Industrial Application of Electrodynamic Fragmentation to Bottom Ashes at the KVA Fribourg, Switzerland - Vivis
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Abstract
Industrial Application of
Electrodynamic Fragmentation to Bottom Ashes
at the KVA Fribourg, Switzerland
Alexander Weh
This study describes the implementation of the electrodynamic fragmentation within
the bottom ash processing plant at the KVA Fribourg, Switzerland. The smart combi-
Rückstände aus MVA
nation of the existing dry and new installed wet processing allows the direct treatment
of bottom ash after extraction without intermediate storage. The systematic commissi-
oning accepts optimizations and adjustments without disturbing the general operation.
This strategy delivered a robust and efficient plant to the client that operates within
the economic optimum situation. The reduced space situation was used efficiently by
modular design and optimized requirements for processing.
With the use of electrodynamic fragmentation, achievable recoverable values are maxi-
mized in an open cycle process. The process liberates values over a wide range of grain
sizes without the need of several comminution steps. The high-level release of metallic
raw materials maximizes the non-ferrous and ferrous metal yield by the simple, sub-
sequent conventional sorting and results meets official limits. In addition, the process
preserves mineral raw material to be recovered and to reduce landfill costs. Tests during
operation confirm the superior liberation ability of industrial applied electrodynamic
fragmentation. The subsequent sorting success was evaluated during operation by
investigations to sorted bottom ash and achieved concentrates. Results confirm that
the electrodynamic fragmentation maximizes the recovery of valuable metals by the
installed sorting in an industrial regime. In conclusion, with the present operational
setup the plant is run at 6 kWh/t at the economic optimum. The operating results 2017
confirmed the tests done during processing. Trends to increasing metal yield and the
change of the non-ferrous concentrate composition show the raising influence of the
new treatment by the gradual commissioning. The improved liberation successively
increased the heavy metal content in the non-ferrous concentrate - this doubled the
value of the concentrate within a short period. With electrodynamic fragmentation
wet processing is getting competitive at lower throughputs to enable a more sustainable
bottom ash treatment.
130
Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Industrieller Einsatz der
elektrodynamischen Fragmentierung von Rostaschen
in der KVA Fribourg, Schweiz
Alexander Weh
1. Ausgangslage.................................................................................................132
Rückstände aus MVA
2. Umsetzung und Inbetriebnahme...............................................................133
3. Einschränkungen der mechanischen Aufbereitung................................135
4. Grundlagen der elektrodynamischen Fragmentierung..........................136
5. Ergebnisse aus dem industriellen Betrieb.................................................137
5.1. Schlackenzusammensetzung......................................................................137
5.2. Wertstoffverteilung in der Rohschlacke....................................................138
5.3. Metalleinschluss in unbehandelter Rohschlacke.....................................139
5.4. Wertstofffreisetzung durch elektrodynamische Fragmentierung..........141
5.5. Sortiererfolg..................................................................................................143
6. Anlagenmodifikationen und Betriebsergebnis
während gestaffelter Inbetriebnahme .......................................................146
6.1. Anlagenmodifikationen während Inbetriebnahme.................................146
6.2. Betriebsergebnis während Inbetriebnahmephase...................................147
7. Zusammenfassung.......................................................................................149
8. Literatur.........................................................................................................150
Rostaschen und -schlacken sind feste Rückstände aus der thermischen Verwertung
von Siedlungs- und Industrieabfällen. Verschiedene Publikationen beschreiben deren
Aufkommen und weitere Verarbeitung [1, 4, 7]. Die kontrollierte Abfall-Verfeuerung
in Kehrichtverbrennungsanlagen (KVA) ermöglicht es, die entzündlichen Bestandteile
fast vollständig zu verbrennen. Dadurch werden organische Schadstoffe abgebaut und
das Abfallvolumen signifikant reduziert. Durch die Verbrennung von Abfällen wer-
den Fernwärme und Energie gewonnen. Entstehenden Abgase werden nach hohen
Standards gereinigt. Dem gegenüber steht die Behandlung der festen Verbrennungs-
rückstände. Die Verwertung und Entsorgung der belasteten Rohschlacke ist national
131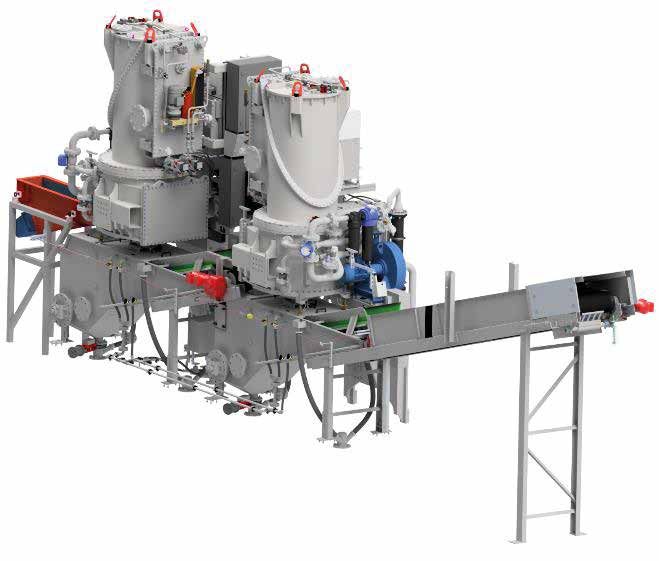
Alexander Weh
unterschiedlich geregelt. Der Aufwand erfolgt zwar gesetzkonform, bleibt aber oft bei
den Minimalanforderungen [4, 7, 12]. Zunehmend wird eine umfassendere stoffliche
Verwertung der mineralischen und metallischen Bestandteile der Schlacke in Betracht
gezogen. Die elektrodynamische Fragmentierung zeigt gegenüber der trockenmecha-
nischen Aufbereitung weitreichende Vorteile für eine nachhaltige Behandlung der
Rohschlacke. Verwertbare Stoffgruppen werden über das gesamte Kornspektrum aus
der Schlackenmatrix sortenrein freigelegt [15]. Dadurch können ohne mehrstufige
Zerkleinerung und/oder parallel laufende Sortierungsanlagen bei einem vereinfach-
ten Fließschema hohe Metall-Ausbeuten erreicht werden. Verschiedene Autoren
Rückstände aus MVA
[6, 10] beschreiben das gesteigertes Verwertungspotential der Schlacke durch die
elektrodynamische Fragmentierung. Weh [15] und Weh und Käppeler [16] beschrei-
ben die grundlegende Prozessentwicklung und Industrialisierung des Verfahrens
zur Schlackenaufbereitung. Diese Studie beschreibt den Implementationsprozess des
innovativen Prozesses innerhalb der KVA Fribourg, Schweiz. Ausführlich werden die
ersten Ergebnisse der elektrodynamischen Fragmentierung im industriellen Betrieb
diskutiert und in Relation zu den Ergebnissen im ersten Betriebsjahr der modifizierten
Schlackenaufbereitungsanlage gesetzt.
1. Ausgangslage
Die KVA Fribourg ist als Rostverbrennungsanlage mit Nassaustrag seit 2001 im Be-
trieb (Bild 1). Die Anlage verwertet für über 200 Gemeinden etwa 88.000 t/a Abfall zu
17.000 t/a Rohschlacke. Metallgehalte der Rohschlacke liegen mit 9 % Fe- und 3,5–4 %
NE-Metalle im schweizerischen Durchschnitt [5, 8, 15]. Zusätzliches Rohstoffpotential
besteht durch etwa 30 % mineralischen
Anteil. Etwa ein Drittel daraus bestehen
aus sogenannten Durchläufermaterialien
wie Glas oder Keramik. Vor dem Umbau
hatte die KVA eine reduzierte Aufberei-
tungsanlage mit einer Gesamtmetall-
Ausbeute von 60–65 % installiert. Mit
geringem Aufwand wurden 80 % des Fe-
aber nur 25–30 % des NE-Metallanteils
zurückgewonnen. Durch Änderung der
Gesetzlage 2016 zur VVEA (Verordnung
Bild 1: KVA-Anlage in Kanton Fribourg, über Vermeidung und Entsorgung von
Posieux Abfällen) muss in einer Übergangsfrist die
Aufbereitung von Schlacken verbessert
werden. Grundlegend ist die Reduktion
des NE-Anteils auf < 1 % in der Restschlacke. Zusätzlich ist der KVA-Betreiber daran
interessiert, durch Rückgewinnung mineralischer Wertstoffe Deponiekosten zu ver-
ringern. CO2-Gutschriften durch eine verbesserte Metall-Ausbeute können helfen, den
KVA-Betrieb in Richtung CO2-neutrale Produktion zu verbessern. Dies alles soll unter
ökonomischen Gesichtspunkten das Betriebsergebnis der KVA verbessern.
