KI-basierte Sensorsysteme für Predictive Quality & Predictive Maintenance
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
FRAUNHOFER-INSTITUT FÜR ZERSTÖRUNGSFREIE PRÜFVERFAHREN IZFP
Fehler erkennen, bevor sie entstehen
KI-basierte Sensorsysteme für Predictive
Quality & Predictive Maintenance
info@izfp.fraunhofer.de || www.izfp.fraunhofer.de
Einleitung
KI für die ZfP 4.0
Der Begriff »Künstliche Intelligenz« wurde bereits in den 1950er minderwertigem Bildmaterial, woraus sich weniger hohe An-
Jahren geprägt, als der britische Mathematiker Alan Turing in einem forderungen an die Hardware (Positioniergenauigkeit, Kontrast,
Fachaufsatz die Frage stellte, ob Maschinen denken können und Auflösung u. a.) ergeben. Die Bildauswertung kann in-situ, also un-
kurz darauf ein Seminar unter dem Titel »Artificial Intelligence« am mittelbar durch den kognitiven Sensor selbst erfolgen. Bildinhalte
Dartmouth College in New Hampshire stattfand. Allerdings verläuft wie Defekte oder Anomalien und Scheinanzeigen werden maschi-
die Entwicklung erfolgreicher KI-Anwendungen erst in den letzten nell erkannt und bewertet. So können funktionale Defekte automa-
Jahren in dem uns bekannten, atemberaubenden Tempo. Teilweise tisch von rein kosmetischen Defekten unterschieden werden.
ist dies sicherlich der rasanten Verbesserung der Rechenleistung zu
verdanken – heutige Smartphones beispielsweise sind so leistungs- Gerade die Interpretation von Prüfergebnissen, also die Befundung,
fähig wie die weltweit besten Supercomputer vor 25 Jahren. ist immer noch eine Herausforderung und erfordert hochqualifizier-
Mindestens genauso wichtig für den derzeitigen Boom der KI ist te Prüfer. Mittlerweile existieren KI-basierte Assistenzsysteme, die es
die Datenexplosion der letzten Jahre. Denn die Intelligenz einer auch wenig geschulten Bedienern ermöglichen, komplizierte Prüf
Maschine hängt vor allem von der ihr zur Verfügung gestellten aufgaben qualitätsgerecht auszuführen. KI wird dabei eingesetzt,
Datengrundlage ab. Diese Daten werden von Sensoren geliefert, die um strukturierte und unstrukturierte Sensordaten automatisch zu
heutzutage nahezu jeden technologischen Sektor dominieren. Bei- analysieren und daraus Modelle zu generieren, welche die Zusam-
spielhaft seien hier moderne Smartphones genannt mit integriertem menhänge zwischen zerstörungsfrei erfassbaren und nur zerstörend
Näherungssensor, Fingerabdrucksensor, GPS, Gyroskop, Beschleuni- messbaren Produkteigenschaften beschreiben. Die auf diese Weise
gungsmesser, Barometer und Herzfrequenzsensor. ermittelten Korrelationen erlauben es, Materialeigenschaften wie
die Materialhärte zerstörungsfrei zu bestimmen.
Auch in produzierenden Unternehmen kommen immer mehr Senso-
ren zum Einsatz. Im Rahmen von »Industrie 4.0« und dem »Indus- Weiterhin werden durch KI solche indirekten Messungen hinsicht-
triellen Internet der Dinge« (IIoT) dienen sie dazu, die Produkt- und lich Zuverlässigkeit und Genauigkeit optimiert. Werden sensorisch
Prozessqualität zu verbessern und dadurch Flexibilität und Produk- erfasste Prozessemissionen mit KI in Echtzeit verarbeitet, können
tivität zu steigern. Solche Sensoren müssen nicht nur eine hohe Defekte frühzeitig, schon während ihrer Entstehung erkannt wer-
Datenverfügbarkeit, sondern auch ausreichende Datenqualität den. Darüber hinaus erkennt die KI durch den kontinuierlichen Ab-
gewährleisten, also sicherstellen, dass die Daten korrekt, konsistent gleich aktueller Ergebnisse mit historischen D aten Muster, die es
und frei von Störungen sind. Je fortschrittlicher und leistungsfähi- ermöglichen, zukünftige Ergebnisse und Trends vorherzusagen.
ger ein Sensor ist, desto relevanter und wertvoller sind die von ihm Fehler, Engpässe, Ausfälle und Produktivitätsverluste können recht-
generierten Daten. Das Fraunhofer IZFP entwickelt seit beinahe 50 zeitig erkannt und durch geeignete Korrekturen vermieden werden.
Jahren innovative Sensoren, die relevante Informationen über den Damit gewährleisten KI-basierte Sensorsysteme, dass Ausschuss gar
Werkstoff, das Halbzeug oder die Komponente liefern, ohne die- nicht erst produziert wird (Predictive Quality) und Maschinen nicht
se zu zerstören. »Kognitiv« werden diese Sensoren, wenn sie mit KI mehr ungeplant ausfallen (Predictive Maintenance).
verknüpft werden.
Eine aktuelle Studie des Capgemini Research Institute zeigt, dass
Im Vergleich zu konventionellen Auswertemethoden wie physik Deutschland bei der Einführung von KI in der Fertigungsindustrie
basierten analytischen Modellen ermöglicht KI wesentlich präzisere heute weltweit führend ist. 69 Prozent der deutschen Fertigungsun-
Vorhersagen und robustere Klassifizierungen aus der Analyse von ternehmen haben mindestens einen KI-Anwendungsfall im Einsatz.
zerstörungsfreien Sensordaten. Dies wurde am Fraunhofer IZFP im In den USA sind es nur 28 Prozent, in China 11 Prozent. Durch seine
Rahmen verschiedener Forschungsprojekte nachgewiesen. Deren Forschung trägt das Fraunhofer IZFP dazu bei, dass dieser Innova
Ergebnisse sind nachfolgend beschrieben. tionsvorsprung noch ausgebaut wird.
