NEUHEITEN 2021 Ihr Technologiepartner in der Zerspanung - MAPAL
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Ihr Technologiepartner in der Zerspanung NEUHEITEN 2021
2
Wir
Sie
wollen nicht alles anders
machen. Aber vieles besser.
Chancen
eröffnen
finden immer neue
Wege, mehr für
Sie herauszuholen.
Neuheiten
und Programmerweiterungen 2021
3
Inhalt
Lösungen für Fokusthemen Bohren
Neuentwicklungen für die Guss- und Stahlbearbeitung 04 Tritan-Drill-Reamer –
Dreischneidig Bohren und Reiben in einem Arbeitsgang 18
QTD STEEL-PYRAMID –
Neue Schneidplatte für Bohrungen in Stahl 06 MICRO-Drill-Steel – Durchmesser ab einem Millimeter
mit Innenkühlung bohren 19
Serienfertigung von Scrollverdichtern 08
E-Mobilität: Lösungen für kleine Motorgehäuse 10 Programmerweiterungen VHM-Werkzeuge
PKD für die Bearbeitung anspruchsvoller Luftfahrtbauteile 12
Programmerweiterungen bei Vollhartmetallwerkzeugen 20
Rockbit-Drill verbessert Bergbohrwerkzeuge 14
Spannen
Reiben und Feinbohren
Neue Generation an Spannmitteln – Hydro Mill Chuck &
PSR – Press-to-size-Reamer – Wirtschaftliches Reiben Hydro DReaM Chuck 4,5° erhalten Design Award 22
in Guss und Stahl mit hohen Stückzahlen 16
Erweiterung im FixReam-Programm – Einstellen
Durchgangs- und Grundbohrung mit einem Werkzeug 17
Modulares optisches Einstellgerät im Einstiegssegment 24
Werkzeug- und Formenbau
Werkzeug- und Formenbau: Alles aus einer Hand 26
4 NEUHEITEN 2021 | Lösungen für Fokusthemen
Neuentwicklungen
für die Guss- und Stahlbearbeitung
Stahl- und Gusswerkstoffe sind in der zerspa- Neue Schneidstoffserie zum Fräsen
nenden Fertigung die mit am häufigsten ein-
von Guss- und Stahlbauteilen
gesetzten Werkstoffe. So zum Beispiel für
Pumpengehäuse, Verdichter oder Lenkungen. Zum Fräsen von Guss- und Stahlwerkstoffen
Die wirtschaftliche Bearbeitung dieser großen hat MAPAL eine speziell abgestimmte CVD- MERKMALE
Werkstoffgruppen steht dafür immer im Blick beschichtete Schneidstoffserie entwickelt. Vor
der Entwickler bei MAPAL, wie zwei erfolgrei- - Neue Schneidstoffserie mit CVD-Beschichtung
allem bei hohen Schnittgeschwindigkeiten
che Beispiele zeigen. oder wenn trocken gefräst wird, spielen die - Geeignet für hohe Schnittgeschwindigkeiten
neuen Schneidstoffe ihre Stärken aus. und für die Trockenbearbeitung
- Stabile Maschinenbedingungen nötig
Die neuen Schneidstoffe HC760, HC770 und
HC775 überzeugen durch die extrem hitzebe-
ständige α-Aluminiumoxidbeschichtung mit VORTEILE
sehr guter Schichthaftung und damit enorm
langen Standzeiten. Anwender können sie bei - Hohe Schnittgeschwindigkeiten
sehr hohen Schnittgeschwindigkeiten einset- - Kurze Bearbeitungszeiten
zen, in einem deutlich höheren Bereich als die - Lange Standzeiten
Pendants mit PVD-Beschichtung.
Zudem eignen sich die neuen Schneidstof-
fe hervorragend für die Trockenbearbeitung.
Voraussetzung für ihren Einsatz sind stabile
Maschinenbedingungen.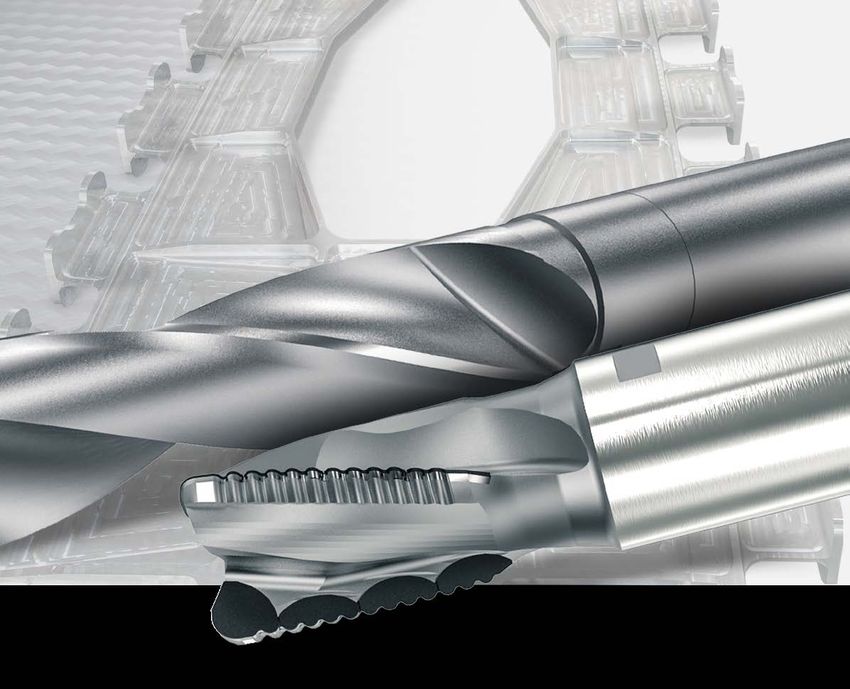
NEUHEITEN 2021 | Lösungen für Fokusthemen 5
Unterbrochene Bohrungen mehrschneidig
feinbohren mit EA-System und CVD-Beschichtung
Beispielsweise bei Gussgehäusen von Zahn- Das Werkzeug ist hochpräzise einstellbar. Die
radpumpen sind Zerspaner mit offenen oder entsprechende Verteilung des Materialabtrags MERKMALE
extrem unterbrochenen Bohrungen konfron- auf die Schneiden sorgt für hohe Standzeiten
und eine sehr gute Oberflächenqualität. - Feinbohren mit mehreren Schneiden für
tiert. Um diese schnell, prozesssicher und
wirtschaftlich zu bearbeiten, hat MAPAL ein höchste Wirtschaftlichkeit
mehrschneidiges Feinbohrwerkzeug mit Füh- Zum Spannen der eingesetzten Wende- - Auch für schwierige Bearbeitungsbedingungen
rungsleisten realisiert. Für die Schneiden schneidplatten kommt das EasyAdjust-System geeignet
kommt die MAPAL eigene CVD-Beschichtung (EA-System) zum Einsatz. Dessen Kassette - MAPAL eigene CVD-Beschichtung zum Reiben
zum Einsatz, die für lange Standzeiten steht. nimmt die Wendeschneidplatte spielfrei und und Feinbohren
Sie eignet sich hervorragend für schwierige stabil auf. Die Verjüngung der Nebenschneide - EA-System für minimalen Einstellaufwand
Bearbeitungsbedingungen beim Reiben und ist bereits in die Kassette eingearbeitet. Damit
Feinbohren. entfällt der Einstellaufwand für die Verjün-
gung komplett. Die exakte Führung der Kas- VORTEILE
Mehrere Schneiden am Werkzeug reduzieren sette auf einem Präzisionsführungsstift stellt
die Bearbeitungszeit im Vergleich zu Spindel- sicher, dass die Verjüngung auch während der - Hohe Standzeit
werkzeugen oder einschneidigen Feinbohr- Durchmessereinstellung unverändert bleibt. - Niedrige Bearbeitungszeit
werkzeugen deutlich. Gleichzeitig stellen die - Hochpräzise Bearbeitungsergebnisse
Führungsleisten, die den Schneiden gegen- - Prozesssicherheit
überliegend angeordnet sind, höchste Genau- - Einfaches Handling
igkeit sicher.
