NEUHEITEN 2020 Ihr Technologiepartner in der Zerspanung - NET Core
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Ihr Technologiepartner in der Zerspanung NEUHEITEN 2020

Wenn zwischen Ihnen und uns mehr entsteht:
Das ist der MAPAL Effekt.
Wir
Sie
wollen nicht alles anders
machen. Aber vieles besser.
Chancen
eröffnen
finden immer neue
Wege, mehr für
Sie herauszuholen.
Neuheiten
und Programmerweiterungen 2020
Inhalt
Reiben und Feinbohren Ausgeben
Den Span beherrschen: UNIBASE-S – Zeitersparnis und kurze Wege
prozesssichere Feinbearbeitung von Stahlwerkstoffen 04 durch fertigungsnahe Lagerung 15
Einfachstes Handling
beim Außenreiben kleiner Durchmesser 05 Spannen
Function meets Design – Industriedesign mit Mehrwert 16
Bohren
Besser, schneller, wirtschaftlicher: Digitalisierung
Vollbohren in Stahl 06 Mit c-Connect in kleinen Schritten digitalisieren 18
Drill-Reamer –
Anbohren, Bohren und Reiben in einem Schuss 08 Werkzeug- und Formenbau
Neue Fräser aus Vollhartmetall
Aufbohren für den Werkzeug- und Formenbau 20
Tiefe Bohrungen ohne Schwingungen Umfangreiches ISO-Fräserprogramm
mit Wendeschneidplatten bearbeiten 09 für den Werkzeug- und Formenbau 22
Fräsen Prozesslösung Turbolader
Fräsen aus dem Vollen: Turbolader prozesssicher
Hochleistung in Aluminium und Stahl 10 und wirtschaftlich in Serie fertigen 24
Mit additiver Fertigung zu mehr Produktivität 12
OptiMill-Composite-Speed-Plus
E-Mobilität
Höchste Prozesssicherheit bei der Bearbeitung von CFK 14 Individuelle Lösungen für E-Motorgehäuse 26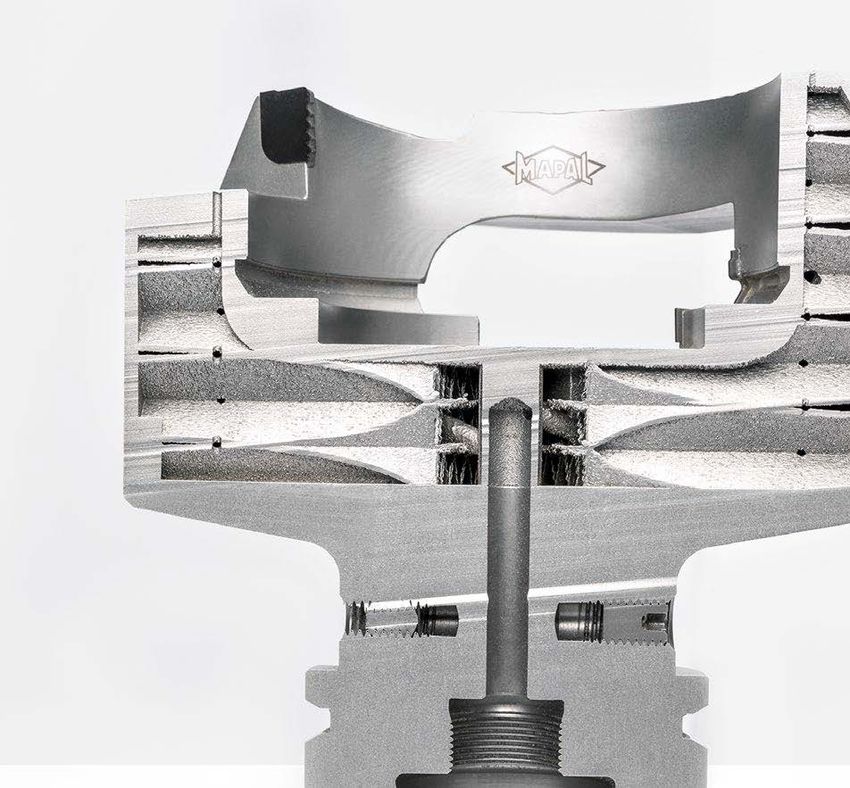
4 NEUHEITEN 2020 | Reiben und Feinbohren
Den Span beherrschen:
prozesssichere Feinbearbeitung von Stahlwerkstoffen
MAPAL präsentiert eine neue Spanleitstufe für Die Spanleitstufe ist kompatibel mit allen
die Stahlbearbeitung, um den zuverlässigen Schneidplatten mit AS-Anschnitt sowie jeder AUF EINEN BLICK
Spanbruch sicherzustellen. Denn wenn bei der Beschichtung. Das heißt, sie kann unabhängig
vom jeweiligen Anwendungsfall in die ent- - Zuverlässiger Spanbruch bei Stahlwerkstoffen
Feinbearbeitung mit Führungsleistenwerkzeu-
gen lange Späne entstehen, hat dies negati- sprechende Schneide integriert werden und - Prozesssicherheit durch spezielle Geometrie
ve Auswirkungen auf die Oberflächengüte, die schafft Prozesssicherheit. - Kompatibel mit allen Schneidplatten mit
Maßhaltigkeit sowie den automatisierten Ab- AS-Anschnitt sowie jeder Beschichtung
lauf des Prozesses.
Wickeln sich die langen Späne um das Werk- VORTEILE
zeug, kann dieses zusätzlich beschädigt wer-
den. Den genannten Problemen wird mit der - Prozesssicherer Spanbruch
neuen Spanleitstufe entgegengewirkt. Durch - Hohe Oberflächengüte und Maßhaltigkeit
ihre spezielle Geometrie, die mithilfe umfas- durch kurze Späne
sender FEM-Analysen sowie Versuchen in der - Keine Störung von automatisierten Abläufen
Praxis entwickelt und optimiert wurde, wer- durch lange Späne
den die Späne prozesssicher gebrochen, auto-
matisierte Abläufe nicht gestört.