KI kommt u. a. bei der bildgebenden Prüfung (Röntgen, Dr. Bernd Wolter
Ultraschall, Thermographie) zum Einsatz. Anders als klassische Abteilungsleiter »Fertigungsintegrierte ZfP« am Fraunhofer IZFP
Bildverarbeitungsverfahren erlaubt KI auch die Verarbeitung von
KI für Predictive Quality & Predictive Maintenance
Inhaltsverzeichnis
4 3D-SmartInspect
Intelligentes Assistenzsystem mit interaktiver Visualisierung für die manuelle Prüfung
5 AcoustiX
Akustisches Sensorsystem zur Montageendkontrolle oder Betriebsüberwachung mittels kognitiver Signalanalyse
6 AM-SoftND
Qualitätssicherung und -regelung für Additive Manufacturing (AM) mittels kognitivem Online-Monitoring
7 FML-Kalibrierung
Optimierte Vorhersagemodelle für 3MA-PHS-Systeme auf Basis von Federated Machine Learning
8 FSW-Monitoring
Echtzeit-Monitoring der Prozessstabilität und Verbindungsgüte beim Rührreibschweißen durch Datenfusion
9 inspECT-PRO
Sensorsystem zur schnellen, KI-basierten Sortierprüfung
10 Traceability
KI-basierter sensorischer Fingerprint
11 WL-SoftND
Multimodale Softsensorik zur gezielten Beeinflussung von Oberflächeneigenschaften bei der Zerspanung
12 X8-Sensorsystem
KI-basierte Prozessoptimierung im Stahlwerk – multimodales und intelligentes Sensorsystem
zur Hardspotdetektion an Grobblechen
13 Glossar
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 2
Kognitive
Sensorsysteme
Effiziente
Prozesse
3 KI für Predictive Quality & Predictive Maintenance
3D-SmartInspect
Intelligentes Assistenzsystem mit interaktiver Visualisierung für die manuelle
Prüfung
Anwendung Übermittlung und Speicherung der ausgewerteten Materialda-
ten (zentraler Datenspeicher)
Intelligentes System zur Qualitätssicherung von sicherheitsrelevanten
Kombination mit kollaborativer Robotik möglich
Bauteilen oder großen Oberflächen
Einbindung weiterer Sensoren auf Grundlage anderer
Prüfprinzipien
Ausgangssituation
Bei der im großen Umfang verwendeten Handprüfung hängt die Anwendungsbereiche
Qualität der Prüfung stark vom Personal und den Umgebungsbe-
Das Assistenzsystem ist für alle Anwendungsbereiche der Handprü-
dingungen ab. Die korrekte Analyse der Messwerte und die voll-
fung geeignet, u. a.
ständige Erfassung des Prüfbereichs verlangen ein großes Maß an
persönlicher Expertise. Zudem ergeben sich hinsichtlich Prüfdurch-
Luft- und Raumfahrt (sicherheitsrelevante Komponenten)
führung für die Unternehmen erhebliche Herausforderungen. Prüf-
Energieanlagen (Turbinen, Generatoren, Hochdruckbehälter
protokolle werden bislang handschriftlich erstellt und erkannte
etc.)
Auffälligkeiten auf den Bauteilen selbst markiert. Ein digitaler Zu-
Großgerätebau
sammenhang zwischen dem Prüfobjekt und der Prüfdurchführung
wird dabei nicht hergestellt.
Reifegrad
Mit dieser Thematik hat sich das Fraunhofer IZFP befasst und das
Prototyp 3D-SmartInspect ist erfolgreich aufgebaut; die Industrie
intelligente Assistenzsystem »3D-SmartInspect« mit kognitiver Si-
validierung wird derzeit durchgeführt.
gnalauswertung entwickelt. Der Prüfprozess wird optisch erfasst,
das Trackingmodul verfolgt die Bewegung des Prüfkopfes und pro-
tokolliert Prüfpositionen und Messsignale. Die Messsignale wer- Verwendete Sensoren
den automatisch KI-gestützt ausgewertet und für das Livebild mit
Ultraschall
Ortskoordinaten fusioniert. Die registrierten Fehleranzeigen wer-
Wirbelstrom
den auf einem Kontrollbildschirm (Notebook oder Tablet) darge-
Optische Sensorik
stellt. Eine Augmented Reality (AR) Software ermöglicht zudem die
Visualisierung mit einer HoloLens™. Das Ergebnis kann abschlie-
ßend digital an einen Server oder eine Datenzentrale übermittelt
werden.
