Hartlöten im Modellbau - Allgemeines
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Hartlöten im Modellbau
Allgemeines
Hartlöten ist ein Fügeprozess, der sehr anpassungsfähig in Bezug
auf die Beschaffenheit der Komponenten ist, deren Material, der
Passfuge, sowie der Wärmequellen, die zum Schmelzen der
Hartlotlegierung verwendet werden. Die Fügeverbindungen sind
hoch belastbar und metallurgisch mit dem Grundmaterial
verbunden.
Hartlöten unterscheidet sich vom Schweissen dadurch, dass bei
diesem Prozess nur das Hartlot geschmolzen wird. Der
Grundwerkstoff der Komponente wird nicht angeschmolzen und
daher gibt es auch keine temperaturbelastete Zone. Wenn der
Hartlötprozess richtig ausgeführt wird, tritt in den
zusammengefügten Komponenten kein Verzug auf. Hartlote sind im
allgemeinen Legierungen aus Silber, Gold, Nickel, Kobalt,
Aluminium oder Kupfer. Vielfach werden dem Hartlot Zusatzmittel
beigemischt, welche den Schmelzpunkt reduzieren. Diese Mittel
verflüchtigen sich im allgemeinen während des Hartlötprozesses
und damit liegt der Schmelzpunkt des Hartlotes beim
Wiedererwärmen oft um vieles höher als die ursprüngliche
Hartlöttemperatur. Die möglichen Wärmequellen reichen vom
einfachen Brenner für kleine Werkstücke über
Autogenschweißgeräte, bis zu Induktionsöfen.
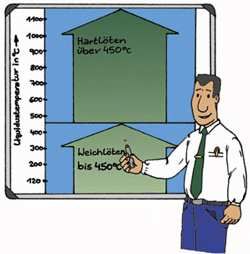
Hartlöten unterscheidet sich vom
Weichlöten durch den Schmelzpunkt
des für das Zusammenfügen
verwendeten Lotes. Hartlote
schmelzen erst über einer
Temperatur von 450 °C.
Wahl der Arbeitsgeräte und Materialien Wärmequelle: Am häufigsten werden Gasbrenner verwendet, also das Flammlöten praktiziert. Handelsübliche Lötlampen sind für Modellbauzwecke ausreichend und preisgünstig. Steht eine Autogenschweißausrüstung zur Verfügung, muß die Brennerdüse, sowie das Gasgemisch/Flammenform der Werkstück-größe angepasst werden. Hartlot: Lote gibt es in Blech-oder Stab-form. Die Wahl des Lots wird vom Werkstück- material, von der späteren Einsatztemperatur und vor allem bei Einsteigern von der Verarbeitbarkeit bestimmt. Kupfer und Messinglote haben hohe Verarbeitungstemperaturen und sind an Werkstücke mit gleichem Material gebunden. Silberlote können auch verschiedene Materialien verbinden. Bei Edelstählen kann nur Silberlot eingesetzt werden. Je höher der Silberanteil, desto leichter gelingt die Verarbeitung und desto niedrieger ist die Arbeitstemperatur. Flußmittelumhüllte Lote sind praktisch, jedoch kann es sein, daß der Anteil Flußmittel zu gering ist.
Flußmittel:
Zusatzflußmittel gibt es in kleinen Gebinden als Pulver oder Paste, meißt
wasserverdünnbar für bequemes Auftragen. Sie unterscheiden sich in der
Arbeitstemperatur und im Material.
Werkstück-materialien:
Es können nahezu alle Materialien verlötet werden, dabei ist die Lieferform
nicht entscheidend. Ob Bleche, Profile, oder gegossene Werkstücke, alles
kann miteinander verbunden werden. Im Modellbau ersetzt das Hartlöten
oftmals eine Schweißverbindung und ist sowohl bei wärmebelasteten
Teilen wie, Brennkammern, Krümmern und Schalldämpfern, als auch bei
lediglich mechanisch belasteten Teilen einsetzbar. Sonderfall ist das
verlöten von Aluminium und Alu-Legierungen. Hier benötigt man spezielle
Lote und Flußmittel und die Schwierigkeit besteht im Erkennen der
Arbeitstemperatur, da hier das Glühen unsichtbar ist und man leicht
ungewollt eine Schmelze erzeugt.