NEUHEITEN 2020 | Reiben und Feinbohren 5
Einfachstes Handling
beim Außenreiben kleiner Durchmesser
Um das Einstellen von Außenreibahlen mit
kleinen Durchmessern so einfach wie möglich AUF EINEN BLICK VORTEILE
zu gestalten, hat MAPAL ein neues System
- Neues System für einfaches Einstellen beim - Hohe Wirtschaftlichkeit und Prozesssicherheit
entwickelt. Das EasyAdjust-System ist dafür
in eine Kassette integriert. Diese kann ausge- Außenreiben kleiner Durchmesser - Reduzierter Einstellaufwand durch innovative
baut werden, um die Schneide mit Mikrome- - Kassette des EA-Systems in eine weitere, Kassette in Kassette
terschraube oder Messplatte schnell und ein- ausbaubare Kassette integriert - Einfache Handhabung
fach einzustellen. - Hohe Wechselgenauigkeit (kleiner 2-3 μm) - Einstellvorgang für die Verjüngung der
- Schneide kann schnell und einfach eingestellt Nebenschneide entfällt komplett
Beim EA-System selbst ist die Verjüngung der werden - Prozesssichere Einhaltung enger Toleranzen
Schneide bereits in die Aufnahme der Schnei- - Verjüngung der Schneide ist in die Kassette,
de integriert. Damit entfällt der Einstellvor- die als Aufnahme für die Schneide dient,
gang für die Verjüngung der Nebenschnei- integriert
Tec-Schneide
de komplett. Nur noch der Überstand der
Schneide zu den Führungsleisten muss einge-
stellt werden. Dank hoher Wechselgenauigkeit Kassette
sowie dem denkbar einfachen Einstellen der
Schneide ist die prozesssichere Einhaltung der
Fixierstift | Passstift
geforderten Toleranzen bei hochgenauen Pas-
sungen auch im kleinen Durchmesserbereich Klemmplatte mit
mit dem neuen System deutlich einfacher zu Spannschraube
realisieren. Justierelemente
6 NEUHEITEN 2020 | Bohren
MEGA-Deep-Drill
MEGA-Pilot-Drill
Besser, schneller, wirtschaftlicher:
Vollbohren in Stahl
Bei Vollbohrbearbeitungen in Stahl stehen die Themen Qualität, Zeit und Wirtschaftlichkeit im MEGA-Drill-Hardened und
Fokus. Und damit stehen sie auch im Vordergrund bei der Entwicklung neuer Werkzeuge. Neben MEGA-Speed-Drill-Inox
dem Tritan-Drill Steel, der das Mittel der Wahl für höchste Wirtschaftlichkeit auch bei schwie- Um hoch produktive Lösungen für die Stahlbe-
rigen Bohrsituationen ist, hat MAPAL neue Werkzeuge für spezielle Anwendungen mit klarem arbeitung auch bei gehärtetem Material oder
Mehrwert für den Anwender entwickelt. bei höheren Bohrtiefen anbieten zu können,
hat MAPAL zum einen den MEGA-Drill-Harde-
ned und zum anderen den MEGA-Speed-Drill-
MEGA-Deep-Drill und MEGA-Pilot-Drill Inox für Bearbeitungstiefen von 8xD und 12xD
Sind tiefste Bohrungen bei kleinsten Durch- AUF EINEN BLICK entwickelt. Für den MEGA-Drill-Hardened
messern gefragt, bietet MAPAL mit den Boh- wurde die Makro- und die Mikrogeometrie des
- Für die Bearbeitung filigraner Bauteile Werkzeugs speziell auf die Hartbearbeitung
rern MEGA-Deep-Drill und MEGA-Pilot-Drill
die optimale Kombination. Der MEGA-Pilot- - Pilotbohrer und Tieflochbohrer optimal bis 65 HRC abgestimmt. Ein neues Hartmetall-
Drill dient als Pilotbohrer und ist speziell auf aufeinander abgestimmt substrat sowie eine innovative Beschichtung
den Tieflochbohrer MEGA-Deep-Drill abge- sorgen für höchste Standwege. Beim MEGA-
stimmt. Der neue Tieflochbohrer wurde spe- Speed-Drill-Inox wurde eigens für die Bohr-
ziell für den kleinen Durchmesserbereich von VORTEILE tiefen von 8xD und 12xD ein neues Nutprofil
1-2,9 mm entwickelt. Dank neu gestalteter entwickelt. Es zeichnet sich durch seine zum
Spannut und besonderem Stirnanschliff sind - Höchste Vorschübe und Schnittgeschwindig- Schaft hin größer werdenden Spanräume aus,
höchste Vorschübe und Schnittgeschwindig- keiten wodurch die Späne nicht in der Spannut ver-
keiten realisierbar. Für eine optimale Spanab- - Optimale Spanabfuhr klemmen. Darüber hinaus sind die Spannuten
fuhr verfügt der MEGA-Deep-Drill über eine feinstgeschliffen.
Kopfbeschichtung.
NEUHEITEN 2020 | Bohren 7
MEGA-Speed-Drill-Inox
MEGA-Drill-Hardened
Tritan-Drill-Steel
Pyramidenspitze
für optimale Selbstzentrierung.
AUF EINEN BLICK
- Neuer MEGA-Speed-Drill-Hardened zur
Hartbearbeitung
- Bohren bis 12xD mit dem MEGA-Speed- QTD-Schneidplattenbohrer
Drill-Inox mit Pyramidenspitze AUF EINEN BLICK
Soll Stahl bei labilen Bearbeitungsver-
hältnissen bei gleichzeitig möglichst - Einsatz bei labilen Bearbeitungs-
VORTEILE niedrigem Hartmetalleinsatz bear- verhältnissen
beitet werden, bietet MAPAL für den - Neuentwickelte Geometrie
- Prozesssichere Bearbeitung bei höchsten Schneidplattenbohrer QTD eine neue
Standwegen Schneidplatte mit Pyramidenspit-
- Optimal abgestimmt auf den jeweiligen ze. Durch die Spitze zentriert sich die VORTEILE
Einsatz Schneidplatte selbst, ein sicherer Boh-
rungseintritt ist damit gewährleistet. - Optimales Zentrierverhalten
Zudem ist die Beschichtung der neuen - Ressourcenschonung – Einsatz des Hart-
Schneidplatte speziell auf die Bear- metalls auf die Schneidplatte beschränkt
beitung von Stahl angepasst. So wird
die Verschleißfestigkeit deutlich er-
höht. Sehr hohe Standzeiten sind das
Ergebnis.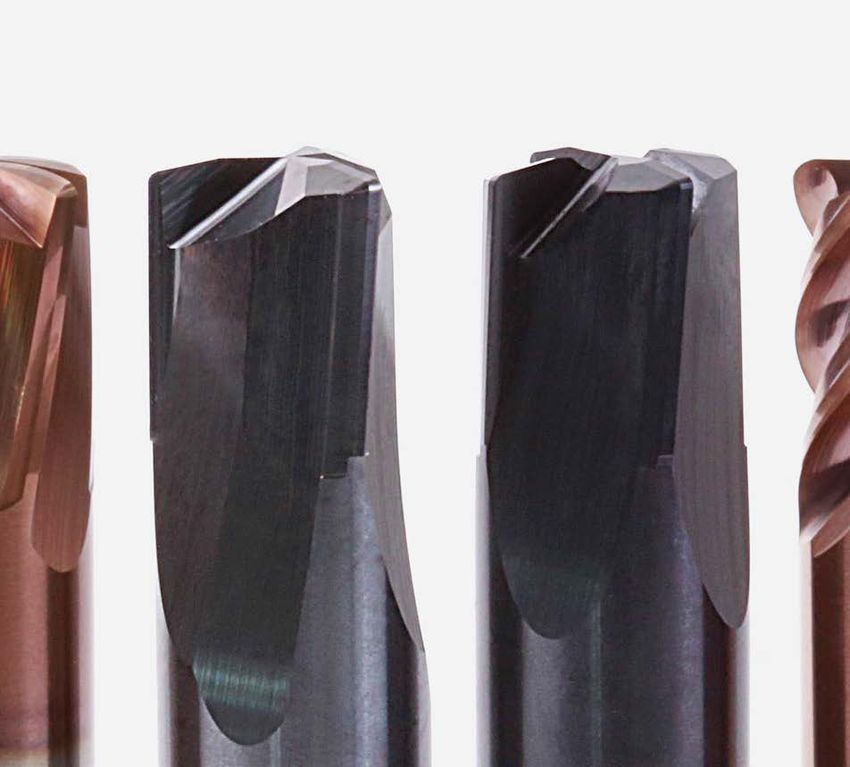
8 NEUHEITEN 2020 | Bohren
Pyramidenspitze für
optimale Selbstzentrierung.