KI-Ansatz: KI-gestützte Analyse
KI-gestützte Analyse von Wirbelstrom- und Ultraschallsignalen
Vorteile
Zuverlässige Fehlerdetektion in Messsignalen
Interaktive Unterstützung des Prüfpersonals im manuellen
Prüfprozess
Digitales Prüfgedächtnis: Automatische Dokumentation der
Prüfergebnisse als Nachweis der korrekten Prüfdurchführung
gemäß Anforderungen der Qualitätssicherung, einschließlich
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 4
AcoustiX
Akustisches Sensorsystem zur Montageendkontrolle oder Betriebsüberwachung
mittels kognitiver Signalanalyse
Anwendung Vorteile
Montageendkontrolle der Schneidwerkzeuge von Mähdreschern Hohe Prüfsicherheit durch objektive, gleichzeitige Bewertung
von Signalen mehrerer Sensoren
Kognitive Qualitätsbewertung ohne explizite Kalibrierung
Ausgangssituation
Vielfältige Einsatzmöglichkeiten
Maschinen oder Anlagen im industriellen Umfeld verändern Erlaubt permanentes Qualitätsmonitoring
bei Defekten ihre Betriebsgeräusche. Erfahrene Spezialisten erken- Deutlich reduzierter Einrichteaufwand
nen anhand dieser Änderungen defekte Komponenten. Derartige Schnelle Online-Auswertung
Prüfungen unterliegen allerdings subjektiven Einflüssen wie der Individueller, maßgeschneiderter Systemaufbau
Ermüdung des Personals oder Störungen durch Umgebungslärm mit Integration der Auswertealgorithmik in bestehende Prüfsyste-
der Folge unzuverlässiger Erkennung. Zur Lösung dieser Problema- me möglich
tik hat das Fraunhofer IZFP »AcoustiX« entwickelt – ein akustisches Vor-Ort-Machbarkeitsuntersuchungen durch portables System
Sensorsystem mit kognitiver Signalauswertung. Benutzerfreundliche, kundenspezifisch anpassbare Software
KI-Ansatz: Algorithmik Anwendungsbereiche
Der kognitive Ansatz ähnelt der subjektiven Geräuschbewertung Montageendkontrolle von Maschinen oder Anlagen mit beweg-
durch einen Menschen, liefert jedoch objektive und reproduzierba- lichen Teilen
re Ergebnisse. Betriebsschwingungen und/oder -geräusche werden Betriebsüberwachung in regelmäßigen Intervallen oder perma-
durch geeignete Sensoren erfasst und digitalisiert, anschließend in nentes Qualitätsmonitoring zur Überwachung großer, autonom
zeitlich kurze Segmente eingeteilt, gefiltert und transformiert. Ab- betriebener Maschinen und Anlagen
schließend werden aufeinanderfolgende Signalabschnitte mit geeig- Qualitätsbewertung einzelner Baugruppen, die u. a. auf Prüf-
neten mathematischen Methoden verglichen. ständen betrieben werden
Unerwartete Schwingungen oder Geräusche ergeben charakteristi-
Reifegrad
sche Unterschiede zwischen den Segmenten, was vom System ent-
sprechend angezeigt wird. Die entwickelten Algorithmen benötigen Das System ist bei einem Kunden in der Produktionslinie im Dauer-
kein Vorwissen. Lediglich zur grundlegenden Softwareparametrisie- betrieb und erfüllt dort die gestellten Aufgaben zur vollsten Zufrie-
rung sind einige Vergleichssignale erforderlich. denheit bei optimaler Zuverlässigkeit.
Die Algorithmen spüren somit Auffälligkeiten ohne aufwendiges
Verwendete Sensoren
Anlernen auf. Vielmehr lernt der Algorithmus anhand der Historie
des Signals aufeinanderfolgende Signalsegmente zu evaluieren, um Mikrofone und Körperschallsensoren
das Signal als Ganzes zu beurteilen.
Darstellung eines akustischen Signals mit Auffälligkeiten
im rot markierten Bereich
5 KI für Predictive Quality & Predictive Maintenance
AM-SoftND
Qualitätssicherung und -regelung für Additive Manufacturing (AM) mittels
kognitivem Online-Monitoring
Anwendung Vorteile
Regelung der Fertigungsparameter von AM-Anlagen zur Einstellung Reduzierung erforderlicher Nachuntersuchungen
gewünschter Bauteilqualitäten Verbesserte Bauteilqualität
Früherkennung von funktionalen Bauteilfehlern
Reduzierung der Vorversuche zur Prozessoptimierung
Ausgangssituation
Kostenersparnis durch beschleunigte Produktentwicklungszeit
Herkömmliche AM-Anlagen geben nur wenig Auskunft über die
Qualität des Bauteils während des Prozesses. Das Auftreten von Auf-
Anwendungsbereiche
fälligkeiten wie Poren, Anbindungsfehlern und Rissen wird erst nach
Fertigstellung des Bauteils mittels Metallographie oder mittels Rönt- Pulverbettbasierte AM-Prozesse (LBM, EBM, SLS usw.)
gen-Computertomographie (CT) nachgewiesen. Weiterhin ist bisher Auftragsbasierte AM-Prozesse (FFF, LMD, 3DMP usw.)
nur unzureichend geklärt, wie sich die sensorisch erfassten Auffällig-
keiten in AM-Bauteilen auf deren Funktionseigenschaften (z. B. me-
Reifegrad
chanische Belastbarkeit) auswirken.
Das System befindet sich derzeit in Entwicklung.
Aktuelle Forschungsprojekte des Fraunhofer IZFP zielen darauf ab,
KI-basierte Verfahren zur Fehlerfrüherkennung und zur adaptiven
Verwendete Sensoren
Prozessregelung bei AM-Prozessen zu realisieren.
Sensoren zur Messung hochfrequenter Schallemissionen
Thermographie
KI-Ansatz: Algorithmik
Wirbelstrom
Ein wesentlicher Punkt des Lösungsansatzes liegt in der Betrach- Ultraschall
tung der gesamten Fertigungskette, angefangen bei den technolo- Computertomographie
gischen Grundlagen bis zur Anwendung der erstellten Baugruppe.
Ausgehend vom CAD-Modell werden erste Simulationsgrößen aus
den Fertigungsplänen gewonnen. Der entstehende Datenpool wird
durch kontinuierlich erfasste Maschinen- und Sensordaten während
des Fertigungsprozesses erweitert. Anschließend erfolgt die Bewer-
tung der Baugruppe durch eine nachgelagerte zerstörungsfreie Prü-
fung und Belastungstests. Als Resultat steht nun eine Datenbank
mit umfassenden Information über das Bauteil zur Verfügung.
