Der durchgängige Industrie 4.0 Prozess zwischen Handwerk und Industrie
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Der durchgängige Industrie 4.0 Prozess zwischen Handwerk und Industrie https://protolab‐rosenheim.de

Live
proto_lab 1.0 auf der LIGNA 2019
proto_lab steps
integrated
3.0
KI
production tomorrow laboratory
30.09.2021
gegenseitige
Integrative Demonstrator,
Lehre Forschung
allgemeingültig
interdisziplinär
2.0
WI Befruchtung WI
HTB Beschleunigung HTB
INF … … INF
ING ING
31.10.2019
proto_lab.Initialprojekt
1.0
2017-2019
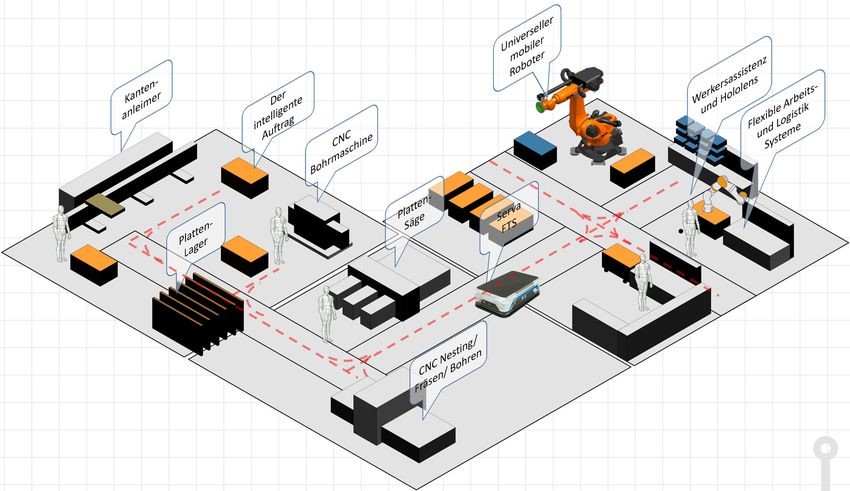
I4.0-Produktion
Der durchgängige I4.0-Prozess ...
... in einer vernetzten
Produktionsumgebung
j
Import 3 stufiger Planungsprozess mehrstufige Fertigung / Montage
1 durchgängiges Daten- und Informationsmodell
(Produkt-Design Produktion)
FERTIGUNG ‐ PUSH
j
2 durchgängige Fertigungs(PUSH)-
Montage(PULL)-Strategien
MONTAGE ‐ PULL Kunde
3 komplett durchgängiges Teil-, Gebinde- und Auftragsmanagement
j
Fertigung
Kunde
Zukauf
Montage
j
4 durchgängige Prozess-Produktions-IT-Architektur
… das Zusammenspiel aller Wertschöpfungsteilnehmer
in einer multi-dimensionalen Vernetzung
Unser Ansatz
… der Individualisierung folgend
Losgröße 1 –Produktion
im Fokus
Unser Prozess
Steps im durchgängigen Prozess – Was zeigen wir heute?
1. CAD/CAM-Kopplung
2. Datenübergabe mit ‚Schreddern‘ (Def. Montage-Strategie)
3. Opt. Vorfertigung von Säge bis Bohren/Fräsen
4. Sortieren (manuell / automatisch)
5. Montage (inkl. Teile-Beschläge-Logistik)Unser Prozess
1. CAD/CAM-Kopplung
• Aus einer Idee wird ein Produkt, die opt. Fertigung wird vorbereitet KI
• Teileliste für Fertigung/Montage sowie kompl. Beschlägeliste sind
100% konsistent und final aufbereitet
• CNC-Programme für die Komplettbearbeitung an Säge, Kante,
Bohren & Fräsen sind vorbereitet
• 2D/3D- und Explosions-Zeichnungen stehen zur Verfügung
• Alle Auftragspapiere sind vorhandenUnser Prozess
2. Datenübergabe mit Schreddern - Def. der Montage-Strategie
• In proto_lab-App übernommen: Teile-, Beschlägeliste,
3D-Zeichnung, Montage in Pos. organisiert , …
• Kd-Aufträge nach Market-PULL terminiert
• Wir Schreddern Montage-gerechte Pakete
(Montagestrategie durch Facharbeiter o. KI )
• Sortierung in Kommi-Container entspricht einer
optimalen Montagereihenfolge KI„Wir haben schon mal ein paar
Unser Prozess
Vorfertigungspakete mit unter‐
schiedlichen Routen bereit
3a. Optimale Vorfertigung: Start an Säge gestellt und steigen nun
beim Bohren/Fräsen,
Vormontieren ein!“
• Definition optimaler Vorfertigungspakete KI
• Gebinde für vereinfachtes Routing („Säge-only-Teile“) - weitere
Gebinde für verschiedene Fertigungsrouten
• Auswahl beliebiger Teilewagen (Gebinde-Mgmt.) - alle Gebinde
werden flach auf Teilewagen/Tablaren transportiert oder für
Wahlfreiheit im Kommi-ContainerUnser Prozess
3b. Vorfertigung … Kante, Bohren/Fräsen
• vom Flachwagen: Start Bearbeitung durch „Scannen Teil für Teil“
• vom Kommi-Container (sortiert/senkrecht stehend):
Wahlfreiheit – Rüstoptimierung durch Facharbeiter o. KI
• CNC-Programme sind durch IMOS vorverarbeitet und stehen bereit
• Abarbeitungszustand im Routing jederzeit sichtbarUnser Prozess
