OCT für das Schweißen von Hair Pins - OCT IN DER MATERIALBEARBEITUNG - Lessmüller
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
OCT IN DER MATERIALBEARBEITUNG
OCT für das Schweißen von Hair Pins
Wegen der immer strengeren Anforderungen an den Umweltschutz müssen die der Messposition. Im Gegensatz zur
Automobilhersteller den Kraftstoffverbrauch ihrer Fahrzeugflotten reduzieren. Lasertriangulation arbeitet OCT in
Der Übergang zur emissionsfreien Elektromobilität ist ein globaler, technologi- einem koaxialen Messaufbau und er-
scher Trend. Der schnell wachsende Markt für Elektromobilität erfordert präzi- möglicht damit auch die omnidirektio-
se geschweißte Funktionskomponenten. Das Laserschweißen leistet zusammen nale Messung bei der Nahtverfolgung
mit Präzisionssensorsystemen wie OCT (Optische Kohärenztomografie, auf Eng- oder -überprüfung. Darüber hinaus
lisch Optical Coherence Tomography) einen großen Beitrag zur Entwicklung von können auch singuläre Punktmessun-
elektrischen Komponenten für voll- oder teilelektrifizierte Fahrzeuge, aber auch gen mit benutzerdefinierter Anzahl
für die Batterien selbst. und Position der Punkte durchgeführt
werden, die der jeweiligen Messauf-
gabe angepasst sind. Störfaktoren
Mit OCT ausgestattete Laserbearbei- OCT erlaubt erheblich verbes- wie Niederhalter oder andere Befesti-
tungsköpfe bieten eine Reihe von serte Schweißproduktivität gungselemente wirken sich nicht auf
technischen Vorteilen, die sich positiv auch mit hohen Geschwindig- die Tracking- und QS-Ergebnisse aus.
auf die Zykluszeit und die Qualitäts- keiten OCT ist immun gegen weißglühendes
sicherung auswirken und damit auch Um ein 3D-Bild zu erhalten, ist eine Prozesslicht, Störlicht aller Art und
ökonomische Vorteile für den Anwen- optische Schnellabtastvorrichtung mit Spritzer beim Schweißen. Daher wer-
der bringen. großen lateralen Scans erforderlich. den die berührungslose Nahtführung
Durch die Erfassung einer 3D-Oberflä- Lessmüller Lasertechnik bietet einen und die zerstörungsfreie Echtzeit-
chentopographie kann das Profil der kompakten, robusten und leichtge- Qualitätskontrolle der Schweißnaht
Stoßfuge mit hoher axialer und latera- wichtigen OCT Scanner, der einfach mit der Präzision und Zuverlässigkeit
ler Auflösung aufgezeichnet werden. zu integrieren und einfach zu bedie- realisiert, die mit anderen, herkömm-
Somit kann die genaue Schweißposi- nen ist. Die Verwendung eines OCT lichen Techniken nicht erreichbar
tion in Echtzeit erfasst werden. Scanners ermöglicht die freie Wahl sind. Die Anwendung von OCT ist ins-
besondere für Geometrien vorteilhaft,
die für herkömmliche kamerabasierte
Techniken nicht zugänglich sind: Die
Schweißstoßfugen oder Schweißfehler,
die ein außergewöhnlich hohes oder
kleines Seitenverhältnis aufweisen,
können dennoch mit OCT erkannt wer-
den.
Das OCT System erkennt und definiert
die neue Nahtposition und regelt
die Fokussieroptik so, dass der Be-
arbeitungslaser immer an der Naht
bleibt. Es folgt dem Laserstrahl immer
in jeder Schweißrichtung, an jeder
Schweißposition, auch bei abrupten
Positionsänderungen und bietet her-
vorragende Flexibilität ohne zeitauf-
wändige Neuorientierung. Es gewähr-
leistet eine korrekte und präzise
Strahlpositionierung und damit ein
zuverlässiges genaues Laserschwei-
ßen, das einen stabilen Langzeitpro-
zess und die Verringerung der Fehler-
▲ Abb. 1: a) Hair Pins-Paar; b) OCT Scan-Muster zum Vermessen der Hair Pins-Paar raten ermöglicht.
