DIE MENSCH-MASCHINEN-SCHNITTSTELLE (MMS) UND DAS AUTOMATISIERTE WIG-ORBITALSCHWEISSEN
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

DIE MENSCH-MASCHINEN-SCHNITTSTELLE (MMS)
UND DAS AUTOMATISIERTE WIG-
ORBITALSCHWEISSEN
Verfasst von Hans-Peter Mariner
Das erklärte Ziel eines jeden Herstellers von Maschinen und Automaten ist die sichere und
einfache Bedienung der Geräte, um sie somit einer möglichst großen Anzahl von
Anwendern zugänglich zu machen.
Die Autonomie/Selbständigkeit des Bedieners möglichst schnell und ohne viel
Schulungsaufwand zu erreichen ist eine weitere Herausforderung, da dies zu einer
Kostenreduzierung und damit zu einem wirtschaftlichen Vorteil sowohl für den Betreiber als
auch für den Hersteller führt.
Mit dieser kurzen Einleitung ist klar, wo heute der Schwerpunkt bei der Entwicklung von
Anlagen zum Orbital und mechanisierten/automatisierten Schweißen liegt.
Was ist eine Mensch-Maschinen-Schnittstelle (MMS), wie sieht sie aus, welchen
Anforderungen muss sie gerecht werden oder umgekehrt, welche Eigenschaften sollte sie
besitzen?
Beispiel einer „historischen“ Mensch-Maschine-Schnittstelle:
Dampflokomotive TGV-Hochgeschwindigkeitszug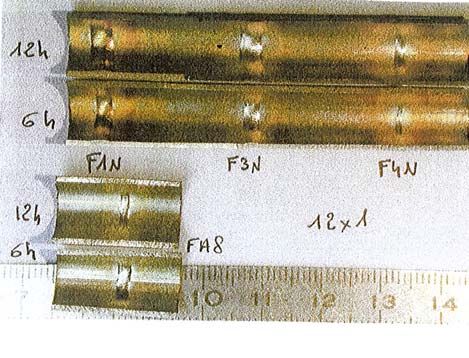
Definition: Mit Mensch-Maschine-Schnittstelle (MMS) wird der Teil einer
Anlage/Maschine bezeichnet, der mit dem Menschen interagiert. Sie muss, um vom
Menschen bedienbar zu sein, speziell den Bedürfnissen des Menschen angepasst sein. In
der Forschung und Entwicklung werden diese Aspekte für die Definition der
Benutzerschnittstelle berücksichtigt.
Die Mensch-Maschine-Schnittstelle (MMS) erlaubt dem Bediener das Bedienen der
Maschine, das Beobachten der Anlagenzustände und falls erforderlich, das Eingreifen in
den Prozess. Die Bereitstellung der Informationen erfolgt entweder hardwaretechnisch
über Bedienpulte mit Signallampen, Anzeigefeldern und Tastern oder softwaretechnisch
über ein Visualisierungssystem, das auf einem Bildschirm läuft.
Ein alltägliches Beispiel ist die Schnittstelle Fahrer / Auto: Pedale, Lenkrad, Schalthebel
usw. gehören zu den Befehlsgebern / Bedienungselementen.
Das Armaturenbrett mit den verschiedenen Anzeigen gehört zur Informationsebene.
Die gesamte Gestaltung ist übersichtlich und leicht, meist intuitiv erlernbar.
Die Verwendung von Symbolen gegenüber Erläuterungen oder Text allgemein sind aus
verschiedenen Gründen vorzuziehen, aber, wie einige Warnzeichen, erklärungsbedürftig.
Ein solches Visualisierungssystem besteht aus einem PC mit Bildschirm und Tastatur bzw.
Maus oder einem Touchscreen. Manche Systeme benötigen ein firmenspezifisches
Betriebssystem mit Computer. Besser ist es jedoch, wenn das System auf einem
handelsüblichen PC implementiert werden kann.
Durch einzelne Bildschirmobjekte und Grafiken entsteht dann eine Bedieneroberfläche,
welche die Funktionen und die gespeicherten Daten der Maschine wiedergibt.
Die MMS ist über ein Bussystem (MPI, Profibus, Ethernet) mit der SPS gekoppelt.