6 NEUHEITEN 2021 | Lösungen für Fokusthemen
QTD STEEL-PYRAMID
Neue Schneidplatte für Bohrungen in Stahl
Soll Stahl unter labilen Bearbeitungsverhältnissen,
beispielsweise dünnen Wandungen, bearbeitet wer- MERKMALE
den oder sollen große Durchmesser in Stahl bear-
- Einsatz unter labilen Bearbeitungsverhältnissen
beitet werden, bietet MAPAL für den Schneidplat-
tenbohrer QTD eine neue Schneidplatte mit Pyra- - Universeller Einsatz (Stahl, Gusseisen)
midenspitze. Dank der innovativen Ausspitzung und - Innovative Ausspitzung
der Geometrie der Querschneide zentriert sich das - Selbstzentrierende Querschneide
Werkzeug selbst, ein sicherer Bohrungseintritt ist - Höchste Leistung in Kombination mit MAPAL
damit auch bei schwierigen Bearbeitungssituatio- Spannfuttern
nen gewährleistet. Dank eines flachen Spitzenwin-
kels von 160˚ ist zudem ein gratarmer Bohrungsaus-
tritt sichergestellt. VORTEILE
Die Beschichtung der neuen Schneidplatte ist spe- - Verbesserte Zentriereigenschaften dank
ziell auf die Stahlbearbeitung angepasst. Das zähe Pyramidenspitze
Substrat und die Geometrie der Schneidplatte sor- - Hohe Standwege durch zähes Substrat und
gen darüber hinaus für lange Standwege und eine robuste Geometrie
hohe Verschleißfestigkeit. Hat die Schneidplatte - Sehr guter Spanbruch und Abtransport der Späne
ihr Standzeitende erreicht, können Anwender sie - Flacher Spitzenwinkel (160°) für einen grat-
schnell, einfach und hochpräzise tauschen. Da das armen Bohrungsaustritt
kostenintensive Hartmetall auf die Schneidplatte - Einfaches Handling
begrenzt ist, ist der Einsatz des QTD Schneidplat- - Wirtschaftlich dank Begrenzung des kosten-
tenbohrers darüber hinaus besonders wirtschaftlich. intensiven Hartmetalls auf die Schneidplatte
NEUHEITEN 2021 | Lösungen für Fokusthemen 7
Pyramidenspitze
für optimale Selbstzentrierung.
QR-Code scannen
UND MEHR ERFAHREN.
Anwendungen:
Die Einsatzmöglichkeiten des QTD STEEL-PYRAMID sind vielfältig. Überall dort,
wo labile Bearbeitungsverhältnisse herrschen oder große Durchmesser bearbeitet
werden, spielt er seine Stärken aus. Unter anderem bei der Zerspanung von:
n Stahlträgern
n Planetengetriebeträgern für Antriebswellen
n Wärmetauschern, Kesselblechen
Anwendungsbeispiel: T-Träger aus S355 (St 52)
Bearbeitungsdaten Anzahl Bohrungen
Werkzeug: ø 18 mm | 5xD
Spannfutter: Flächenspannfutter +1.233 %
Kühlung: MMS-Innenkühlung MAPAL QTD
STEEL-PYRAMID 2.000
lB [mm]: 90
vc [m/min]: 63 Mitbewerber * 150
n [1/min]: 1.115
fn [mm/U]: 0,3 0 500 1.000 1.500 2.000
vf [mm/min]: 334 * Verschmelzung des Halters mit dem Bauteil durch klemmende Späne.
8 NEUHEITEN 2021 | Lösungen für Fokusthemen
Serienfertigung
von Scrollverdichtern
Scrollverdichter werden bereits seit längerer Herzstück eines jeden Scrollverdichters sind
Zeit erfolgreich in Klimaanwendungen und zwei ineinandergreifende Spiralen – fest- MERKMALE
Wärmepumpen eingesetzt. Sie zeichnen sich stehender Scroll (fixed scroll) und beweglich-
- Prozesssichere Komplettbearbeitung von
durch hohe Kälteleistung und Zuverlässig- er, orbitierender Scroll (orbiting scroll) –
keit sowie hervorragende Energieeffizienz und deren gegenläufige Bewegung das Medium Scrollverdichtern aus Aluminium
niedrige Schallemission aus. Durch die Elekt- verdichtet. Der Wirkungsgrad hängt insbeson- Ergebnisse:
rifizierung finden sie auch vermehrt Einzug in dere davon ab, wie genau diese Bauteile ge- - Hohe Formgenauigkeit der Spiralen (≤ 20 µm)
den Kraftfahrzeugbereich, hauptsächlich als fertigt sind. Die Anforderungen an Form- und - Hohe Rechtwinkligkeit der Flanken zur
Kältemittelverdichter für die Klimaanlage. Lagetoleranzen liegen dabei im Bereich von Grundfläche (≤ 20 µm)
wenigen μm. - Parallelität und Ebenheit von ≤ 10 µm
- Exakte Positionierung der Spiralen zueinander
MAPAL bietet den kompletten Prozess zur
Bearbeitung von Scrollverdichtern aus einer
Hand. Exemplarisch werden drei spezifische VORTEILE
Bearbeitungen an einem Scrollverdichter aus
Aluminium für den Einsatz in einem elektrifi- - Gesamte Prozessauslegung und Umsetzung
zierten Fahrzeug vorgestellt. aus einer Hand
- Hochpräzise Fertigung für Scrollverdichter
mit hohem Wirkungsgrad
- Effiziente und kostenoptimierte Werkzeug-
technologie
- Höchste Produktqualität, Prozesssicherheit
und Wirtschaftlichkeit
NEUHEITEN 2021 | Lösungen für Fokusthemen 9
1
2
3
1 2 3
Hochgenaue Spiralformen Exakte Lagerbohrung Einstiche für Dichtungselemente
Eine besondere Herausforderung ist die Bear- Eine Welle treibt den beweglichen Scroll orbi- Zur Minimierung des Kältemittelflusses von
beitung der Spirale, die eine definierte Recht- tierend an. Sie wird mittels eines Walz- oder Hoch- zu Niederdruckseite, zur Abdichtung der
winkligkeit von unter 0,02 mm aufweisen muss Kugellagers gelagert, wobei die Lagerbohrung Anschlussbohrungen oder zur Abdichtung des
und eine gemittelte Rautiefe im einstelligen entscheidend ist für die Positionierung der bei- Gesamtsystems können zusätzliche Dichtungs-
µm-Bereich zwingend voraussetzt. Trotz dieser den Spiralen zueinander. elemente eingesetzt werden. Für die Aufnahme
Anforderungen, der dünnen Wandung sowie der dieser Elemente sind Einstiche nötig. Die Vor-
Tiefe des Bauteils soll das Schlichten in einem Die Vorbearbeitung erfolgt durch Zirkularfrä- und Fertigbearbeitung der Einstiche erfolgt mit
Zug erfolgen. sen mit einem dreischneidigen PKD-Fräser. An- zweischneidigen PKD-Aufbohrwerkzeugen. Eine
schließend wird der Bund überfräst. Die Fertig- Schnittaufteilung reduziert die Schnittkräfte.
