Faservolumengehalt in Kunststoffen per Makro-TGA bestimmen
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Thermogravimetrie
Faservolumengehalt in Kunststoffen per
Makro-TGA bestimmen
19.06.14 | Autor / Redakteur: Michael Jakob* / Ilka Ottleben
Faserverstärkte Kunststoffe zeichnen
sich durch ihre geringe Dichte bei
gleichzeitig hoher Festigkeit aus und
haben in den letzten Jahren zahlreiche
Einsatzgebiete erschlossen. Wichtiges
Qualitätskriterium ist dabei der
Faservolumengehalt. Die
thermogravimetrische Analyse per
Makro-TGA kann dessen Bestimmung
jetzt vereinfachen.
Werkstoffanpassungen und
Werkstoffentwicklungen sind eines der
wichtigsten ingenieurtechnischen
Abb. 1: Das TGA-System mit offenem
Tiegeldeckel (Bild: Leco Instrumente) Forschungsfelder der letzten Jahrzehnte.
Sieht man von der Entwicklung im IT-
Bereich ab, so hat kaum ein Forschungsgebiet unsere technologische Umwelt so
grundlegend beeinflusst wie neue Materialien und Werkstoffe. Neben „klassischen“
Forschungsgebieten wie neuen Stahlsorten, Hochleistungskeramiken oder
Sonderlegierungen bieten Verbundwerkstoffe zahlreiche Möglichkeiten zur optimierten
Kombination von mechanischen, chemischen und physikalischen Eigenschaften.
Insbesondere für faserverstärkte Kunststoffe mit Karbonfasern (CFK) und/oder
Glasfasern (GFK) wurden in den letzten Jahren immer weitere Einsatzfelder
erschlossen. Der globale Einsatz von CFK-Kunststoffen wird in den nächsten fünf
Jahren von etwa 40 000 Tonnen auf über 80 000 Tonnen ansteigen [1]. Wesentlicher
Vorteil für ihre Verwendung ist die geringe Dichte bei gleichzeitig hoher Festigkeit.
Karbonfaserverstärkte Kunststoffe (CFK) bestehen im Wesentlichen aus den
Karbonfasern und den einbettenden Kunststoffen (z.B. Epoxidharze). Dabei übernimmt
die Karbonfaser die festigkeitsgebende Eigenschaft. Theoretische Zugfestigkeiten bis
4000 N/mm2 sind dabei möglich (vgl. Baustahl ~ 500 N/mm2). Häufig wird zusätzlich
Glasfaser in den Kunststoff eingebettet, sodass neben dem Epoxidharz die
Seite 1 / 7
Kohlenstofffasern und zusätzlich Glasfasern vorliegen.
BILDERGALERIE
Fotostrecke starten: Klicken Sie auf ein Bild (3 Bilder)
Ein wesentliches Qualitätskriterium faserverstärkter Kunststoffe ist der so genannte
Faservolumengehalt, sprich der Mengen- bzw. Volumenanteil der Fasern in der
Kunststoffmatrix. Üblicherweise liegt für industrielle Anwendungen der optimierte
Faservolumengehalt bei etwa 60 %.
Zur Produktionskontrolle muss dieser Faservolumengehalt häufiger bestimmt werden.
Dabei finden drei Methoden Anwendung:
Nasschemische Bestimmung (z.B. DIN EN 2564, ASTM D 3171), bei der ein
langwieriges Auflösen der Kunststoffmatrix mit konzentrierten, erhitzten Säuren
(HNO3, H2SO4 usw.) erfolgt.
„Metallografische“ Bestimmung durch Erstellen eines Gefügeschliffes und
anschließender bildanalytischer Auswertung.
Thermografische Bestimmung durch Zersetzen der Kunststoffmatrix und
Massebestimmung des „Restes“.
Die ersten beiden Methoden werfen viele Fragestellungen auf. Neben der allgemeinen
Problematik nasschemischer Methoden (z.B. Laborinfrastruktur, Gefahrengüter,
Sicherheit) haben bildanalytische Verfahren häufig große systematische Abweichungen
und erfordern einen sehr hohen apparativen Aufwand wie Einbetten, Schleifen,
Polieren, mikroskopische Auswertungen usw. Die bereits erwähnten, häufig zusätzlich
vorhandenen Glasfasern sorgen für weitere Komplikationen.
Thermogravimetrie als Alternative
Generell wird der Faservolumengehalt φ aus den ermittelten Masseanteilen bei
bekannter Dichte ρ der Fasern und des Probenvolumens errechnet. Es gilt die in
Abbildung 4 dargestellte Formel.
