Characterization of Metal Scrap by Multisensor Systems
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Abstract
Characterization of Metal Scrap
by Multisensor Systems
Max Kölking, Sabine Flamme and Sigrid Hams
Due to increasingly scarce primary resources and a forecast supply risk for numerous
economically strategic metals, an increasing dependence on imports of metallic raw
materials is to be expected in the upcoming years. This will result in economic and
raw material policy incentives to increasingly use old and new scrap as secondary raw
materials in order to ensure the supply of raw materials in metal-producing companies.
Efficient recycling of metals requires the alloys contained in the scrap to be separated by
type. However, with the currently available technology in the processing plants, alloy-
specific recovery is only possible to a limited extent. The inadequate separation results,
among other things, in valuable alloying elements (e.g. molybdenum, nickel, cobalt)
being introduced into the various main metal streams and not subsequently recovered
(non-functional recycling). By reliably specifying the scrap produced, these losses can
be minimised and functional recycling increased. Currently, the composition of metal
scrap is mainly checked by discontinuous analyses. Due to the long time interval bet-
Metalle und Elektronikschrott
ween sampling and the availability of the analysis results, direct process control in the
processing and recovery plants is generally not possible or only possible to a limited
extent. An alternative approach is offered by continuous methods (real-time analysis).
Against this background, a real-time analysis system was developed in the ARGOS joint
project (funded by the German Federal Ministry of Education and Research), which
has a total of five different sensor technologies at its disposal: X-ray fluorescence, X-
ray transmission, 3D laser triangulation, color recognition and induction. The results
presented in this paper illustrate by the example of shredded non-ferrous scrap (alu-
minum, copper, zinc, brass, bronze), that a sensor-based characterization can only be
realized by a logical combination of the individual sensors. As part of a model analysis,
an evaluation methodology was developed to determine the composition on the basis
of the specific sensor data. The achievable accuracy was then tested on an unknown
test fraction. It turned out that the sensor-based determined masses and the actual
masses show different high deviations depending on the alloy group.
424
Charakterisierung von Metallschrott durch Multisensor-Systeme
Charakterisierung von Metallschrott
durch Multisensor-Systeme
Max Kölking, Sabine Flamme und Sigrid Hams
1. Hintergrund..................................................................................................426
2. Funktionsprinzip..........................................................................................427
3. Versuchsmessungen.....................................................................................429
3.1. Vorbereitende Arbeiten.............................................................................. 430
3.2. Auswertung der Messdaten........................................................................431
3.2.1. Materialerkennung.......................................................................................431
3.2.2. Massenbestimmung.....................................................................................434
4. Entwicklung und Test eines Auswertealgorithmus.................................436
Metalle und Elektronikschrott
4.1. Kombination von Sensorinformationen...................................................436
4.2. Ergebnisse der sensorbasierten Echtzeitanalyse......................................438
5. Schlussfolgerungen......................................................................................439
6. Zusammenfassung und Ausblick.............................................................. 440
7. Quellen..........................................................................................................441
Vor dem Hintergrund knapper werdender Primärressourcen und einem prognosti-
zierten Versorgungsrisiko für zahlreiche wirtschaftsstrategische Metalle [11] ist in den
nächsten Jahren eine zunehmende Importabhängigkeit nach metallischen Rohstoffen
zu erwarten. Daraus resultieren wirtschafts- und rohstoffpolitische Anreize verstärkt
Alt- und Neuschrotte als Sekundärrohstoffe einzusetzen, um die Rohstoffversorgung
in den metallproduzierenden Betrieben sicherzustellen [9]. Ein gesteigerter und
effizienterer Einsatz von Metallschrott wirkt sich zudem positiv auf die Energie- und
CO2-Bilanz aus. So lassen sich mit dem Recycling von einer Tonne Kupfer etwa 62 %
CO2 und 80 % der Energie gegenüber der Primärproduktion einsparen [3].
Für eine effiziente Kreislaufführung von Metallen ist vor allem eine sortenreine Tren-
nung der in den Schrotten enthaltenen Legierungen erforderlich. Mit der derzeit in
den Aufbereitungsanlagen verfügbaren Technik ist eine legierungsspezifische Rück-
gewinnung jedoch nur eingeschränkt möglich. Beim Recyclingprozess verbleiben so
wertvolle Legierungselemente (z.B. Nickel, Kobalt, Molybdän) im Hauptmetallstrom
425
Max Kölking, Sabine Flamme, Sigrid Hams
und können anschließend nicht wieder zurückgewonnen werden. Die Rückgewinnung
wird dabei durch eine konstante Veränderung der Stoffstromzusammensetzung, die
vor allem aus der zunehmenden Vielzahl und Komplexität der in der Herstellung
verwendeten Legierungen resultiert, zusätzlich erschwert. [5, 6]
Durch eine zuverlässige Spezifizierung der anfallenden Schrotte können diese Verluste
minimiert und ein funktionelles Recycling erhöht werden.
Dazu wurde in dem vom BMBF im Rahmen der Fördermaßnahme r4 – Innovative
Technologien für Ressourceneffizienz geförderten Verbundprojekt ARGOS ein Multi-
sensor-System entwickelt, das eine Echtzeit-Charakterisierung von Metallschrotten
ermöglicht.
Der vorliegende Beitrag zeigt zunächst den Hintergrund für den Einsatz eines
Echtzeitanalyse-Systems auf und beschreibt das generelle Funktionsprinzip sowie
die Auswertung von Versuchsmessungen, die an geshredderten NE-Schrotten durch-
geführt wurden. Darüber hinaus wird das System exemplarisch im Hinblick auf die
Leistungsfähigkeit bei der Bestimmung der Zusammensetzung einer unbekannten
Test-Fraktion bewertet.
Metalle und Elektronikschrott
1. Hintergrund
Zur Sicherstellung einer qualitativ hochwertigen Verwertung ist das (Um-)schmelzen
möglichst sortenreiner Schrotte von erheblicher Bedeutung, da dieses die erneute
Nutzung der enthaltenen Legierungselemente gewährleistet [15]. Dabei führen bereits
geringfügige Fehlsortierungen im Input von metallurgischen Ein- und Umschmelz-
prozessen zu erheblichen Verlusten dieser Elemente über die Schlacke und den Flug-
staub sowie zu einer sukzessiven Anreicherung in den verschiedenen Hauptmetall-
strömen (nicht-funktionelles Recycling). Darüber hinaus können einige Legierungs-
elemente bzw. Verunreinigungen Prozessstörungen verursachen, aus denen steigende
Verarbeitungskosten resultieren [3, 17]. Für ein optimiertes Recycling sind daher
genauere Kenntnisse über die Zusammensetzung, d.h. über die Mengen der in den
Schrotten enthaltenen Legierungen, notwendig.