Die Vor- und Fertigbearbeitung der Spiralen er- bearbeitung der Lagerbohrung erfolgt mit einem
folgt mit zwei dreischneidigen Fräsern aus Voll- zweischneidigen PKD-Aufbohrwerkzeug mit zwei Das Werkzeug zur Fertigbearbeitung ist als
hartmetall. Entscheidend ist die hohe Genauig- Stufen. Die erste Stufe bearbeitet den großen Kombinationswerkzeug ausgeführt und ermög-
keit der Werkzeuge, die das Einhalten der Tole- Durchmesser der Lagerbohrung, die zweite den licht zusätzlich die Bearbeitung der Einstiche an
ranzen in Rund- und Planlauf kleiner 10 µm si- Bund fertig. Zur Reduzierung der Schnittkräfte den Anschlussbohrungen auf der Rückseite des
cherstellt. Die extrem scharfen Schneiden des erfolgt eine Schnittaufteilung. feststehenden Scrolls. Spanbrecher an den PKD-
Werkzeugs gewährleisten eine hohe Maßhaltig- Schneiden sorgen für mehr Spankontrolle und
keit. Durch den verstärkten Kerndurchmesser sind erhöhte Prozesssicherheit.
sie besonders stabil. Feinst geschlichtete Spannu-
ten sorgen für sichere und schnelle Spanabfuhr.
Der Schlichtfräser ist mit einer zusätzlichen
Fase am Durchmesser ausgestattet. Die Be-
arbeitung von Grund, Wandung und der Fase
an der Stirnfläche des Bauteils kann in einem
Schritt erfolgen, und das Werkzeug erreicht die
engen Toleranzen hinsichtlich Rechtwinkligkeit
und Oberfläche prozesssicher.
10 NEUHEITEN 2021 | Lösungen für Fokusthemen
E-Mobilität:
Lösungen für kleine Motorgehäuse
Die elektrifizierte Mobilität hat längst im All- gen sind hoch – es sind enge Form-, Lauf- und
tag Einzug gehalten. Dabei haben elektrische Lagetoleranzen vorgegeben. Exemplarisch werden
Antriebe zunächst in Fahrrädern den Weg in die zwei Werkzeuge vorgestellt:
breite Öffentlichkeit gefunden. Bei ihrer Pro- Über die vergangenen Jahrzehnte hat MAPAL
duktion stellen unter anderem die Motoren- umfassende Erfahrung bei der Zerspanung
gehäuse eine Herausforderung dar – sie von kleinen Motorgehäusen sowohl aus Alu-
müssen klein und leicht und gleichzeitig minium als auch aus Magnesium gesammelt, 1
hochgenau sein. beispielsweise bei Gehäusen für Motorsägen,
Mofas oder Rasenmäher. Allerdings sind mit
Die meisten Hersteller von kleinen Elektro- der Elektrifizierung die Genauigkeitsanforde-
motoren fertigen ihre Motorengehäuse aus rungen nochmals gestiegen.
Aluminiumdruckguss, häufiger noch aus Ma-
gnesiumdruckguss. Die Gehäuse sind sehr MAPAL bietet ein Rundumpaket für die Zer-
dünnwandig, labil und damit anfällig für Vi- spanung von kleinen Gehäusen aus Aluminium
brationen. Mehrstufige oder Magnesium. In erster Linie eignen sich
Konturzüge innerhalb der PKD- und Vollhartmetallwerkzeuge bestens
Gehäuse bieten den Platz für die Zerspanung der beiden Werkstoffe. Je
für die unterschiedlichen nach Anforderungen und Komplexität legt der 2
Funktionsbauteile der Werkzeughersteller das passende Konzept aus,
Motoren. Die geome- inklusive aller Werkzeuge und Spannfutter.
trischen und maß- Kombinationswerkzeuge, die jeweils mehrere
lichen Anforderun- Arbeitsschritte abdecken, machen den Prozess
besonders wirtschaftlich.NEUHEITEN 2021 | Lösungen für Fokusthemen 11
1 2
PKD-Werkzeug bearbeitet Bohren und Fräsen
Lager- und Positionsbohrungen kombiniert in einem Werkzeug
am Magnesiumgehäuse
Bei der Bearbeitung von Lager- und Positions- Ein weiteres Werkzeug kombiniert die Fräs-
bohrungen an einem konkreten Magnesiumge- und Bohrbearbeitung an einem Magnesium- MERKMALE
häuse stellten vor allem starke Vibrationen eine gehäuse. Während Bohrstufen die Lagerboh-
- Komplettpaket für kleine Motorengehäuse
Herausforderung dar, da das Bauteil im Bereich rung und die Positionsbohrung bearbeiten,
der dritten Lagerbohrung extrem dünnwandig kommt eine Frässtufe zum Fertigen der Dicht- aus Aluminium oder Magnesium
ist. Das Werkzeug muss an den vorgegossenen nut zum Einsatz. Auch beim Einsatz dieses - Abgestimmt auf die jeweilige Geometrie
Bohrungen 0,6-1 mm Material abtragen. Werkzeugs galt es, Vibrationen zu verhindern des Gehäuses
und den Schnittdruck gering zu halten. Die
Folgende Parameter sind einzuhalten:
Werkzeugexperten erreichten dies, indem sie
n Rundheit < 0,01 mm
Zähnezahl und Geometrie der Frässtufe opti- VORTEILE
n Durchmessertoleranz IT7
mal aufeinander abstimmten. Dadurch werden
n Gemittelte Rautiefe R < 10 µm
z - Besonders wirtschaftlicher Prozess
zudem Späne in der Nut vermieden.