Die Ergebnisse werden anschließend analysiert, relevante Einfluss-
größen identifiziert und klassifiziert. Design-, Simulations-, Masch
inen- und Sensordaten werden zu einem digitalen Zwilling des
Bauteils kombiniert und mittels geeigneter ML-Algorithmen zur Be-
stimmung von Fehlerarten, -größen, -positionen und resultierenden Querschnitt einer Röntgenaufnahme eines AM-Testkörpers aus 4 Wür-
Bauteileigenschaften genutzt. feln (oben); Querschnitt der Körperschallamplituden in Volumendarstellung
(unten)
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 6
FML-Kalibrierung
Optimierte Vorhersagemodelle für 3MA-PHS-Systeme auf Basis von Federated
Machine Learning
Anwendung Vorteile
Optimierung der Kalibrierung von verteilten 3MA-Prüfsystemen Stetige Verbesserung aller Vorhersagemodelle durch neue loka-
le Daten
Nur Modelle und keine sensiblen Messdaten werden zentral
Ausgangssituation
gespeichert
Warmumgeformter Stahl (Press-Hardened Steel, PHS) wird in der Nur kleine Datenmengen, daher geringe
Automobilindustrie eingesetzt, um Blechbauteile mit extrem hohen Hardware-Anforderungen
Festigkeiten (bis 2000 MPa) herzustellen. Diese werden als Verstär
kungselemente der Karosserie eingesetzt. Mit 3MA-PHS steht ein
Anwendungsbereiche
Prüfsystem zur Verfügung, mit dem die Festigkeitseigenschaften
des Stahls und die Beschichtungsdicke in diesen Bauteilen zerstö- Bisher nur Automobilkarosseriebau
rungsfrei vorhergesagt werden können. Voraussetzung ist eine so- Übertragbar auf andere 3MA-Kalibrierungen
genannte Kalibrierung, d. h. die Erstellung eines Vorhersagemodells,
mit dem die Zielgröße, z. B. die Härte, aus Messungen der bis zu 41
Reifegrad
elektromagnetischen Messgrößen von 3MA bestimmt werden kann
(Predictive Analytics). Im Sinne einer optimalen Prognostizierbarkeit 3MA-PHS ist in der Industrie etabliert
ist es notwendig, das Vorhersagemodell lokal anzupassen. Federated Learning ist noch in der Entwicklung
KI-Ansatz: Machine Learning Verwendete Sensoren
Zur Bestimmung des Vorhersagemodells wird üblicherweise eine 3MA-PHS
multiple lineare Regression verwendet. Demnach ist die 3MA-Ka
librierung eine typische Aufgabe für das überwachte maschinel-
leLernen (Supervised Learning). Zum Trainieren werden Datensätze
verwendet, die jeweils aus dem mit Hilfe eines Referenzverfahrens
bestimmten Wert der Zielgröße und den dazugehörigen Werten der
3MA-Messgrößen bestehen. Bei weltweit annähernd 200 Installati-
onen führt dies zu mittlerweile mehr als 50 000 Trainingsdatensät-
zen (Big Data), die über viele Standorte verteilt sind. Mit Federated
Learning können mehrere Prüfsysteme an unterschiedlichen Stand-
orten gemeinsam ein Vorhersagemodell erlernen, während die Trai-
ningsdaten selbst lokal gespeichert bleiben. Für den Einsatz des
maschinellen Lernens müssen dann nicht mehr alle Daten auf einem
zentralen Server gespeichert werden. Das individuelle System wird
mit dem aktuellen Master-Modell ausgestattet, welches dann an-
hand der lokalen Trainingsdaten individuell angepasst wird. Dieses
individuelle Modell wird auch zentral gespeichert und dient letztlich Ergebnisdarstellung
zur Optimierung des gemeinsam genutzten Master-Modells.
7 KI für Predictive Quality & Predictive Maintenance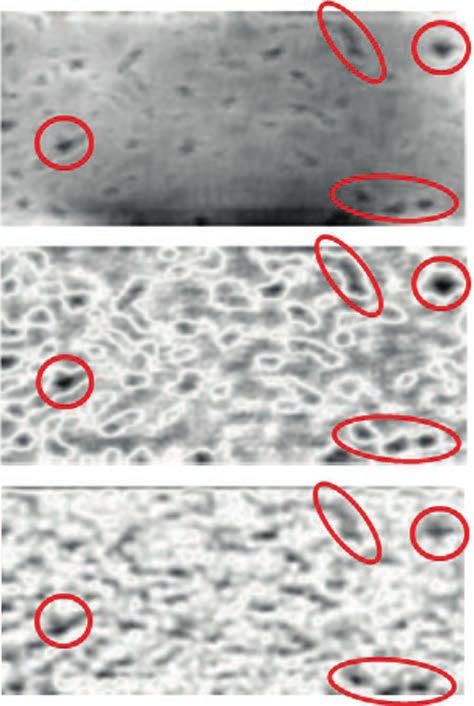
FSW-Monitoring
Echtzeit-Monitoring der Prozessstabilität und Verbindungsgüte beim
Rührreibschweißen durch Datenfusion
Anwendung Effizienzsteigerung in der Produktion durch Reduktion, Vermei-
dung von Ausschuss und Ausfallzeiten sowie Planbarkeit von
Überwachung der Prozessstabilität und der Verbindungsgüte beim
Rüstzeiten
Rührreibschweißen (Friction Stir Welding, FSW) durch Datenfusion
von Prozessparametern, Schallemissionen sowie Expertenwissen
Anwendungsbereiche
Ausgangssituation Automobil, Luft- und Raumfahrt, Bahn, Schiffsbau
Beurteilung der Verbindungsgüte und der Prozessstabilität bei
Das Rührreibschweißen gewinnt aufgrund seiner Vorzüge als Fest-
Fügeverfahren
phasen-Fügeprozess immer stärker an industrieller Bedeutung.
Aktuell am Beispiel Rührreibschweißen – übertragbar jedoch
Nicht zuletzt aufgrund der mechanischen Wechselwirkung des
auf nahezu jedes Fertigungsverfahren
Schweißwerkzeugs mit den zu fügenden Bauteilen sowie der kom-
plexen Kinematik des Prozesses, kommt einer zuverlässigen Prozess
überwachungsstrategie beim FSW ein besonderer Stellenwert zu. Reifegrad
Das Fraunhofer IZFP hat hierzu einen intelligenten Ansatz zum Mo-
Ergebnis eines internen Forschungsprojektes; erste Studien zur in-
nitoring des FSW-Prozesses entwickelt.
dustriellen Umsetzung in Planung
KI-Ansatz: Datenfusion
Verwendete Sensoren
Durch Datenfusion von Prozessdaten (z. B. Schweißkräfte, Tem-
Nutzung vorhandener Prozesssensorik (Temperatur, Drehmo-
peraturen) mit dem durch den Prozess emittierten Schall sowie Ex-
mente, Kräfte etc.)
pertenwissen können Instabilitäten im Prozess zuverlässig erkannt
Körper- und Luftschall-Piezosensoren
werden, noch bevor es zu nicht tolerierbaren Unregelmäßigkeiten
Lasermikrofone
in der Fügezone kommt. Auftretende Prozessschwankungen kön-
nen anhand des Verlassens eines zuvor definierten Toleranzbandes
in den Prozessschallemissionen detektiert werden. Durch KI-basier-
te Datenauswertung sowie die Kopplung mit maschinenseitigen Da-
ten und Expertenwissen lassen sich zudem Rückschlüsse auf Ort,
Dimension sowie Art von drohenden Qualitätsmängeln (Predictive
Quality) sowie Aussagen über den Verschleißzustand des Schweiß-
werkzeugs (Predictive Maintenance) treffen. Aufgrund der Echtzeit-
fähigkeit können mit diesen Informationen schließlich Strategien
für die Prozessregelung und die Anlageninstandhaltung realisiert
werden.