Graphisch unterstützte Bedienerführung
einer Orbitalschweissanlage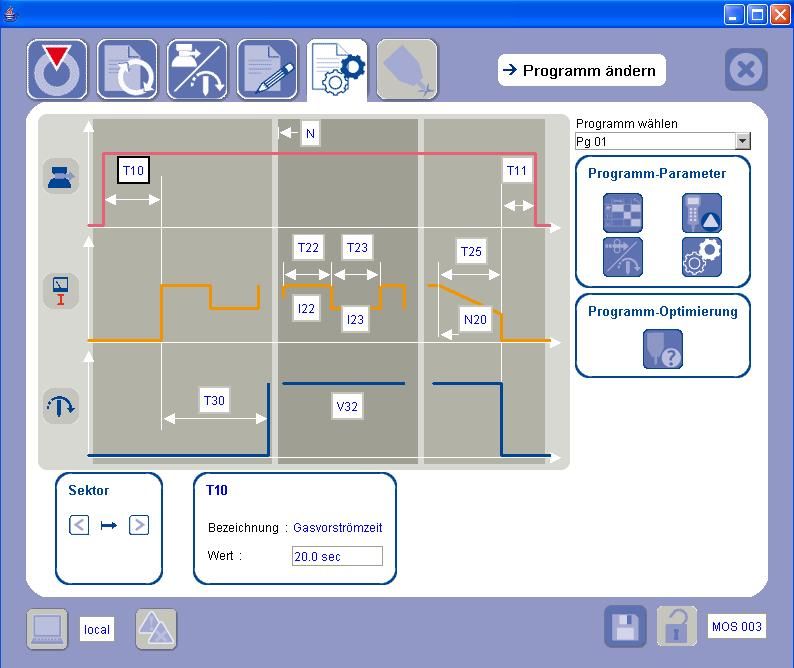
Soweit zur allgemeinen Beschreibung der Mensch-Maschinen-Schnittstelle (MMS), über
die sämtliche Interaktionen mit der Anlage, mehr oder weniger einfach aus Sicht des
Bedieners, abgewickelt werden.
Die wesentlichen „Schlagwörter“ und damit Merkmale bzw. Ausdruck für die Qualität der
Schnittstelle sind:
Intuitiv – intelligent – sprachneutral - der Aufgabe entsprechend minimalistisch
Für die Zukunft „offene“ und „kommunizierende“ Anlagen-Konzepte
Neben einer graphisch unterstützten Mensch-Maschinen-Schnittstelle (MMS) bietet
moderne Industrieelektronik noch eine ganze Reihe weitere Möglichkeiten, um dem
Bediener das Leben zu vereinfachen, bzw. ihm die Möglichkeit zu bieten, sich auf
wesentliche Einflussgrößen, auf welche die „Maschine“ keinen Einfluss hat, zu
konzentrieren.
Ein Beispiel ist die eigenständige Anlagenkonfiguration, oder anders ausgedrückt die
automatische Erkennung des jeweils angeschlossenen „Werkzeuges“ wie z.B. des
Schweißkopftyps und seiner Parameter ohne manuelle Eingabe. Somit ist gewährleistet,
daß die Orbitalschweißanlage und deren Schweißprogramme für alle verständlich die
Schweißgeschwindigkeit direkt in absoluten Werten (mm oder Zoll / min) ausdrückt und
dies unabhängig von der Mechanik des jeweiligen Schweißkopfes.