Drill-Reamer –
Anbohren, Bohren und Reiben in einem Schuss
Um wirtschaftlich zu fertigen und Haupt- Für die Komplettbearbeitung von Bohrungen
und Nebenzeiten zu reduzieren, ist es ein in Aluminium oder kurzspanenden Materia- AUF EINEN BLICK
probates Mittel, einzelne Arbeitsschritte zu- lien, wie Guss, stellt MAPAL die neue Bohr-
- Kombination aus Anbohren, Bohren und
sammenzulegen. reibahle mit Pyramidenspitze vor. Diese kom-
biniert das Anbohren, das Vollbohren und das Reiben
Reiben der Bohrung in nur einem Schuss. - Ausführungen mit und ohne Innenkühlung
- Kleine Querschneide bei einem
Die Pyramidenspitze sorgt neben der opti- Spitzenwinkel von 140°
malen Selbstzentrierung auch dafür, dass der - Für Bohrungstoleranzen > IT 7
Drill-Reamer problemlos ins Bauteil eindrin-
gen kann. Durch die sehr kleine Querschnei-
de bei einem Spitzenwinkel von 140° gelingt VORTEILE
das Anbohren auch bei instabilen Bedingun-
gen. Die optimal ausgelegte Reibschneide er- - Reduzierte Haupt- und Nebenzeiten gegen-
zeugt beste Oberflächen, eine neue Beschich- über der Bearbeitung mit zwei separaten
tung ermöglicht hohe Standzeiten. Werkzeugen
- Problemloses Eindringen ins Material
- Optimale Selbstzentrierung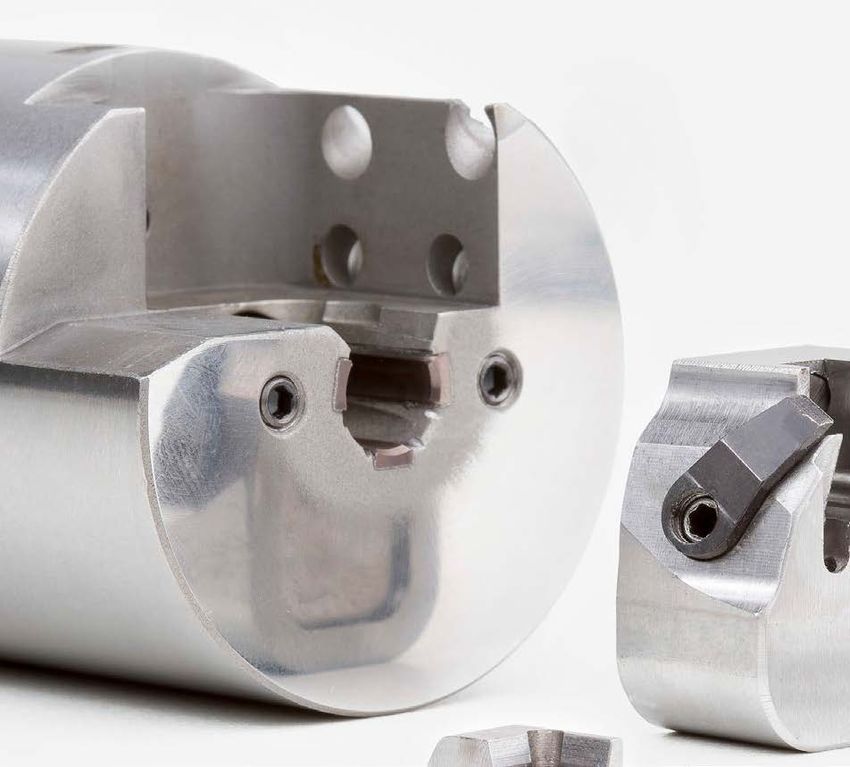
NEUHEITEN 2020 | Aufbohren 9
Tiefe Bohrungen ohne Schwingungen
mit Wendeschneidplatten bearbeiten
Bei Aufbohrbearbeitungen mit großen Tiefen MAPAL Wendeschneidplatten mit Bogen-
oder labilen Bearbeitungsbedingungen treten schliff haben sich bewährt, um diese Schwin- AUF EINEN BLICK
häufig Schwingungen auf. Diese Schwingun- gungen erfolgreich zu eliminieren. Speziell bei
- Bei großen Bohrungstiefen und labilen
gen verschlechtern die Bohrungsqualität und der Bearbeitung von Gussmaterialien werden
haben einen negativen Einfluss auf die Stand- sehr gute Ergebnisse erzielt. Die technischen Bedingungen
zeit des Werkzeugs. Eigenschaften eines Bogenschliffs kombiniert - Bogenschliff stützt das Werkzeug in der
MAPAL nun mit den wirtschaftlichen Vortei- Bohrung ab und verhindert dadurch das
len gepresster Schneidplatten. Das Ergeb- Auftreten von Schwingungen
nis ist eine höchst wirtschaftliche Lösung für - Ab einem Durchmesser von 30 mm
Aufbohrbearbeitungen mit auswechselbaren
Schneiden.
VORTEILE
Wendeschneidplatten mit Bogenschliff kom-
men beispielsweise bei Zylinderbohrungen, - Hohe Oberflächenqualität
bei der Zerspanung von Kurbelwellenlager- - Hohe Prozesssicherheit
gassen, Hydraulikgehäusen oder auch Ge- - Erhöhte Standzeit der Wendeschneidplatten
trieben von Windkraftanlagen zum Einsatz. - Geringere Kosten durch gepresste Grund-
Der Bogenschliff legt sich im Bearbeitungs- geometrie
prozess an die Bohrungswand an und stützt
das Werkzeug ab. Diese Stützfläche minimiert
auftretende Schwingungen. Vergleichbar ist
der Bogenschliff mit der Rundschlifffase eines
Stützfläche des Reibwerkzeugs.
Bogenschliffs an
der Bohrungswand.
10 NEUHEITEN 2020 | Fräsen
OptiMill-SPM-Rough
OptiMill-SPM-Finish
Fräsen aus dem Vollen:
Hochleistung in Aluminium und Stahl
MAPAL erweitert sein Portfolio im Bereich der sätzlich ist durch die hervorragenden Tauchei-
Hochleistungsfräser der Familie OptiMill zur genschaften des Werkzeugs der Wärmeeintrag AUF EINEN BLICK
Aluminium- und Stahlbearbeitung. ins Bauteil minimal.
- OptiMill-SPM-Finish und -Rough zur
Schlicht- und Schruppbearbeitung
Prozesssicher zu Strukturbauteilen Für die Schlichtbearbeitung von Konturen und
- Zur Zerspanung von Strukturbauteilen aus
aus Aluminium Taschenwandungen – auch bei großen Tiefen
in einem Zug – präsentiert MAPAL den Opti- Aluminium mit neuen, leistungsfähigen
Das volle Potenzial von neuen, leistungsfä-
higen Maschinen kann mit den neuen Opti- Mill-SPM-Finish mit neu entwickelter Geome- Maschinen
Mill-SPM-Fräsern „Rough“ und „Finish“ ge- trie. Er arbeitet auch bei großen Umschlingun-
nutzt werden. Vor allem bei der Bearbeitung gen problemlos – sogar in den Ecken bei enor-
von Strukturbauteilen aus Aluminium spielen mem Fräseingriff und hoher Belastung bleibt VORTEILE
sie ihre Stärken aus. das Werkzeug stabil. Die optimal gestalte-
te Schneidkantengeometrie sorgt dafür, dass - Hohe Zerspanleistung
Hohe Zustelltiefen sowie höchste Vorschübe während der Bearbeitung keine Vibrationen - Vibrationen sowie Wärmeeintrag ins Bauteil
beim Schruppen sind mit dem neuen OptiMill- entstehen. Die Spanräume sind poliert, damit werden verhindert
SPM-Rough möglich. Grund dafür ist seine in- funktioniert die Spanabfuhr optimal. - Mit dem OptiMill-SPM-Finish große Tiefen
novative Kordelschruppgeometrie die dafür in einem Zug schlichten
sorgt, dass die Leistungsaufnahme während - Mit dem OptiMill-SPM-Rough bei großer
der Bearbeitung im Vergleich zu Werkzeugen Zustellung und hohen Arbeitswerten
mit gerader Schneide deutlich geringer ist. Zu- schruppenNEUHEITEN 2020 | Fräsen 11
OptiMill-Uni-Wave OptiMill-Uni-Wave
extralange Ausführung mit zentraler Innenkühlung
Optimal zum Nutfräsen in Stahl
Der OptiMill-Uni-Wave ist das ideale Werk- AUF EINEN BLICK
zeug, wenn es um das Vollnutfräsen mit einer
- OptiMill-Uni-Wave jetzt mit zentraler
Nuttiefe bis zu 2xD in unterschiedlichen
Werkstoffen geht. Durch seine Geometrie sind Innenkühlung und als extralange Ausführung
höchste Zerspanungsraten möglich. Gerade - Prozesssicheres Nutfräsen auch bei tiefen
in Stahlwerkstoffen bei der Bearbeitung von Kavitäten sowie in Stahlwerkstoffen
Nuten mit einer Tiefe ≥ 1,5xD standen Zer-
spaner ungeachtet aller Vorteile des OptiMill-
Uni-Wave oft vor der Schwierigkeit, dass der VORTEILE
Späneabtransport nicht prozesssicher sicher-
gestellt war. Aus diesem Grund bietet MAPAL - Extrem stabil auch bei extratiefen Kavitäten
den OptiMill-Uni-Wave nun auch mit zentra- - Optimale Spanabfuhr
ler Innenkühlung. Diese sorgt für die optimale
Abfuhr der Späne und höhere Standwege. Da-
rüber hinaus stellt MAPAL den OptiMill-Uni-
Wave als extralange Version vor. So steht nun
eine effiziente Lösung für die Schruppbearbei-
tung auch bei tiefen Kavitäten zur Verfügung.