Vorteile
Beispiel des Frequenzspektrums (STFT) der Prozesskraft
Ganzheitlicher Monitoring-Ansatz (Prozess, Bauteile, Anlagen, in Vorschubrichtung
Werkzeuge etc.)
Echtzeitfähigkeit
Basis für Regelungskonzepte
Hohe Zuverlässigkeit durch Nutzung diverser Signalquellen
Einfache Übertragbarkeit auf alternative Maschinen und
Fertigungsverfahren
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 8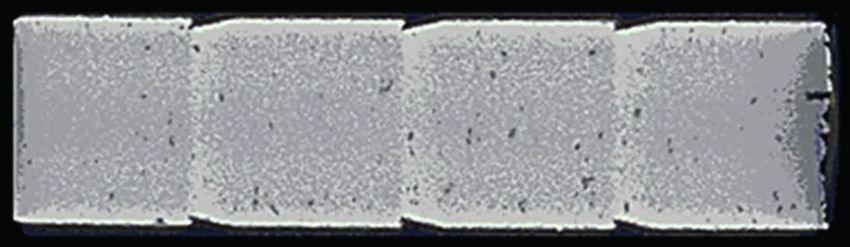
inspECT-PRO
Sensorsystem zur schnellen, KI-basierten Sortierprüfung
Anwendung Vorteile
Schnelle Bauteilkontrolle in unterschiedlichen Produktionsschritten Einfache Klassifizierung relevanter Bauteilmerkmale
zur Gewährleistung der Produktqualität und Sicherstellung des rei- Sehr schnelle Prüfung, innerhalb weniger Millisekunden
bungslosen Produktionsprozesses Lückenlose Dokumentation aller Bauteile
Schnelle Integration in Produktionslinien durch OPC UA
Wartungsarmer Betrieb
Ausgangssituation
Einfache Weitergabe von Informationen an andere Produktions-
Im automatisierten Fertigungsprozess wird die Effizienz und Wirt- maschinen und dadurch Möglichkeit der Prozessoptimierung
schaftlichkeit u. a. durch die Qualität der Produkte bestimmt. Mas-
senteile werden hauptsächlich als Schüttgut angeliefert und der
Anwendungsbereiche
weiterverarbeitenden Maschine zugeführt. Um Anlagenstörungen
zu vermeiden und die geforderte Qualität sicherzustellen, ist es not- Prüfung von Masseteilen im Produktionsprozess zur Gewähr
wendig, eine Prüfung jedes Teils durchzuführen; statistische QS-Me- leistung durchgehender Qualität
thoden können dies nicht leisten. Das Detektieren von Defekten, die Kontrolle von Bauteilspezifikationen zur Sicherstellung ausfall
Materialzusammensetzung sowie der Zustand des Vergütungspro- freier nachgelagerter Fertigungsschritte
zesses (Härtung) sind qualitätsbeeinflussend und können mit dem Möglichkeit der Produktionsoptimierung durch Implementie-
Wirbelstromverfahren kontrolliert werden. rung eines Feedbackpfades zur Prozesssteuerung
KI-Ansatz: Machine Learning Reifegrad
Unter Zuhilfenahme von Machine Learning-Algorithmen wird eine Sortierprüfsysteme sind seit vielen Jahren wartungsarm im
Echtzeitauswertung auf der Prüfhardware ermöglicht. Angewendet Dauereinsatz.
wird hier u. a. die multiple lineare Regressionsanalyse. Die dadurch
erstellten Regressionshyperebenen dienen dann als Vorhersagewerte
Verwendete Sensoren
für die zu beobachtenden Zielgrößen wie elektrische Leitfähigkeit,
Härte oder Schichtdicke. Elektromagnetische Wirbelstromsensorsysteme
Mit Klassifikationsalgorithmen wird ein weiteres Ziel angestrebt:
Bietet die Regression eine Vorhersage über die Zielgröße eines
Messwertes, so liefert die Klassifikation eine Aussage über die Grup-
penzugehörigkeit eines Messwertes. So können z. B. fehlerhaf-
te Schrauben mit Riss einer anderen Klasse zugeordnet werden wie
fehlerfreie Schrauben. Mit OPC UA (Open Platform Communication
Unified Architecture) können die Ergebnisse dann schnell den ent-
sprechenden Knotenpunkten zugeführt werden. Die Kombination
beider Methoden erlaubt eine sichere und schnelle Unterscheidung
unterschiedlicher Bauteilmerkmale.
Machine Learning-Software
9 KI für Predictive Quality & Predictive MaintenanceTraceability
Elektromagnetische Messung einer Zugprobe vor Verformung (li.);
elektromagnetische Messung der Zugprobe nach ca. 5 Prozent Streckung (re.)