MAPAL legte dafür ein komplexes, mehrstufiges - Prozesssicherheit durch aufeinander abge-
PKD-Kombinationswerkzeug aus, das die drei stimmte Schritte
Schnittdaten der Frässtufe:
Lagerbohrungen und die Positionsbohrung des n Drehzahl 8.000 min
-1 - Höchste Präzision
Lagersitzes in einem Schuss bearbeitet – pro- n Vorschubgeschwindigkeit 7.200 mm/min
zesssicher innerhalb der geforderten Toleranzen. n Vorschub 0,15 mm
Das Werkzeug arbeitet
mit folgenden Schnittdaten:
n Drehzahl 8.000 min
-1
n Vorschubgeschwindigkeit 3.200 - 4.800
mm/min
n Vorschub 0,1-0,15 mm12 NEUHEITEN 2021 | Lösungen für Fokusthemen
PKD für die Bearbeitung
anspruchsvoller Luftfahrtbauteile
Ein Großteil der für moderne Flugzeuge und Hubschrauber verwendeten
Bauteile bestehen aus Aluminiumlegierungen oder Composite-Materialien
beziehungsweise Kombinationen dieser Werkstoffe. Das hat mit der Präven-
tion gegen Materialermüdung bei gleichzeitig geringem Gewicht zu tun.
Bei der Zerspanung der Luftfahrtbauteile steht vor allem die Prozesssicher-
heit im Fokus. PKD-Werkzeuge (Polykristalliner Diamant) von MAPAL er-
füllen diese Anforderung in hohem Maße und überzeugen zudem durch
lange Standzeiten und beste Bearbeitungsergebnisse.
60 Prozent mehr Standzeit beim Bohren von Composite-Werkstoffen
Im Flugzeugbau müssen in Composite-Bau- In den geschlitzten Grundkörper aus Voll-
teile und Materialverbunde in der Montage hartmetall wird die beidseitig polierte PKD- MERKMALE
tausende von Bohrungen für Nietverbindun- Schneide eingebracht. Dadurch ist das gesam-
te System besonders stabil. Dank des Spitzen- - Bohrer mit durchgängiger PKD-Schneide
gen eingebracht werden. In der Regel kom-
men dafür Vollhartmetallbohrer mit Diamant- winkels von 115˚ zentriert sich der Bohrer sehr - Polierte Spannut
beschichtung zum Einsatz. Für spezielle An- gut selbst. Der Differentialspitzenwinkel von - Führungen aus Hartmetall
wendungen sind diese allerdings ungeeignet. 80° sorgt für einen sauberen Bohrungsaustritt - Nachschleifbar
Vor allem bei extrem hohen Anforderungen an ohne Delamination. - Wiederaufbereitbar durch Austausch der
Standzeit, Prozesssicherheit und Qualität der PKD-Schneide
Bohrung sollen die Grenzen noch weiter hin- Bei einer Kundenanwendung überzeugt der
ausgeschoben werden. Bohrer nicht nur durch hohe Prozesssicher-
heit. Auch die Standzeit begeistert den Kun- VORTEILE
MAPAL hat einen neuen PKD-Bohrer zur Bear- den. In einem Helikopterbauteil werden in die-
beitung von Composite-Materialien, wie CKF sem Fall Bohrungen für Bolzen eingebracht. - Hohe Prozesssicherheit
(Kohlenstofffaserverstärkter Kunststoff) und Das Bauteil besteht aus 50 mm starkem CFK. - Niedrige Cost-per-Part aufgrund langer
Schichtverbunde aus Aluminium und CFK, in Das bisher eingesetzte Werkzeug hatte nach Lebensdauer des Werkzeugs
der Montage entwickelt. Der Bohrer zeich- 50 Bohrungen sein Standzeitende erreicht. - Delaminationsfreie Bohrungen
net sich vor allem durch seine durchgängige Bei höheren Schnittwerten und einer deutlich - Gute Span- beziehungsweise Staub- und
PKD-Schneide aus. Bisher kamen im Zentrum besseren Qualität der Bohrungen realisiert der damit Wärmeabfuhr
meist Spitzen aus Vollhartmetall zum Einsatz, Kunde mit dem PKD-Bohrer von MAPAL mit
nur die Seiten waren PKD-bestückt. Allerdings einem Durchmesser von 19 mm über 80 Boh-
sorgte die Unterbrechung der Schneide für rungen – eine Steigerung um 60 Prozent ge-
Instabilität an den Übergängen, der Lötspalt genüber den lediglich an den Seiten mit PKD-
neigte zu Ausbrüchen. Diese Instabilität hat bestückten Werkzeugen.
MAPAL mit dem neuen Werkzeug eliminiert.NEUHEITEN 2021 | Lösungen für Fokusthemen 13
PKD-Schruppfräser für die Trockenbearbeitung
Bei der Bearbeitung der Strukturbauteile Die Geometrie des neuen Fräsers ist in vie-
von Flugzeugflügeln aus Aluminium wird ein lerlei Hinsicht identisch mit der des Pendants MERKMALE
Großteil des vorhandenen Materials zerspa- aus Vollhartmetall. Die speziell ausgelegte
Kordelschruppgeometrie sorgt für einen wei- - PKD-Schruppfräser zur prozesssicheren
nend abgetragen. Für die Schruppbearbeitung
der Kammern beziehungsweise Taschen inner- chen Schnitt und reduziert Prozesskräfte. Sie Trockenbearbeitung von langspanenden
halb des Flügels hat MAPAL mit dem OptiMill- verleiht dem Werkzeug zudem hervorragen- Aluminiumlegierungen
SPM-Rough einen Fräser aus Vollhartmetall de Taucheigenschaften. Der Wärmeeintrag ins - Kordelschruppgeometrie für einen weichen
im Portfolio, der bereits vielfach seine Leis- Bauteil ist minimal. Schnitt
tungsfähigkeit unter Beweis gestellt hat. Al-
lerdings eignet sich dieser Schruppfräser aus- Dank der erheblich längeren Standzeit des
schließlich für die Nassbearbeitung. Denn: Bei PKD-Werkzeugs bei der Trockenbearbeitung VORTEILE
der Trockenbearbeitung von langspanenden der langspanenden Aluminiumlegierungen im
Aluminiumlegierungen, wie sie im Flugzeug- Vergleich zu der des Pendants aus VHM, ist - Hohes Zeitspanvolumen, hoher Material-
bau zum Einsatz kommen, stoßen Werkzeu- dessen Einsatz deutlich wirtschaftlicher. Die abtrag
ge aus Vollhartmetall an ihre Grenzen. Schnell höheren Werkzeugkosten amortisieren sich - Exzellente Laufruhe
bilden sich Aufbauschneiden, und die Werk- schnell. - Weicher Schnitt und reduzierte Schnittkräfte
zeuge unterliegen einem deutlich zu hohen - Geringe Gratbildung
Verschleiß. - Wirtschaftlich dank langer Standzeit
Damit sich die Kammern und Taschen am Flü-
gel nicht mit dem Kühlmedium füllen, kam
vermehrt die Forderung nach einem Werkzeug
zur Trockenbearbeitung auf, der MAPAL mit
einem PKD-bestückten Fräser entspricht.14 NEUHEITEN 2021 | Lösungen für Fokusthemen
Rockbit-Drill
verbessert Bergbohrwerkzeuge
Im Bergbau kommen High-Tech-Aufbauten, Um Prozesssicherheit im Bergbau zu gewähr- In Kombination mit einem MAPAL Hydrodehn-
-Geräte und -Werkzeuge zum Einsatz. leisten, wird viel Wert auf die hochpräzise Fer- spannfutter bearbeiten Anwender die Sitze für
tigung von Rollenmeißeln und Bohrkronen ge- die Bit-Einsätze mit dem Rockbit-Drill pro-
Bergbohrwerkzeuge haben einen elementaren legt. Die Sitze für die Bit-Einsätze bearbeiten zesssicher und hochpräzise.