φ ergibt sich somit direkt aus dem prozentualen Massenanteil der Fasern, da die Dichte
Seite 2 / 7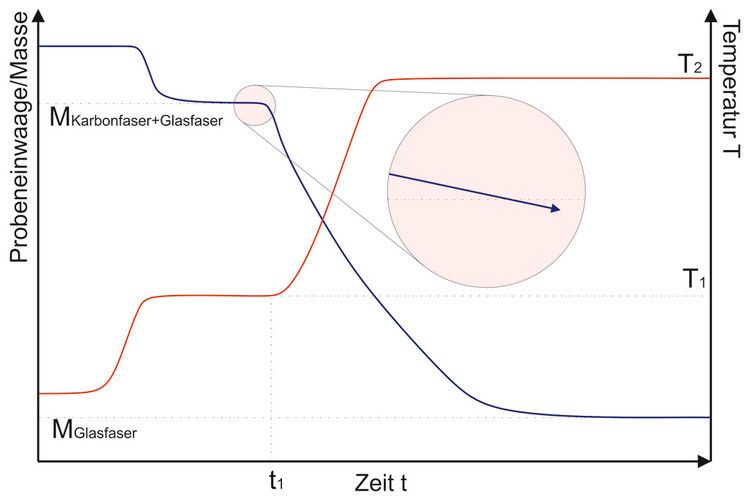
der Faser bzw. des Prüfkörpers bekannt bzw. leicht zu ermitteln sind.
Mit der Leco TGA 701 steht seit einiger Zeit ein alternativer, thermografischer Ansatz
zur Ermittlung von φ zur Verfügung. Dabei wird ein entsprechender Probekörper
nacheinander auf zwei unterschiedliche Temperaturen (T1 und T2) erhitzt und der
entstehende Gewichtsverlust bzw. die übrig bleibende Masse gemessen.
Generell wird dabei T1 so hoch gewählt, dass das Epoxidharz zersetzt/verbrannt wird
und sowohl die Karbonfaser als auch die Glasfaser zurückbleibt. Die Temperatur T2
wird anschließend so hoch gewählt, dass mit Ausnahme der Glasfaser die komplette
restliche Probe zersetzt/verbrannt wird. Dabei liegt die Temperatur T1 meist bei 450 bis
500 °C, die Temperatur T2 kann im Bereich 900 bis 1000 °C gewählt werden. Während
die Wahl der Temperatur T2 unproblematisch ist, da eine Veränderung des
Glasfasermassegehaltes bei höheren Temperaturen keinerlei Veränderungen
unterworfen ist, ergibt sich bei der Wahl von T1 eine prinzipielle Fragestellung. Es muss
gewährleistet sein, dass bei der angewendeten Temperatur T1 das Epoxidharz
komplett, jedoch keine bzw. möglichst wenig Karbonfaser zersetzt wird.
Analyse von CFK-Bauteilen
Das TGA System kann simultan bis zu 19 (38) Proben analysieren. Dazu wird ein
Probekörper mit 1 bis 2 g Probengewicht in das System eingebracht. Üblicherweise
wird dazu ein etwa 2 bis 3 cm großes Stück eingewogen, welches vorher aus dem zu
prüfenden CFK-Bauteil herausgetrennt worden ist. Eine weitere Probenvorbereitung ist
i.d.R. nicht notwendig. Da das Bauteil zerschnitten wird, liegt hier eine zerstörende
Werkstoffprüfung vor. Das System enthält 20 Aluminiumoxid-Tiegel von denen einer
zur Temperaturausgleichsberechnung verwendet wird. Damit bleiben 19 Tiegel für die
simultane Messung übrig. Diese inerten Al2O3-Tiegel können nahezu beliebig oft
wiederverwendet werden.
Nach Erfassung des Ausgangsgewichts wird jeder Tiegel abwechselnd von einer im
System eingebauten Waage gewogen. Das rotierende Tiegelkarussell setzt dazu im
10-Sekundentakt kontinuierlich während des gesamten Analysenablaufs einen Tiegel
nach dem anderen auf die Waage. Die Ofenatmosphäre kann dabei aus den Gasen,
Luft, Sauerstoff oder Stickstoff ausgewählt werden. Es kann also sowohl oxidierend, als
auch inert analysiert werden. Bei vielen Anwendungen hat sich „normale“ Luft als
Ofenatmosphäre als zweckmäßig herausgestellt.
Nach dem Start des Temperaturprogramms wird innerhalb von kurzer Zeit T1 erreicht
und das Epoxidharz wird verbrannt. In Abbildung 3 ist zu sehen, dass typischerweise
nach 2 bis 3 Stunden Haltezeit das Epoxidharz quantitativ umgesetzt wurde. Dazu
Seite 3 / 7wurde der Temperaturverlauf über der Zeit in roter Farbe eingetragen, die
Gewichtskurve in blauer Farbe. Bei genauerer Betrachtung (s. Abb. 3; Vergrößerung)
erkennt man, dass die Gewichtskurve (blau) bei T1 nicht völlig konstant ist. Dies deutet
darauf hin, dass u. U. ein kleiner Teil der Karbonfasern auch bei diesen Temperaturen
schon angegriffen und zersetzt wird. In der Regel wird deswegen als Abschaltkriterium
nicht eine bestimmte Güte der Massekonstanz (z.B. +/- 0,05 % des
Ausgangsgewichtes innerhalb von drei Wägungen) sondern eine fixe Zeit t1 gewählt.