KI-basierter sensorischer Fingerprint
Anwendung Vorteile
Identifikation und Rückverfolgung von Halbzeugen und Bauteilen in Rückverfolgbarkeit jedes Bauteils
Fertigungslinien Keine zusätzlichen Objektkennzeichnungen notwendig
Zuverlässige Erkennung von Produktfälschungen
Lückenlose Dokumentation der Bauteilhistorie
Ausgangssituation
Signifikante Optimierungspotenziale für die Qualitätssicherung
Konventionelle Objektkennzeichnungen (z. B. Barcodes, RFID) kön-
nen produktionsbedingt meist nicht dauerhaft und unbeschädigt
Anwendungsbereiche
auf dem zu identifizierenden Objekt verbleiben. Generell sind op-
tisch erfassbare Merkmale auf der Objektoberfläche nur begrenzt Potenziell jedes elektrisch leitfähige Bauteil
für die Rückverfolgung verwendbar. Ändert sich die Oberfläche Umformteile (aktuell)
während eines Verarbeitungsschrittes zu stark, ist eine Identifikati- Implementierbar in beliebige Prozessketten (perspektivisch)
on im Anschluss nicht mehr möglich. Es fehlt also an sensorischen
Verfahren, die eine durchgängige Traceability der Bauteile erlauben,
Reifegrad
wenn diese während ihrer Verarbeitung z. B. durch Umformung,
spanende Bearbeitung oder Beschichtung tiefgreifend verändert Forschungsprojekt mit ersten vielversprechenden Ergebnissen
wurden.
Verwendete Sensoren
Das Fraunhofer IZFP setzt an dieser Stelle an und nutzt sensori-
sche Verfahren, um das Bauteil anhand intrinsischer Merkmale, Elektromagnetische Verfahren
wie Werkstoffeigenschaften oder tolerierbaren »Fehlern« aus dem
Bauteilinneren zu identifizieren. Jede Unregelmäßigkeit im Gefü-
ge des Bauteils wie Korngrenzen/-größen, Einschlüsse, Spannungen
etc. hat Einfluss auf das Messsignal und erlaubt die Aufnahme der
intrinsischen Struktur des individuellen Bauteils.
KI-Ansatz: Machine Learning (ML)
Aus den aufgenommenen Daten der intrinsischen Struktur lassen
sich Features extrahieren, welche markante Merkmale der Struk-
tur des Bauteils repräsentieren. Durch Vergleich dieser Features mit
denen anderer Bauteile kann ein geeigneter Klassifikator das Bau-
teil identifizieren. Realisierbar ist dies mittels neuronaler Netze zum
automatischen Extrahieren von Features und gleichzeitiger Identi-
fikation des Bauteils oder aber auch mittels klassischer ML-Verfah-
ren, welche Features nach Expertenwissen extrahieren und diese
anschließend mit einem Klassifikator zur Identifizierung nutzen. Die
höhere Abstrahierung von Features bei der Nutzung neuronaler Net-
ze verspricht bei geeignetem Training genauere Ergebnisse. Der ver-
wendete KI-Ansatz wird gemeinsam mit dem Fraunhofer IWU und Identifizierung eines Bauteils nach verschiedenen Umformungsstufen
ITWM im Rahmen eines WISA-Projektes entwickelt. anhand bestimmter Mikrostruktur-Merkmale
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 10WL-SoftND
Multimodale Softsensorik zur gezielten Beeinflussung von
Oberflächeneigenschaften bei der Zerspanung
Anwendung Vorteile
Echtzeiterfassung von Oberflächeneigenschaften von 42CrMo4 Gezielte Einstellung der geforderten Oberflächeneigenschaften
während des Drehprozesses (White Layer und/oder Eigenspannungen) durch Regelung des
Drehprozesses
Prüfsicherheit, Vollständigkeit, Genauigkeit, Widerspruchsfrei-
Ausgangssituation
heit durch multidimensionale Softsensorik
Im industriellen Umfeld sind unter anderem Maschinen, Anlagen, Echtzeit-/Online-Qualitätsüberwachung (Monitoring)
Rohmaterialien natürlichen Schwankungen ausgesetzt, die einen Schnittstellen zu MES, Prüfsystemen oder Werkzeugmaschinen
direkten Einfluss auf den Herstellungsprozess haben. Individueller, maßgeschneiderter Systemaufbau
Integration der multidimensionalen Softsensorik in bestehen-
Die Herausforderung bei Zerspanungsprozessen ist es, die Ausbil de Systeme
dung randschichtnaher thermisch induzierter weißer Schichten
(White Layer) und der mit ihnen einhergehenden nachteiligen Zug
Anwendungsbereiche
eigenspannungszustände zu vermeiden. Dagegen sind mechanisch
induzierte weiße Schichten, welche mit Druckeigenspannungen ein- Permanente Betriebsüberwachung und Qualitätsmonitoring von
hergehen, vorteilhaft. einzelnen Maschinen/Anlagen oder ganzer Fertigungsstraßen
Qualitätsbewertung einzelner Baugruppen, die u. a. auf Prüf-
Zur Lösung dieser Problematik entwickelt das Fraunhofer IZFP echt- ständen betrieben werden
zeitfähige Überwachungssysteme.
Reifegrad
KI-Ansatz: Softsensor
Forschungsvorhaben gemeinsam mit weiteren Partnern im Rahmen
Der ganzheitliche Ansatz verknüpft Simulations-, Prozess- und Ex- des DFG-Schwerpunktprogramms SPP2086 (SCHU 1010/65-1, LA
pertenwissen; eine zerstörungsfreie Prüfsensorik ermöglicht darüber 2351/46-1, WO 903/4-1)
hinaus eine Datenfusion. Diese bildet das modulare Grundgerüst für
den Aufbau eines Softsensors, welcher das entsprechende fusionier-
Verwendete Sensoren
te Zerspanungssystemmodell beinhaltet.
Mikromagnetik (3MA)
Statistische Versuchsplanung erlaubt das Ermitteln aller relevanten Hochfrequente Luftschallsensorik
Prozesszustände, von fehlerfreien Zuständen (i.O.) bis fehlerhaften Hochfrequente Körperschallsensorik
Zuständen (n.i.O.). Im Anschluss wird der Softsensor auf Basis der Dynamometer mit multidimensionaler Kraftmessung
Zerspanungsprozessdaten antrainiert. Temperatursensoren
Der Softsensor ist nun einsatzfähig und bildet die kognitive Ins-
tanz, um als Beobachter die Zustände des dynamischen Systems zu
schätzen und im Sinne von »Predictive Maintenance« eingreifen zu
können.