Für die Analyse von Schrotten stehen zurzeit bereits eine Vielzahl verschiedener Geräte
zur Verfügung. Auf Schrottplätzen werden hierfür meist mobile Spektrometer, wie
z.B. Röntgenfluoreszenz- oder optische Emissionsspektrometer eingesetzt [2, 20]. So
können einzelne Schrotte händisch auf die stofflichen und elementaren Anforderungen
überprüft und anschließend grob nach ihrer Qualität vorsortiert werden. Eine genauere
Bestimmung erfordert i.d.R. eine chemische Analyse, bei der eine Teilmenge der
Lieferung (z.B. durch das Abtrennen einzelner Stücke) eingeschmolzen und anschlie-
ßend im Labor analysiert wird [1]. Dabei ist eine repräsentative Probenahme häufig
kaum möglich. Darüber hinaus ist diese Vorgehensweise aufwändig, kostenintensiv
und die Ergebnisse der Analysen liegen i.d.R. erst mit Zeitverzug vor [12].
Mit kontinuierlichen Verfahren bzw. Echtzeitanalytik können relevante Analysedaten
dagegen im Sekunden- bis Minutenbereich erhoben und zur Stoffstromcharakteri-
426
Charakterisierung von Metallschrott durch Multisensor-Systeme
sierung genutzt werden. Die kontinuierliche Datenerfassung ermöglicht somit eine
zeitnahe Erkennung von Qualitätsveränderungen und damit die Möglichkeit zur
Anpassung der Aufbereitungs- und Verwertungsprozesse. Grundsätzlich können die
Informationen von Echtzeitanalyse-Systemen genutzt werden für
• eine ressourcenorientierte Vorsortierung von Stoffströmen,
• technische Anpassungen in der Aufbereitungstechnik,
• eine auf die Inputspezifikationen angepasste, optimierte Steuerung der metallurgi-
schen Prozesse, und / oder auch
• die Wertermittlung von Anlieferungen bzw. zur Qualitätskontrolle.
2. Funktionsprinzip
Das Funktionsprinzip des hier beschriebenen Echtzeitanalyse-Systems beruht auf einer
berührungslosen, sensorbasierten Klassifizierung (Materialerkennung) und Quanti-
fizierung von Haupt- und Nebenmetallen. Kernelemente bilden dabei verschiedene
Metalle und Elektronikschrott
Sensortechnologien, die im Bereich des Metallrecyclings bereits seit einigen Jahren zur
automatischen Sortierung von Stoffströmen eingesetzt werden [7, 19]:
• Röntgenfluoreszenz (XRF),
• Röntgentransmission (XRT),
• Farberkennung,
• Induktion und
• 3D-Lasertriangulation.
Der XRF-Sensor wurde von der Fa. LLA Instruments, die anderen vier Sensoren (XRT-,
Farb-, Induktions- und 3D-Sensor) von der Fa. Steinert zur Verfügung gestellt.
Im Gegensatz zur sensorbasierten Sortierung, die im Regelfall aus den Schritten Ver-
einzelung, Detektion und Austrag besteht [14], erfolgt bei der Echtzeitanalyse aus-
schließlich eine Charakterisierung des Stoffstroms. Die Signalauswertung der Sensoren
wurde für diesen Anwendungsfall entsprechend modifiziert. Während der Echtzeit-
Messung werden mit den einzelnen Sensoren unterschiedliche charakteristische
Eigenschaften der auf dem Förderband transportierten Materialien erfasst. Dazu zählen
die emittierende Fluoreszenzstrahlung, die Dichte, die Objektgeometrie (einschließlich
Form und Position auf dem Förderband), die Farbe sowie die elektrische Leitfähigkeit.
Da die Sensoren in dem System hintereinander angeordnet sind, werden diese Eigen-
schaften zeitlich versetzt detektiert. Mithilfe der Objekterkennung durch den 3D-Sensor
werden die verschiedenen Sensordaten überlagert und damit wieder den jeweiligen
Objekten zugeordnet. Dieses ermöglicht eine separate bzw. objektbasierte Analyse aller
in dem Stoffstrom enthaltenen Metalle und Legierungen.
427
Max Kölking, Sabine Flamme, Sigrid Hams
Die Materialerkennung, d.h. die Klassifizierung von Legierungen, erfolgt primär mit
dem integrierten XRF-Sensor. Dieser kann durch den Abgleich zwischen Referenz- und
Fluoreszenzspektren, die für jedes Material charakteristisch sind, zwischen verschie-
denen, übergeordneten Legierungsgruppen unterscheiden. Der wesentliche Unter-
schied zum mobilen oder stationären XRF-Spektrometer liegt in einer sehr kurzen
Messzeit, die bei einer Bandgeschwindigkeit von 2 m/s etwa 10 ms/Messung beträgt.
Diese Messzeiten sind für einen Einsatz in einer Aufbereitungsanlage zur Gewähr-
leistung entsprechender Durchsätze erforderlich, führen aber dazu, dass im Vergleich zu
einem stationären Messgerät deutlich weniger Elemente mit verringerter Genauigkeit
detektiert werden können [4, 13]. Leichte Elemente (u.a. Aluminium) sind unter diesen
Voraussetzungen mit der Röntgenfluoreszenz nicht messbar [18].
Die sensorbasierte Erkennung von Aluminium-Legierungen erfolgt daher ergänzend
durch den XRT-Sensor, der anhand der Materialdichte zwischen Leicht- und Schwer-
metallen unterscheidet. Die Röntgenstrahlung transmittiert das Material. Die Strahlung,
die durch das Material übertragen wurde, wird auf der dem Emittenten gegenüber-
liegenden Seite von Zeilendetektoren erfasst. Je nach Materialdichte werden dabei unter-
schiedliche Anteile der Strahlung vom Objekt absorbiert. Da Aluminium-Legierungen
vergleichsweise geringe Dichten aufweisen (2,6 – 2,9 g/cm³ [16]) wird die Strahlung bei
Metalle und Elektronikschrott
der Durchdringung geringfügiger abgeschwächt, als z.B. bei Materialien mit höheren
Dichten (z.B. 8,3 – 8,7 g/cm³ für Kupfer-Zink-Legierungen oder Messing [16]). Da die
Absorption darüber hinaus von der Materialstärke abhängt, erfolgt die Messung der
Strahlungsintensität in zwei verschiedenen Energiebereichen (Dual-Energy-Prinzip),
wodurch der Einfluss der Objektdicke weitestgehend reduziert wird [7, 14].
Die Sensordaten der zusätzlich verwendeten Farbkamera und des Induktionssensors
werden genutzt, um die Gesamt-Detektionsleistung zu verbessern und den Charakteri-
sierungsumfang zu erweitern. Hierdurch können unter anderem Buntmetalle (Kupfer,
Messing, Graumetalle), die vom XRF-Sensor nicht eindeutig klassifizierbar sind,
durch komplementäre Informationen der Farbkamera entsprechend ihrer farblichen
Eigenschaften charakterisiert werden. Mit dem Induktionssensor ist darüber hinaus
z.B. eine Erkennung von nicht-leitfähigen Materialien (Kunststoff, Holz, etc.) möglich.
Da der Massenstrom für eine Analyse der Stoffstromzusammensetzung eine elementare
Bezugsgröße darstellt, erfolgt über den 3D-Sensor für jedes klassifizierte Objekt eine
indirekte Bestimmung des Gewichtes. Dazu wird die dreidimensionale Ausdehnung der
Objekte erfasst und das Hüllvolumen berechnet. Mithilfe von Regressionsgleichungen
erfolgt anschließend die Bestimmung spezifischer Objektgewichte.