132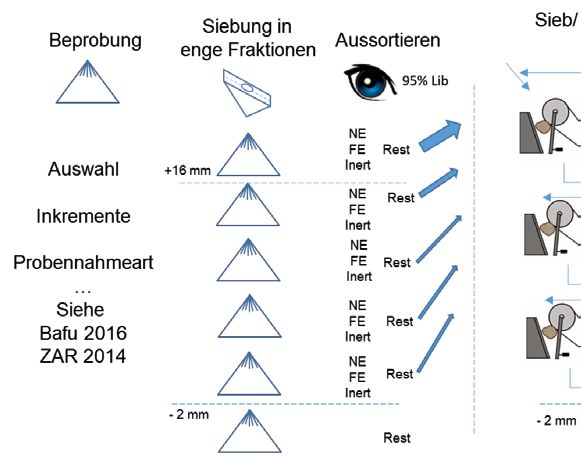
Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Um die Vorgaben umzusetzen wurde eine Erweiterung der Schlackenaufbereitung
beschlossen. Für den benötigten Umbau galten folgende Voraussetzungen:
• eingeschränkte Platzverhältnisse vor Ort: keine Möglichkeiten zur Zwischen-
lagerung der Rohschlacke; die Rohschlacke muss direkt weiterverarbeitet und Rest-
schlacke rasch wegtransportiert werden,
• die Aufbereitungsanlage muss einfach und modular sein; um den Platz effizient
auszunutzen, muss sie vertikal installierbar sein,
• die bestehende Anlage sollte im Aufbereitungskreislauf integriert werden,
Rückstände aus MVA
• die schrittweise Implementation ohne den laufenden Betrieb zu stören und
• ein wirtschaftlicher Betrieb der neuen Gesamtanlage.
2. Umsetzung und Inbetriebnahme
Vorsortierung
Überbandmagnet
Wirbelstromscheider grob
Verbrennungsofen
Siebung
40 mm
NEgrob
grob
Grob-
abscheider Fegrob
Organik Windsichter grob
Sie- Magnet-
2 mm bung scheider
Hoch- Festkörper
spannungs- Wasser
anlage
10 mm Neodym-Magnet Fe
Wasser-
aufbe- Sie- Neodym- Wirbelstromscheider
reitung bung 2 mm Magnet
Wirbelstrom-
scheider
Wasser- NE
aufbereitung Sensor-Sortierung
Elektrodynamische
Deponie Fragmentierung Separation der Wertstoffe Inert
Bild 2: Vereinfachtes Fließschema der Anlage zur Aufbereitung der Rohschlacke
Quelle: Weh, A.: Effiziente Metallrückgewinnung aus Kehrichtverbrennungsasche mittels Hochspannungsimpulsverfahren. In:
Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und Abfälle 2 – Aschen, Schlacken, Stäube und Baurestmassen.
Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2015, S. 167-191
Um die Vorgaben zu erreichen, wurde eine Kombination von trockenmechani-
scher Bearbeitung der Grobfraktion > 40 mm mit einer Nassaufbereitung der
< 40 mm-Fraktion entwickelt. Die Nassaufbereitung beinhaltet eine Schlackenwäsche
in Kombination mit der elektrodynamischen Fragmentierung und einer nachfolgenden
Metall- und Mineralsortierung. Dieser Ansatz kann die Rohschlacke direkt nach dem
Nassaustrag weiterverarbeiten und trennen. Restschlacken können sofort weggeführt
werden. Die zusätzliche benötigte Wasseraufbereitungsanlage kann im geschlossenen
Kreislauf betrieben werden. Die Wasseraufbereitung ist so klein wie möglich gehalten,
um zusätzliche Kosten zu minimieren.
133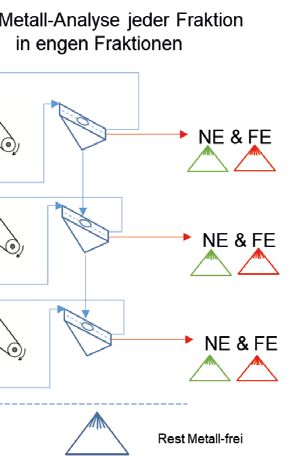
Alexander Weh
Bild 2 zeigt das erarbeitete Fließschema. Die Implementierung der bestehenden An-
lagenteile umfasst die bestehende trockenmechanische Bearbeitung der Grobfraktion
> 40 mm. Diese kann weiterhin unabhängig von der nachfolgenden Nass-Aufbereitung
betrieben werden. Dadurch kann der vorher bestehende Status auch in Störungsfällen
beibehalten werden. Der neue Kreislauf bezieht sich auf die Fraktion < 40 mm – etwa
85 % des gesamten Massestromes. Dieser beginnt mit einer 2 mm-Nasssiebung als
Schlackenwäsche. Die gewaschene Fraktion 2–40 mm wird mittels elektrodynamischen
Fragmentierung aufgeschlossenen und nachfolgend mit Magnet- und Wirbelstrom-
scheidung von Metallen entfrachtet. Mineralische Wertstoffe, wie Glas oder Keramik,
Rückstände aus MVA
werden sensortechnisch aus der Restschlacke abgeschieden.
Weh und Käppeler [16] beschreiben die intensive Testphase der elektrodynamischen
Fragmentierung im Pilotmaßstab, sowie deren Umsetzung und Implementierung in
den Aufbereitungskreis. Bild 3 zeigt die kompakte Installation der Anlage auf engsten
Raum mit der Integration der bestehenden Anlagenkomponenten.
Austrag
mm
Grobsortierung
+40 mm 20 %
-40
rung
rtie % Hochspannungsanlage
nso 80
Fei
Wasseraufbereitung
Feinsortierung Bild 3:
Restschlacke Aufbereitungsanlage der KVA
Fribourg
Die Anpassung der elektrodynamischen Fragmentierung auf die Bearbeitung der
Rohschlacke wurde von der Selfrag AG erfolgreich mit der Entwicklung der Hochspan-
nungsanlage (Scoria) erreicht (Bild 4). Die Anlage kann bei angepasster Energieabgabe
den fast vollständigen selektiven Aufschluss (> 90 %) des metallischen Inhaltes in einem
offenen Kreislauf erreichen.
Die Anlage besteht aus zwei Generatoren-Einheiten in Serie. Das Material wird über
normale Förderstrecken dosiert in die erste Prozesszone verbracht. Nach erster Bear-
beitung folgt die Übergabe in die zweite Zone zur weiteren Bearbeitung. Jede Prozess-
zone umfasst 0,8 m3 Wasser. Im laufenden Betrieb muss die Wasserqualität stabilisiert
werden, um gleichbleibende Bedingungen zu erreichen. Dabei hat sich ein maximaler
Wasserverbrauch für die Gesamtanlage von 0,4 m3/h Frischwasser eingependelt. Das
Abwasser kann innerhalb des Verbrennungsprozesses wieder verwertet werden. Damit
entsteht kein direktes Abwasser aus der Aufbereitung.
Durch die Verarbeitung in 2 Stufen wird das Material zunehmend verbessert und die
Freisetzung der Wertstoffe maximiert. Das redundante System kann Ausfälle kompen-
sieren und stellt eine robuste industrielle Lösung dar. Jede Generatorenstufe hat eine
Leistung von 10 kW. So werden bei 6 kWh/t spezifischen Energiebedarf Durchsätze
von bis zu 3 t/h ermöglicht. Die Größe der Anlage reicht aus, um die anfallende Roh-
schlacke der KVA Fribourg direkt zu verarbeiten.
134Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Rückstände aus MVA
Bild 4: Hochspannungsanlage zur elektrodynamischen Fragmentierung von Rohschlacken
2–40 mm
Um Erfahrungen mit der nassen Aufbereitung zu sammeln und nötige Anpassungen
durchführen zu können, wurde ein gradueller Übergang bis zur vollen Produktions-
übernahme eingeführt. Die modulare Bauweise erlaubte dies ohne Beeinträchtigung
des allgemeinen Betriebes. Mit der schrittweisen Zuschaltung und Inbetriebnahme
der nassen Aufbereitung konnte die Anlage rasch angepasst und optimiert werden.