11 KI für Predictive Quality & Predictive MaintenanceX8-Sensorsystem
Links: Extrahierte Merkmale für Grundmaterial (grün) und Hardspot (rot);
rechts: Ergebnisanzeige für ein achtkanaliges X8-Sensorsystem
KI-basierte Prozessoptimierung im Stahlwerk – multimodales und intelligentes
Sensorsystem zur Hardspotdetektion an Grobblechen
Anwendung Vorteile
Prozessoptimierung im Stahlwerk Zuverlässige Online-Detektion von Hardspots an Grobblechen
im Stahlwerk
Für den Bediener intuitive Bewertung der Hardspots im Sinne
Ausgangssituation
der Erklärbarkeit von KI-Algorithmen
Lokale Aufhärtungen (engl. Hardspots) reduzieren nachweislich die Kein A-Priori-Training, X8-Sensorsystem lernt im Betrieb
Lebensdauer von Gaspipelines. Entweichendes Erdgas als Folge von Anzahl der Sensorkanäle frei skalierbar
Leckagen belastet die Umwelt; der Austausch der Pipeline und die
dadurch resultierenden Produktionsausfälle verursachen wirtschaft-
Anwendungsbereiche
liche Schäden in Milliardenhöhe. Durch eine rechtzeitige Erkennung
dieser Hardspots können betroffene Grobbleche vor Auslieferung an Online-Hardspotdetektion an Grobblechen
den Endkunden bereits im Stahlwerk nachbearbeitet und bei Bedarf Übertragung auf weitere Anwendungen mit dem Ziel, Inhomo-
aussortiert werden. genitäten zu detektieren
KI-Ansatz: Intelligente Signalverarbeitung Reifegrad
Mit dem Ziel der Prozessoptimierung im Stahlwerk wurde am Fraun- Qualifiziertes System mit Nachweis der Funktionstüchtigkeit im Ein-
hofer IZFP das mikromagnetische, KI-basierte X8-Sensorsystem satzbereich (TRL8)
entwickelt. Dieses nutzt Effekte in der magnetischen Hysterese und
extrahiert aus den verfügbaren Rohdaten magnetische Fingerabdrü-
Verwendete Sensoren
cke und charakteristische Merkmale zum Monitoring des Grundma-
terials und zur Detektion der Hardspots. Die Entwicklung eines für 3MA-X8
den Menschen intuitiv nachvollziehbaren »Nearest-Neighbor-Algo- Infrarot-Temperatursensor
rithmus« kombiniert mit intelligenter Signalverarbeitung erlaubt die
zuverlässige Detektion der Hardspots sogar unter den im Stahlwerk
herrschenden Umgebungsbedingungen.
Mittels intelligenter Signalverarbeitung benötigt das X8-Sensorsys-
tem kein A-Priori-Training – es lernt im laufenden Betrieb. Dadurch
können auch unbekannte Stahlsorten oder Hardspotausprägungen
im Prozess detektiert und bewertet werden.
Darüber hinaus erfolgt eine Online-Plausibilitätsprüfung des Sys-
tems. Liegt die Sensorabhebung außerhalb des spezifizierten Be-
reichs und muss gegebenenfalls nachgeregelt werden, liegt ein
schleichender Sensorverschleiß oder ein Sensordefekt vor? All diese
Zustände werden vom X8-Sensorsystem erkannt und mit der Bewer-
tung des Grobblechs an den Bediener weitergeleitet.
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 12Glossar
Einige wichtige Definitionen
42CrMo4 Kalibrierung
Ein gängiger Chrom-Molybdän-Stahl (Stahl-Nummer 1.7225), der in Meint hier die Erstellung der Korrelationsfunktion, die den kausa-
der Regel nach dem Vergüten verwendet wird, mit hoher Intensität len Zusammenhang zwischen einer Zielgröße und den zerstörungs-
und hoher Härtbarkeit freien Messgrößen beschreibt. Ist die Korrelationsfunktion bekannt,
können Werte der Zielgröße aus den gemessenen Werten der zer-
3D störungsfreien Messgrößen bestimmt werden. Die Korrelationsfunk-
Dreidimensional tionen werden üblicherweise experimentell bestimmt.
3DMP® KI, AI
Ein 3D-Druckverfahren der Firma GEFERTEC, dessen Ausgangs Künstliche Intelligenz (englisch Artificial Intelligence): Teilgebiet der
materialien in Form von Drähten statt Pulver vorliegen Informatik, das sich mit der Automatisierung intelligenten Verhal-
tens und mit maschinellem Lernen befasst; im weiteren Sinne Me-
3MA thoden oder Maschinen, die auf Grundlage dieser beiden Aspekte
»Mikromagnetische Multiparameter-, Mikrostruktur- und Span- funktionieren
nungs-Analyse« – ein vom Fraunhofer IZFP entwickeltes
Prüfverfahren für die zerstörungsfreie Randschichtcharakterisierung Kollaborative Roboter
Roboter, die in unmittelbarer Nähe von Menschen und mit ihnen
Additive Fertigung, Additive Manufacturing (AM) gemeinsam arbeiten. Dies setzt voraus, dass die Roboter keine Ver-
Zusammenfassender Begriff für Technologien, mit denen 3D-Objek- letzungen bei Menschen hervorrufen können. Zäune und andere
te durch den schichtweisen Materialauftrag erstellt werden können Schutzeinrichtungen sind dann nicht erforderlich.