Über einen Auswertealgorithmus, der mit einer integrierten Wissensbasis bzw. Daten-
bank gekoppelt ist, werden alle in Echtzeit erhobenen Sensordaten intelligent mitein-
ander verknüpft (Datenfusion), ausgewertet und in eine Analysedatenausgabe überführt
(Bild 1). Dafür sind in der Datenbank Informationen zu typischen Legierungsgruppen
(Messing, Bronze, VA-Stahl, etc.) sowie legierungsspezifische Regressionsgleichungen
zur Gewichtsbestimmung hinterlegt, die anwendungs- und stoffstromorientiert anzu-
passen sind.
428Charakterisierung von Metallschrott durch Multisensor-Systeme
Farberkennung Induktion 3D-Lasertriangulation Röntgentransmission Röntgenfluoreszenz
Objektgeometrie
elementare
Farbe Leitfähigkeit (-form und -position Dichte
Zusammensetzung
auf dem Förderband)
empirische
stoffstromspezifische Analysedaten
Daten - Summe der Objektgewichte [kg] / [t]
- Stoffstromzusammensetzung [%]
- spez. Elementkonzentrationen im
Gesamtstoffstrom [mg/kg]
integrierte Datenfusion
Wissenbasis und -auswertung
Bild 1: Aufbau und Funktionsprinzip des Echtzeitanalyse-Systems ARGOS
Die Erarbeitung eines Auswertealgorithmus bzw. einer einheitlichen Methodik zur
Verknüpfung und Auswertung der Sensordaten war ein relevantes Arbeitspaket bei
Metalle und Elektronikschrott
der Systementwicklung.
3. Versuchsmessungen
Für die Versuchsmessungen wurde ein begehbarer Messtunnel mit innenliegender
Förderstrecke (Bild 2), die mit einer Bandgeschwindigkeit von 2 m/s betrieben wur-
de, genutzt. Hier konnten ebenfalls soft- und hardwareseitige Optimierungsarbeiten
durchgeführt werden.
Im Rahmen der Messkampagnen wurden zahlreiche Materialien verschiedener Her-
kunftsbereiche mit dem System analysiert. Dazu gehörten sowohl aufbereitete
Altschrotte aus Großshredderanlagen (Fe-Shredderschrott, Shredderschwerfraktion
Bild 2 a:
Aufbau des Messtunnels, Außen-
ansicht
Quelle: Steinert
429Max Kölking, Sabine Flamme, Sigrid Hams
Bild 2 b:
Aufbau des Messtunnels, Innen-
ansicht)
Quelle: Steinert
und Zorba) als auch sortenreine Legierungsschrotte aus z.B. Produktionsabfällen (u.a.
RSH- und Werkzeugstähle sowie ausgewählte Kupferlegierungen). Letztere waren mit
der sensorbasierten Analyse besonders sortenrein zu klassifizieren.
So konnte z.B. bei Legierungen auf Eisenbasis mit dem XRF-Sensor zwischen verschie-
denen Werkzeugstählen (mit / ohne Chrom), Schnellarbeitsstählen (mit / ohne Kobalt)
Metalle und Elektronikschrott
und nichtrostenden Stählen (mit / ohne Nickel) unterschieden werden.
Im Folgenden werden exemplarisch die Untersuchungsergebnisse von analysierten
Objekten, die einer Zorba-Materialprobe entnommen wurden, vorgestellt. Zorba
bezeichnet geshredderte NE-Schrotte, die sich überwiegend aus Leichtmetallen (im
Wesentlichen Aluminium-Legierungen) sowie in geringeren Anteilen aus verschiedenen
Schwermetallen (Messing, Kupfer, Zink, Bronze etc.) zusammensetzen [10, 14]. Da
Aluminium mit dem implementierten XRF-Sensor nicht detektiert werden kann
(s. Kapitel 2), wird die Notwendigkeit ergänzender Sensorinformationen an diesem
Beispiel besonders deutlich.
3.1. Vorbereitende Arbeiten
Die Zorba-Probe wurde zunächst in drei Korngrößenbereiche klassiert (0 – 45, 45 – 67
und 67 – 90 mm) sowie anschließend mit herkömmlichen und sensorbasierten Aufbe-
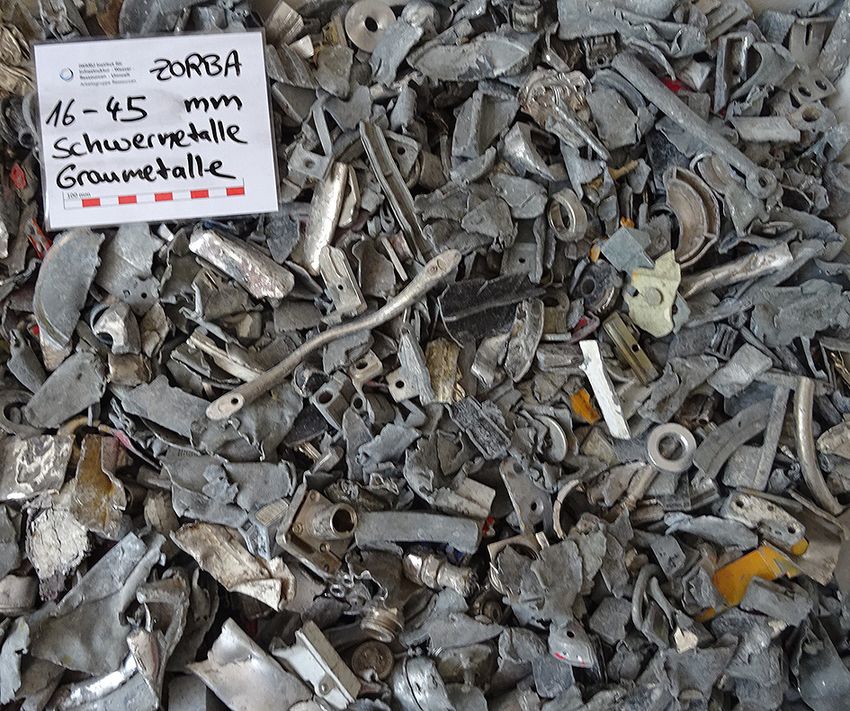
reitungstechniken vorsortiert. Bild 3 zeigt beispielhaft zwei der Haupt-Sortierprodukte
(Leicht- und Schwermetalle < 45 mm). Aufgrund des Gewichtsanteils von über 50 % an
der Gesamtprobe wurde für die Datenerhebung die Fraktion mit einer Korngröße von
< 45 mm herangezogen. Die Material-Charakterisierung zur Zuordnung der einzelnen
Objekte zu verschiedenen Legierungsgruppen erfolgte nach Abtrennung des Fein-
anteils (< 16 mm) mit einem mobilen XRF-Spektrometer. Aluminium wurde lediglich in
Guss- und Knetlegierungen unterteilt. Diese Unterscheidung ist insofern von Relevanz,
da Gusslegierungen einen höheren Anteil an Legierungselementen (insbesondere Si)
enthalten, wohingegen Knetlegierungen nur einen sehr geringen Anteil aufweisen [21].