Durchgeführte Anpassungen werden in den folgenden Kapiteln diskutiert.
3. Einschränkungen der mechanischen Aufbereitung
Die Wirtschaftlichkeit einer Schlackenaufbereitung richtet sich nach zurückgewon-
nenen partikulären Metallgehalt > 2 mm. Bunge [4] erkennt die Vorteile einer nassen
gegenüber der trockenmechanischen Aufbereitung für ein verbessertes Recycling-
Potential der Rohschlacke. Jedoch limitiert er es auf die Reduzierung der Deponiekosten
durch eine Verwertung mineralischer Bestandteile. Durch die höheren Investitions-
kosten einer nassen Aufbereitung und der geringeren Wertschöpfung mineralischer
Wertstoffe ist demnach eine Wirtschaftlichkeit erst bei Durchsätzen von > 100.000 t/a
erreicht. Der Autor sieht technische und wirtschaftliche Einschränkungen, um Metall-
Ausbeuten mit der traditionellen Aufbereitungskette sinnvoll zu erhöhen. Diese besteht
aus der Kombinationen aus Zerkleinerung, Klassierung und Sortierung (Bild 5).
135Alexander Weh
Bild 5: Traditionelle Aufbereitungskette bestehend aus mechanischer Zerkleinerung, Klassierung
Rückstände aus MVA
und Sortierung
Klassierung und Sortierung, wie moderne Wirbelstromanlagen, arbeiten bei hoher
Effizienz von bis zu 95 %. Dem hinkt die mechanische Zerkleinerung hinterher.
Konventionelle Anlagen wie Prall- oder Impaktbrecher benutzen Unterschiede im
E-Modul von Metall und Schlacke zum Aufschluss der Wertstoffe. Ergebnisse sind
jedoch unzureichend über ein weites Kornspektrum. Dadurch wird die Effizienz der
nachfolgenden Schritte nicht ausgenutzt und die Metall-Ausbeuten bleiben zurück.
Bunge [4] beschreibt Metall-Ausbeuten von 45–60 % für NE-Metalle als wirtschaft-
liches Optimum. Gesteigerte Metall-Ausbeuten können nur durch mehrstufige Zer-
kleinerung erreicht werden. Diese Fließschemata benötigen vielfältige und parallel
verlaufenden Klassier- und Sortierungsanlagen. Solche komplexen Anlagen steigern
die Aufbereitungskosten und erscheinen nicht wirtschaftlich. Die Kombination von
trockenmechanischer Aufbereitung und der des innovativen Zerkleinerungsprozesses
der elektrodynamischen Fragmentierung kann diese bestehenden Grenzen durchbre-
chen und ein nachhaltigeres Recycling von Rostaschen gewährleisten.
4. Grundlagen der elektrodynamischen Fragmentierung
Das Prinzip und die Anwendung der elektrodynamischen Fragmentierung ist in ver-
schiedenen Publikationen detailliert beschrieben [9, 11, 14, 17, 18, 19]. Das Verfahren
ist eine alternative Zerkleinerungsmethode, um eingeschlossene Komponenten selektiv
freizusetzen. Der nasse Prozess übermittelt hochenergetische elektrische Entladungen in
das Aufgabegut zwischen zwei Elektroden. Dabei dient das umgebende Prozesswasser
als Isolator. Bei der Eingabe von gepulsten Entladungen mit kurzer Anstiegszeit der
Durchbruchspannung wirkt Wasser isolierend [3] (Bild 6). Entstehende Plasmakanäle
werden in das Aufgabegut gezwungen und wandern dort entlang Materialgrenzen.
Durch Feldverzerrungen entwickeln sich die entstehenden Plasmakanäle zu den
Metall-Einschlüssen hin (Bild 7). Der folgende elektrische Überschlag deponiert seine
Aufbereitungsenergie in die unmittelbare Nähe der Wertstoffe. Durch den Überschlag
bei bis zu 200.000 V ergeben sich starke Druckwellen vergleichbar zu chemischen De-
tonationen. Die Selektivität des Prozesses entsteht dadurch, inwieweit die abgegebene
Elektrizität und Druckwelle mit den elektrischen und akustischen Eigenschaften des
Aufgabegutes interagieren. Durch das Verfahren können metallische Einschlüsse über
das gesamte Kornspektrum von der Aufbereitungsenergie erfasst werden, ohne die
136Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
umgebende mineralische Matrix zu übermahlen. Der direkte Aufschluss der Metalle
kommt ohne eine mehrstufige Zerkleinerung aus. Dadurch können auch bei einfachen
Anlagenkonfigurationen gesteigerte Metallausbeute wettbewerbsfähig gestaltet werden.
Bisherige konventionelle Verwertungsmaßnahmen ergeben begrenzte Ausbeuten und
bedeuten eine endgültige Ausschleusung der nicht erreichten Materialien aus dem
Wirtschaftskreislauf.
Durchbruchsspannung
kV
H2O
Rückstände aus MVA
Elektro- Elektro-
dynamische hydraulische Plasma Kanal
Fragmentierung Fragmentierung
Festkörper Brüche
Wasser
Luft
Pulsanstiegszeit μs
Bild 6: Einfluss der Pulsanstiegszeit auf die Bild 7: Verfahrensprinzip der elektrodyna-
Durchbruchspannung verschiedener mischen Fragmentierung; Feldverzer-
Medien bei der elektrodynamischen rungen durch metallische, leitfähige
Fragmentierung Einschlüsse lenken entstehende Plas-
ma-Entladungen zu den Wertstoffen
5. Ergebnisse aus dem industriellen Betrieb
Während der graduellen Inbetriebnahme der Anlage wurde im laufenden Betrieb,
die Effizienz der elektrodynamischen Fragmentierung in einem industriellen Umfeld
untersucht. Neben der Zerkleinerung wurde die Wertstoff-Freisetzung bei ansteigender
spezifischer Energieabgabe ermittelt mit dem Hauptfokus auf die Entwicklung der
NE-Metalle.
5.1. Schlackenzusammensetzung
Asche < 2 mm Mineral-Fraktion
27 % 32 %
Bild 8:
Verteilung von Stoffgruppen in
Unverbranntes 3 % der Rohschlacke
Quelle: Bunge, R.: Recovery of metals
Metalle Schlacke from waste incineration bottom ash,
11 % 27 % online publication UMTEC, HSR Rap-
perswil, 2016
Als anthropogene Lagerstätte stellt Rostschlacke ein heterogenes Stoffgemisch dar. Die-
ses besteht aus fünf allgemeinen Stoffgruppen, die zum Recycling zur Verfügung stehen
(Bild 8). Aus diesen Stoffgruppen lassen sich folgende Wertstoffe herausarbeiten [4]:
137Alexander Weh
(i) Partikuläre Eisen- (Fe) und Nicht-Eisenmetalle (NE),
(ii) Oxidisch gebundene Metalle in der Schlacke und
(iii) Mineralische Wertstoffe aus Durchläufer und/oder aus abgereicherter Schlacke.
Die Verwachsung der Wertstoffen hängt von den Bedingungen während der Verbren-
nung und der nachfolgenden Lagerung ab. Die Effizienz der Gesamtanlage hängt vom
Zerkleinerungserfolg ab. Dieser muss eine Wertstoffgruppe aufschließen ohne andere
Wertstoffgruppen zu vernichten.
Rückstände aus MVA
5.2. Wertstoffverteilung in der Rohschlacke
Der partikuläre Metallgehalt > 2 mm umfasst den größten Wertstoffcharakter von Roh-
schlacke mit einem Massenanteil von 11–12 %. Dabei wird in eine Fe- und NE-Metall-
Fraktion (NE) unterschieden. Während Fe-Metalle etwa 75 Ma.-% der Metallfraktionen
ausmachen, dominieren NE-Metalle mit 85 % des potentiellen Wertes. NE-Metalle
können in leichte und schwere Fraktionen getrennt werden. Schwere NE-Metalle stellen
nur 10 Ma.-% der Gesamtmetalle, steuern aber 60 % des potentiellen Wertes bei [4].