Anteil an Prozessen im Bergbau. Wenn bei- die Hersteller deshalb µm-genau.
spielsweise Sprenglochbohrungen, Bohrungen
für Pipelines oder neue Schächte in Minen er- MAPAL hat speziell für die Bearbeitung der
zeugt werden, brechen die Werkzeuge das Ge- Bit-Sitze den Rockbit-Drill aus Vollhartmetall
stein und tragen es in Brocken aus. Für die entwickelt. Die innovative Beschichtung des
unterschiedlichen Anwendungen kommen Bohrers sorgt für eine hohe Verschleißfestig-
bei größeren Durchmessern oft Rollenmeißel keit und damit eine lange Standzeit. Den op-
zum Einsatz. Die Verwendung von Bohrkro- timalen Abtransport der Späne stellen spezi-
nen hat sich vor allem für kleinere Durchmes- ell gestaltete Spannuten sicher. Durch seine
ser bewährt. Vierfasengeometrie erzeugt das Werkzeug
eine optimale Bohrungsqualität hinsichtlich
Beiden Werkzeugarten – Rollenmeißel und Fluchtungs- und Positionsgenauigkeit. Er ist
Bohrkrone – ist gemeinsam, dass ihre Grund- mit einem Spitzenwinkel von 141˚ zur Bear-
körper aus Stahl (Kaltarbeitsstahl, legiertem beitung der Bohrkronen-Sitze und einem Spit-
Vergütungsstahl oder Sonderstahl) mit Bit- zenwinkel von 180˚ zur Bearbeitung der Rol-
Einsätzen aus Hartmetall bestückt sind, um lenmeißel-Sitze verfügbar.
auch hochhartes Gestein zu brechen.NEUHEITEN 2021 | Lösungen für Fokusthemen 15
QR-Code scannen
UND MEHR ERFAHREN.
MERKMALE
- Vollhartmetallbohrer mit innovativer
Beschichtung für die Bearbeitung der Bit-
Einsätze von Bergbohrwerkzeugen
- Spitzenwinkel 141˚ zur Bearbeitung der
Bohrkronen-Sitze
- Spitzenwinkel 180˚ zur Bearbeitung der
Rollenmeißel-Sitze
VORTEILE
- Hohe Verschleißfestigkeit und lange Stand-
zeit
- Speziell gestaltete Spannut für optimalen
Abtransport der Späne
- Vierfasengeometrie für maximale
Bohrungsqualität hinsichtlich Fluchtungs-
und Positionsgenauigkeit
- Geringe Gratbildung
- Hohe Maßhaltigkeit der Bohrungen – damit
hoher Grad an Automatisierung möglich16 NEUHEITEN 2021 | Reiben und Feinbohren
MMS
PSR – Press-to-size-Reamer – Wirtschaftliches Reiben
in Guss und Stahl mit hohen Stückzahlen
Für die Großserienfertigung bringt MAPAL ein noch verstärkt wird durch die Tatsache, dass
neues System an Wechselkopf-Reibahlen auf im Gegensatz zu Hartmetall-bestückten Reib- MERKMALE
den Markt. Das Ziel der Neuentwicklung war werkzeugen die Vollhartmetall-Wechselköp-
fe mit CVD-Beschichtung ausgeführt werden - Hochgenaues VHM-Wechselkopfsystem
es, die Kosten pro Bohrung massiv zu redu-
zieren. Die Vollhartmetall-Wechselköpfe sind können, mit entsprechend positiven Auswir- - Plug-and-Play
dabei kostenoptimiert so ausgestaltet, dass sie kungen auf die Standzeit. - Im Durchmesserbereich 12 bis 25 mm
dezidiert auf einzelne Durchmesser und Geo- verfügbar
metrien angepasst werden. Das Wechselkopf- - Wirtschaftliche Einwegköpfe
system für den Durchmesserbereich 12 bis 25 Anwendungsbeispiel - MMS möglich
mm besteht aus einem robusten Halter, dem Bauteil: Kreuzgelenkgabel
Vollhartmetall-Wechselkopf und einem Kühl- Werkstoff: C18
mittelverteilelement. Der Wechsel der Köpfe Durchmesser [mm] : 15,025 VORTEILE
kann durch den Kundenmitarbeiter vor Ort er- Toleranz [µm] : 18
folgen, ein großer Pluspunkt in Sachen Wirt- Reibtiefe [mm] : 8-16/Seite - Einfaches Handling
schaftlichkeit. Dabei wird der Wechselkopf le- Schnitttiefe ap [mm] : 0,07 - Hohe Wirtschaftlichkeit
diglich getauscht und entsorgt. Eine Wieder- Rundheit [µm] : 9 - Hohe Standzeit
aufbereitung der Wechselköpfe ist in diesem - Reduzierter Logistikaufwand
Werkzeuglösung: PSR Einwegkopf
System nicht vorgesehen. Anzahl Schneiden: z=6
Schälanschnitt
Durch den Wegfall des Logistikzyklus verbes- Schneidstoff: HP421
sert das neue Wechselkopf-System die Wirt- Halter für MMS
schaftlichkeit von Reibbearbeitungen in der
Großserie signifikant. Ein Effekt, der sogar Standzeit: 22.000 BauteileNEUHEITEN 2021 | Reiben und Feinbohren 17
Erweiterung im FixReam-Programm
Durchgangs- und Grundbohrung mit einem Werkzeug
Die Baureihen der Hochleistungsreibahle Durch die universelle Einsatzmöglichkeit des
FixReam aus Vollhartmetall decken einen brei- Werkzeugs muss nur noch eines anstatt zwei- MERKMALE
ten Anwendungsbereich ab und haben sich en für Durchgangs- und Grundbohrungen vor-
gehalten werden. Damit verringern sich die - Eine Reibahle für Durchgangs- und Grund-
bereits vielfach bei der Stahl- und Gussbear-
beitung bewährt. Lagerkosten. bohrungen
- Im Durchmesserbereich 4 bis 20 mm verfügbar
Jetzt erweitert MAPAL die Baureihe um die Zudem wird durch die kurze Bauform die Res- - Patentierte Rundschlifffase
FixReam Short Plus mit neu entwickelten source Hartmetall geschont und die Stabilität
Kühlmittelaustritten. Mit der FixReam Short des Werkzeugs wird verbessert.