4a. Sortieren am Kundenentkopplungspunkt
fertigungsgerecht optimierte Vorfertigungspakete (PUSH) werden in
Fertigung
montagegerecht geschredderte Pakete (PULL) sortiert
PULL- und PUSH-Strategie
Kunde
greifen ineinander
PUSH
Kunde
Kunde
Zukauf Montage PULL KundeUnser Prozess
4b. Sortieren (manuell / automatisch)
• Zukaufteile werden manuell dazu sortiert – Kommi-Container
steuert ‚pick/put by light‘
• Automatisiertes Sortieren vom „wilden Stapel“Unser Prozess
5. Montage (inkl. Teile-Beschläge-Logistik)
• Montage-App sowie Beschlägeturm und Kommi-Container lenken
‚Pick-by-Picture/Light‘ den Montageprozess
• Teile-/Beschlägelisten sowie optimierte Vorfertigungs-/
Montagepakete führen durchgängig über das integrierte Teile-
Gebinde-Auftrags-Management zu einem konsistenten,
durchgängigen Prozess von der Idee & Produktentwicklung über
Fertigung und Montage bis zur Auslieferung.j das Zusammenspiel aller Wertschöpfungsteilnehmer in einer multi-dimensionalen Vernetzung
ERP-Integration
Ausblick 1
ERP: Verfügbarkeit, Bestellwesen, Lagerverwaltung, WE, FiBu, ...
Zukauf
Zukauf
Kunde
proto_lab – shopfloor
dezentrale Wertschöpfung
Fertigung MontageKI-Integration
Ausblick 2
o Montagestrategie
o Vorfertigungsstrategie
o Prozessspezifische Rüstreihenfolgen
„Optimaler o Sortierung & wahlfreier Zugriff
Betriebspunkt“
o Fertigungsrouten (produkt-basiert) Promotion SB
(Auslastung, DLZ,
Energieeinsatz,
o production scheduling
Rüstzeiten,
Liefertreue, o Ad-hoc-Reihenfolgebildung
Stillstand,
Abfall, o Stoffstrom- und Energiemanagement
...)Promotion KI
KI-Promotion Stefan Böhm – Motivation
• Losgröße 1
• Ständig wechselnde Produktionsabläufe
• Kurze Lieferzeiten
• Mangel an erfahrenen Mitarbeiter
• ...Promotion KI
Heutige Problemstellungen in der Produktion
2. Automatische
1. Festlegung 3. AR-
CNC-
des Montage-
Programm-
Fertigungsablauf Support
Generierung
MPI
Maschinen-Prozess-
IdentifikationPromotion KI
Fragestellungen des Forschungsvorhabens
• Analyse von Bearbeitungsprozessen:
Wie kann man Bearbeitungsprozesse aus CAD-Dateien in Bezug
auf die spezifische Manufaktur analysieren.
Observer
• Maschinenzuweisung der Bearbeitungsprozesse:
Wie kann man Mitarbeiterwissen für die Maschinenzuweisung von
Bearbeitungsprozessen in ein intelligentes System einbinden.
ControllerPromotion KI
Maschinen-Prozess-Identifikation
Costumer Employee
Observer Machining Controller
(Feature Extraction) processes (Task Allocation)
Product Machinery ‐
CAD Data suggestions
Manufacturer Manufacturing Customer‐
Website systems (Shop Floor) specific product
Costumer EmployeePromotion KI
Betrachtung eines Computers von 3D-ObjektenPromotion KI
Reinforcement Learning für die UmsetzungLernende KI
Trainierte KI
proto_lab 2.0 – die solide Architektur für den Sprung zu 3.0
Fazit
In proto_lab1.0 haben wir die Basis-Features und die -Architektur
gebaut und diese ...
... in proto_lab2.0 zu einem realitätsgetreuen, flexiblen,
durchgängigen easy-to-use-Prozess für daily operations verbunden
Daten-Informations-Architektur
Prozess- und IT-Architektur
Wertschöpfungs-ArchitekturDer durchgängige Industrie 4.0 Prozess zwischen Handwerk und Industrie https://protolab‐rosenheim.de
Sie können auch lesen