Summenverteilung
Siebdurchgang %
100
Fe NE
80
60
40
20
0
1 10 100
Körnung mm
Bild 9:
Wert Kumulative Verteilung metalli-
EUR
schen Wertstoffen in Rohschla-
cke und deren Wert/Kornvertei-
Cu Al Zn Fe lung bei D50
Körnung
modifiziert nach: Bunge, R.: Recovery of
Kupfer Messing Aluminium Eisen VA Stahl metals from waste incineration bottom
ash, online publication UMTEC, HSR
Rapperswil, 2016
138Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Bild 9 beschreibt die metallische Wertstoffverteilung in Rohschlacke nach Bunge [4].
Fe-Metalle treten zu 80 % > 10 mm auf, während NE-Metalle zu 80 % < 40 mm sind.
Mit abnehmender Körnung steigt der Wert der auftretenden Metalle. Besonders die
Bestandteile einer NE-Fraktion zeigen unterschiedliche Anreicherung, die mit ihrem
Wert korrelieren. Der Median von Leichtmetallen wie Al liegt bei etwa 10 mm, das
wertvollere Cu kumuliert bei 5 mm.
Mineralische Ausbeuten hängen von nationalen Vorgaben ab, beinhalten jedoch einen
geringeren Wertstoffcharakter. Insgesamt treten 32 Ma.-% mineralische Fraktionen in
unterschiedlichen Qualitäten auf. Durchläufer wie Keramik und Glas machen etwa
Rückstände aus MVA
10 Ma.-% aus. Oxidisch gebundene Metalle können mit den installierten physikalisch-
mechanischen Methoden nicht verwertet werden. Jedoch liefert die elektrodynamische
Fragmentierung Grundlagen für die weitere Verwertung dieser Stoffgruppe in der
Zukunft.
5.3. Metalleinschluss in unbehandelter Rohschlacke
Siebung in Sieb-Metall-Analyse jeder Fraktion
Beprobung Aussortieren
enge Fraktionen in engen Fraktionen
NE NE & Fe
Fe Rest
Auswahl +16 mm inert
NE Rest
Inkremente Fe
inert
NE NE & Fe
Probennahmeart Fe Rest
inert
NE
Fe Rest
inert NE & Fe
NE
Fe Rest
inert
-2 mm -2 mm
Rest Rest Metall-frei
Bild 10: Freisetzung-Analyse basierend auf der UMTEC-Methode
Zur Bewertung von partikulären Metall-Gehalten werden vom schweizerischen Bundes-
amt für Umwelt [2] spezifische Methoden vorgeschlagen. Die Methode basiert auf dem
unterschiedlichen E-Modul von Metallen und Schlacke. Dadurch wird beim Einsatz
mit Backen- oder Walzenbrecher Schlacke zu < 2 mm zerrieben, während Metalle nur
platt gedrückt werden. Eine genauere Beschreibung der Beprobung, Probenmenge und
der Probenbearbeitung ist unter Bunge [4] zu finden.
Der vorgeschlagene Analysevorgang wurde für eine Freilegungsstudie modifiziert.
Bild 10 zeigt das generelle Vorgehen. Grundlage ist die Siebung in enge Fraktionen.
Angefangen mit der Grobfraktion werden zuerst sichtbar liberierte Metalle aussortiert.
139Alexander Weh
Der Rest wird mit immer engeren Spalt-Öffnungen mechanisch gebrochen. Die in den
feineren Siebfraktionen auftretenden Metallen gelten als in der Schlacke eingeschlos-
sen. Der Vorgang wird hin zu feineren Fraktionen wiederholt bis die Gesamtprobe in
liberierte Metalle, eingeschlossene Metalle und auf < 2 mm zerkleinerte Restschlacke
reduziert wird. Wahlweise können sichtbar liberierte Durchgänger in die Analyse mit
aufgenommen werden. Die Methode hat sich für die Untersuchung der Wertstoffver-
teilung bewährt. Neben dem Metall-Inhalt, können die Metall-Größenverteilungen
sowie die Metall-Einschlussverhalten innerhalb der Schlacke geklärt werden.
Rückstände aus MVA
Unbehandelt / gewaschen 2 – 40 mm
NE eingeschlossen NE-Verteilung > 2 mm
% %
50 2,5
45
40 2,0
35
Al
30 1,5
25
Cu
20 1,0
15
10 0,5
VA
5
0 0
1 10 100
Körnung mm
NE gebunden per NE-Fraktion NE-Fraktion
Bild 11: Ergebnisse der Freisetzungsanalyse unbehandelter Rohschlacke
Bild 11 zeigt das Ergebnis der gewaschenen Rohschlacke bezogen auf NE-Metalle. Da-
bei wurden zwei Kurven erreicht. (i) Die generelle NE-Verteilung in der untersuchten
Fraktion 2–40 mm, und (ii) Anteile des eingeschlossenen NE-Metalls in den jeweiligen
Fraktionen. Die NE-Verteilung folgt in etwa den in Bild 9 vorgestellten NE-Verteilungen
aus der Literatur. Bei 10 mm tritt eine signifikante Häufung an, die durch Al dominiert
wird. Um die 5 mm ergibt sich eine Überlagerung, die mit dem Auftreten von Cu zu
erklären ist. Die Freilegungsanalyse zeigt den in der jeweiligen Fraktion eingeschlosse-
nen NE-Gehalt. Dieser Trend folgt der Form der Hauptverteilung. Zusammenfassend
zeigen verschiedenen Test, das der eingeschlossenen NE-Gehalt zwischen 15 % und
30 % variiert. Dabei zeigt sich, dass bei Fraktionen < 20 mm die Hauptmenge der ein-
geschlossenen NE-Metalle auftreten. Bis zu 45 % NE-Metalle einer Fraktion können
dabei eingeschlossen auftreten. Da die Analyse bei 2 mm beendet wurde, kann nicht
140Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
exakt gesagt werden wieviel in dieser Fraktion eingeschlossen bleibt. Dennoch ist zu
erkennen, dass in den Fraktionen < 16 mm ein signifikanter NE-Anteil eingeschlos-
sen auftritt. Als Konsequenz nimmt mit der Steigerung des Wertinhaltes zu feineren
Körnungen der Einschluss des Wertstoffes zu.
Der eingeschlossene Fe-Gehalt variiert in der Fraktion < 40 mm zwar zwischen 20 %
und 40 %. Jedoch tritt der Hauptanteil des Fe-Metalls wesentlich gröber auf. In dieser
Untersuchung traten nur 30 % des gesamten Fe-Metalls in der Fraktion < 40 mm auf.
Mineralische Wertstoffe wie Durchläufer machen etwa 10–13 Ma.-% der gesamten
Probe aus.
Rückstände aus MVA
5.4. Wertstofffreisetzung durch elektrodynamische Fragmentierung
Während des laufenden Betriebes wurde der Effekt ansteigender Energieabgabe der
elektrodynamischen Fragmentierung auf die Freisetzung metallischer und minerali-
scher Wertstoffgehalte überprüft. Dabei wurden Tests mit 4, 6 und 9 kWh/t im Betrieb
untersucht.
4 kWh/t 6 kWh/t 9 kWh/t
NE eingebunden NE-Verteilung
% %
50 2,5
40 2,0
30 1,5
20 1,0
10 0,5
0 0
1 10 1 10 1 10
Körnung mm Körnung mm Körnung mm
87 % Freisetzung NE 90 % Freisetzung NE 91 % Freisetzung NE
NE gebunden NE Dist.
Bild 12: NE-Metall-Freisetzung bei ansteigender Energieabgabe der elektrodynamischen Frag-
mentierung
Bild 12 beschreibt die zunehmende NE-Freisetzung mit steigender Aufbereitungsener-
gie. Dabei ist die Ausgangssituation ohne Behandlung in jeder Grafik mit einbezogen,
um die Veränderungen deutlich zu machen. Zu erkennen ist, dass die Freisetzung sich
von grober hin zu feineren Körnung bei steigender Energieabgabe entwickelt.
Schon bei geringer Energieabgabe von 4 kWh/t ist eine starke Veränderung der Situa-
tion erkennbar. Das Maximum der eingeschlossenen NE-Metalle verschiebt sich von
10 mm zu 5 mm und die Freisetzung erhöht sich auf 87 %. Bei 6 kWh/t ist eine weitere
Verschiebung der noch eingeschlossenen NE-Metalle zu 3 mm zu erkennen. Der Anteil
der aufgeschlossenen NE-Metalle steigt auf 90 % in den Wert-relevanten Fraktionen.