Trotz seiner Länge ist der neue Fräser durch
den konisch geformten Hals extrem stabil.12 NEUHEITEN 2020 | Fräsen Mit additiver Fertigung zu mehr Produktivität Neues Glockenwerkzeug mit niedrigem Ein Beispiel, wie MAPAL diesen Vorteil des 3D- MAPAL hat deshalb das bestehende, kon- Gewicht, hoher Standzeit und besten Drucks in der Praxis nutzt, ist das neue Glo- ventionell gefertigte Glockenwerkzeug opti- Schnittdaten ckenwerkzeuge mit gelöteten PKD-Schneiden. miert. Mit dem selektiven Laserschmelzver- Wird bei PKD-Werkzeugen das Gewicht redu- Glockenwerkzeuge kommen unter anderem fahren wurde das Innere des Werkzeugs ver- ziert, kann in der Regel mit deutlich höheren zur Außenbearbeitung von Schlauchanschlüs- ändert – statt Vollmaterial ist dort nun eine Schnittdaten gearbeitet werden. Neben der sen zum Einsatz. Diese Anschlüsse, beispiels- speziell ausgelegte Wabenstruktur zu fin- konstruktiven Freiheit ist die Möglichkeit der weise an Turboladern, müssen komplexen Kon- den. Dadurch ist das Werkzeug um 30 Pro- Gewichtsoptimierung einer der entscheidenden turanforderungen genügen. Entsprechend prä- zent leichter und durch die dämpfende Wir- Vorteile, die der 3D-Druck bietet. Durch speziell zise muss die Fertigung sein. Um wirtschaftlich kung erhöht sich die Standzeit um ca. 40 entwickelte Strukturen im Inneren des Werk- und prozesssicher in der Serie zu fertigen, wird Prozent. So kann schneller zerspant werden, zeugs, die konventionell nicht zu fertigen sind, zudem kontinuierlich an der Verbesserung be- die Bearbeitungsqualität bleibt unverändert kann das Gewicht erheblich reduziert werden. stehender Prozesse gearbeitet. hoch.
NEUHEITEN 2020 | Fräsen 13
Insgesamt wurde die Bearbeitungszeit um 50
Prozent gesenkt. Darüber hinaus wurde die AUF EINEN BLICK VORTEILE
Kühlkanalführung optimiert. Das neue Glo-
- Mit additiver Fertigung Werkzeuge deutlich - Deutliche Gewichtseinsparung
ckenwerkzeug wird hybrid gefertigt. Per se-
lektivem Laserschmelzen wird die neue Werk- gewichtsärmer gestalten - Höhere Schnittdaten – reduzierte Bearbei-
zeuggeometrie auf einen hochpräzisen Grund- - Optimale Kühlmittelführung tungszeit
körper mit einer HSK-63-Schnittstelle auf- - Kombination aus additiver und konven- - Dämpfung durch Wabenstruktur
gedruckt. Der additiv gefertigte Teil wird tioneller Fertigung - Unverändert hohe Bearbeitungsqualität
konventionell nachbearbeitet. Anschließend
werden die PKD-Schneiden aufgelötet und per
Laser in Form gebracht.
Weitere Beispiele:
PKD-Zirkularfräser in Leichtbauweise
Bauteil: Getriebegehäuse
Werkzeug: Zirkularfräser (z=5, mehrstufig)
Anwendungshintergrund: Prozesssichere MMS-Bearbeitung
Prozessverbesserung Gewichtsreduzierung
n Erhöhte Standzeit durch deutlich besseres n Gesinterte Wabenstruktur
MMS-Sprühbild mit nun optimaler Schnei-
denkühlung. Zudem werden die Späne durch
das Kühlkonzept besser abgeführt.
Bisher 5,8
n Aus dem geringeren Gewicht resultiert eine
höhere Laufruhe. Dadurch werden Ratter- Neu: 3D 3,3 - 43 %
marken oder vereinzelte PKD-Ausbrüche
durch Schwingungen vermieden. 2 4 6 kg
Bauteil: Kupplungsglocke
Werkzeug: Zirkularfräser (z=5, mehrstufig)
Anwendungshintergrund: Taktzeitverkürzung
Prozessverbesserung Gewichtsreduzierung
n Das reduzierte Werkzeuggewicht und ein n Gesinterte Wabenstruktur
dadurch günstigeres Kippmoment ermög-
lichen deutlich höhere Drehzahlen.
n Zusätzlich ist die Zähnezahl erhöht. So Bisher 7,0
können deutlich höhere Schnittgeschwin-
digkeiten gefahren werden. Neu: 3D 4,7 - 33 %
2 4 6 kg14 NEUHEITEN 2020 | Fräsen
OptiMill-Composite-Speed-Plus
Höchste Prozesssicherheit bei der Bearbeitung von CFK
Der neue Fräser OptiMill-Composite-Speed- Insbesondere die deutliche Steigerung der
Plus ist die konsequente Weiterentwicklung Bruchfestigkeit sorgt bei der Bearbeitung von AUF EINEN BLICK
des OptiMill-Composite-Speed hinsichtlich CFK für ein besonders hohes Maß an Prozess-
sicherheit. Dadurch ist der OptiMill-Composi- - Neues Hochleistungssubstrat
Standzeit und Bruchfestigkeit. Der achtschnei-
dige, diamantbeschichtete Vollhartmetallfrä- te-Speed-Plus optimal für den Einsatz in der - Optimiertes Nutprofil
ser ist für die prozesssichere Bearbeitung von Luft- und Raumfahrtindustrie geeignet. Dank - Doppelte Ausspitzung
kohlenstofffaserverstärktem Kunststoff konzi- der Hochleistungsverzahnung kann in nur - Schneidkeil für spröde Werkstoffe
piert. Durch ein neues Hochleistungssubstrat einem Arbeitsgang geschruppt und geschlich-
in Kombination mit einem verstärkten Kern- tet werden. Hohe Vorschübe und Schnittge-
durchmesser wurde die Bruchfestigkeit um 50 schwindigkeiten sorgen für eine besonders VORTEILE
Prozent gesteigert. Das optimierte Nutprofil wirtschaftliche Zerspanung.
sorgt für eine schnelle und sichere Abfuhr von - Erhöhung der Bruchfestigkeit um 50 Prozent
Stäuben und Prozesswärme auch bei extrem - Steigerung der Standzeit um 20 Prozent
hohen Zerspanungsvolumen. Der Schneidkeil - Verbesserte Taucheigenschaften
wurde eigens auf die Anforderungen spröder - Erhöhte Prozesssicherheit
Werkstoffe optimiert. Insgesamt ist die Stand-
zeit des OptiMill-Composite-Speed-Plus um
20 Prozent höher als die des Vorgängermo-
dells. Die einzigartige Stirngeometrie mit dop-
pelter Ausspitzung sorgt zudem für deutlich
verbesserte Taucheigenschaften.NEUHEITEN 2020 | Ausgeben 15
UNIBASE-S – Zeitersparnis und kurze Wege
durch fertigungsnahe Lagerung
Um häufig benötigte Verbrauchsmaterialien Durch die kompakten Maße kann das bestands- sich dieses an der Entnahmeposition befindet.