Dadurch entsteht u. U. ein geringer Unterbefund bei der Ermittlung der Fasermasse
und damit am Faservolumenanteil. Dies ist eine prinzipielle Fragestellung des
Verfahrens.
Wie verschiedene Untersuchungen zeigen, ist der auftretende Minderbefund aber für
praktische Anwendungen relativ gering. Die Gerätesoftware kann darüber hinaus bei
Vorliegen geeigneter Daten (Sollwerte) diesen Minderbefund durch Kalibration
ausgleichen. Zusätzlich zeigen die Erfahrungswerte, dass die durch andere Verfahren
gemessenen Sollwerte meist mit deutlich weniger als 1 % unterschritten werden.
Nach dem Ablauf der Zeit t1 wird dann die Temperatur des Systems auf T2 erhöht und
somit alles außer den Glasfasern zersetzt bzw. oxidiert/verbrannt. Wie man in
Abbildung 3 erkennen kann, ergibt sich schnell eine absolute Gewichtskonstanz. Dies
liegt an den nicht mehr reagierenden inerten Glasfasern, die als einziges im Tiegel
verbleiben. Üblicherweise kann hier das Abschaltkriterium „Massekonstanz“ gewählt
und die Analysenzeit entsprechend verkürzt werden.
Das System kühlt nach erfolgter Bestimmung des Glasfasermassenanteils ab und steht
nach Abkühlung für eine erneute Analyse bereit. Die Al2O3-Tiegel können gesäubert
und sofort wiederverwendet werden. Die typische Analysendauer beträgt 4 bis 5
Stunden (je nach Geräteeinstellungen), sodass problemlos zwei bis drei Durchläufe am
Tag durchgeführt werden können. Aus den gemessenen prozentualen Masseanteilen
MGlasfaser [in %] und MKarbonfaser [in %] lassen sich bei bekannter Dichte direkt der
Faservolumengehalt für Glasfaser und Karbonfaser bestimmen.
Einfach bei hohem Durchsatz
Die Stärken dieses Verfahrens liegen in der Einfachheit der Anwendung, den niedrigen
Betriebskosten und dem hohen Probendurchsatz. Es sind weder nasschemische
Aufschlüsse (die ein hohes Maß an Laborinfrastruktur sowie erfahrenes Laborpersonal
benötigen), noch bildanalytische Verfahren mit hohen systematischen Fehlergehalten
und hohem präparativen Aufwand notwendig. Diskussionswürdig sind sicherlich die
geringen theoretischen Minderbefunde bei der Karbonfaservolumengehaltsbestimmung
durch teilweise Oxidation der Faser bei T1. Nach den bisherigen Erfahrungen ist dieser
Seite 4 / 7Fehler jedoch meist kleiner als die vorliegende Abweichung durch die
Probenhomogenität und auch kleiner als die Fehlerabweichung der chemischen
Analyse und insbesondere der bildanalytischen Verfahren. Zusätzliche Möglichkeiten
ergeben sich durch die Anwendung anderer bzw. wechselnder Ofenatmosphären. Hier
sind sicherlich noch experimentelle Verbesserungsmöglichkeiten vorhanden.
Literatur:
[1] Carbon Composites – Composites Marktbericht 2013, Industrievereinigung
Faserverstärkte Kunststoffe 2013
* M. Jakob: Leco Instrumente GmbH, 41199 Mönchengladbach
Copyright © 2014 - Vogel Business Media
Dieser Beitrag ist urheberrechtlich geschützt.
Sie wollen ihn für Ihre Zwecke verwenden?
Infos finden Sie unter www.mycontentfactory.de.
Dieses PDF wurde Ihnen bereitgestellt von http://www.laborpraxis.vogel.de
Seite 5 / 7Abb. 2: Das TGA 701 bietet einen alternativen, thermografischen Ansatz zur Ermittlung des
Faservolumengehalts. (Bild: Leco Instrumente)
Seite 6 / 7Abb. 3: Typischer Verlauf einer Analyse (Bild: Leco Instrumente)
Abb. 4: Generell wird der Faservolumengehalt f aus den ermittelten Masseanteilen bei bekannter Dichte ?
der Fasern und des Probenvolumens errechnet. Es gilt folgende Formel (Quelle: Leco)
Seite 7 / 7Sie können auch lesen