Bei 9 kWh/t verbleibt die Verteilung im feinen Bereich, jedoch nimmt die Amplitude
ab. Der Anteil der freigesetzten Metalle steigt nur noch geringfügig.
141Alexander Weh
Summenverteilung Siebdurchgang
%
100
90
80
70
60
Rückstände aus MVA
50
40
30
20
10
0
100 1.000 10.000 100.000
Körnung μm
0 kWh/t 4 kWh/t 6 kWh/t 9 kWh/t
Bild 13: Kornverteilungskurven bei ansteigender Energieabgabe der elektrodynamischen Frag-
mentierung
Die Fe-Metall-Freisetzung steigert sich auf 80 %. Zu bedenken ist hier der jedoch schon
reduzierte Fe-Anteil in den Fraktionen < 40 mm. Der gesamte Fe-Metall-Aufschluss
liegt daher wesentlich höher bei > 90 %.
Der zunehmende Aufschluss der Wertstoffe resultiert in einer moderaten Zerkleinerung
der Restschlacke. Bild 13 zeigt den geringen Anstieg des Unterkorn < 2 mm auf nur
20–25 %. Der Grobanteil > 10 mm wird stärker beeinflusst und sinkt von 40 % auf 25 %.
Dies zeigt, dass hohe Metall-Ausbeuten zu den feineren und vermehrt eingeschlossenen
NE-Metallen ohne starke Übermahlung der Matrix zu erreichen ist. Dadurch können
vermehrt Fraktionen mit höherem Wertstoffpotential, wie schwere NE-Metalle erreicht
werden. Zudem bleiben mineralische Rohstoffe erhalten. In Einzelpartikeltest konnten
Weh und Mosadeghi [17] zeigen, dass Schlacke-Komponenten mit Metall-Einschlüssen
intensiver zerkleinert werden. Durchläufer wie Glas oder Keramik unterliegen einem
anderen Zerkleinerungsregime und bleiben tendenziell gröber erhalten. Durch die
gesteigerte Bearbeitung durch bis zu 9 kWh/t sinkt der erreichbare Anteil der mine-
ralischen Durchläufer > 10 mm nur leicht von 10 % auf etwa 8 % ab.
Der Effekt der verbesserten Freisetzung zu eingeschlossen und feinen NE-Metall konnte
in Zusammenarbeit mit UMTEC [13] bewiesen werden. In einer vergleichenden Stu-
die mit konventioneller Aufbereitung mittels Gutbettwalzenmühlen an abgelagerter
Schlacken in Fraktion < 11,2 mm, zeigt die elektrodynamische Fragmentierung bei nur
geringfügiger Zerkleinerung eine gesteigerte NE-Metall-Ausbeute.
142Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Während Gutbettmühlen nahezu das gesamte Material auf < 2 mm zerkleinern, konn-
te die NE-Ausbringung bei 70 % Qualität des Konzentrates von 26 % auf nur 40 %
gesteigert werden. Demgegenüber steht eine Steigerung auf 62 % durch die elektro-
dynamische Fragmentierung. Zu berücksichtigen ist dabei die unklare Effizienz der
benutzten Wirbelstromstromanlage, sowie Anteile der NE-Fraktion, die nicht durch
die Wirbelstromanlage zu erreichen sind wie z.B. VA-Stahl. Eigene Untersuchungen
zeigen in der Fraktion < 11,2 mm einen relevanten Anteil von bis zu 10 % VA-Stahl
in der NE-Fraktion. Bei einer angenommenen elektrodynamischen Freisetzung um
80–90 % und einer Sortiereffizienz von etwa 80–90 % wird eine maximale Ausbrin-
Rückstände aus MVA
gung um die 60–65 % realistisch. Im Umkehrschluss zeigt die intensive Zerkleinerung
konventioneller Bearbeitung einen signifikanten Verlust – höchstwahrscheinlich durch
Übermahlung – von über 20 % gegenüber der elektrodynamischen Fragmentierung.
Die Steigerung der NE-Metall-Ausbeute bei geringfügiger Zerkleinerung bestätigt, dass
die elektrodynamische Fragmentierung das weitere Wertstoffpotential der Restschlacke
erhält und NE-Metall-Ausbeute aus relevanten Fraktionen maximiert ohne massive
Überzerkleinerung oder mehrstufige Zerkleinerung zu benötigen– ein klarer Vorteil
des innovativen Verfahrens.
5.5. Sortiererfolg
Auf die Fragmentierung folgend wird die Schlacke in drei Materialströme klassiert:
(i) < 2 mm Unterkorn; (ii) 2–10 mm und (iii) > 10 mm. Die Fraktionen > 2 mm wer-
den jeweils durch aushebende Magnetscheidung von Fe-Metallen entfrachtet. Darauf
folgt jeweilig die NE-Rückgewinnung durch Wirbelstromscheidung. In der Fraktion
> 10 mm werden nach der Metallabscheidung Durchläufer mittels optischer Sortierung
zurückgewonnen.
Während des Betriebstestes, bei ansteigender spezifischer Energie, wurde der Sortier-
erfolg anhand des Restmetallgehaltes der Restschlacke und der Qualität des erreichten
Konzentrates bewertet und mit den Freisetzungsdaten (Bild 12) nach der Fragmen-
tierung verglichen.
Konzentratqualität 6 kWh/t Konzentratqualität 9 kWh/t
NE-Anteil Inert-/Schlacke Anteil NE-Anteil Inert-/Schlacke-Anteil
% % % %
100 50 100 50
90 45 90 45
80 40 80 40
70 35 70 35
60 30 60 30
50 25 50 25
40 20 40 20
30 15 30 15
20 10 20 10
10 5 10 5
0 0 0 0
0 5 10 15 20 25 0 5 10 15 20 25
Körnung mm Körnung mm
NE-Anteil NE-Qualität Inert-Anteil Schlackeanhaftungen
Bild 14: Darstellung der Qualität des Konzentrates bei 6 und 9 kWh/t Energieeinsatzes; blaue
und orangefarbene Linien zeigen NE-Metalle und Störstoff-Anteile; gelbe und graue
Linien zeigen von Störstoffen korrigierte NE-Anteile und Schlackenanhaftungen
143Alexander Weh
Die ansteigende Freisetzung macht sich zwischen 4 und 6 kWh/t bemerkbar. Während
die Freisetzung von 87 % auf 90 % ansteigt, ändert sich die erreichte Ausbeute von
etwa 78 % auf 83,7 %. Die Freisetzung zu 9 kWh/t steigt nur marginal auf 91 %, die
Ausbeute verbleibt bei 83,7 %. Auffällig ist, dass die Ausbeute hinter der Freisetzung
zurückbleibt. Freisetzungsstudien zur Bestimmung des Restmetallgehaltes an sortierten
Restschlacke zeigen, dass zwar 60 % bei 6 kWh/t und 80 % bei 9 kWh/t der verbliebenen
NE-Metalle frei vorliegen aber nicht abgeschieden wurden. Gründe dafür sind zum
Einen die Effizienz und Einstellung der Wirbelstrom-Anlagen. Zusätzlich wurde ein
Anteil VA-Stahl entdeckt, der durch die vorhandene Technik nicht abgeschieden werden
Rückstände aus MVA
kann. Aus wirtschaftlichen Gründen wurde auf eine passende VA-Sortiertechnik für die
Fraktion < 40 mm verzichtet. Grobfraktionen werden händisch vom VA-Stahl befreit.
Der Anteil VA-Stahl in den Fraktionen 2–40 mm machen etwa 10 % des vorhandenen
NE-Gehaltes aus. Wie in den Bildern 9 und 11 angedeutet sinkt der VA-Anteil zu 2 mm.
Dadurch sind die installierten Sortieranlagen auf maximal 90 % NE-Metall-Ausbeuten
limitiert, auch wenn die Freisetzung höher ausfällt. Bei einer 95%-ige Effizienz der
Wirbelstromanlagen sind Ausbeute von 85–86 % NE realistisch zu erreichen.