Plus können Anwender sowohl Durchgangs- VORTEILE
als auch Grundbohrungen bearbeiten. Eine
patentierte Rundschlifffase sorgt für eine um - Bessere Qualität
bis zu 30 Prozent verbesserte Rundheit und - Universell einsetzbar
Zylinderform der Bohrung. Durch die Schnei- - Ressourcensparend
denaufteilung entsteht ein ruhiger Lauf mit
wenig Vibrationen. Dies führt zu besten Ober-
flächengüten.18 NEUHEITEN 2021 | Bohren
Tritan-Drill-Reamer
Dreischneidig Bohren und Reiben in einem Arbeitsgang
Um möglichst wirtschaftlich zu fertigen, ist es Mit sechs Führungsfasen für exzellente Füh-
ein bewährtes Mittel, mehrere Bearbeitungs- rungseigenschaften, feinstgeschliffene Span- MERKMALE
schritte in einem Werkzeug zusammenzufas- nuten mit abgestimmter Nutform für gute
- Kombination aus Anbohren, Bohren und
sen. So können beispielsweise Bohrungen mit Spanabfuhr und einer selbstzentrierenden
dem Drill-Reamer von MAPAL gleichzeitig ge- Querschneide überzeugt der neue Tritan-Drill- Reiben
bohrt und gerieben werden. Reamer auf ganzer Linie. - Längenausführung 3xD und 5xD
- Drei Schneiden und sechs Führungsfasen
Um Passungsbohrungen noch genauer mit Die selbstzentrierende Querschneide sorgt für - Mit Innenkühlung
nur einem Werkzeug herzustellen zu können, gute Positionsgenauigkeit und ein verbesser- - Toleranzausführungen ±0,003 mm und H7
hat MAPAL den Drill-Reamer um eine weitere tes Anbohrverhalten. Drei Schneiden garan-
Schneide ergänzt. tieren eine optimale Rundheit der Passungs-
bohrung und höchste Leistungsfähigkeit. Die VORTEILE
Reibschneide erzeugt beste Oberflächen.
- Reduzierte Haupt- und Nebenzeiten
- Beste Performance und höchste Genauig-
keiten
- Hohe PositionsgenauigkeitNEUHEITEN 2021 | Bohren 19
10 mm
MICRO-Drill-Steel
Durchmesser ab einem Millimeter mit Innenkühlung bohren
Ob bei der Bearbeitung von Einspritzdüsen für Die Nutform mit Kernverjüngung sorgt für den
Fahrzeuge oder bei der Herstellung von For- idealen Abtransport der Späne auch bei zähen MERKMALE
men für kleinste Spritzgussbauteile – Zerspa- Stahlwerkstoffen. Höchste Performance und
Standwege sind dank neuer Schneidstoffkom- - Bohrer für die Stahlzerspanung im Mikro-
nung im Mikrobereich findet in vielen Berei-
chen Anwendung. bination und speziell darauf abgestimmten bereich
Mikrogeometrien garantiert. - Im Durchmesserbereich 1,0 bis 2,9 mm mit
Um für diese Bearbeitungen das passen- Innenkühlung verfügbar
de Werkzeug zu bieten, hat MAPAL das Pro- - Vier Führungsfasen
gramm der Vollhartmetallbohrer für die Stahl- - Auf Stahl abgestimmte Mikrogeometrien
bearbeitung erweitert. Die neue MICRO-Drill-
Serie für den Durchmesserbereich von 1,0 bis
2,9 mm mit Innenkühlung können Anwender VORTEILE
bei Bohrtiefen von 5xD, 8xD und 12xD einset-
zen. Vier Führungsfasen sorgen für beste Füh- - Idealer Späneabtransport
rungseigenschaften. Die Geometrie haben die - Hohe Performance
Werkzeugexperten speziell für die effiziente - Hohe Steifigkeit
und wirtschaftliche Bearbeitung von Kleinst-
bohrungen in Stahl entwickelt.20 NEUHEITEN 2021 | Programmerweiterungen VHM-Werkzeuge
MEGA-Speed-Drill Steel
Programmerweiterungen
bei Vollhartmetallwerkzeugen
Das bestehende Portfolio muss sich stets an den neus-
ten Entwicklungen messen lassen. Und so werden be-
stehende Programme ausgebaut, fehlende Abmessun-
gen ergänzt und vorhandene Werkzeuge kontinuierlich
optimiert.
1 2 3NEUHEITEN 2021 | Programmerweiterungen VHM-Werkzeuge 21
OptiMill-Uni-HPC-Plus
OptiMill-Uni-Wave
1 2 3
MEGA-Speed-Drill-Steel in 12xD OptiMill-Uni-Wave in 4xD OptiMill-Uni-HPC-Plus z=2
Für Hochgeschwindigkeitsbearbeitungen beim Auch im Bereich des Fräsen erweitert MAPAL Der OptiMill-Uni-HPC-Plus mit zwei Schnei-
Bohren bietet MAPAL den MEGA-Speed-Drill- das Programm. Der Kordelschruppfräser den erweitert das Programm der universell
Steel nun auch mit einer Länge von 12xD. OptiMill-Uni-Wave ist nun zusätzlich mit einsetzbaren Hochleistungsfräser OptiMill-
Drei Führungsfasen sorgen für höchste Lauf- einer Schneidkantenlänge von 4xD erhältlich. Uni-HPC-Plus. Die zweischneidige Ausfüh-
ruhe und Prozesssicherheit. Dank des feinst- Der Vollhartmetallfräser ist das ideale Werk- rung überzeugt mit großen Spanräumen und
geschliffenen Nutprofils ist die Reibung zwi- zeug, wenn es um das Vollnutfräsen in unter- optimierter Spanraumgeometrie und sorgt so
schen Spänen und Werkzeug reduziert. Die schiedlichen Werkstoffen geht. Durch seine für eine optimale Spanabfuhr. Ein Hochleis-
Spanabfuhr erfolgt schnell und prozesssi- Geometrie sind höchste Zerspanungsraten tungssubstrat in Kombination mit einer High-
cher. Durch ihre spezielle, ballige Form ist die möglich. End-Beschichtung garantieren ausgezeichne-
Hauptschneide extrem robust und belastbar. te Werkzeugstandzeiten.
