung der #
"
magnetischen Eigenschaften des *)+)+
kornorientierten Elektrobandes nach *
den einzelnen Verarbeitungsschritten +)) ,)) -)) .)) /)) 0)) 1))
! "
empfehlenswert.
Schnitt- und Ringbandkerne wer Abb. 12: Mechanische Eigenschaften von NO-Elektrobandgüten und
den auf Wickelautomaten hergestellt. deren Unmagnetisierungsverluste
15
Inhalt_Merkblatt 401.indd 15 22.08.17 09:41Merkblatt 401
satz des Elektrobandes, wesentlich
beeinflusst, Abb. 11.
• Auslegung
Der Konstrukteur legt in seinem
Entwurf die Höhe der magneti
schen Aussteuerung, die Form
und Dicke der Blechlamellen, die
Materialsorte, das Arbeitsmedi
um, das Fügeverfahren für den
Blechkern etc. fest.
• Werkstoff
Die Werkstoffauswahl bestimmt
ihrerseits die mögliche Aussteu
erung, die erforderliche Blech
dicke oder auch die möglichen
Verarbeitungsverfahren. Die
im Kern oder in der Wicklung
entstehende Verlustwärme
bestimmt die Auslegung der
vorzusehenden Kühlung, damit
die maximal zulässigen Wick
lungs- oder Kerntemperaturen
nicht überschritten werden. Für
Anwendungen in Hybrid- oder
Elektrofahrzeugen kommen
heute zusätzliche Anforderun
gen an nichtkornorientiertes
Elektroband hinzu. Derartige
Anwendungen erfordern zusätz
lich magnetische Garantien bei
deutlich höheren Frequenzen
als 50 Hz sowie optional auch
die Garantie von mechanischen
Eigenschaften. In Abb. 12 sind
aus diesem Grunde ebenfalls
die mechanischen Eigenschaf Abb. 13: Anwendung von kornorientiertem Elektroband, z. B. als Transformatorkerne
ten unterschiedlicher Sorten von (Bild oben), und nichtkornorientiertem Elektroband, z. B. als Motorkerne (Bild unten)
nichtkornorientiertem Elektro
band abgebildet. Aufgrund einer
besseren Übersichtlichkeit sind Baufaktor in die Berechnung des wirken. Bei der indirekten Beein
die Zugfestigkeiten dargestellt. Konstrukteurs eingehen. Außer flussung handelt es sich um die
Für den Anwendungsfall sind dem ist zu berücksichtigen, dass Möglichkeit der Wärmeabfuhr aus
jedoch ausschließlich die elas nicht alle Sorten mit allen Ver dem Magnetkern. Die Wechsel
tischen Werkstoffeigenschaf fahren verarbeitet werden kön wirkungen des Arbeitsmediums
ten (Streckgrenze) relevant. nen. So ist z. B. das Schweißen mit dem Werkstoff (Elektroband
Bei mechanischer Überlastung als Magnetkernfügetechnik bei und Isolierlack) – zu nennen sind
kann plastische Verformung dicken organischen Isolierbe hier Korrosion, Ölverträglichkeit,
auftreten, die zum Totalausfall schichtungen ungeeignet. Ammoniakbeständigkeit – sind
des Elektromotors führen kann. außerdem in der Auslegung zu
• Umgebung beachten.