Konzentratqualität
NE-Anteil Schlackenanhaftung
% %
100 50
90 45
80 40
70 35
60 30
50 25
40 20
30 15
20 10
10 5
0 0
0 5 10 15 20 25
Körnung mm
NE-Qualität 6 kWh/t NE-Qualität 9 kWh/t
Schlackeanhaftung 6 kWh/t Schlackeanhaftung 9 kWh/t
Bild 15: Korrigierte Konzentratqualität ohne Störstoffe
Ein weiterer Faktor des Sortiererfolges ist die Qualität des NE-Metall-Konzentrates
(Bild 14). Nach entsprechender Probennahme wurden die Konzentrate klassiert und
begutachtet. In einem ersten Schritt wurden offensichtliche Störstoffe, wie deplatzierte
Durchläufer separiert. Das restliche Konzentrat wurde mechanisch gebrochen, um
Schlackenanhaftungen zu entfernen. Dabei konnten bei 6 und 9 kWh/t Energieaufgabe
144Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
eine unterschiedliche Entwicklung festgestellt werden (Bild 14). Offensichtlich ist eine
Häufung mineralischer Störstoffe in der Fraktion < 10 mm bei beiden Proben. Diese
entsteht durch die erweiterte Körnungsaufgabe von 2–10 mm auf den Wirbelstrom-
scheider. Die Störstoffe sind weitestgehend freigesetzte mineralische Durchläufer und
machen etwa 15–20 % in beiden Konzentraten aus. Auffällig ist die Reduzierung der
Störstoffe zu höheren Energien.
Bild 15 zeigt die korrigierten Konzentrate mit abnehmenden Schlackenanhaftungen zu
höheren Aufbereitungsenergien. Schlackenanhaftungen reduzieren sich von 11 % bei
6 kWh/t zu 6,5 % bei 9 kWh/t. Bei 6 kWh/t ergeben sich bei > 10 mm schon sehr reine
Rückstände aus MVA
NE-Metalle. Bei 9 kWh/t sind schon ab > 5 mm saubere NE-Metalle zu erhalten. Die
zu höheren Aufbereitungsenergien stagnierende Freisetzung erklärt sich daher, dass
die zusätzliche Energie von schon fast vollständig freigesetzten Metalle konsumiert
wird. Die erhaltene Verbesserung des Konzentrates kann wirtschaftlich entschieden
werden, falls bessere Qualitäten oder höherer Durchsatz mit akzeptablen Ausbeuten
zu erreichen sind.
Status NE-Ausbeute 6 kWh/t Status NE-Ausbeute 9 kWh/t
Konzentratqualität Konzentratqualität
% %
100 100
90 90
80 80
70 70
60 60
50 50
40 40
30 30
20 20
10 10
0 0
0 10 20 30 40 50 60 70 80 90 100 0 10 20 30 40 50 60 70 80 90 100
Ausbeute % Ausbeute %
Wirbelstrom maximal Anlagen Status Edelstahl inklusive
Bild 16: Darstellung des Sortiererfolges bei 6 und 9 kWh/t
Bild 16 fasst den Sortiererfolg bei 6 und 9 kWh/t zusammen. Bei 6 kWh/t ergibt die
gegenwärtige Anlagenkonfiguration eine Ausbeute von 83,7 % bei einer Konzentratqua-
lität von 72 %. Durch eine optionale VA-Abscheidung des liberierten Edelstahls kann
die Ausbeute auf 89 % gesteigert werden, wenn Störstoffe effizient weggeführt werden.
Die maximal erreichbare Ausbeute bei vollständiger Rückgewinnung der liberierten
Metalle würde einen hypothetischen Wert von 90,5 % erreichen. Dies entspricht in etwa
dem erreichten Freisetzungsgrad. Bei einer Energieabgabe von 9 kWh/t ergeben sich
nur leichte Veränderungen, die sich hauptsächlich auf die Qualität des Konzentrates
beziehen. In der gegenwärtigen Anlagenkonfiguration verbleibt die Ausbeute bei 83,7 %
bei einer gesteigerten Qualität des Konzentrates von 79 %. Durch eine optionale VA-
Scheidung des freigesetzten Edelstahls könnte die Ausbeute auf 91 % gesteigert werden.
Dies entspricht der fast vollständigen Rückgewinnung aller freigesetzten NE-Metalle.
145Alexander Weh
Im Falle der installierten Anlage ergibt die Behandlung durch die elektrodynamische
Fragmentierung eine klare Steigerung der Ausbeute. Die Steigerung von 6 auf 9 kWh/t
zeigt Vorteile, die durch die installierte Sortierung jedoch nicht erfasst werden kann.
Somit ist eine Bearbeitung der Rohschlacke bei 6 kWh/t ausreichend, um bei der
gegebenen Anlagenkonfiguration die Metall-Ausbeute wirtschaftlich zu maximieren
ohne eine nachfolgende komplexe Sortierung zu etablieren.
6. Anlagenmodifikationen und Betriebsergebnis
Rückstände aus MVA
während gestaffelter Inbetriebnahme
Während der stufenweise Inbetriebnahme wurden erste Erfahrungen mit der Gesamt-
anlage erreicht und sukzessive Anpassungen, Optimierungen und Kundenwünsche
umgesetzt. In einem ersten Schritt wurde wie oben beschrieben die elektrodynamische
Fragmentierung auf 6 kWh/t eingependelt. Diese konnte verlässlich angewandt werden.
Im laufenden Betrieb ergaben sich Verbesserungen und Optimierungen verschiedener
Anlagenkomponenten. Die drei wichtigsten sind folgend zusammengefasst: Wasser-
aufbereitung, die Verarbeitung von Unverbrannten und der Arbeitsaufwand.
6.1. Anlagenmodifikationen während Inbetriebnahme
Wasseraufbereitung
Die direkte Verarbeitung der Rohschlacke benötigt eine intelligente Materialführung
und ausreichendes Wassermanagement. Die Rohschlacke wird nicht kontinuierlich
aus dem Entschlacker abgezogen. Der Stößelaustrag verursacht periodisch sehr
unregelmäßige Anlieferung in Bezug auf Volumen, Feuchte und Körnung. Da keine
Zwischenlagerung oder Homogenisierung der Rohschlacke durchgeführt werden
kann, müssen Materialbehandlungen die Schwankungen kompensieren. Messungen
zeigen einen Massestrom im statistischen Mittel von 1,8 t/h. Variationen sind häufig
mit kurzzeitige Spitzen von 0 t/h bis zu 6 t/h. Diese massiven, kurzzeitigen Variati-
onen sind eine Herausforderung für eine kontinuierliche Schlackenwäsche und der
nachfolgenden Wasseraufbereitung. Bei gleichbleibender Wassermenge kann der
unterschiedlich angelieferte Festkörperanteil Verstopfungen verursachen, da sich
die hydraulischen Bedingungen stetig ändern. Anfänglich wurde die Wasseranlage
mit separater Sand- und nachfolgender Schlammabscheidung über Schrägklärer mit
Flockungsmittel betrieben. Diese Konfiguration benötigt einen möglich kontinuier-
lichen Massestrom, tolerierte aber Schwankungen mit Faktor 3. Da zu Spitzenzeiten
höhere Schwankungen auftraten wurde das Risiko von Blockaden und Havarien im
laufenden Betrieb zu groß. Besonders die Abfuhr des Schlammes mit ausreichender
Dosierung des Flockungsmittels konnte im Dauerbetrieb nicht garantiert werden.
Daraus folgend wurde die Wasseraufbereitung sukzessive angepasst und ausgebaut.
Dabei wurden die allgemeine Wassermenge verdoppelt und Zwischenpuffer eingesetzt,
um homogenere Bedingungen zu schaffen. Zusätzlich wurde die aufgeteilte Sand- und
Schlammbehandlung durch Presskammerfiltern ersetzt, wodurch auf eine Flockung
des Schlammes verzichtet werden kann.
146Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Unverbranntes
Schwimmendes Material wie Unverbranntes und Schwimmschlacke beeinträchtig-
ten die elektrodynamische Fragmentierung, die Klassierung und die nachfolgende
Sortierung. Der bestehende, innerhalb des trockenmechanischen Anlagenbereiches,
installierte Windsichter konnte nur die grobe Organik abführen und hatte durch den
wechselnden Feuchtegehalt der Schlacke eine geringe Effizienz von 20–30 %. Schwimm-
schlacke konnte gar nicht abgeführt werden, die somit im Dauerbetrieb die Prozess-
becken der elektrodynamischen Fragmentierung verstopften. Siebbeläge verstopften
und Fraktionen gelangten nicht zu der vorgesehenen Sortierung. Dadurch erhöhte
Rückstände aus MVA
sich der Arbeitsaufwand signifikant, um die relevanten Anlagenteile offen zu halten.