Eine zusammenfassende Übersicht über alle charakterisierten und im Messtunnel
analysierten Objekte gibt die Tabelle 1.
430Charakterisierung von Metallschrott durch Multisensor-Systeme
a) b)
Bild 3: Produkte (< 45 mm) nach der Röntgentransmissionssortierung:
a) Leichtmetalle b) Schwermetalle
Quelle: Steinert
Tabelle 1: Untersuchungsumfang 3.2. Auswertung der Messdaten
Da das System für eine objektbasierte
Metalle und Elektronikschrott
Legierungsgruppe Anzahl der Objekte
(n) Analyse konzipiert wurde, wurde jedem
Gussaluminium 98 Einzelobjekt ein sensorspezifischer Daten-
Knetaluminium 100 satz mit den jeweils gemessenen Eigen-
Kupfer 93 schaften zugewiesen. In Abhängigkeit des
Bronze 6 Sensors lagen diese Informationen auf
Messing 232
unterschiedlichen Abstraktionsebenen
vor. So erfolgte beispielsweise in der Aus-
Zink 240
werteelektronik des XRF-Sensors bereits
Summe 769
eine Voraufbereitung der Messsignale.
Als Klassifikationsergebnis wurde durch Abgleich der detektierten Spektren mit
hinterlegten Referenzspektren, die im Vorfeld angelernt wurden, eine entsprechende
Legierungsklasse ausgegeben. Darüber hinaus wurden mit dem XRT-Sensor und der
Farbkamera spezifische Merkmalswerte sowie vom 3D-Sensor gemessene Hüllvolu-
mina als Daten generiert.
3.2.1. Materialerkennung
Von den insgesamt 769 analysierten Objekten konnten 499 Objekte (65 %) mit dem
XRF-Sensor erkannt und einer Legierungsklasse zugewiesen, d.h. klassifiziert, werden
(Bild 4). Der verhältnismäßig hohe Anteil nicht-klassifizierbarer Objekte (35 %) ist
dabei hauptsächlich auf die Aluminiumlegierungen zurückführen, die nicht mit dem
XRF-Sensor detektiert werden können (s. Kapitel 2).
Auffällig war, dass einige der untersuchten Messing-Objekte ebenfalls nicht klassifiziert
wurden (etwa 25 %). Dieses ist im Wesentlichen auf enthaltende Armaturen und Adapter,
die zwecks Oberflächenveredelung oftmals vernickelt werden, zurückzuführen.
431Max Kölking, Sabine Flamme, Sigrid Hams
Anteile der Objekte
%
100
90
80
70
60
50
40
30
20
10
0 Bild 4:
Guss- Knet- Kupfer Bronze Messing Zink
aluminium aluminium (n=93) (n=6) (n=232) (n=240)
(n=98) (n=100)
Anteil der durch den XRF-
klassifizierbar nicht-klassifizierbar Sensor klassifizierten und nicht-
klassifizierten Objekte
Die Nickelbeschichtungen beeinflussen die gemessenen Spektren und können dadurch
bei der Klassifizierung zu einer fehlenden oder falschen Zuordnung führen. Bei den
anderen betrachteten Legierungsgruppen lag die Klassifizierungsquote zwischen 95
Metalle und Elektronikschrott
und 100 %.
Insbesondere die Ergebnisse der XRF-Erkennung von Aluminium-Objekten zeigen,
dass weitere Sensorinformationen für eine ganzheitliche Legierungs-Klassifizierung
XRT-Merkmal 2
1,0
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
XRT-Merkmal 1
Gussaluminium (n=98) Knetaluminium (n=100) Schwermetalle (n=571)
Bild 5: Generierte Merkmalswerte des XRT-Sensors
432Charakterisierung von Metallschrott durch Multisensor-Systeme
notwendig sind. Wie die Visualisierung der erhobenen XRT-Daten in Bild 5 zeigt,
unterscheiden sich die Merkmalswerte der Aluminiumlegierungen erkennbar von
denen der Schwermetalle.
Die sich in den Punktwolken abzeichnenden Muster lassen somit erwarten, dass sich eine
Klassifizierung von Aluminium unter Zuhilfenahme eines Klassifikationsalgorithmus
realisieren lässt. Darüber hinaus deuten sie auf die Möglichkeit einer erweiterten Unter-
scheidung zwischen Guss- und Knetaluminium hin.
Wegen der teilweise nicht mittels XRF-Sensor klassifizierbaren Schwer- bzw. Bunt-
metalle (v.a. beschichtete Messing-Objekte) wurden neben den XRT-Daten auch die
Merkmale der Farbkamera bei der Entwicklung des Auswertealgorithmus berücksichtigt.
In der in Bild 6 beispielhaft dargestellten Gegenüberstellung zweier mittels Farbkamera
generierter Merkmale ist deutlich erkennbar, dass die Objekte in Abhängigkeit der
Legierung spezifische Cluster bilden.
Weniger eindeutig ist dieser Effekt für beschichtete Objekte, deren Datenpunkte in Bild
6 vergleichsweise stark streuen und kein erkennbares Muster aufweisen. Dieses zeigt,
dass die charakteristischen Farb-Merkmale zur Unterscheidung von z. B. vernickelten
oder verchromten Objekten nicht geeignet sind. Der Einsatz einer Farbkamera erfor-
Metalle und Elektronikschrott
dert vielmehr eine voneinander differenzierbare Farbgebung auf der Objektoberfläche.
Farb-Merkmal 2
1,0
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Farb-Merkmal 1
Kupfer (n=74) besch. Kupfer (n=19) Messing (n=140)
besch. Messing (n=95) Zink (n=226) besch. Zink (n=8)
Bild 6: Generierte Merkmalswerte der Farbkamera
433Max Kölking, Sabine Flamme, Sigrid Hams
3.2.2. Massenbestimmung
Die indirekte Bestimmung einzelner Objektgewichte mittels Regression setzt voraus,
dass die durch den 3D-Sensor ermittelten Hüllvolumina mit den tatsächlichen Objekt-
gewichten korrelieren. Die Beziehung zwischen diesen beiden Kenngrößen ist in Bild 7
für die hier betrachteten Aluminiumlegierungen dargestellt.
Die charakteristische Anordnung der Punkte um die jeweilige Trendlinie lässt darauf
schließen, dass sowohl beim Guss- als auch beim Knetaluminium ein ausgeprägter
linearer Zusammenhang zwischen den Hüllvolumina und den Objektgewichten vorliegt.
Dieser ist auch bei den anderen Legierungsgruppen festzustellen und konnte durch
entsprechende Korrelationsanalysen statistisch nachgewiesen werden.