dezentral und platzsparend lagern und ver- geführte Ausgabesystem UNIBASE-S direkt auf Das System verbucht automatisch nach Öff-
walten zu können, hat MAPAL den Einzelaus- der Werkbank aufgestellt werden. In den 96 nen des Ausgabefachs, dass ein Artikel ent-
gabeautomaten UNIBASE-S entwickelt und beziehungsweise 192 Fächern können bei- nommen wurde. Somit sind die Bestände im
hinsichtlich Ergonomie und Benutzerfreund- spielsweise Wendeschneidplatten, Werkzeuge, System stets auf dem aktuellen Stand.
lichkeit optimiert. Das Display befindet sich Spannfutter oder die persönliche Schutzaus-
nun seitlich an der Geräteoberseite, wodurch rüstung ideal gelagert werden. Das erspart dem
die Bedienung leichtgängiger ist. Die Software Mitarbeiter den Weg ins zentrale Lager und si- AUF EINEN BLICK
wurde auf die allgemeine UNIBASE-Soft- chert die fertigungsnahe Artikelbeschaffung.
ware umgestellt. Das Gerät - Bestandsgeführtes Ausgabesystem
kann sowohl an bestehende Die Artikelentnahme verläuft schnell und un- - 96 oder 192 Fächer, Einzelausgabe
UNIBASE-Systeme angekop- kompliziert in wenigen Schritten. Dafür mel- - Zentralverriegelung
pelt, als auch als Einzellö- det sich der Mitarbeiter direkt am Gerät über - Mitarbeiteranmeldung am Gerät inklusive
sung eingesetzt werden. den Touchscreen an. Noch schneller verläuft Protokollierung
die Anmeldung optional über RFID-Chip oder - Vorinstallierte Software UNIBASE
Fingerprint. Nur registrierte Mitarbeiter kön-
nen Artikel entnehmen. Ist kein Mitarbei-
ter angemeldet, lässt sich die Ausgabetrom- VORTEILE
mel nicht drehen und die Ausgabefächer sind
geschlossen. Nachdem der gewünschte Arti- - Fertigungsnahe Artikelbeschaffung
kel über die Software UNIBASE ausgewählt - Kostengünstig
ist, kennzeichnet eine LED-Beleuchtung das - Kompakte Maße – Aufstellung direkt auf der
Fach mit dem entsprechenden Artikel. Manu- Werkbank
ell wird die Ausgabetrommel so gedreht, dass16 NEUHEITEN 2020 | Spannen
ALTES
Design
Function meets Design –
Industriedesign mit Mehrwert
Industrie- und Produktdesign haben bislang in Ein ausgeklügeltes Design sorgt nicht nur für Einfaches und selbsterklärendes
der Entwicklung von Spannfuttern bei MAPAL ein optisches Highlight, sondern erschließt „Foolproof“-Handling
eine eher untergeordnete Rolle gespielt. Im auch ökonomische und ökologische Potenzi- Eine weitere Vorgabe an das neu ausgearbei-
Fokus stand hauptsächlich die prozesssiche- ale. Davon ausgehend erarbeiteten die Pro- tete Design war das sogenannte „Foolproof-
re Funktion. So haben die Entwickler nach und duktdesigner gemeinsam mit den Produktver- Handling“, also eine einfache und selbsterklä-
nach ein breit angelegtes Portfolio aufgebaut, antwortlichen von MAPAL ein neues Konzept, rende Handhabung der Spannfutter. Bedie-
das im Erscheinungsbild jedoch nicht einheit- dem auch Funktions- und FEM-Analysen zu- nelemente sollten schneller als solche erkenn-
lich war. Um diesen Umstand zu ändern, holte grunde liegen. bar, Handhabungshinweise direkt verständlich
sich MAPAL Experten für Industriedesign ins sein. Gelöst wurden diese Vorgaben zum einen
Boot. Die nach diesem Konzept gestalteten Spann- durch die blaue Färbung von Bedienelemen-
futter strahlen sprichwörtlich in neuem Glanz. ten, wie der Betätigungsschraube am Hydro-
Durchdachtes Design erschließt Potenziale So ist eines der entstandenen Elemente die dehnspannfutter, zum anderen durch eigens
Nicht nur das Erscheinungsbild der Spannfut- brillante Oberfläche. Diese, durch ein speziell kreierte Signaturelemente, die sprachneutrale
ter sollte überarbeitet werden, vor allem sollte entwickeltes Polierverfahren erzeugte Ober- Hinweise beinhalten.
durch durchdachtes Industriedesign ein Mehr- fläche sorgt dafür, dass die Spannfutter korro-
wert für den Kunden generiert werden. Denn: sionsbeständiger sind als bisher.NEUHEITEN 2020 | Spannen 17
NEUEn-S
Desig
konzept
Last but not least wurden die Spannfutter hin- Corporate Design schafft Wiedererkennung
sichtlich ihrer Form, ihres Gewichts und ihres Durch das neue Corporate Design ist das ge- AUF EINEN BLICK
Materialeinsatzes untersucht und optimiert. samte Spanntechnikprogramm zudem di-
rekt als Angebot von MAPAL zu identifizie- - Neues Designkonzept für Spannfutter mit
Die neue Formgebung folgt dabei der Maß-
gabe größtmöglicher Stabilität bei optimalem ren – alles kommt erkennbar, mit einem Leis- Mehrwert
Ressourceneinsatz. Bereits kleinste Gewichts- tungsversprechen an Qualität und Funktion, - Brilliante Oberfläche und klare Handhabungs-
einsparungen haben im Fall von Spannfuttern aus einem Haus. Dies ist für das Unternehmen hinweise
große Auswirkungen, die sich im Einsatz lang- umso wichtiger, da MAPAL historisch bedingt - Erweiterung auf das gesamte Spannfutter-
fristig bemerkbar machen. So wird unter an- oft nicht als Hersteller von Spannfuttern wahr- programm geplant
derem beim Beschleunigen und Abbremsen genommen wird.
der Spindel umso weniger Energie benötigt, je
leichter das Spannfutter ist. VORTEILE
- Korrosionsbeständige Spannfutter
- Selbsterklärendes und einfaches Handling -
Foolproof
- Größtmögliche Stabilität bei optimalem
Ressourceneinsatz18 NEUHEITEN 2020 | Digitalisierung
Mit c-Connect
in kleinen Schritten digitalisieren
Mit der Open-Cloud-Plattform c-Com wird die gesamte Lieferkette vernetzt.
Daten stehen für alle Beteiligten zur Verfügung. Über RFID-Chips und DNC-
Server gelangen Daten zu Werkzeugen und Maschinen in der Fertigung
automatisch in die Cloud. Manuelle Übertragungen kommen nicht vor.
So oder ähnlich sieht das Idealszenario der vernetzten Fertigung aus. Doch dieses
Szenario entspricht nur selten der Realität. Denn mit einer durchgängigen Ver-
netzung sind meist große Investitionen verbunden. Für Unternehmen, die ohne
hohe Kosten in die Digitalisierung einsteigen möchten, hat c-Com das Modul
„c-Connect“ inklusive gleichnamiger Box entwickelt.