Darauffolgend wurde ein Schwimm/Sink-Verfahren entwickelt, um verlässlich Leicht-
gut aus der Rohschlacke nach der Schlackenwäsche zu entfernen. Mit der Adaption
des Verfahrens konnte der Anteil des Leichtguts signifikant minimiert werden. Erste
Messungen zeigen eine Effizienz um 80 % zur Ausschleusung des Leichtgutes. Dadurch
ist ein kontinuierlicher Betrieb bei reduziertem Arbeitsaufwand durchzuführen.
Genereller Arbeitsaufwand
Um die Rohschlacke kontinuierlich ohne Zwischenlagerung zu bearbeiten ist ein
24/7-Betrieb der Aufbereitungsanlage nötig. Feuchte Rohschlacke ist sehr schwierig
in der Materialbehandlung. Durch die Feuchte ergeben sich rasch Anbackungen, die
durch die hydraulischen Eigenschaften des Materials schnell verfestigen können. Der
Arbeitsaufwand zur Reinigung ist in Schlackenanlagen generell hoch. Die Erweite-
rung des Aufbereitungskreislaufes bei gleichbleibendem Personalaufwand hat sich als
organisatorisch schwierig gezeigt. Um die Belastung sinnvoll zu reduzieren wurde der
Betrieb der Anlage aufgeteilt. Die bestehende trockenmechanische Aufbereitung und
anschließende Schlackenwäsche wird weiterhin im 24/7-Betrieb belassen. Durch die
Installation eines Zwischensilos kann das Produkt der Schlackenwäsche gebunkert
werden. Da die Feinfraktion weggeführt ist, kann das Material unbedenklich zwischen-
gelagert werden. Die nachfolgende elektrodynamische Fragmentierung und Separation
wird bei erhöhten Durchsatz in einem 16/7-Betrieb gefahren. Durch den geteilten
Betrieb können zum einen Störfälle besser kompensiert werden und die allgemeinen
Arbeitsbelastung für das bestehende Personal optimiert werden. So kann die erweiterte
Anlage bei ähnlichen Personalkosten betrieben werden.
6.2. Betriebsergebnis während Inbetriebnahmephase
Nach Installation und anfänglich Komponententests wurde die Anlage 2017 zuneh-
mend in Betrieb genommen und erste Erfahrungen gesammelt. Die oben beschrie-
benen Optimierungen wurden erkannt und schrittweise umgesetzt. Die bestehende
trockenmechanische Aufbereitung wurde dabei ständig in Betrieb gehalten, während
die nasse Aufbereitung graduell zugeschaltet wurde. Dabei ist die zeitliche Verschiebung
hauptsächlich auf die Änderung der Wasseraufbereitung zurückzuführen. Bild 17 zeigt
die gestaffelte Inbetriebnahme 2017. Dabei wurde im 4. Quartal eine Verfügbarkeit von
147Alexander Weh
75 % erreicht. Diese wurde begrenzt durch die jährliche Ofenrevision mit 2 Wochen
Stillstand und weiteren Baumaßnahmen vor Ort am Ende des Jahres. Ziel der Anlage
ist ein Betrieb bei einer Verfügbarkeit von > 85 %. Dies sollte 2018 erreicht werden.
Ausbeute Fe und NE Verfügbarkeit
% %
10 100
9 90
Rückstände aus MVA
8 80
7 70
6 60
5 50
Ziel: etwa 4 % NE + 2 mm
4 40
3 30
2 20
1 10
0 0
1. Quartal 2. Quartal 3. Quartal 4. Quartal
Fe NE Verfügbarkeit
Bild 17: Anlagenentwicklung im Jahr 2017 mit der stufenweise Inbetriebnahme des nassen
Aufbereitungskreislaufs in Hinsicht Verfügbarkeit und Fe- und NE-Metall-Ausbeuten
Bild 17 zeigt die Auswirkungen der graduellen Inbetriebnahme des nassen Aufberei-
tungskreislaufes auf die Metallausbeuten. Zu erkennen ist die stabile Verteilung von
zurückgewonnen Fe-Metalle. Diese schwankt um 9 % und wird von der trockenme-
chanischen Aufbereitung dominiert. Der zum 3. Quartal leicht ansteigende Trend
wird durch die geplanten Betriebsunterbrechung im 4. Quartal leicht gedrückt. Dem
gegenüber steht die Steigerung des NE-Anteils über das gesamte Jahr von 0,8 % auf
3,2 %. Bei einer anvisierten Qualität des Konzentrates von 70–75 % entspricht dies
einer Ausbeute zwischen 70 % und 80 % im Rahmen des reduzierten Betriebes. Ziel
ist es bei einer Verfügbarkeit von > 85 % die NE-Ausbeute (Konzentrat-Wert) auf
> 4 % zu steigern.
Der Erfolg der Aufbereitung zeigt sich im Wert der bis dahin erreichten NE-Konzentrate
(Bild 18). Offensichtlich ist neben der Steigerung des NE-Anteils auch eine Veränderung
des Konzentrates mit einer massiven Wertsteigerung. Die innerhalb der Grobfraktion
rückgewonnenen NE-Fraktionen zeigen durch einen geringen Schwermetall-Anteil
einen reduzierten Wert. Durch die Zuschaltung der elektrodynamischen Fragmen-
tierung steigt der Schwermetallgehalt im Konzentrat von 7 % auf über 20 % bei einer
Konzentratqualität von 70 % an. Dadurch verdoppelt sich der Wert des Konzentrates
mit direkten wirtschaftlichen Vorteilen für den Kunden.
148Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
Schwermetall-Konzentrat NE-Konzentrat
% EUR/Tonne
25
1.200
1.100
20 1.000
900
800
15
700
600
Rückstände aus MVA
10 500
400
300
5
200
100
0 0
2. Quartal 3. Quartal 4. Quartal
Schwermetalle NE
Bild 18: Entwicklung des NE-Konzentrates durch die stufenweise Inbetriebnahme der elektro-
dynamischen Fragmentierung im Jahr 2017
Die verbesserte Freisetzung, besonders der in der feineren Schlacke eingeschlossenen
Schwermetalle hat somit einen direkten Einfluss auf die bestehende Wirtschaftlichkeit
der Anlage. Durch den fortlaufenden gesteigerten Betrieb sollte sich die Situation
durch die weitere Steigerung der NE-Metall-Ausbeute und der Konzentratqualität auf
75–80 % weiter verbessern.
7. Zusammenfassung
Diese Studie beschreibt den Implementierungsprozess der elektrodynamischen Frag-
mentierung innerhalb der Schlacke-Aufbereitungsanlage der KVA Fribourg, Schweiz.
Durch eine intelligente Kombination aus trockenmechanischer und nasser Aufbereitung
kann Rohschlacke direkt ohne Zwischenlagerung weiterverarbeitet werden. Durch die
stufenweise durchgeführte Inbetriebnahme wurden benötigte Optimierungen und
Anpassungen vorgenommen, ohne den generellen Betrieb zu stören. Diese Strategie
ergab eine robuste und effiziente Anlagenlösung für den Kunden die am wirtschaftlichen
Optimum arbeitet. Der reduzierte Platzbedarf konnte durch eine modulare Bauweise
und optimierten Anforderungen an die Aufbereitung effizient genutzt werden.
Mit dem Einsatz der elektrodynamischen Fragmentierung können im offenen Kreislauf
Wertstoffe über ein weites Kornspektrum erreicht werden ohne komplexe Anlagen-
konfigurationen zu benötigen. Der hohe Freisetzungsgrad an metallischen Rohstoffen
erfüllt offizielle Grenzwerte und maximiert die NE- und Fe-Metall-Ausbeute der
nachfolgenden, konventionellen Sortierung. Zudem können mineralische Wertstoffe
zurückgewonnen werden und Deponiekosten reduziert werden. Tests im laufenden
149Alexander Weh
Betrieb bestätigen das erhöhte Freisetzungsvermögen der elektrodynamischen Frag-
mentierung. Weitere Untersuchung der Restschlacke und der Konzentrate im laufen-
den Betrieb beschreiben den Sortiererfolg. Die elektrodynamische Fragmentierung
maximiert dabei die Wertstoffrückgewinnung relevanter Metalle aus der Rohschlacke
ohne mehrstufige Zerkleinerung bei einer reduzierten Sortierung. Gegenwärtig wird
die Anlage unter wirtschaftlichen Gesichtspunkten bei 6 kWh/t betrieben. Das dabei
erreichte Betriebsergebnis bestätigt die Vorteile des Verfahrens durch eine Steigerung
der Metallausbeute und der Veränderung der NE-Konzentrat-Zusammensetzung. Die
verbesserte Freisetzung erhöhte sukzessive den Schwermetallanteil im Konzentrat und
Rückstände aus MVA
konnte somit den Wert des Konzentrates verdoppeln.