Wie aus dem Streudiagramm ebenfalls hervorgeht, variiert das Verhältnis zwischen
Gewicht und gemessenem Hüllvolumen in Abhängigkeit der jeweiligen Legierung. Zu
erkennen ist dies an dem Abstand zwischen den beiden Trendlinien. Dieser Effekt ist
hauptsächlich auf die spezifischen Materialeigenschaften der hier betrachteten Werk-
stoffe zurückzuführen, welche die Formgebung von Objekten beim Shredderprozess
beeinflussen. Während Gusslegierungen aufgrund ihrer Porosität beim Aufbereitungs-
prozess eher brechen, werden Knetlegierungen dagegen kompaktiert oder verbogen
Metalle und Elektronikschrott
bzw. gefaltet. Insbesondere in den gefalteten bzw. gebogenen Objekten können sich
hierdurch nicht messbare Hohlräume bilden, die ein kleineres Gewicht-Hüllvolumen-
Verhältnis zur Folge haben, als massive Objekte bzw. Vollkörper.
Gewicht,
g
100
10
1
1.000 10.000 100.000
Hüllvolumen, mm3
Gussaluminium (n=98) Knetaluminium (n=100)
Linear (Gussaluminium (n=98)) Linear (Knetaluminium (n=100))
Bild 7: Korrelation zwischen gemessenem Hüllvolumen (3D-Sensor) und tatsächlichem Gewicht
bei Guss- und Knetaluminium
434Charakterisierung von Metallschrott durch Multisensor-Systeme
Noch deutlicher wird dieser materialspezifische Einfluss beim Vergleich der an die
Punkte angepassten Regressionsgeraden (Bild 8), die je nach Legierungsgruppe unter-
schiedliche Steigungen aufweisen. Neben den oben beschriebenen Verformungseigen-
schaften ist dieses u.a. auch auf die spezifischen Materialdichten zurückzuführen. So
berechnet sich durch die zugehörige Gleichung bei identischen Hüllvolumina z.B. für
Kupfer ein mehr als doppelt so großes Gewicht, als für Knetaluminium.
Gewicht,
g
100
90
80
70
60
50
Metalle und Elektronikschrott
40
30
20
10
0
0 10.000 20.000 30.000 40.000 50.000
Hüllvolumen (3D-Sensor), mm3
Gussaluminium (n=98) Knetaluminium (n=100) Kupfer (n=93)
R² = 0,87 R² = 0,87 R² = 0,70
Kupfer-Legierung (n=238) Zink (n=240)
R² = 0,77 R² = 0,37
Bild 8: Materialspezifische Regressionsgeraden zur Gewichtsbestimmung über die durch den
3D-Sensor detektierten Hüllvoluminia
Es wird deutlich, dass eine korrekte Klassifizierung der Legierungsgruppe, die über
die Materialerkennung erfolgt, für eine möglichst genaue Gewichtsbestimmung von
entscheidender Bedeutung ist.
Die beste Anpassungsgüte weisen die Regressionsgleichungen der Aluminium-
legierungen mit einem Bestimmtheitsmaß (R²) von jeweils 0,87 auf. Das demgegen-
über vergleichsweise geringe Bestimmtheitsmaß bei Zink (0,37) ist auf die z.T. sehr
heterogenen Objektgeometrien zurückzuführen (Bild 9).
Die Überprüfung von Optimierungen, wie z.B. die Gruppierung von Zink-Objekten mit
ähnlichen Verformungseigenschaften, konnten im Rahmen des vorliegenden Projektes
nur in Ansätzen durchgeführt werden und bleibt weiteren Untersuchungen vorbehalten.
435Max Kölking, Sabine Flamme, Sigrid Hams
Bild 9:
Untersuchte Zink-Objekte
4. Entwicklung und Test eines Auswertealgorithmus
Die Auswertung der spezifischen Sensordaten verdeutlicht, dass die Informationen eines
Metalle und Elektronikschrott
einzelnen Sensors nicht ausreichen, um ein Partikel zu charakterisieren. Daher wurde
ein Auswertealgorithmus entwickelt, der die spezifischen Sensordaten logisch verknüpft,
um eine Analyse der Gesamtzusammensetzung zu ermöglichen. Die Entwicklung des
Algorithmus und die darauffolgende Überprüfung der Genauigkeit bei der Auswertung
erfolgte im Rahmen einer Modellbetrachtung.
4.1. Kombination von Sensorinformationen
Für die Entwicklung des Algorithmus wurde zunächst der gesamte Datensatz (769
Objekte) in Trainings- und Testdaten aufgeteilt. Die Trainingsdaten (60 %) repräsentieren
dabei Objekte, deren Zielattribute (Legierungsgruppe, Objektgewicht) bereits bekannt
sind. Diese Trainingsdaten wurden für die Ableitung von Regressionsmodellen zur
Gewichtsbestimmung und für das Trainieren bzw. Anlernen eines Klassifikationsmodells
bzw. Klassifikators verwendet. Letzterer diente dazu Objekte, die nicht mittels XRF-
Sensor klassifiziert werden konnten, anhand der ergänzenden XRT- und Farb-Merkmale
zuzuordnen.
Das Anlernen des Klassifikators erfolgte mit der Classification Learner-Anwendung von
Matlab (Trainingsphase). Hierzu wurden vier verschiedene Klassifikationsalgorithmen
(k-Nearest-Neighbor, Decision tree, Support Vector Machine und Linear Discriminant
Analysis [8]) auf die Trainingsdaten angewendet und im Hinblick auf die erzielten Genauig-
keiten bei der Klassifizierung, d.h. die Anteile korrekt klassifizierter Trainingsobjekte,
miteinander verglichen (Bild 10). Je Klassifikationsalgorithmus erfolgten fünf Durchläufe.
Pro Objekt umfasst der Datensatz die Information über die jeweilige Legierungsgruppe
(z.B. Messing) sowie vier weitere sensorspezifische Merkmalswerte (jeweils zwei XRT-
und zwei Farbmerkmale).
436Charakterisierung von Metallschrott durch Multisensor-Systeme
k-Nearest-Neighbor 68,3
Decision Tree 75,9
Support Vector Machine 82,8
Linear Discriminant Analysis 82,5
60 65 70 75 80 85
Genauigkeit, %
Bild 10: Genauigkeiten verschiedener Klassifikationsalgorithmen bei den Trainingsdaten (inkl.
Standardabweichung für n=5 Durchläufe)
Das Klassifikationsergebnis mit der geringsten Genauigkeit wurde mit dem k-Nearest-
Neighbor (KNN)-Algorithmus erzielt, mit dem nur 68,3 % der Trainingsobjekte der
richtigen Legierungsgruppe zugeordnet werden konnten. Im Gegensatz dazu
erreichte der Support Vector Machine (SVM)-Algorithmus bei der Klassifizierung
der Trainingsobjekte mit 82,8 % eine deutlich höhere Genauigkeit. Ein ähnlich gutes
Ergebnis wurde mit dem Linear Discriminant Analysis (LDC)-Algorithmus erreicht
Metalle und Elektronikschrott
(Genauigkeit: 82,5 %).
Wird der SVM-Algorithmus auf die Trainingsobjekte angewendet, so variieren die
Klassifikationsgenauigkeiten (bezogen auf die Legierungsgruppen) bei den gewählten
Maschineneinstellungen und unter Berücksichtigung der konkreten Probeneigen-
schaften im hier betrachteten Einzelfall zwischen etwa 78 % für Gussaluminium und
97 % für Zink (Tabelle 2).