Der Einsatz von c-Connect zahlt sich für Kun- Messdaten direkt übertragen
den gleich mehrfach aus. c-Connect ermöglicht Wo in großen Serienfertigungen RFID-Chips
zum einen die digitale Übertragung der Werk- und DNC-Server normalerweise im Einsatz sind,
zeugmessdaten vom Einstellgerät zur Maschine werden in kleineren Unternehmen relevan-
inklusive der Registrierung der Bestandsbewe- te Messdaten häufig mittels manueller Einga-
gungen. Zum anderen kann mit der c-Connect be vom Einstellgerät auf die Bearbeitungsma-
Box dank verschiedener Sensoren unter ande- schine übertragen. Dieses Vorgehen ist nicht
rem der Maschinenstatus überwacht werden. nur zeitaufwendig, sondern auch fehleranfällig
und kann im schlimmsten Fall zu Schäden an
Dafür wird an jeder Maschine eine Werkzeug, Maschine oder Bauteil führen. Sol-
c-Connect Box montiert und über den USB- che manuellen Übertragungsfehler werden mit
Anschluss mit ihr verbunden – schnell c-Connect gänzlich ausgeschlossen. Das Ein-
und einfach. Damit lassen sich Produktio- stellgerät vermisst das Werkzeug und von dort
nen mit ganz unterschiedlichen Maschinen aus werden anschließend die Messdaten auto-
schnell und unkompliziert vernetzen. Denn matisch an die c-Com Plattform übertragen. An
c-Connect ist unabhängig von den Maschi- der Maschine wird das Werkzeug abgescannt,
nensteuerungen und damit ein günstiges Ein- die c-Connect Box holt sich die Messdaten aus
stiegsmodell für die Digitalisierung im Bereich c-Com und übermittelt sie auf Knopfdruck an die
der Zerspanung. Dabei werden mit c-Connect Bearbeitungsmaschine. Nicht nur Fehler werden
keine Wege verschlossen, die Digitalisierung ausgeschlossen, es werden zudem unnötige Ne-
kann nach und nach ausgeweitet werden. So benzeiten eingespart. Zusätzlich werden die Be-
sind beispielsweise alle Vorteile, die die weite- standsbewegungen in der c-Com Plattform re-
ren c-Com Module bieten, integrierbar. gistriert. Darüber hinaus besteht die Möglich-NEUHEITEN 2020 | Digitalisierung 19
keit beim Abrüsten des Werkzeugs Daten wie
Standzeit oder Wechselgrund in c-Com zu er- AUF EINEN BLICK VORTEILE
fassen. Das ermöglicht die Digitalisierung der
- Wirtschaftlichste Maschinenvernetzung am - Manuelle Eingabefehler der Werkzeugdaten
Werkzeugbegleitkarte.
Markt in die Maschinensteuerung ausgeschlossen
Überwachung der Maschine - Werkzeugdatenübertragung auf die Maschine - Maschinenstillstände minimiert
Mit der c-Connect Box können zudem alle und zurück in die Cloudplattform c-Com - Leistungsfähigkeit der Werkzeuge kann
Werte überwacht werden, die sensorisch er- - Werkzeugstandmengen und Wechselgründe analysiert werden
fasst werden können. So prüft und misst die übertragen und auswerten - Unnötige Nebenzeiten werden eingespart, die
c-Connect Box zum Beispiel die Temperatur, - Zustände der Maschine überwachen und Maschine kann schneller gerüstet werden
die Luftfeuchtigkeit oder den Status der Ma- auswerten - Einfache und schnelle Installation und
schinensignalleuchte. Wird ein definierter Wert - Benachrichtigungen erhalten bei Inbetriebnahme des Systems
über- oder unterschritten, wird umgehend eine Maschinenstillständen - Für alle Beteiligten stehen alle Daten in
Push-Nachricht an den Bediener beziehungs- - Unabhängigkeit von Maschinensteuerung Echtzeit transparent zur Verfügung
weise den Verantwortlichen, beispielsweise in und Hersteller
Form einer SMS, Twitter oder E-Mail, gesendet.
Gleiches geschieht bei Fehlfunktionen. Sobald
etwa die Maschinensignalleuchte auf Rot um-
schaltet, erfolgt umgehend eine Benachrich-
tigung und der Fehler kann behoben werden.
Damit sind unter anderem lange Stillstandzei-
ten während der mannlosen Fertigung, bei-
spielsweise über Nacht, ausgeschlossen.20 NEUHEITEN 2020 | Werkzeug- und Formenbau
OptiMill-3D-CS OptiMill-3D-HF-Hardened
Neue Fräser aus Vollhartmetall
für den Werkzeug- und Formenbau
Unter dem Produktnamen OptiMill-3D präsen- Hochvorschubbearbeitung und die damit großzügige Dimensionierung
tiert MAPAL ein neues leistungsstarkes Pro- mit großem Zeitspanvolumen der Spanräume ist ein sicherer Abtransport der
gramm an Vollhartmetallfräsern, die speziell Eigens zum Fräsen gehärteter Bauteile mit Späne gewährleistet. Zudem ist der Fräser das
für den Werkzeug- und Formenbau entwickelt einer Härte von 45-66 HRC stellt MAPAL mit Mittel der Wahl, wenn mit langen Auskragun-
wurden. Neben extrem hitzebeständigen Be- dem OptiMill-3D-HF-Hardened mit vier bezie- gen und in tiefen Kavitäten gearbeitet wird.
schichtungen und speziellen Hartmetallsubst- hungsweise sechs Schneiden zwei neue Hoch-
raten zeichnen sich diese Werkzeuge durch die vorschubfräser für die Hartbearbeitung vor. Der sechsschneidige Fräser kann optimal zum
speziell an den Formenbau angepassten Ab- Damit die Werkzeuge auch bei schwierigen Schruppen und Vorschlichten als auch zum
messungen und Geometrien aus. Einsatzbedingungen wie einem unterbroche- Schlichten von ebenen Flächen mit hoher Vor-
nen Schnitt prozesssicher arbeiten, hat MAPAL schubgeschwindigkeit eingesetzt werden. Er
eine spezielle Stirngeometrie entwickelt. erzeugt beste Oberflächen und Ebenheiten. Für
die Weichbearbeitung steht das Pendant, der
Der vierschneidige Fräser kommt vor allem OptiMill-3D-HF, mit drei und vier Schneiden
zum Schruppen sowie zum Vorschlichten zum zur Verfügung. Die Abmessungen sind hierbei
Einsatz. Durch die geringere Schneidenanzahl auf den OptiMill-3D-HF-Hardened abgestimmt.
Hochgenaue Eckradien für maximale Präzision
Zum Schlichten von 3D-Formen bis zu einer
Härte von 66 HRC kommt der Eckradiusfräser
OptiMill-3D-CR-Hardened zum Einsatz. Er er-
zeugt bei maximaler Vorschubgeschwindigkeit
sehr gute, glatte und hochglänzende Oberflä-
chen. Ausschlaggebend dafür sind die hoch-NEUHEITEN 2020 | Werkzeug- und Formenbau 21
OptiMill-3D-HF OptiMill-3D-CR-Hardened
ISO-Werkzeuge
für den Werkzeug- und
Formenbau finden Sie
auf der nächsten Seite
genau gefertigten Eckradien. Der OptiMill-3D-
CR-Hardened ist im Durchmesserbereich 4-12 AUF EINEN BLICK VORTEILE
mm in unterschiedlichen Längenausführungen
- Hochvorschubfräser mit spezieller Stirn- - Sehr hohe Wirtschaftlichkeit und Leistungs-
und Eckenradien verfügbar.