Die detaillierten Untersuchungen zur elektrodynamischen Fragmentierung im indus-
triellen Betrieb und deren direkte Relation zu den Ergebnisse im ersten Betriebsjahr
der modifizierten Schlackenaufbereitungsanlage zeigen eindrucksvoll die Vorteile
des innovativen Prozesses. Des Weiteren stellte sich die entwickelte Anlagentechnik
als sehr robust heraus. Benötigte Optimierungen und Anpassungen waren haupt-
sächlich innerhalb der Wasseraufbereitung nötig. Durchgeführte Anpassung und
Optimierungen wurden erfolgreich abgeschlossen. Dadurch konnte dem Kunden eine
verlässliche und robuste Anlagen-Lösung übergeben werden. Die deutlich gesteigerten
Metall-Ausbeuten in Kombination mit dem Potential weitere mineralische Rohstoffe
zurück zugewinnen machen so eine nasse Aufbereitung auch bei sehr viel geringeren
Durchsätzen wirtschaftlich sehr interessant.
8. Literatur
[1] Alwast, H.; Riemann, A: Verbesserung der umweltrelevanten Qualitäten von Schlacke aus Ab-
fallverbrennungsanlagen, Studie des Umweltbundesamtes, 2010
[2] Bundesamt für Umwelt – BAFU (Hrsg.): Messmethoden im Abfall- und Altlastenbereich. Bern:
Umwelt-Vollzug Nr. 1715: 82 S., Stand 2017
[3] Bluhm, H.; Frey, W.; Giese, H.; Hoppe, P.; Schultheis, C.; Strassner, R.: Application of pulsed
HVdischarges to material fragmentation and recycling, IEEE Transactions on Dielectrics and
Electrical Insulation, Vol. 7, Nr. 5, 2000, S. 625-635
[4] Bunge, R.: Recovery of metals from waste incineration bottom ash, online publication UMTEC,
HSR Rapperswil, 2016
[5] Bunge, R.: Wertstoffgewinnung aus KVA-Rostasche. In: Schenk, K. (Hrsg.): KVA-Rückstände
in derSchweiz. Der Rohstoff mit Mehrwert. Bundesamt für Umwelt, Bern, 2010, S. 170-182
[6] Dittrich, S.; Thome, V.; Seifert, S.; Mayer, M.: Effektive Aufbereitung von Müllverbrennungs-
schlacken mittels Hochspannungsimpulsen. Chem. Ing. Tech., 88, No.4, 2016, S. 461-468
[7] Euler, T.: Ressourcenschutz in der Abfallwirtschaft – MVA-Aschen als Sekundärrohstoffquelle
für Metalle. Bachelor-Arbeit, Hochschule Rhein-Main, Wiesbaden Rüsselsheim, 2017
[8] Eggenberger, U.; Mäder, U.: Charakterisierung und Alterationsreaktionen von KVA-Schlacken.
In: Schenk, K. (Hrsg.): KVA-Rückstände in der Schweiz. Der Rohstoff mit Mehrwert. Bundes-
amtfür Umwelt, Bern, 2010, S. 104-115
[9] Parvaz, D.; Weh, A.; Mosaddeghi, A.: Pre-concentration Attributes of SELFRAG High Voltage
Treatment. Conference proceedings: European Symposium for Comminution and Classifica-
tion. At: Chalmers University of Technology; Gothenburg, Sweden, 2015
150Industrieller Einsatz der elektrodynamischen Fragmentierung von Rostaschen
[10] Seifert, S.; Thome, V.; Karlstetter, C.; Maier, M.: Elektrodynamische Fragmentierung von MVA-
Schlacken – Zerlegung der Schlacken und Abscheidung von Chloriden und Sulfaten. In: Thomé-
Kozmiensky, K. J. (Hrsg.): Aschen • Schlacken • Stäube – aus Abfallverbrennung und Metallurgie.
Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2013, S. 353-365
[11] Shi, F.; Zuo, W.; Manlapig, E.: Pre-concentration of copper ores by high voltage pulses. Part
2:opportunities and challenges. Miner. Eng. 79, 2015, S. 315-323
[12] Thomé-Kozmiensky, K. J.: Möglichkeiten und Grenzen der Verwertung von Sekun-
därabfällen aus der Abfallverbrennung. In: Thomé-Kozmiensky, K. J. (Hrsg.): Aschen •
Schlacken • Stäube – aus Abfallverbrennung und Metallurgie. Neuruppin: TK Verlag Karl Thomé-
Kozmiensky, 2013, S. 79-278
Rückstände aus MVA
[13] UMTEC: IGENASS. CH-Dokumente-Factsheets. [Online] April 2016. https://www.igenass.ch/
fileadmin/user_upload/igenass.ch/Dokumente/Factsheets/160526_Zerkleinerung_GBWM_
EDF.pdf, 2016, abgerufen am: 02.06.2016
[14] van der Wielen, K.P.; Pascoe, R.; Weh, A.; Wall, F.; Rollinson, G.: The influence of equipment
settings and rock properties on high voltage breakage. Miner. Eng. 46-47, 2013, S. 100-111
[15] Weh, A.: Effiziente Metallrückgewinnung aus Kehrichtverbrennungsasche mittels Hochspan-
nungsimpulsverfahren. In: Thomé-Kozmiensky, K. J. (Hrsg.): Mineralische Nebenprodukte und
Abfälle 2 – Aschen, Schlacken, Stäube und Baurestmassen. Neuruppin: TK Verlag Karl Thomé-
Kozmiensky, 2015, S. 167-191
[16] Weh, A.; Käppeler, J.: Industrieller Einsatz des Hochspannungsimpuls-Verfahren zur Aufberei-
tung von Verbrennungsrückständen. Conference proceeding: Recycling DepoTech. At Montan
Universität Leoben; Leoben, Austria, 2016
[17] Weh, A.; Mosaddeghi, A.: Breakage characteristics of incinerator bottom ash in the HV pulse
power process. Conference: Sustainable Minerals’16, At: Falmouth, UK, 2016
[18] Zuo, W.; Shi, F.; Manlapig, E.: Pre-concentration of copper ores by high voltage pulses. Part
1:principle and major findings. Miner. Eng. 79, 2015, S. 306-314
[18] Zuo, W.; Shi, F.; van der Wielen, K. P.; Weh, A.: Ore particle breakage behaviour in a pilot scale
high voltage pulse machine. Miner. Eng. 84, 2015, S. 64-73
Ansprechpartner
Dr. rer. nat. Alexander Weh
SELFRAG AG
Leiter Technikum
Head Seals Application
Biberenzelgli 18
3210 Kerzers (CH)
Telefon: 0041-31-7503201
E-Mail: a.weh@selfrag.com
151Vorwort
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der
Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im
Internet über http://dnb.dnb.de abrufbar
Stephanie Thiel, Elisabeth Thomé-Kozmiensky,
Bernd Friedrich, Thomas Pretz, Peter Quicker, Dieter Georg Senk, Hermann Wotruba (Hrsg.):
Mineralische Nebenprodukte und Abfälle 5
– Aschen, Schlacken, Stäube und Baurestmassen –
ISBN 978-3-944310-41-1 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel
Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2018
Redaktion und Lektorat: Dr.-Ing. Stephanie Thiel, Dr.-Ing. Olaf Holm,
Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Claudia Naumann-Deppe, Janin Burbott-Seidel, Sandra Peters,
Ginette Teske, Roland Richter, Cordula Müller, Gabi Spiegel
Druck: Universal Medien GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die
der Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen,
der Funksendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der
Speicherung in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung,
vorbehalten. Eine Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im
Einzelfall nur in den Grenzen der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der
Bundesrepublik Deutschland vom 9. September 1965 in der jeweils geltenden Fassung zulässig.
Sie ist grundsätzlich vergütungspflichtig. Zuwiderhandlungen unterliegen den Strafbestimmun-
gen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem
Werk berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche
Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten
wären und daher von jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN,
VDI, VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag
keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich,
gegebenenfalls für die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der
jeweils gültigen Fassung hinzuzuziehen.
4Sie können auch lesen