Stromquelle P4 Stromquelle P6
Automatische Schweißkopferkennung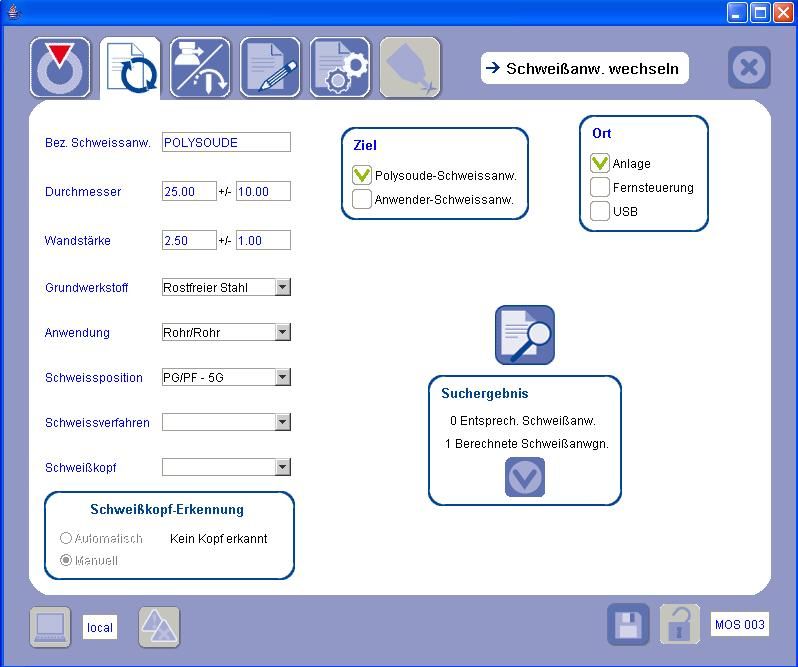
Die Auto-Programmierung: Es ist bereits schwierig, die 3 bzw. 4 Grundparameter
(Schutzgas, Schweißstrom, Schweißgeschwindigkeit, Drahtgeschwindigkeit) einer
Orbitalschweißanlage abhängig von der Schweißposition zum Erzielen einer rundum
gleichmäßigen Schweißnaht einzustellen. Wie schwierig es ist, die 25 bis 30 Parameter,
welche sich ergeben sobald man alle Möglichkeiten einer modernen Anlage mit
pulsierendem Schweißstrom, pulsierender zum Schweißstrom synchronisierter Schweiß-
und Drahtgeschwindigkeit, etc. und deren Kombinationsmöglichkeiten nützen möchte, ist
leicht nachzuvollziehen und keinem Bediener zuzumuten.
Mit Hilfe einer Programmbibliothek oder der mathematischen Berechnung von
Schweißparametern, dem so genannten "Synergie-Betrieb" mit vorprogrammierten
Parametern abhängig von ihrer Aufgabenstellung wird die Bedienung der Anlage sehr
einfach.
Der Gerätehersteller übernimmt die Aufgabe der Parameteroptimierung auf Basis von
Probeschweißungen, unterschiedlicher Außendurchmesser, Wandstärken und
Materialchargen und den davon abgeleiteten Algorithmen.
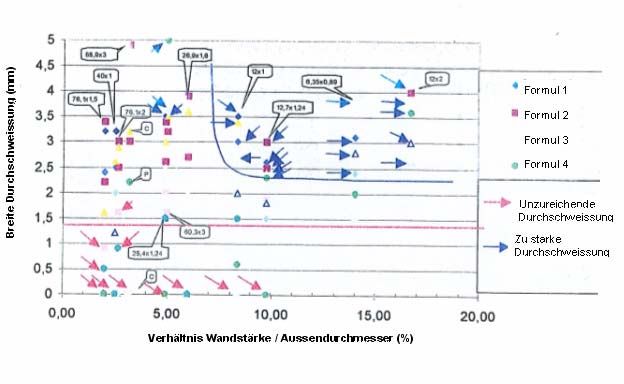
Schweißversuche zur empirischen Ermittlung eines mathematischen Modells zur
Berechnung von Schweißparametern. Grundwerkstoff 304L und 316L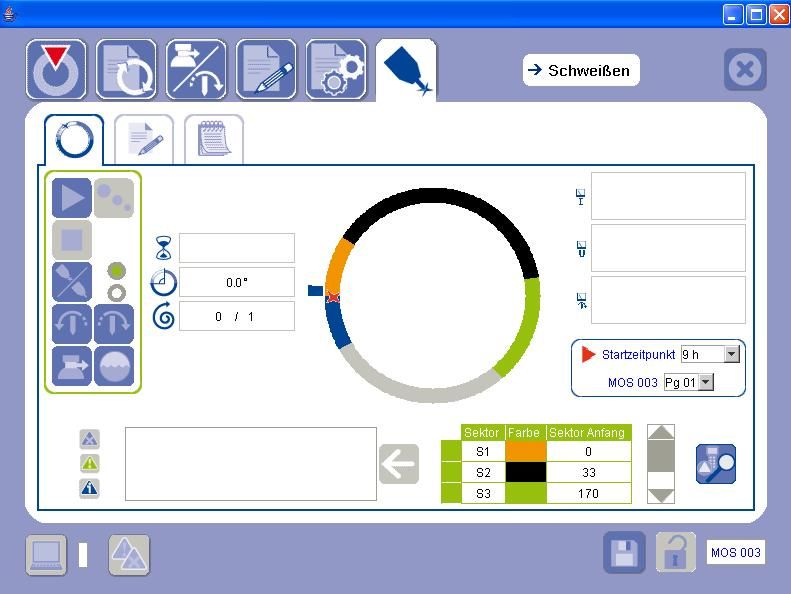
Ein garantiert reproduzierbares Schweißergebnis, die errechneten oder aus einer
Programmbibliothek stammenden elektrischen Parameter eines Schweißprogramms
führen nur dann zum erwarteten, reproduzierbaren Schweißergebnis, wenn die
dazugehörenden mechanischen Parameter allerseits verständlich erfasst und dokumentiert
wurden.