geometrie für Hochvorschubbearbeitung mit fähigkeit durch hohe Vorschubwerte und
Effizienz in der Vorschlicht- und großem Zeitspanvolumen lange Standzeiten
Schlichtbearbeitung auf 5-Achs Maschinen - Eckradiusfräser mit hochgenau gefertigten - Breites Standardprogramm für hohe
Die neuen Kreisradiusfräser OptiMill-3D-CS Eckradien zum Schlichten von 3D-Formen Verfügbarkeit
kommen überwiegend im Formenbau bei tie- - Kreisradiusfräser mit großem Wirkradius zum - Hohe Prozesssicherheit durch speziell an die
fen Kavitäten, für komplexe Freiformflächen, Schlichten komplexer Freiformflächen und Anwendung angepasste Geometrien
sowie bei der Fertigung von Turbinenschau- komplizierter Werkstückgeometrien
feln und Impellern zum Einsatz. Die Besonder- - Breites Standardprogramm mit unterschied-
heit der Werkzeuge ist die optimale geomet- lichen Längenausführungen und Eckradien
rische Kombination aus Radius- und Formfrä- - Extrem hitzebeständige Beschichtungen sowie
sern, die einen höheren Bahnabstand bei der spezielle Hartmetallsubstrate
Vorschlicht- und Schlichtbearbeitung mög-
lich macht. Die Bearbeitungszeit kann deut-
lich reduziert sowie die Oberflächenqualität
der Bauteile erheblich verbessert werden. Für
die Bearbeitung tiefer, schlecht zugänglicher
Kavitäten ist der OptiMill-3D-CS in Tropfen-
form die erste Wahl. Große Flächen und Flä-
chen mit Störkontur werden mit dem Fräser in
Kegelform hocheffizient bearbeitet.22 NEUHEITEN 2020 | Werkzeug- und Formenbau
Umfangreiches ISO-Fräserprogramm
für den Werkzeug- und Formenbau
MAPAL stellt ein neues Programm an Frä- Zum Schruppen mit höchsten Abtragsraten
sern mit ISO-Wendeschneidplatten vor. Die- und extremen Vorschüben präsentiert MAPAL AUF EINEN BLICK
ses beinhaltet Rundplattenfräser, Hochvor- ein Fräswerkzeug, dessen Grundkörper sowohl
mit Wendeschneidplatten zum Hochvorschub- - Rundplattenfräser, Hochvorschub- und
schub- und 90°-Eckfräser, Kugel- und Torus-
fräser sowie Schlichtfräser für die Bearbeitung fräsen als auch zum 90°-Eckfräsen bestückt 90°-Eckfräser, Kugel- und Torusfräser sowie
von Gusseisen, Stahl, rostfreiem Stahl, Nicht- werden kann. Sie sind optimal zum Schruppen Schlichtfräser als Standard verfügbar
eisenmetall sowie gehärteten Werkstoffen bis in tiefen Kavitäten und zum Einsatz auf weni- - Zum Schruppen und Schlichten von Guss-
65 HRC. Je nach zu bearbeitendem Material ger stabilen Maschinen geeignet. eisen, Stahl, rostfreiem Stahl, Nichteisen-
und den Anforderungen kommen unterschied- metall sowie gehärteten Werkstoffen bis
liche Schneidstoffe und Beschichtungen zum Ein weiterer Grundkörper des neuen Programms 65 HRC
Einsatz. kann als universelles Frässystem sowohl mit - CVD- und PVD-beschichtete Schneidstoffe
Kugel- als auch mit Torusplatten zum Vor- - Aufsteck-, Schaft- und Einschraubfräser
Teil des Programms ist ein Rundplattenfrä- schlichten und Schlichten verwendet werden. verfügbar
ser, der sich ideal zum Schruppen und Vor- Dank der hochgenau gefertigten Plattensitze
schlichten eignet. Die Rundplatten sind in und der Schwingungsdämpfung im Grundkör-
neutraler Lage eingebaut. So können Kontu- per erzeugen die Fräser perfekte Oberflächen. VORTEILE
ren hochpräzise bearbeitet werden. Das wei-
che Schnittverhalten sorgt für eine vibrations- Der neue Schlichtfräser wurde speziell für - Wirtschaftliche und effiziente Bearbeitung
arme Bearbeitung. 90°-Flächen, Planflächen und Konturen ent- - Hohe Prozesssicherheit und Flexibilität
wickelt. Besonders an steilen Bereichen, wenn - Hohe Laufruhe
ein hoher radialer Druck auf das Werkzeug - Höchste Standzeiten
wirkt, spielt er aufgrund der kleinen Eckradien
seine Stärken aus.NEUHEITEN 2020 | Werkzeug- und Formenbau 23
1 2 3 4
Rundplattenfräser Hochvorschub- und 90°-Eckfräser Kugel- und Torusfräser Schlichtfräser
n Ideal zum Schruppen und Vor- n Universelles Werkzeugsystem für n Universelles Frässystem für höchste n Ideal zum Schlichten von 90°-
schlichten höchste Produktivität Produktivität Flächen, Planflächen und Konturen
n Schneidstoffe und Spanleitstufen n Ein Grundkörper mit Wende- n Ein Grundkörper mit Kugel- und n Axiale und radiale Wiper-Wende-
für die Weichbearbeitung sowie schneidplatten zum Hochvor- Torusplatten zum Vorschlichten schneidplatte für hervorragende
die Hart-/Finishbearbeitung ver- schub- und Eckfräsen und Schlichten Oberflächengüten
fügbar n Höchste Abtragsraten durch n Hochgenaue Rotationstoleranzen n Vibrationsfreie Bearbeitung bei
n Hochpräzise Konturen durch neu- extreme Vorschübe und große n Perfekte Oberflächen durch langen Auskragungen
trale Einbaulage der Wende- Spantiefen schwingungsgedämpfte Träger- n Verfügbar als Einschraubfräser
schneidplatten n Zwei- und vierschneidige Wende- werkzeuge aus Vollhartmetall n Durchmesserbereich: 16-42 mm
n Weiches Schnittverhalten für eine schneidplatten n Erhöhte Prozesssicherheit durch
vibrationsarme Bearbeitung n Als Aufsteck-, Schaft- und Ein- den Einsatz von Ultrafeinkorn-
n Spanablaufschutz schraubfräser verfügbar Hartmetallen
n Als Aufsteck-, Schaft- und Ein- n Durchmesserbereich: 16-200 mm n Verfügbar als Schaft- und Ein-
schraubfräser verfügbar schraubfräser
n Durchmesserbereich: 10-160 mm n Durchmesserbereich: 8-32 mm
3
2 4
124 NEUHEITEN 2020 | Prozesslösung Turbolader
Turbolader prozesssicher
und wirtschaftlich in Serie fertigen
MAPAL bietet den kompletten Prozess zur Bearbeitung von Abgasturboladern. Exemplarisch werden vier Werkzeuge für die Bearbeitung der Heiß-
seite vorgestellt, die zum einen die unterschiedlichen anfallenden Zerspanungsaufgaben am Turbolader zeigen, zum anderen die Werkzeugvielfalt
und das Know-how von MAPAL in diesem Bereich versinnbildlichen:
1 2
Vorbearbeitung V-Band Vor- und Fertigbearbeitung
1
2 und Turbineninnenkontur der Turbinenhauptbohrung
Neben dem Material ist der unterbrochene Enge Toleranzen hinsichtlich Form, Lage und
Schnitt eine Herausforderung. MAPAL setzt Oberfläche machen die Bearbeitung der trom-
auf ein komplexes Aufbohrwerkzeug mit ISO- petenförmigen Turbinenhauptbohrung zu
Wendeschneidplatten. Das Werkzeug realisiert einer Herausforderung. MAPAL bietet dazu die
gleichzeitig eine Innen- und eine Außenbear- TOOLTRONIC mit LAT-Aufsatz (Lineares Aus-
beitung. Dabei werden mehrere Stufen bear- steuerwerkzeug). So kann die Drehbearbeitung
beitet. Um die Späne nach außen abzuleiten auf dem BAZ umgesetzt werden. Das Aufsatz-
und die Turbineninnenkontur nicht zu beschä- werkzeug ist mit drei Schneiden ausgestattet,
digen, arbeitet das Werkzeug linksdrehend. eine zum Schruppen und zwei zum Schlichten.