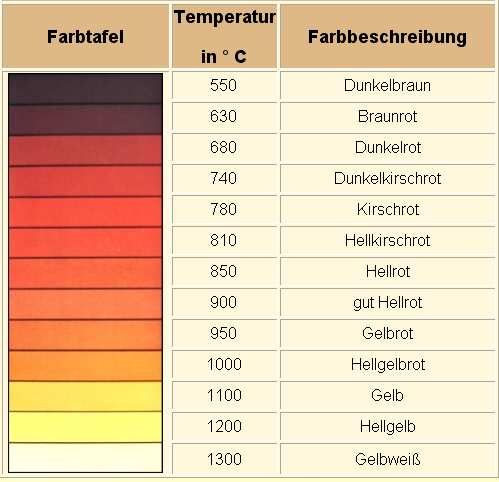
Vorgehensweise: 1. Teile müssen vorbehandelt werden, indem sie „metallisch rein“ geschliffen, gefeilt, gefräst, oder sandegestrahlt werden. 2. Alles muß so positioniert, bzw. fixiert werden, daß während dem Löten kein Verrutschen möglich ist. Hier ist evt. eine Hilfsvorrichtung nötig. 3. Prinzipiell wird mit „weicher“ Flamme gearbeitet und die Werkstücke werden langsam und gleichmäßig erwärmt. 4. Zunächst wird das Flußmittel (separates wird vorher aufgetragen) vom Lötstab abgeschmolzen und großzügig an die Lotstelle gebracht. 5. Nachdem das Flußmittel klar und flüssig ist wird auf Arbeitstemperatur weitererwärmt und das Lot zugegeben. 6. Hat man einen Lotspalt, (optimal ist 1/10mm) wird das flüssige Lot schlagartig eingesaugt und man nimmt die Wärmequelle langsam vom Werkstück. Ein späteres wiederholtes Erwärmen zur Demontage, oder anderes Positionieren ist ohne weiters möglich, es bedarf nicht unbedingt weiteren Flußmittels 7. Mit Hartlot kann man auch größere Spalte füllen, oder sogenannte Kehlnähte erstellen, hier ist Geschick beim Halten der Arbeitstemperatur gefordert. 8. Ist das Werkstück abgekühlt, sollte das Flußmittel entfernt werden. Dies kann mechanisch durch Schleifen, Feilen, oder Sandstrahlen erreicht werden, auch Beizen ist möglich. Glühfarben für Stahl als Orientierungshilfe für den meißt verwendeten Werkstoff
Daten und Fakten zusammengefasst
Arbeitstemperaturen:
450-1000°C
Materialien:
Stahl, Stahlguß, Edelstahl, Kupfer, Messing, auch
untereinander; Aluminium,Zink (erfordert speziallote und
Flußmittel, es gibt kein sichtbares „Glühen“, Teile können
selbst mit Bunzenbrennern schmelzen und zerstört werden
Festigkeiten Silberlote:
zwischen 350-500N/qmm
Sonstige Eigenschaften:
je höher der Silberanteil, je niedriger die Arbeitstemperatur, je
einfacher die Verarbeitung; Achtung mehr Silber- teurer!
Flußmittel:
Viel hilft viel ist hier ernsthaft gemeint!
Unterschied zum Schweißen:
kein Schmelzen des Grundmaterials, lösbare Verbindung,
wenig Verzug, geringere Festigkeit, keine teure Anlage
notwendig, filigrane Teile können bearbeitet werden, auch an
schlecht zugänglichen Stellen durch Kapillarwirkung
Verbindung möglich.
Bei Brennern: zum Hartlöten eine sogenannte weiche Flamme
einstellen, d.h. Sauerstoffüberschuss und punktuelle
Erwärmung vermeiden!
Jo NüsselerSie können auch lesen