Geometrie und Bestimmen der Mittelpunkt-Position; c) und d) OCT Scans entlang
mehrerer Linien zum Ermitteln der Spaltposition zwischen den Stiften sowie des Die hohen Mess- und Signalverarbei-
lateralen und vertikalen Versatzes der Pins. tungsraten der OCT sind mit der
14 LASER MAGAZIN 2/2020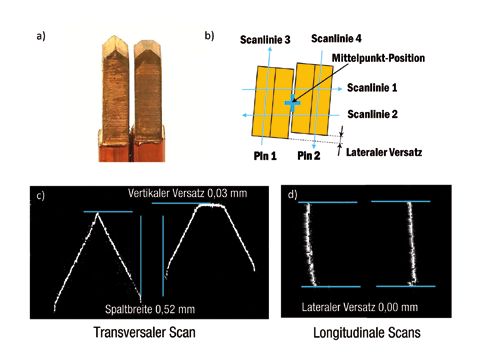
OCT IN DER MATERIALBEARBEITUNG
▲ A
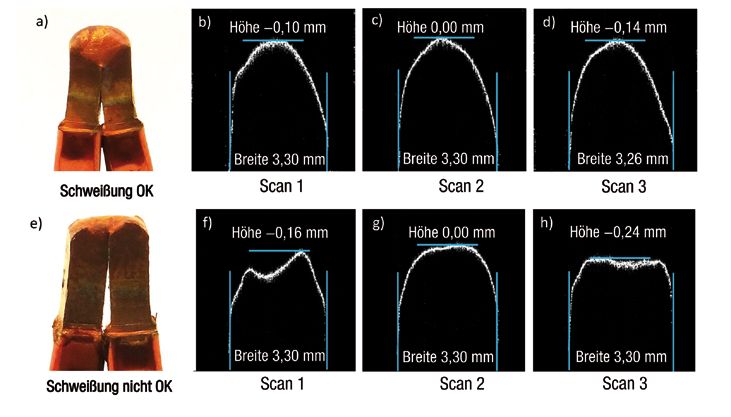
bb. 2: Qualitätsprüfung der geschweißten E-Powertrain-Hair Pins: a) und e) Fotos der geschweißten Hair Pins; b) bis d) Nahezu
identische OCT Profile auf derselben Schweißnaht weisen auf eine höhere Schweißnahtqualität hin; f) bis h) Unterschiedliche Formen
der OCT Profile auf derselben Schweißnaht zeigen eine schlechte Schweißqualität.
hohen Schweißgeschwindigkeit kom- dustrie bei. Die OCT spielt eine wich- nen und gegebenenfalls den Prozess
patibel, die eine zeiteffiziente Laser- tige Rolle beim Laserschweißen für entsprechend zu korrigieren. Bei Ver-
bearbeitung im laufenden Betrieb er- die Herstellung von Elektrofahrzeu- wendung von OCT als Nahtverfol-
möglicht. gen. Die Anzahl möglicher OCT An- gungssystem können Flansche auf bis
Durch die Präzision in Kombination wendungen nimmt mit dem aufstre- zu 0,3 mm gekürzt werden. OCT kann
mit der Echtzeitfähigkeit ermöglicht benden Elektromobilität-Markt zu. einen vollständig überwachten und
OCT eine flexible, automatisierte La- Dazu gehört nicht nur das Fügen von autonomen Betrieb des Verarbei-
serbearbeitung mit erheblich verbes- Komponenten für den Karosseriebau, tungslasers gewährleisten.