Eine Vielzahl mechanischer Parameter als Einflussgrößen
Ein Schweißprogramm mit seinen ausschließlich elektrischen Parametern ist nur ein
Bestandteil einer kompletten Schweißanweisung, die darüber hinaus sämtliche
Randbedingungen, insbesondere die so genannten mechanischen Parameter, beinhaltet.
Von der Anlage dokumentierte mechanische Parameter für Brennereinstellung und
Drahtzuführung
Von der Anlage dokumentierte mechanische Parameter der Bauteilvorbereitung
Das Ergebnis : Die einfache Eingabe des Rohrdurchmessers, der Wandstärke und des
Grundwerkstoffes reichen aus, damit die Anlage für jede Aufgabe nicht nur ein
Schweißprogramm sondern eine komplette Schweißanweisung passend zum
angeschlossenen Schweißkopf vorschlägt.
Eingabe der Auswahlkriterien
Schweißbereit in Sekunden
Suchergebnis, eine den Auswahlkriterien entsprechende
Schweißanweisungen
Programmoptimierung, Anpassungen an Chargenunterschiede, Draht- und Gastoleranzen bzw. die Umgebungstemperatur sind über die graphisch unterstützte Mensch-Maschinen- Schnittstelle (MMS) entweder on-line während oder off-line nach Beendigung einer Referenzschweißung leicht möglich und können auf Wunsch dauerhaft im Maschinenspeicher abgespeichert werden. Graphische Darstellung eines Schweißprogrammes mit direkter Eingabemöglichkeit Programmoptimierung: Auch hier bietet der Entwickler und Hersteller eine Hilfestellung in Form eines Expertenmenus mit „Ablaufdiagramm“, welches zur strukturierten und systematischen Optimierung eines Schweißprogramms führt.
Expertenmenu zur Schweißprogrammoptimierung Die „offene, kommunizierende“ Bauweise einer Anlage ermöglicht die Übertragung von kompletten Schweißanweisungen oder aufgezeichneten Istwerten mittels USB oder Ethernet-Schnittstelle an einen zentralen Leitstand oder andere mobile Arbeitsplätze. Abschließend kann gesagt werden, daß eine Mensch-Maschinen-Schnittstelle (MMS) unbegrenzt erweiterbar ist und die darüber bediente bzw. gesteuerte Anlage dank der heute dafür entwickelten Softwareplattform „zeitlos“ ist und damit immer neuen Bedürfnissen angepaßt werden kann. In diesem „offenen“ Sinne ist es nach der automatischen Schweißkopferkennung, der automatischen Schweißprogrammerstellung nur ein kleiner Schritt zur automatischen Bauteilerkennung z.B. mittels Barkodelesegerät und der damit verbundenen selbsttätigen Auswahl der entsprechenden Schweißanweißung aus dem Maschinenspeicher der Orbitalschweißanlage. Moderne Anlagen-Konzepte sollten deshalb derartige Entwicklungen bereits beinhalten und somit dem technischen Anforderungsprofil der Anwender entsprechen?

Kontakt: POLYSOUDE – Z.I. du Bois Briand – 2, rue Paul Beaupère – 44300 Nantes – France + 33 – 2 40 68 11 74 - (Andrea Husson) E-mail : info@polysoude.com Internet : www.polysoude.com
Sie können auch lesen

















