Die Kombination dieser Merkmale sorgt für
hohe Standzeiten und höchste Produktivität.
MERKMALE
MERKMALE MERKMALE - Große Spanräume und optimierte Spanraum-
geometrie
- Hochgeschwindigkeitsbohrer nun auch in - Hochleistungsschruppfräser zum Nutfräsen - Hochleistungssubstrat und -beschichtung
12xD verfügbar jetzt auch in 4xD - Dynamische Drallsteigung und Ungleichteilung
- Drei Führungsfasen - Ungleich geteilte Schneiden - Präzise Schneidkantenverrundung
- Feinstgeschliffenes Nutprofil - Im Durchmesserbereich 6 bis 20 mm verfügbar - Im Durchmesserbereich 1 bis 20 mm verfügbar
- Im Durchmesserbereich 3 bis 18 mm verfügbar
VORTEILE VORTEILE
VORTEILE
- Universell einsetzbar - Optimale Spanabfuhr
- Höchste Laufruhe und Prozesssicherheit - Höchste Zerspanungsraten - Ausgezeichnete Werkzeugstandzeiten
- Optimale Spanabfuhr - Ideale Spanbildung durch Kordelschrupp- - Hohe Oberflächenqualität
- Robuste und belastbare Hauptschneide geometrie - Auch für Ramping und Stechoperationen
- Hohe Standzeit und Produktivität - Höchst wirtschaftliche Bearbeitung geeignet22 NEUHEITEN 2021 | Spannen
Hydro DReaM Chuck 4,5° Hydro Mill Chuck
Neue Generation an Spannmitteln – Hydro Mill Chuck &
Hydro DReaM Chuck 4,5° erhalten Design Award
Beide Hydrodehnspannfutter-Baureihen – Hydro längere Werkzeugstandzeit und garantiert op- Das neue Hydrodehnspannfutter Hydro Mill
Mill Chuck und Hydro DReaM Chuck – im neuen timale Oberflächengüten. Chuck ist speziell für das Spannen von Fräs-
Design vereinen erkennbar das Leistungsver- werkzeugen mit HA-Schaft ausgelegt. Durch
sprechen an Qualität und Funktion. Dies gelingt Zusätzlich sorgt die brillante Oberfläche, die die hohe Temperaturfestigkeit von 80 C°
durch ein optimales Zusammenspiel von geome- MAPAL durch ein speziell entwickeltes Polier- auch bei sehr langen Fräszyklen überzeugt
trischen und funktionellen Eigenschaften. verfahren erzeugt, dafür, dass die Spannfut- es bei hochdynamischen Fräsanwendun-
ter schmutz- und korrosionsbeständiger sind. gen, wie SPM (Structural Part Milling), HSC
Das neu entwickelte Hydrodehn-Spannsystem Anwender können das Werkzeug prozesssicher (High Speed Cutting) oder HPC (High Perfor-
ermöglicht hohe Bearbeitungsparameter durch in der Aufnahme mit geringem Kraftaufwand mance Cutting), von hochwertigen Bauteilen
hervorragende Stabilität und Genauigkeit. Es spannen. Dafür sorgt das „Foolproof-Hand- mit einer ausgezeichneten Prozesssicherheit
minimiert selbsterregte Schwingungen wo- ling“, also eine einfache und selbsterklären- und hohem Zeitspanvolumen. Es ist univer-
durch eingespannte Werkzeuge keinen Mik- de Handhabung der Spannfutter. Insbesondere sell für Schrupp-, Semi- und Schlichtoperati-
roschwingungen ausgesetzt werden. Das wie- beim Hydro DReaM Chuck 4,5° bedeutet dies onen ausgelegt.
derum führt zu einer reduzierten Spindellast eine erhebliche Zeitersparnis gegenüber ande-
um bis zu 15 Prozent, ermöglicht eine deutlich ren Spannmechanismen.NEUHEITEN 2021 | Spannen 23
Hydro Mill Chuck Hydro DReaM Chuck 4,5°
QR-Code scannen
UND MEHR ERFAHREN.
Das Hydro DReaM Chuck 4,5° ist für Reib-
und Bohranwendungen sowie zum Einsatz mit MERKMALE VORTEILE
Schlichtfräsern optimiert. Es ermöglicht mit
- Hydrodehnspannfutter Hydro Mill Chuck - Größtmögliche Stabilität bei optimalem
minimaler Störkontur durch die Spanneinlei-
tung im HSK-Bund maximale Steifigkeit bei für hochdynamische Fräsanwendungen Ressourceneinsatz
geringem Materialeinsatz. Die Außenkontur - Ausgezeichnete Ergebnisse bei Verwendung - Geringes Betätigungsmoment
des Hydro DReaM Chucks ist eins zu eins an von Werkzeugen mit HA-Schaft - Hohe Langzeit-Temperaturfestigkeit
die DIN 69882-8 für Warmschrumpffutter an- - Für Hochleistungsfräsbearbeitungen bis max. - Optimale Oberflächengüte
gelehnt. Dadurch sind die Vorteile der Hydro- 33.000 Umdrehungen pro Minute - Schmutz- und korrosionsbeständig
dehnspanntechnik auf diese Anwendungen - Hydrodehnspannfutter Hydro DReaM Chuck - Selbsterklärendes und einfaches Handling
übertragbar. 4,5° für Reib- und Bohranwendungen sowie
zum Schlichten bei Fräsoperationen
- Schlanke DIN-Kontur mit 4,5°
- Maximale Prozesssicherheit und Standzeit
durch preisgekröntes Industriedesign24 NEUHEITEN 2021 | Einstellen
Modulares optisches Einstellgerät
im Einstiegssegment
Das Portfolio für den digitalen Einstellraum men und bietet somit die optimale Basis für der UNISET-V Baureihe für das vollautomati-
wird durch ein neues Einstellgerät in der weitere Prozessautomatisierung. Damit wird sche Vermessen von komplexen Werkzeugen
UNISET-V Baureihe erweitert. Es eröffnet die die Lücke neben den bestehenden Produkten mit Tast- und Kamerasystemen geschlossen.
Einstiegsmöglichkeit für vollautomatische der manuellen UNISET-C Produktlinie für den
Messabläufe mit hochpräzisen Kamerasyste- Einstiegsbereich und den Premium Modellen Das Einstellgerät ist kompakt und schwin-
gungsgedämpft aufgebaut und fest mit einem
Untergestell verbunden. Die gute Zugäng-
lichkeit und hohe Wiederholgenauigkeit von
±2 µm ermöglicht einfaches und prozesssi-
cheres Einstellen der Werkzeuge. Das Haupt-
augenmerk des Einstellgeräts liegt auf dem
Messbügel mit optischer Messkamera. Dank
Linearantrieb lässt sich dieser automatisch in
der Horizontalen und Vertikalen schnell, präzi-
se und geräuschlos auf die gewünschte Mess-
position verfahren.