serter Schweißproduktivität auch mit bei dem eine präzise Nahtführung
hohen Geschwindigkeiten. erforderlich ist, sondern auch das OCT ermöglicht die exakte und
OCT erlaubt eine verbesserte Pro- Schweißen von Stromspeicher- und schnelle Lokalisierung von Hair
zesssteuerung unter verschiedenen Antriebsstrangkomponenten. Pins und eine schnelle quanti-
Bedingungen, einschließlich des auto- tative Qualitätsbewertung der
matisierten Remote Schweißens ver- OCT spielt eine wichtige Rolle Schweißnaht
schiedener Komponenten. Dank des beim Laserschweißen für die Die Schweißversuche mit OCT wurden
dynamisch einstellbaren Referenzar- Herstellung von Elektrofahr- auch an Hair Pins im Stator eines Elek-
mes hat das Lessmüller OCT System zeugen tromotors durchgeführt. Kupferstifte
große und variable Arbeitsabstände Elektromotoren und Batterien wiegen (Hair Pins) von elektrischen Antriebs-
bei gleichzeitig hoher Auflösung. mehr als moderne Verbrennungsmo- statoren müssen sehr schnell ohne
Dadurch ist es auch für den Einsatz toren. Dies erfordert, dass andere Tei- Poren und Spritzer geschweißt wer-
beim »on the fly« Schweißen geeignet. le leichter sind, um ein insgesamt den, um einen guten elektrischen
Die industrielle Implementierung von akzeptables Gewicht des Fahrzeugs Kontakt zu gewährleisten. Ein kom-
OCT für das Laserschweißen nimmt auszugleichen. OCT ermöglicht es, pletter 2D Scan mit 600 X 600 Punkten
kontinuierlich zu, denn die Anwen- größere Toleranzen bei Flansch und (wie mit einer Kamera gemessen)
dung von OCT trägt zum technologi- Spaltgröße im Vergleich zu anderen braucht mehr als 5 Sekunden, was für
schen Fortschritt in der Automobilin- Nahtverfolgungstechniken zu erken- die Serienproduktion zu lang ist. OCT
LASER MAGAZIN 2/2020 15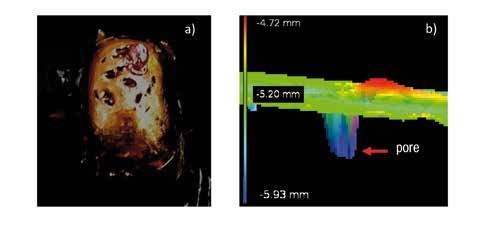
OCT IN DER MATERIALBEARBEITUNG
ßung erfolgen, nämlich ein geringer
elektrischer Widerstand und die ge-
forderte mechanische Festigkeit. Der
Höhenunterschied des Hair Pin-Paa-
res vor und nach dem Schweißen er-
laubt eine Abschätzung des aufge-
schmolzenen Volumens. Ein solcher
numerischer Online-Qualitätsaus-
druck kann mit kamerabasierten Qua-
litätskontrollsystemen nicht erreicht
werden.
OCT ist eine elegante Lösung für
das industrielle Laserschweißen, die
hochproduktive und flexible Produkti-
onslinienlayouts mit einem erhöhten
▲ A
bb. 3: a) Foto der Schweißperle und b) entsprechendes OCT 3D-Bild, das eine offene
Pore zeigt.
Volumen an produzierten Komponen-
ten ermöglicht. Die Ergebnisse zei-
bietet dagegen eine andere Mess- gemessenen Zentrums zum theoreti- gen, dass OCT erfolgreich zur exakten
Strategie. Statt eines kompletten 2D- schen Mittelpunkt berechnet. Spalt- und schnellen Lokalisierung von Hair
Scans werden nur die für die Erken- größe und Spaltposition zwischen den Pins und zur schnellen quantitativen
nung von Spalt, Höhe und Lage der Stiften sowie die Fehlausrichtung der Qualitätsbewertung der Schweißnaht
Pins zueinander notwendigen Ein- Stifte zueinander (lateraler Versatz) eingesetzt werden kann, die einen
zelscans programmiert, sodass die und Stiftbreite werden identifiziert schnellen und zuverlässigen Schweiß-
notwendigen Informationen in ca. 55 (Abb. 1c, d). Die genaue Höhe jedes prozess gewährleistet.