• Verarbeitung Die Umgebungsfaktoren beein
Die Herstellungsverfahren der flussen den Wirkungsgrad direkt Der Wirkungsgrad elektrischer
Blechlamellen und deren wei bzw. indirekt. Bei der direkten Be Maschinen sowie anderer elektro
tere Verarbeitung verursachen einflussung kann z. B. die Kern magnetischer Komponenten hat in
durch eingebrachte Spannun temperatur sich unmittelbar auf den letzen Jahren nicht zuletzt durch
gen zusätz liche Ummagneti den Wirbelstromverlust und die regulatorische Maßnahmen an Be
sierungsverluste, die letztlich als magnetische Polarisation aus deutung gewonnen. Hierzu zählen:
16
Inhalt_Merkblatt 401.indd 16 22.08.17 09:41Elektroband und -blech
Abb. 14: Elektroband in elektrotechnischen Systemen: Antrieb einer Gasverflüssigungsanlage (links oben), Hybridmodul für Fahrzeuge
(links unten), Generator einer Windenergieanlagen (rechts oben), Normmotor (rechts Mitte), Verteil- und Leistungstransformator (rechts unten)
• Transformatoren Nr. 548/2014, die hinsichtlich des Elektroband wird grundsätzlich
• Kühltechnik (Hermetikmotoren) Ökodesigns für Kleinleistungs-, zur Umwandlung von Energie einge
• Industrieantriebe Mittelleistungs- und Großleistungs setzt, Abb. 14. Hierzu gehören die
• Elektromobilität (zukünftig) transformatoren Wirkungsgrade Anwendungsbereiche:
bzw. Verluste festschreibt. Diese • Umwandlung von Bewegungs-
Insbesondere die EU-Ver Anforderungen wurden bzw. werden energie in elektrische Energie
ordnung Nr. 640/2009 regelt die stufenweise im Juli 2015 und im Juli –– Wasserkraftgeneratoren
Wirkungsgrad-Klassifizierung von 2021 eingeführt. –– Turbogeneratoren
Drehstrommotoren mit Käfigläu Die Magnetkerne aus Elektroband –– Windkraftgeneratoren
fern. Seit 01.01.2015 dürfen für den haben die Aufgabe, innerhalb der –– Dieselgeneratoren
Nennleistungsbereich von 7,5 bis elektrischen Systeme magnetische –– Lichtmaschinen
375 kW nur noch Drehstrommo Felder zu verstärken und zu leiten. • Energieübertragung und -ver-
toren mit Käfigläufern die IE3 bzw. Dabei limitiert die kristallografische teilung
IE2 mit Umrichter erfüllen, in Verkehr Textur (Kapitel 2) den Einsatz von –– Leistungstransformatoren
gebracht werden. Die Verordnung Elektroband in rotierenden Maschinen –– Verteilungstransformatoren
sieht bereits für die Jahre 2017, 2018 (nichtkornorientiertes Elektroband) –– Kleintransformatoren für die
und 2020 weitere Maßnahmen vor. oder in Transformatoren (kornorien -Steuer-, Schalt- und Schutz
Hinzu kommt die Verordnung (EU) tiertes Elektroband), Abb. 13.
17
Inhalt_Merkblatt 401.indd 17 22.08.17 09:41Merkblatt 401
technik, sowie Ladestationen ermöglichen emissionsarme oder -freie des Gesamtstromleiters als die Sum
für Elektroautos Mobilität und geringere Belastungen in me der Wirkungen seiner einzelnen
–– Umrichter Innenstädten. Teile denkt. Zerlegt man also den
• Umwandlung von elektrischer Leiter in unendlich kleine Elemente,
Energie in Bewegungsenergie so setzt sich die Gesamtwirkung
–– Normmotoren sowie andere 9 Grundlagen aus den Elementar wirkungen der
industrielle Klein- und Groß Stromelemente zusammen. Obwohl
antriebe ein solcher Fall experimentell nicht
–– Pumpen, Verdichter und Lüfter 9.1 Elektromagnetismus, realisierbar ist, hat sich das Biot-Sa
–– Bahnmotoren magnetisches Verhalten vart-Gesetz in praxi als außerordent
–– Linearmotoren lich hilfreich erwiesen.