Tabelle 2: Genauigkeiten bei der Support Vector Machine-Klassifizierung für die Trainingsdaten
(Beispiel eines Durchlaufs)
Klassifizierung (Support Vector Machine-Algorithmus)
Gussaluminium Knetaluminium Kupfer Messing Zink
%
Gussaluminium 78,0 14,0 0,0 0,0 8,0
Knetaluminium 12,5 87,5 0,0 0,0 0,0
Referenz
Kupfer 0,0 0,0 95,3 4,7 0,0
Messing 0,0 3,5 1,8 87,7 7,0
Zink 0,0 0,0 1,6 1,6 96,9
Es wird deutlich, dass unter diesen Gegebenheiten 22 % der Gussaluminium-Objekte
als Knetaluminium (14 %) oder Zink (8 %) klassifiziert werden. 78 % dieser Objekte
werden dem Gussaluminium zugeordnet und somit richtig klassifiziert. Knetaluminium,
das sich mit 87,5 % vergleichsweise genau klassifizieren lässt, wurde zu einem Anteil
von 12,5 % dem Guss-aluminium zugeordnet. Eine Zuordnung zu den weiteren hier
437Max Kölking, Sabine Flamme, Sigrid Hams
betrachteten Fraktionen erfolgte beim Knetaluminium nicht. Hervorzuheben sind
die vergleichsweise hohen Genauigkeiten bei der Klassifizierung von Kupfer- (95,3
%) und Zink-Objekten (96,9 %). Bei den nicht als Kupfer-Objekt erkannten Partikeln
ist darüber hinaus festzustellen, dass sie mit der hier durchgeführten Klassifizierung
zumindest der Kupferlegierung Messing zugeordnet wurden.
4.2. Ergebnisse der sensorbasierten Echtzeitanalyse
Die verbleibenden Datensätze wurden als Testdaten (40 %) verwendet. Hierzu wurden
die zur Verfügung stehenden Sensordaten für die Simulation einer Echtzeitmessung
zur Klassifizierung und Quantifizierung einer neuen, unbekannten Test-Fraktion,
verwendet. Da die Einzelobjekte der Testfraktion parallel charakterisiert worden sind
(s. Kapitel 3.1), konnte die sensorbasiert bestimmte Zusammensetzung anschließend
mit der tatsächlichen Zusammensetzung verglichen werden.
Hierzu wurden die erhobenen Informationen der vier Sensoren (XRF, XRT, 3D-Sensor
und Farbkamera) mit dem auf Grundlage der Trainingsdaten entwickelten Algorithmus
in Bezug auf die Legierungsgruppen (XRF-Erkennung in Kombination mit dem SVM-
Klassifikator) und das Gewicht jedes Einzelobjektes ausgewertet. Dabei wurden die
Metalle und Elektronikschrott
Gewichte über legierungsspezifische Regressionsgleichungen bestimmt. Die Zuord-
nung der Regressionsgleichung zu einem Objekt erfolgte auf Basis der sensorbasierten
Klassifizierung (für ein über den XRF-Sensor erkanntes Bronze-Objekt wurde z.B. die
Regressionsgleichung für Cu-Legierungen angewendet).
Die so berechneten Gesamtmassen weichen in Abhängigkeit der Legierungsgruppe
mit unterschiedlicher Ausprägung von den tatsächlichen Gesamtmassen ab (Bild 11).
Dabei werden die Massen der Legierungsgruppen Messing und Zink vergleichsweise
genau bestimmt, deren relative Messabweichungen - 11 % (Messing) bzw. - 12 % (Zink)
betragen. Eine sensorbasierte Massenbestimmung führt somit zu verhältnismäßig
geringen Unterbestimmungen. Die größte Differenz zwischen der berechneten und
der tatsächlichen Gesamtmasse ist beim Gussaluminium zu beobachten, dessen sensor-
basiert bestimmte Masse eine relative Abweichung von 62 % aufweist und somit über-
bestimmt ist. Als Hauptursache für diese Abweichung lässt sich die Genauigkeit bei
der Klassifizierung von Guss- und Knetaluminium anführen (Tabelle 2), die sich auch
auf die Bestimmung der Masse des Knetaluminiums auswirkt. Hier zeigt die relative
Messabweichung von - 43,3 % eine entsprechende Unterbestimmung. Vergleichbare
Messabweichungen wie beim Knetaluminium sind bei den Legierungsgruppen Kupfer
und Bronze zu erkennen, deren mittels Echtzeitanalyse bestimmte Massen um - 45,6 %
(Kupfer) bzw. um etwa 50 % (Bronze) von der tatsächlichen Masse abweichen. Die
ermittelten Abweichungen lassen sich voraussichtlich durch eine höhere Anzahl an
Trainingsobjekten je Materialklasse und somit durch genauere Kenntnisse über die
Varianzen sowie durch einen optimierten Klassifikator minimieren.
Darüber hinaus wurden einzelne vernickelte Messing-Objekte als Kupfernickel-Objekte
erkannt, die in der analysierten Test-Fraktion nicht enthalten waren (s. Kapitel 3.2.1)
Neben den Beschichtungen wurden im Rahmen der Messungen auch Faktoren iden-
tifiziert, die das Messergebnis grundsätzlich beeinflussen können.
438Charakterisierung von Metallschrott durch Multisensor-Systeme
Masse,
kg
4,5 3,8 4,3
4,0
3,5
3,0
2,5
1,8 2,1
2,0
1,5
0,9 0,6
1,0 0,8 0,0
0,3 0,5 0,4 0,7
0,4 0,3
0,5
0
ze
r
m
m
nk
g
l
e
ke
sin
iu
pf
on
iu
Zi
ic
in
in
Ku
es
Br
rn
um
um
M
e
pf
al
al
Ku
et
s
us
Kn
G
Echtzeitanalyse Sortieranalyse
Metalle und Elektronikschrott
Bild 11: Vergleich der an den Testobjekten (n=312, Gesamtgewicht: 8,4 kg) bestimmten Mengen
aus Echtzeitanalyse und Sortieranalyse
Dazu zählen u.a. Materialverbunde, sich berührende bzw. überlappende Objekte (z.B.
bei einer zu hohen Bandbelegungsdichte) und rollende Objekte. Beispielsweise können
letztere aufgrund ihrer Relativbewegung auf dem Förderband nicht ausreichend genau
abgebildet werden, da eine Überlagerung der Sensordaten unter diesen Gegebenheiten
nicht möglich ist.
5. Schlussfolgerungen
Insgesamt wird deutlich, dass nach dem hier entwickelten Auswerteprinzip eine kon-
tinuierliche Bestimmung der Zusammensetzung (bei einer Bandgeschwindigkeit von
2 m/s) und damit eine Echtzeitanalyse von aufbereiteten Stoffströmen umsetzbar ist.
Dies ermöglicht eine direkte Erkennung von Qualitätsveränderungen.
Anwendungspotenziale für multisensorbasierte Echtzeitanalyse-Systeme bieten z.B.