ms erfasst werden. Stifts (Abb. 1c), die für die Einstellung Lessmüller OCT System, das an ver-
Der Vorteil von OCT gegenüber an- des Fokus und der Leistung des Bear- schiedene Laserbearbeitungsoptiken
deren Nahtführungs- und Überwa- beitungsstrahls entscheidend ist, wird angepasst ist, garantiert Präzision und
chungstechniken besteht darin, dass mit dieser Strategie automatisch mit Reproduzierbarkeit von geschweißten
es nicht nur eine dreidimensionale vermessen. Bauteilen. Die erfolgreiche Erfahrung
Visualisierung der Hair Pins liefert, Die Höhe der Hair Pins wird zur Fokus- des OCT Betriebs in der Automobilli-
sondern auch direkte Höhenmessun- Anpassung des Bearbeitungsstrahls nienproduktion macht OCT als Sen-
gen in Echtzeit. und als Referenz für die Post-Prozess- sortechnologie für die heutigen Laser-
Aufgrund der hohen elektrischen und Messung benutzt. Die Gesamtmess- bearbeitungstrends günstig.
thermischen Leitfähigkeit und des zeit beträgt ca. 55 ms. Die Korrektur- Alle oben genannten potenziellen
hohen Reflexionsvermögens, stellt daten zur Mittelpunkt-Position wer- Vorteile der OCT und die dreidimen-
Schweißen von Kupfer eine Herausfor- den an die Steuerung der Bear- sionale Natur der OCT Daten machen
derung dar: Der Schweißstrahl muss beitungsoptik gesendet. die OCT den traditionellen Technolo-
in seinem Fokus auf die Oberfläche Die Qualität der Schweißperle jedes gien in vielerlei Hinsicht überlegen.
des Hair Pins treffen, um mit maxima- Hair Pin-Paars kann mithilfe der OCT OCT macht das Schweißen in der Seri-
ler Leistungsdichte die Reflexion der online bewertet werden. enproduktion schneller, genauer und
Oberfläche zu brechen. Die genaue Der OCT Messstrahl tastet die Ober- damit kostengünstiger als es derzeit
Höhe jedes Stifts ist entscheidend für fläche der Schweißstelle ab. Um die mit heutigen, konventionellen Sensor-
die Einstellung des Fokus und die Zykluszeit zu beschleunigen, werden technologien möglich ist.
Leistung des Bearbeitungsstrahls. nur drei Scans mit einer Länge von
Zu diesem Zweck scannt OCT schnell 6 mm innerhalb von jeweils ca. 10 ms ■ INFO
ein Hair Pin-Paar entlang vier Linien aufgenommen. Messungen quer oder
(Abb. 1b) zur optimierten Vermessung nebeneinander sind möglich. Höhe, Kontakt:
der gesamten Hair Pin-Paar Geomet- Form, Opazität und Oberflächenprofil Dr. Nataliya Deyneka Dupriez
Tel.: 089 360 90 48-104
rie. Mit den Scanlinien 1 und 2 werden der Schweißperle geben Aufschluss
E-Mail: nd@lessmueller.de
die beiden Giebelkanten von Pin 1 über die Geometrie der erfolgten Lessmüller Lasertechnik GmbH
und Pin 2 bestimmt. Scanlinien 3 und Schweißung des Hair Pin-Paars (Abb. 2 Gollierstr. 12
4 werden leicht außerhalb der Giebel- und 3). 80339 München
Tel.: 089 360 90 48-0
kante gesetzt. Nach der Auswertung Über die Geometrie können Rück- www.lessmueller.de
der vier Linien wird der Versatz des schlüsse auf die Qualität der Schwei-
16 LASER MAGAZIN 2/2020Sie können auch lesen