–– Motoren für Haushaltsgeräte Im Jahre 1820 gelang Chr. Oers Entsprechend dem Prinzip von
–– Elektroantriebe in der Auto ted der Nachweis der magnetischen Aktio und Reaktio ist zu vermuten,
matik Kraftwirkung in der Umgebung be dass zu der von Oersted gemachten
–– Hybrid- oder Elektrofahrzeug wegter elektrischer Ladungen. Den Beobachtung auch die Umkehrung
• Sonstige Raum, in dem diese Kräfte vorhan existiert, d.h., es stellt sich die Frage,
–– Relais den sind, bezeichnet man als das ob ein stromdurchflossener Leiter in
–– Magnetanwendungen in magnetische Feld. In Analogie zur einem Magnetfeld einen Bewegungs
der Medizintechnik und in mechanischen Kraft ist auch die antrieb erfährt. Dies ist in der Tat der
Linearbeschleunigern magnetische Kraft eine richtungs Fall, denn die Beziehung
abhängige Größe. Handelt es sich
bei den bewegten Ladungen um (3)
8 Elektroband und einen elektrischen Leitungsstrom
Umwelt mit der Stromdichte S, so lässt sich besagt, dass auf einen von ei
die Oersted’sche Beobachtung in die nem Strom I durchflossenen Leiter
Der nachhaltige Umgang mit nachstehende mathematische Form der Länge l in einem Magnetfeld die
Energieressourcen wird durch ver kleiden: Kraft F ausgeübt wird. B heißt die
bessertes Elektroband gefördert. Die magnetische Flussdichte. Sie ist aus
Entwicklung des Elektrobandes kon (1) schließlich eine Funktion des Ortes,
zentriert sich darauf, Sorten mit einer also eine Feldgröße.
für den Anwendungszweck optimalen Gleichung (1) besagt, dass das Das sich über eine Fläche A
Eigenschaftskombination und mit für Integral über dem Produkt aus der erstreckende Integral der magne
den Kunden vertretbaren Material- und magnetischen Feldstärke H und dem tischen Flussdichte heißt magneti
Verarbeitungskosten herzustellen. In Randelement dl längs des Randes scher Induktionsfluss:
den letzten Jahrzehnten sind durch l einer Fläche A gleich dem Strom
Optimierung der chemischen Zusam ist, der diese Fläche durchsetzt. Ist (4)
mensetzung und durch Verbesserung dieser Strom zeitlich konstant, so
der metallurgischen sowie der um spricht man von einem stationären Zwischen der magnetischen
form- und glühtechnischen Prozesse Strom. Das von ihm erzeugte mag Feldstärke und der magnetischen
große Fortschritte hinsichtlich der netische Feld ist ein Gleichfeld. Ist Flussdichte gilt im leeren Raum die
magnetischen, der mechanischen und jedoch der Strom nach Größe und Beziehung:
der technologischen Eigenschaften er Richtung veränderlich, so handelt
reicht worden. Somit konnte durch die es sich um einen Wechselstrom, und (5)
verbesserte Umwandlung von Energie entsprechend ist das Feld ein mag
der Wirkungsgrad von elektrischen netisches Wechselfeld. Gleichung (1) Die universelle Konstante µ0 heißt
Systemen unter Berücksichtigung von ist die Grundgleichung des Elektro magnetische Feldkonstante. Ihr Wert
Baugröße und der erwarteten Leistung magnetismus. Die Beziehung lautet:
deutlich gesteigert werden. Dies gilt
besonders für die „Dauerläufer“, wie (2) (6)
Generatoren und Bahnmotoren, die
neueren Transformatoren zur Energie bezeichnet man als Durchflu Das bedeutendste Phänomen
übertragung und -verteilung sowie für tungsgesetz mit Θ als elektrische der Elektrodynamik sind die elektro
Pumpen, Lüfter, Kühlschrankkompres Durchflutung. Die Berechnung des magnetischen Induktionserscheinun
soren etc. Durch den gesteigerten Wir magnetischen Feldes eines beliebig gen. Faraday gilt als deren Entdecker.
kungsgrad wird der Energieverbrauch geformten, geschlossenen Leiters Die quantitativen Zusammenhänge
gesenkt. Die natürlichen Ressourcen ist mit Hilfe der Gleichung (1) recht ergeben sich aus dem Induktionsge
und die Umwelt werden nachhaltig ge schwierig. Nach Biot und Savart ge setz, dessen allgemeine Form lautet:
schont. Elektroantriebe im Automobil staltet sich dies wesentlich einfacher,
bau (Hybride oder Batterie-Fahrzeuge) wenn man die magnetische Wirkung (7)
18
Inhalt_Merkblatt 401.indd 18 22.08.17 09:41Sie können auch lesen