Zwischenprodukt- und Outputströme von Shredderanlagen, die, in Abhängigkeit der
Bandbelegungsdichte, im Haupt- oder im Nebenstrom (repräsentative Teilmenge) zu
analysieren sind. Durch die logische Verknüpfung der Sensordaten können hierbei
auch Stoffströme, die überwiegend Aluminium enthalten (u.a. das NE-Scheiderprodukt
Zorba), charakterisiert und die Reinheiten in Bezug auf schwankende Legierungsanteile
überprüft werden. Darüber hinaus lässt sich das System auch zur Charakterisierung
von Einzel- oder Sammelchargen einsetzen (Batchanalyse), um über die analysierte
Zusammensetzung z.B. den Wert angelieferter Schrotte zu ermitteln.
439Max Kölking, Sabine Flamme, Sigrid Hams
6. Zusammenfassung und Ausblick
Mit der in Aufbereitungsanlagen verfügbaren Technik können Metalle aus Alt- und
Neuschrotten bislang nur in geringem Umfang legierungsspezifisch zurückgewonnen
werden. Wertvolle Legierungselemente (z.B. Nickel, Kobalt, Molybdän) gehen somit
im Recyclingprozess verloren oder verursachen als Verunreinigungen Prozessstörungen
in der Metallurgie.
Eine Überprüfung der chemischen Zusammensetzung von Metallschrotten erfolgt
derzeit überwiegend durch diskontinuierliche Schmelzanalysen. Aufgrund des großen
Zeitintervalls zwischen der Probenahme und dem Vorliegen der Analysenergebnisse
ist eine direkte Prozesssteuerung in den Aufbereitungs- und Verwertungsanlagen
daher i.d.R. nicht oder nur eingeschränkt möglich. Einen alternativen Ansatz bietet
die multisensorbasierte Echtzeitanalyse, die im Rahmen des ARGOS-Projektes auf
metallreiche Aufbereitungsprodukte angewendet wurde.
Die in diesem Beitrag präsentierten Ergebnisse zeigen am Beispiel eines NE-Metallkon-
zentrats, dass eine Echtzeitanalyse von Metallschrotten grundsätzlich realisierbar ist,
hierbei aber zwei grundlegende Voraussetzungen erforderlich sind: Eine zuverlässige
Metalle und Elektronikschrott
Materialerkennung sowie eine möglichst präzise Bestimmung der spezifischen Ob-
jektgewichte. Hierfür reichen die Informationen eines einzelnen Sensors nicht aus, so
dass je nach Anwendungsfall mehrere Sensortechnologien in einem Gesamtsystem zu
kombinieren sind, um unterschiedliche Materialinformationen für ein Objekt simultan
zu erheben. Die Notwendigkeit der Kombination wurde u.a. bei der Zuordnung von
Legierungen, die nicht mit dem XRF-Sensor klassifiziert werden konnten, deutlich. So
war es z.B. durch ergänzende Informationen des XRT-Sensors möglich, Aluminium-
Legierungen zu klassifizieren. Eine darüberhinausgehende exakte Legierungsbe-
stimmung der Aluminium-Legierungen wäre mit einer weiteren Sensortechnologie,
wie z. B. der Laserinduzierten Plasmaspektroskopie (engl. laser-induced breakdown
spectroscopy, kurz: LIBS) möglich.
Nach aktuellem Entwicklungsstand werden Einzelobjekte, die mit dem XRF-Sensor
detektiert werden können, übergeordneten Legierungsgruppen anhand charakteris-
tischer Spektren zugeordnet. Insbesondere sortenreine Legierungsschrotte (z.B. RSH-,
Werkzeug- und Schnellarbeitsstähle) lassen sich dabei zuverlässig über die spezifischen
Legierungsanteile unterscheiden. Weiterführend werden die bereits aufgezeichneten
Spektren zusätzlich mit einer optimierten Software ausgewertet, mit der Element-
konzentrationen (für ausgewählte Elemente) semi-quantitativ bestimmt werden
können. Erste Ergebnisse der Auswertung zeigten, dass mit dieser Software eine noch
differenziertere Legierungszuordnung umsetzbar ist.
Weiterer Forschungsbedarf ergibt sich bei der Charakterisierung von sehr hetero-
genen Stoffströmen (z. B. bei Shredderschwerfraktionen) sowie im Hinblick auf eine
zu integrierende Prozesssteuerung zur sicheren Einhaltung der für die nachgelagerten
Verwertungsprozesse geforderten Spezifikationen.
440Charakterisierung von Metallschrott durch Multisensor-Systeme
Danksagung
Das Projektkonsortium (Institut für Infrastruktur • Wasser • Ressourcen • Umwelt an
der FH Münster, Institut für technischen Umweltschutz an der TU Berlin, Institut für
metallurgische Prozesstechnik und Metallrecycling an der RWTH Aachen, Steinert
GmbH, LLA Instruments GmbH & Co. KG, Siegfried Jacob Metallwerke GmbH &
Co. KG, TSR Recycling GmbH & Co. KG) bedankt sich beim Bundesministerium für
Bildung und Forschung, (BMBF), welches das Projekt Steigerung des funktionellen
Recyclings entlang der Wertschöpfungskette durch Echtzeitanalyse metallreicher
Aufbereitungsprodukte – ARGOS (Förderkennzeichen 033R166) im Rahmen der
Maßnahme r4 – Innovative Technologien für Ressourceneffizienz – Forschung zur
Bereitstellung wirtschaftsstrategischer Rohstoffe gefördert hat.