Durch den modularen Geräteaufbau kann das
Einstellgerät nach individuellen Anforderun-
gen konfiguriert werden. So können unter an-
derem Messbereiche von bis zu 1.000 mm in
Bezug auf Werkzeugdurchmesser und Werk-NEUHEITEN 2021 | Einstellen 25
Software Features
n Bedienerfreundliche Software UNISET
n Optionale Werkzeugidentifikationssoftware mit Werkzeugchip
n Benutzerfreundliche Programmierung für individuelle und voll-
automatische Programmabläufe
n Möglichkeit zur Fernwartung
n Zusätzliche Serviceleistungen auswählbar (z. B. Jahreswartung,
Programmoptimierung, Schulungspakete)
c-Connect ist optional für das neue Einstell-
gerät verfügbar und ermöglicht eine ein-
zeuglänge abgedeckt werden. Vor allem
feste Werkzeuge, beispielsweise VHM- oder MERKMALE fache und effiziente Digitalisierung der
Werkzeugdaten.
PKD-Werkzeuge, können mit dem UNISET-V
- Präzises Einstellen und Messen mit hoher Bestehend aus einer Box und einer umfang-
vollautomatisch gemessen und eingestellt
Wiederholgenauigkeit (±2 µm) reichen Software gibt es mit c-Connect die
werden. Dabei stellen Werkzeuggewichte bis
- Werkzeuge bis 1.000 mm bei Durchmesser Möglichkeit in der Fertigung die Bearbei-
zu 160 kg kein Problem für das UNISET-V dar.
und Länge einstellbar tungsmaschinen einfach und kostengünstig
- Stabiler schwingungsgedämpfter Aufbau mit zu vernetzen und Werkzeugdaten fehlerfrei
Durch den Einsatz der UNISET Software lässt
integrierter Monitorhalterung zu übertragen.
sich das neue Einstellgerät nahtlos in beste-
hende Strukturen einbinden. Es bietet alle - Optionale Zweitkamera am Messbügel zur
Überprüfung der Drehmittenhöhe mit Vorteile von c-Connect:
Möglichkeiten in Bezug auf Schnittstellen mit
n Manuelle Eingabefehler der Werkzeugdaten
CAM-Systemen, Werkzeugmaschinen-Steuer- regelbarem Auflicht
in die Maschinensteuerung sind ausge-
ungen und den Ausgabesystemen der schlossen
UNIBASE Produktlinie. Integrierte Regelgeo-
VORTEILE n Maschinenstillstände werden minimiert –
metrien erlauben es, innerhalb weniger Se-
c-Connect überwacht die Maschine indirekt
kunden vollautomatische Messungen am über die Maschinenampel
24“-Touchscreen durchzuführen. Zum schnel- - Flexibel konfigurierbar durch modularen Aufbau
- Gute Zugänglichkeit auf mobilem Untergestell n Alle Daten sind transparent und stehen auch
leren Aufrufen oder Protokollieren von Werk-
- Schnelles und präzises Handling und Positio- nach dem Abrüsten noch zur Verfügung
zeugdaten kann optional mit einem Werk-
nieren des Messbügels durch Linearantrieb n Unnötige Nebenzeiten werden eingespart, die
zeugchip gearbeitet werden. Auf Kunden-
- Intuitive und vollumfängliche Software UNISET Maschine kann schneller gerüstet werden
wunsch sind Erweiterungen oder Anpassun-
gen der Software UNISET möglich. n Unabhängigkeit von der Maschinensteuerung
und Hersteller
n c-Connect auch als Offline-Lösung erhältlich26 NEUHEITEN 2021 | Werkzeug- und Formenbau
Werkzeug- und Formenbau:
Alles aus einer Hand
Als Technologiepartner bietet MAPAL den Das breite Portfolio von MAPAL umfasst leis-
Werkzeug- und Formenbauern nicht nur hohes tungsstarke Präzisionswerkzeuge für alle An-
Prozess-Know-how sondern auch technolo- wendungsbereiche. Ergänzt wird das Pro-
gisch führende Werkzeuge und Dienstleistun- gramm um die passende Spanntechnik
gen, die den Bedürfnissen und Anforderungen sowie verschiedene Dienstleistungen
dieses Marktes exakt entsprechen. Im Vorder- rund um die Prozessoptimierung und
grund stehen dabei höchste Präzision, lange die vernetzte Fertigung – alles aus
Standzeiten und vor allem Prozesssicherheit. einer Hand. Bei Bedarf bietet MAPAL
zudem individuelle Werkzeuglösun-
gen an.NEUHEITEN 2021 | Werkzeug- und Formenbau 27
Erfahren Sie mehr unter:
formenbau.mapal.com
Neuer Branchenkatalog
„Werkzeug- und Formenbau“
Auf mehr als 500 Seiten präsentiert MAPAL Der Katalog ist in Deutsch und Englisch ver-
das Werkzeugangebot in den Bereichen Frä- fügbar. Weitere Sprachen sind in Vorbereitung. MERKMALE
sen, Vollbohren und Senken sowie Rei-
- Komplettangebot an Werkzeugen, Spann-
ben und Feinbohren. Ebenso enthalten Die im Katalog gelisteten Standardwerkzeu-
sind das Angebot an Spanntechnik ge sind im Direktvertrieb und bei den Han- technik, Peripherie und Dienstleistungen
sowie Einstell-, Mess- und delspartnern von MAPAL erhältlich, zunächst - Technologiepartner mit umfassendem
Ausgabegeräten. in Deutschland. Ab 2021 ist das Gesamtsorti- Zerspanungs- und Prozess-Know-how
ment für den Werkzeug- und Formenbau in- - Kundenspezifische Lösungen
ternational verfügbar.
Weitere interessante Einblicke rund um Zer- VORTEILE
spanungslösungen für den Werkzeug- und
Formenbau sind auf formenbau.mapal.com - Umfassendes Portfolio
zu finden. Dort kann auch die elektronische - Alles aus einer Hand
Ausgabe des Katalogs heruntergeladen wer- - Technologisch führende Werkzeuge
den. Gedruckte Katalogexemplare können auf - Kurze Lieferzeiten
www.mapal.com über die Bestellfunktion ge-
ordert werden.FRÄSEN
DREHEN
SERVICES
SPANNEN
AUSSTEUERN
REIBEN | FEINBOHREN
EINSTELLEN | MESSEN | AUSGEBEN
VOLLBOHREN | AUFBOHREN | SENKEN
Entdecken Sie jetzt Werkzeug- und Service-Lösungen, die Sie vorwärtsbringen:
www.mapal.com
Bestell-Nr. 10166842 | V1.0.0
NEU21-DE-NE-01-195-1020-VVA Gedruckt in Österreich. Änderungen der technischen Daten vorbehalten. © MAPAL Dr. Kress KG | Nachdruck, auch auszugsweise, nur nach Genehmigung des Herausgebers.Sie können auch lesen