3 4
Bearbeitungsbeispiel: Bearbeitungsbeispiel:
Material: 1.4837 Material: 1.4837
Kühlung: MMS Kühlung: MMS
Durchmesser: 49; 70,5; 73; 90 mm; Fase 10° Durchmesser: 40,5-57,295 mm
Schnittgeschwindigkeit: 70 m/min Schnittgeschwindigkeit: 140 m/min (Schruppen),
Vorschub: 0,4 mm 120 m/min (Schlichten)
Standmenge: 75 Bauteile Vorschub: 0,15-0,4 mm
Standmenge: 50 BauteileNEUHEITEN 2020 | Prozesslösung Turbolader 25
Schnittbild eines
Turboladers.
3 4
Planfläche Vorbearbeitung
des Turboladergehäuses des Katflansches AUF EINEN BLICK
Jüngst hat MAPAL ein neues Fräsprogramm Ebenfalls besonders wirtschaftlich ist das
- Gesamter Prozess inklusive Werkzeugen und
mit gepressten, radialen ISO-Wendeschneid- neue Werkzeug von MAPAL zur Vorbearbei-
platten vorgestellt. Aus diesem Programm tung des Katflansches. Bei diesem Überdreh- Spannfuttern für die Komplettbearbeitung
kommt der Fräser zum Schruppen der Plan- werkzeug kommt die Tangentialtechnologie von Abgasturboladern
fläche des Turboladergehäuses zum Einsatz. zum Einsatz. Durch den stehenden und liegen- - Abgestimmt auf die jeweilige Geometrie des
Das Highlight bei diesem Planfräser sind die den Einbau der LTHU-Schneiden können ef- Turboladers
ISO-Wendeschneidplatten mit 16 nutzba- fektiv acht Schneidkanten pro Wendeschneid-
ren Schneidkanten. Damit ist der Einsatz des platte genutzt werden.
Werkzeugs besonders wirtschaftlich. VORTEILE
Bearbeitungsbeispiel: Bearbeitungsbeispiel: - Prozesse besonders wirtschaftlich
Material: 1.4849 Material: 1.4837 - Prozesssicherheit garantiert
Kühlung: Trockenbearbeitung Kühlung: MMS - µm-genau
Durchmesser: 125 mm, 14 Schneiden Durchmesser: 119 mm
Schnittgeschwindigkeit: 80 m/min Schnittgeschwindigkeit: 80 m/min
Vorschub: 0,12 mm Vorschub: 0,3 mm
Standmenge: 125 Bauteile Standmenge: 100 Bauteile26 NEUHEITEN 2020 | E-Mobilität
E-Mobilität - Individuelle Lösungen für E-Motorgehäuse
In Fahrzeugen mit elektrischem Antrieb werden unterschiedliche E-Motorgehäuse ein-
gesetzt. Dabei kann zwischen drei grundsätzlichen Aufbauarten differenziert werden.
MAPAL stellt beispielhaft innovative Werkzeuglösungen für die Zerspanungsaufgaben
1
bei den Gehäusearten vor.
Statorbohrung
Vorbearbeitung
1 3 4
Rohrförmiges Gehäuse
Charakteristik:
Rohrförmige Gehäuse, die beidseitig offen sind.
Rotorlagerung mit zwei Lagerdeckeln. Positionie-
rung der zwei Lagerdeckel über Passstifte oder
Passungsflächen, dadurch Koaxialität zur Stator-
bohrung. Kühlkanäle im Gehäuse integriert oder
als Rippen auf Außenseite.
Aufbohrwerkzeug mit PKD-bestückten Wende-
schneidplatten Ø 210 mm, HSK-A63 - max. 3,5 kg
1 2 3 4
Topfförmiges Gehäuse
Charakteristik:
Topf- bzw. glockenförmige Statorgehäuse und
Statorträger, teilweise in ein Gesamtgehäu-
se aufgenommen. Eine Lagerstelle des Rotors im
Gehäuse integriert. Zweite Lagerung mit Lager-
deckel. Positionierung des zweiten Lagerdeckels
über Passstifte oder Passungsflächen.
ISO-Aufbohrwerkzeug mit Kompaktklemmhalter
Ø 182 / 185 mm, HSK-A63 - max. 9,5 kg
1 2 3 4
Hochintegriertes Gehäuse
Charakteristik:
Hochintegrierte, komplexe Gehäuse mit Statorauf-
nahme, Getriebeaufnahme und Leistungselektronik.
Statorbohrung mit Stufen und Planflächen als Funkti-
onsflächen. Eine Lagerbohrung des Rotors im Gehäuse
integriert. Koaxial zur Statorbohrung. Lagerbohrungen
von Getriebestufen im Gehäuse integriert.
Hohe Parallelität und Positionsgenauigkeit gefordert. ISO-Aufbohrwerkzeug mit Kompaktklemmhalter
Ø 250 / 258 mm, HSK-A100 - max. 21 kg
1
Fokus: Flexibilität
Flexibel im
ULTRA- Durchmesser
LEICHTBAU & Der Einsatz eines Helixfräsers ermöglicht die
Vorbearbeitung mit unterschiedlichen Durch-
FLEXIBILITÄT messern. Mit einem LAT-Aussteuerwerkzeug
kann die Innenkontur flexibel fertig bearbeitet Flexible Vorbearbeitung mit reduzierter
werden. Beide Lösungen reduzieren die Schnitt- Schnittkraft, ISO-Helixfräser mit PKD-bestückten
kräfte deutlich. Wendeschneidplatten, HSK-A63NEUHEITEN 2020 | E-Mobilität 27
2 3
Lagerbohrung Dicht- / Anlageflächen
Fertigbearbeitung
Vorbearbeitung Durchmesser, Aufbohr- Planfräser mit PKD-Fräseinsätzen
werkzeug mit ISO-Kurzklemmhalter (auch zur Erzeugung definierter
Oberflächenprofile)
Feinbohrwerkzeug mit WP-System in Balkenform
Ø 210 mm, HSK-A63 - max. 5,5 kg
Monolithischer Planfräser mit
Fertigbearbeitung Planflächen und radialer
PKD-Fräseinsätzen bei langen Auskragungen
Einstich, Mehrstufiger ISO-Zirkularfräser
4
Positionsbohrungen
Feinbohrwerkzeug mit EA-System mit TEC-Wende-
schneidplatten Ø 70 / 185 mm, HSK-A63 - max. 11,5 kg
Fertigbearbeitung Durchmesser, Feinbohr-
werkzeug mit Führungsstufe und Pendelhalter
Dreischneidiger Stufenbohrer
aus Vollhartmetall
Feinbohrwerkzeug als Schweißkonstruktion mit Pro- Außenbearbeitung Lagerbohrung, PKD-Aufbohrwerkzeug
tektionsschild Ø 68 / 258 mm, HSK-A100 - max. 20 kg Außenreibahle mit EA-System mit Hydrodehnspannfutter
1
Fokus: Ultraleichtbau
Ultraleicht dank
additiver Fertigung
Additiv gefertigte Leichtbauwerkzeuge
haben gegenüber konventionellen Werk-
zeugen ein deutlich reduziertes Werkzeug-
gewicht und Kippmoment. Im Vergleich zu Fertigbearbeitung Statorbohrung
Flexible Bearbeitung der Innenkontur, Schweißkonstruktionen lassen sich über additiv gefertigt,
LAT-Aussteuerwerkzeug, HSK-A100 20 Prozent Gewicht einsparen. Ø 220 / 225 mm, HSK-A63 - max. 8,5 kgFRÄSEN
DREHEN
SERVICES
SPANNEN
AUSSTEUERN
REIBEN | FEINBOHREN
EINSTELLEN | MESSEN | AUSGEBEN
VOLLBOHREN | AUFBOHREN | SENKEN
Entdecken Sie jetzt Werkzeug- und Service-Lösungen, die Sie vorwärtsbringen:
www.mapal.com
Bestell-Nr. 10164301 | V1.0.0
NEU20-DE-NE-01-195-0919-VVA Gedruckt in Österreich. Änderungen der technischen Daten vorbehalten. © MAPAL Dr. Kress KG | Nachdruck, auch auszugsweise, nur nach Genehmigung des Herausgebers.Sie können auch lesen