7. Quellen
[1] Biedermann, H.; Meynerts, U.; Deike, R.: Wie funktioniert Metallhandel?. In: Thomé-Kozmi-
ensky, K. J.; Goldmann, D. (Hrsg.): Recycling und Rohstoffe, Band 7. Neuruppin: TK Verlag Karl
Thomé-Kozmiensky, 2014, S. 290-306, ISBN: 978-3-944310-09-1
[2] Buchegger, C.; Suppan, H.: Praktische Probleme bei der repräsentativen Bemusterung und Pro-
Metalle und Elektronikschrott
benteilung von gängigen Aluminiumschrotten. In: Probenahme - Vorträge beim 49. Metallur-
gischen Seminar des Fachausschusses für Metallurgische Aus- und Weiterbildung der GDMB,
2018, ISBN: 978-3-940276-81-0
[3] BVSE, BDE: Statusbericht der deutschen Kreislaufwirtschaft – Einblicke und Aussichten, 2018,
URL: https://www.bvse.de/images/pdf/Nachrichten_2018/Statusbericht_2018_Ansicht_und_
Druck.pdf (abgerufen am 04.11.2019)
[4] Buzanich, G.: A newly developed XRF-Sensor with high sensitivity for increased sorting ef-
ficiency. In: Pretz, T.; Wotrube, H. (Hrsg.): 7th Sensor-Based Sorting & Control, Shaker Verlag,
Aachen, 2016, ISBN: 978-3-8440-4323-5
[5] Fendel, A.; Kempkes, P.: Die veränderte Welt des Metallrecyclings – Steigende Vielfalt der Funk-
tionswerkstoffe – Entropie und Dissipation in Schrotten. In: uwf UmweltWirtschaftsForum,
Heft-Nr. 2-3, Jahrgang 22, 2014, S. 207–212,
[6] Graedel, T. E.; Allwood, J.; Birat, J.-P.; Buchert, M.; Hagelüken, C.; Reck, B. K.; Sibley, Scott F.;
Sonnemann, G.: What Do We Know About Metal Recycling Rates?. In: Journal of Industrial
Ecology, Heft-Nr. 3, Jahrgang 15, 2011, S. 355-366
[7] Habich, U.; Beel, H.: Modifizierung von Recyclingverfahren durch sensorbasierte Sortierung. In:
Thomé-Kozmiensky, K. J.; Goldmann, D. (Hrsg.): Recycling und Rohstoffe, Band 7. Neuruppin:
TK Verlag Karl Thomé-Kozmiensky, 2014, S. 471-482, ISBN: 978-3-944310-09-1
[8] Hastie, T.; Tibshirani, R.; Friedmann, J.: The elements of statistical learning – Data Mining,
Inference and Prediction. Springer Verlag (Hrsg.), New York, 2001, ISBN: 0-387-95284-5
[9] Huy, D.: Deutschland – Rohstoffsituation 2015, Bundesanstalt für Geowissenschaften und Roh-
stoffe (BGR), Hannover, 2016, ISBN: 978-3-943566-79-6
[10] Institute of Scrap Recycling Industries, Inc.: Scrap Specifications Circular 2018 – Guidelines für
Nonferrous Scrap, Ferrous Scrap, Glass Cullet, Paper Stock, Plastic Scrap, Electronics Scrap, Tire
Scrap. URL: https://www.isri.org/recycling-commodities/scrap-specifications-circular (abgeru-
fen am 24.10.2019)
[11] Kausch, P.; Matschullat, J.; Bertrau, M.; Mischo, H.: Rohstoffwirtschaft und gesellschaftliche
Entwicklung – Die nächsten 50 Jahre, Springer Spektrum (Hrsg.), Berlin, 2016, ISBN: 978-3662-
48854-6
441Max Kölking, Sabine Flamme, Sigrid Hams
[12] Kessler, R. W.: Prozessanalytik – Strategien und Fallbeispiele aus der industriellen Praxis. Wiley-
VCH (Hrsg.), Weinheim, 2006, ISBN: 978-3-527-31196-5
[13] Knapp, H: Sensor-based sorting of copper shale. In: Pretz, T.; Quicker, P.; Wotruba, H. (Hrsg.):
Sensor Technologies – Impulses for the Raw Materials Industry, Schriftenreihe zur Aufbereitung
und Veredelung, Band 50, Shaker Verlag, Aachen, 2014, S. 294-306, ISBN: 978-3-8440-2563-7
[14] Knapp, H.; Neubert, K.; Schropp, C.; Wotrube, H.: Viable Applications of Sensor-Based Sorting
for the Processing of Mineral Resources. In: CemBioEng Reviews 1, 3/2017, S. 86-95, WILEY-
VCH Verlag, Weinheim
[15] Martens, H.; Goldmann, D.: Recyclingtechnik – Fachbuch für Lehre und Praxis, 2. Auflage,
Springer Vieweg (Hrsg.), Wiesbaden, 2016, ISBN: 978-3-658-02785-8
[16] Merkel, M; Thomas, K.-H.: Taschenbuch der Werkstoffe, 7. Auflage, Carl Hanser Verlag, Mün-
chen, 2008, ISBN: 978-3-446-41194-4
[17] Moeller, E.: Handbuch Konstruktionswerkstoffe – Auswahl, Eigenschaften, Anwendung, 2. Auf-
lage, Hanser (Hrsg.), München, ISBN: 978-3-446-43169-0, 2014
[18] Uepping, R.: Sensorgestützte Sortiertechnik. In: Thomé-Kozmiensky, K. J.; Goldmann, D.
(Hrsg.): Recycling und Rohstoffe, Band 6. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2013,
S. 371-383, ISBN: 978-3-935-31797-9
[19] van de Winkel, F.; Schunicht, J.; Pak, C.: Sortierung von Nichteisenmetallen mit sensorbasierter
Sortierung. In: Thomé-Kozmiensky, K. J.; Goldmann, D. (Hrsg.): Recycling und Rohstoffe, Band
7. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2014, S. 455-469, ISBN: 978-3-944310-09-1
Metalle und Elektronikschrott
[20] Verein Deutscher Ingenieure (VDI) e. V.: Planung, Errichtung und Betrieb von Schrottplätzen
– Anlagen und Einrichtungen zum Umschlagen, Lagern und Behandeln von Schrotten und
anderen Materialien, Richtlinie Nr. 4085, Beuth Verlag GmbH (Hrsg.), Berlin, 2017, ISBN:
978-3-936506-38-9
[21] Wens, B.; Julius, J.; Pretz, T.: Recycling von Nichteisenmetallen aus Siedlungsabfällen – Anforde-
rungen an moderne Aufbereitungstechniken. In: Österreichische Wasser- und Abfallwirtschaft,
Jahrgang 63, Heftnummer 3-4/2011, S. 53-60
Ansprechpartner
Max Kölking, M.Sc.
Wissenschaftlicher Mitarbeiter
Institut für Infrastruktur • Wasser • Ressourcen • Umwelt
an der FH Münster
Corrensstraße 25
48149 Münster, Deutschland
+49 251 83-65917
max.koelking@fh-muenster.de
Professor Dr.-Ing. Sabine Flamme
Leiterin der Arbeitsgruppe
Institut für Infrastruktur • Wasser • Ressourcen • Umwelt
an der FH Münster
Corrensstraße 25
48149 Münster, Deutschland
+49 251 83-65253
flamme@fh-muenster.de
442Charakterisierung von Metallschrott durch Multisensor-Systeme
Dipl.-Biol. Sigrid Hams
Wissenschaftlicher Mitarbeiterin
Institut für Infrastruktur • Wasser • Ressourcen • Umwelt
an der FH Münster
Corrensstraße 25
48149 Münster, Deutschland
+49 251 83-65290
sigrid.hams@fh-muenster.de
Metalle und Elektronikschrott
443Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der
Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im
Internet über http://dnb.dnb.de abrufbar
Olaf Holm • Elisabeth Thomé-Kozmiensky • Daniel Goldmann • Bernd Friedrich (Hrsg.):
Recycling und Sekundärrohstoffe – Band 13
ISBN 978-3-944310-51-0 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Olaf Holm
Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2020
Redaktion und Lektorat: Dr.-Ing. Olaf Holm
Erfassung und Layout: Janin Burbott-Seidel, Martin Graß, Cordula Müller,
Claudia Naumann-Deppe, Sarah Pietsch, Roland Richter,
Gabi Spiegel, Ginette Teske, Elisabeth Thomé-Kozmiensky
Druck: Beltz Grafische Betriebe GmbH, Bad Langensalza
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der
Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funk-
sendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung
in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine
Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen
der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom
9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig.
Zuwiderhandlungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk
berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne
der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von
jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI,
VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr
für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für
die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung
hinzuzuziehen.Sie können auch lesen

















