(sogenannter »3D-Druck«)
Kognition
Assistenzsystem Von einem verhaltenssteuernden System ausgeführte Umgestaltung
Alle Informationen und Funktionen, die einen Benutzer beim Ge- von Informationen; die Summe aller Denk- und Wahrnehmungsvor-
brauch eines Produktes unterstützen gänge und deren mentale Ergebnisse (Wissen, Einstellungen, Über-
zeugungen, Erwartungen), wobei Kognition bewusst wie beim
Augmented Reality Lösen einer Rechenaufgabe oder unbewusst wie beim Bilden einer
Computergestützte Erweiterung der Realitätswahrnehmung Meinung ablaufen können
EBM LBM
Electron Beam Melting, ein additives Fertigungsverfahren zur Her- Laser Beam Melting, ein additives Fertigungsverfahren zur Herstel-
stellung von metallischen Bauteilen aus dem Pulverbett lung von Bauteilen aus metallischen Pulvern
FFF LMD
Fused Filament Fabrication, ein additives Fertigungsverfahren; frei Laser Metal Deposition, ein additives Fertigungsverfahren, bei dem
verwendbares Synonym für das 3D-Druckverfahren »Fused Deposi- auf einer metallischen Bauteiloberfläche durch einen Laser ein
tion Modeling«® (FDM), bei dem ein Werkstück schichtweise aus ei- Schmelzbad erzeugt wird, in das Metallpulver eingebracht wird
nem schmelzfähigen Kunststoff oder aus geschmolzenem Metall
aufgebaut wird Lineare Regressionsanalyse
Statistisches Analyseverfahren, um Beziehungen zwischen einer ab-
Hysterese, magnetische hängigen Variablen und einer oder mehreren unabhängigen Variab-
Beschreibt den bei ferromagnetischen Werkstoffen stark nichtlinea- len in einem Modell zu beschreiben
ren Zusammenhang zwischen der magnetischen Flussdichte B und
der magnetischen Feldstärke H
13 KI für Predictive Quality & Predictive MaintenanceMachine Learning Tracking
Generierung von Wissen durch eine Maschine durch Erfahrung und Nachverfolgung oder dynamische Zuordnung; umfasst alle Ein-
deren Verarbeitung auf Grundlage statistischer Modelle; das System zelmethoden, die bei der Verfolgung von Objekten angewendet
lernt aus Beispielen (Trainingsdaten) und kann diese nach Beendi- werden
gung der Lernphase verallgemeinern
TRL
Beim Federated Machine Learning wird versucht, für die Technology Readiness Level; Skala zur Abschätzung des technischen
Trainingsdaten auf dezentrale Datenquellen zurückzugreifen. Reifegrades eines Produkts während seiner Entwicklungsphase
MES WISA
Manufacturing Execution System; computerbasiertes System zur Be- »Wissenschaftsorientierte strategische Allianzen«, eine spezielle
gleitung und Dokumentation der Transformation von Rohmate Form der internen Projektförderung der Fraunhofer-Gesellschaft
rialien zu fertigen Gütern im Produktionsprozess
Monitoring
Überwachung von Vorgängen, im industriellen Kontext meist mittels
technischer Hilfsmittel
Multimodal
Fähigkeit eines sensorbasierten Prüfsystems, gleichzeitig Sensoren
einzubinden, die unterschiedliche physikalische Prinzipien benutzen
Predictive Maintenance
Proaktive Wartung von Maschinen und Anlagen auf Grundlage von
mit Sensoren erfassten Messwerten und Daten mit dem Ziel, Aus-
fallzeiten niedrig zu halten oder möglichst ganz zu vermeiden
Rührreibschweißen
Ein Schweißverfahren aus der Gruppe des Pressschweißens, bei dem
zwei einander berührende Teile unter Druck relativ zueinander be-
wegt werden. Durch die entstehende Reibung kommt es an den
Kontaktflächen zur Erwärmung und Plastifizierung des Materials.
SLM
Selektives Laserschmelzen (Selective Laser Melting) ist ein additives
Fertigungsverfahren (AM), mit dem räumliche Strukturen durch voll-
ständiges Aufschmelzen mit einem Laser aus einem pulverförmigen,
metallischen Ausgangsstoff hergestellt werden.
SLS
Selektives Lasersintern (Selective Laser Sintering) ist ein additives Fer-
tigungsverfahren, mit dem räumliche Strukturen durch Sintern mit
einem Laser aus einem pulverförmigen Ausgangsstoff (meist Kunst-
stoff) hergestellt werden.
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 14Kognitive
Sensorsysteme
Effiziente
Prozesse
15 KI für Predictive Quality & Predictive MaintenanceImpressum
Herausgeber Druck
Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP Krüger Druck+Verlag GmbH & Co. KG
Campus E3 1
Bildquellen
66123 Saarbrücken
© AdobeStock / Alexander Limbach: Coverseite
Telefon: +49 681 9302 0 © AdobeStock / K!NGW!N: S. 1
© Fraunhofer IZFP / Uwe Bellhäuser: S. 4, 5, 7, 9
info@izfp.fraunhofer.de © Shutterstock / Marina Grigorivna: S. 6
www.izfp.fraunhofer.de
Alle weiteren Bilder und Graphiken:
Hinweise zur Anfahrt finden Sie unter »Kontakt« auf unserer Web- © Fraunhofer IZFP / Fraunhofer-Gesellschaft
präsenz www.izfp.fraunhofer.de
Abdruck und Vervielfältigung jeder Art nur mit Genehmigung des
Herausgebers
Institutsleitung
© 2020 Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP,
Prof. Dr. Randolf Hanke Saarbrücken
Geschäftsführender Institutsleiter
Dokumentennummer izfp20.03.1.1de
Unternehmenskommunikation
Dipl.-Übers. Sabine Poitevin-Burbes
+49 681 9302 3869
sabine.poitevin-burbes@izfp.fraunhofer.de
Redaktionsteam
Dipl.-Übers. Sabine Poitevin-Burbes
Dr. Bernd Wolter
Roger Pfau
Layout, Satz, Bildverarbeitung
Dipl.-Übers. Sabine Poitevin-Burbes
Roger Pfau
info@izfp.fraunhofer.de | Fehler erkennen, bevor sie entstehen 16FRAUNHOFER-INSTITUT FÜR ZERSTÖRUNGSFREIE PRÜFVERFAHREN IZFP
Fehler erkennen, bevor sie entstehen
KI-basierte Sensorsysteme für Predictive
Quality & Predictive Maintenance
info@izfp.fraunhofer.de || www.izfp.fraunhofer.deSie können auch lesen