Großvolumiger Modellbau mit kooperierenden Industrierobotern
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Großvolumiger Modellbau mit kooperierenden Industrierobotern
Von Wolfgang Gerke und Sebastian Schommer 1
1 Einleitung der Fachhochschule Trier entwickelte ein Modell 67
Industrieroboter werden hauptsächlich in den in- des Fahrzeugs aus Styropor zum Bau der Außen-
dustriellen Bereichen Handling, Schweißen, Be- haut. Aus dem Styropor Modell wurde von der
schichten und in der Montagetechnik eingesetzt. Firma E-Mobile in mehreren Arbeitsschritten die
In der Material-Bearbeitung werden Roboter nur Außenschale des Fahrzeugs aus CFK hergestellt.
selten eingesetzt, da die Kräfte und Verformun- Dazu wurde das Styropor Modell überspachtelt
gen der Roboter-Körper zu Ungenauigkeiten bei und eine Negativ Form aus Epoxid-Harz gebaut.
der Bearbeitung führen können. Durch den Ein- In diese Form wurden CFK Folien einlaminiert.
satz besonders steifer Strukturen, wie sie z.B. bei Die Herstellung des Styropor Modells erfolgte
Industrierobotern mit einer Parallel-Kinematik ge- mit einem Kuka KR 125 Roboter. Die Vorgehens-
geben sind, können hohe Bearbeitungsgüten er- weise zur Planung und Ausführung dieser Arbeit
reicht werden. Die Bearbeitung großer Bauteile wird im Folgenden beschrieben. Aufgrund der
erfordert Fräsanlagen mit einem großen Arbeits- Erfahrungen aus dieser Entwicklung und zur wei-
raum und einem steifen Aufbau mit geringen Ver- teren Beschleunigung des Prozesses wird ein
formungen. Dadurch steigen die Anlagenkosten Konzept zur Herstellung der Styropor Modelle mit
erheblich an. Ein Sonderfall ist die Bearbeitungen mehreren Robotern unterschiedlicher Hersteller
von großen Bauteilen aus leichten Baustoffen, dargestellt, das in weiteren Arbeiten realisiert
wie z.B. Hartschäumen (Styropor). Im Modell- werden soll. Die Handhabung des zu bearbeiten-
bau stellen sich häufig Aufgabenstellungen, bei den Bauteils und die Bearbeitung können mit je-
denen große Bauteile aus Styropor hergestellt weils einem Roboter erfolgen. Zur effizienten Be-
werden sollen. Für diese Anwendungen sind Ro- arbeitung der großvolumigen Bauteile ist jedoch
boter sehr gut geeignet, wenn die notwendigen eine koordinierte Arbeit der Roboter notwendig.
Programm-Anpassungen erfolgt sind.
Der Aufsatz beschreibt eine Auftrags-Forschungs- 2 Vorbereitungen und Planungen zum Bau des
arbeit zur Herstellung eines 1:1 Modells aus Sty- Modells mit einem Industrieroboter
ropor für das neu entwickelte Elektrofahrzeug Das Modell des „Twike for X-Prize“ hat auf allen
TW4XP, (das bedeutet: Twike for x-Prize). Hierbei Seiten bis auf die Auflagefläche am Boden Kon-
handelt es sich um ein besonders effizient fah- turen und muss auch von all diesen Seiten be-
rendes Fahrzeug mit drei Rädern auf Basis des arbeitet werden. Da die Fräsarbeiten mit einem
bereits seit längerer Zeit erhältlichen Elektro- Industrieroboter durchgeführt werden sollen
Fahrzeug TWIKE der Firma E-mobile Motors muss geprüft werden, ob die Größe des vor-
GmbH aus Rosenthal. Das Fahrzeug nahm 2010 handenen Roboters ausreicht um das Modell im
als einziger deutscher Beitrag an dem amerika- Arbeitsraum zu platzieren und zu bearbeiten. Mit
nischen Wettbewerb für energiesparende Fahr- einer Gesamtlänge von 2865mm, einer Breite
zeuge X-Prize teil. Die Teilnehmer müssen nach- von 1580mm und einer Höhe von 1130mm ist es
weisen, dass sie ab 2014 jährlich 10000 Stück unmöglich das Modell aus einem einzigen Styro-
des Wettbewerbs-Fahrzeugs herstellen können. porblock zu fräsen, da die Vorrichtung zum Halten
Das TW4XP errang immerhin den dritten Platz des Rohblocks starr ist und die Erreichbarkeit al-
mit den Werten 1,7 l/ 100 km , 700 kg Gewicht ler Positionen durch den Roboter nicht sicherge-
und einer Reichweite von 160 km. Das Institut stellt werden kann. Daher wurde das Modell in
für Betriebs- und Technologiemanagement (IBT) sechs Segmente unterteilt, die einzeln gefertigt
1
Prof. Dr.-Ing Wolfgang Gerke und Dipl.-Ing. (FH) Sebastian Schommer, M. Eng., Fachhochschule Trier, Umwelt-Campus
Birkenfeld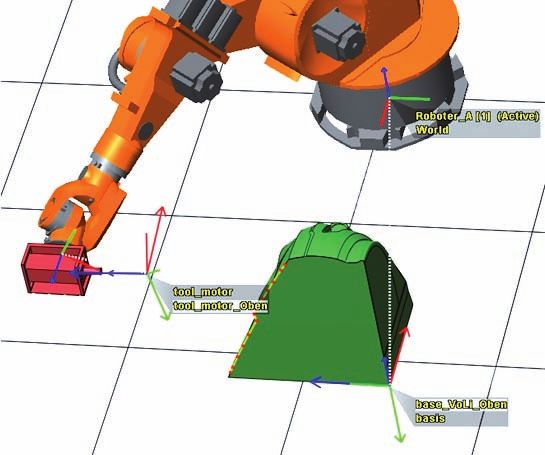
TECHNIK UND INFORMATIK
68 und anschließend verklebt wurden. Hierzu wird auf CAD Oberflächen, doch es ist kein CAM Pro-
das vorhandene Geometriemodell in das CAD gramm. Die Bahn-Erzeugung für die Bearbeitung
System Unigraphics NX geladen und mittels ganzer Flächen kann nicht automatisch durchge-
Hilfsebenen geschnitten. Wie in Bild 1 zu sehen führt werden. Daher scheidet das Programm für
ist, wurde das Modell einmal längs und zweimal die Roboter-Bahnberechnung aus. Es dient je-
quer geschnitten. doch dazu zu überprüfen, ob die Position des zu
Die beiden mittleren Segmente sind exakt bearbeitenden Rohteils zum Roboter eine Rund-
1000mm breit. Der Grund hierfür sind die Ab- um-Bearbeitung zulässt, oder ob der Roboter die
messungen der Styropor-Blöcke, welche verwen- Arbeitsraumgrenzen erreicht.
det wurden. Diese sind 4000mm lang, 1000mm
hoch und 450mm breit. Der Vorteil ist, dass die
Kontaktflächen der mittleren Segmente unbe-
arbeitet bleiben und somit eben und senkrecht
sind. Nachdem das Modell geschnitten ist wer-
den die sechs Segmente einzeln gespeichert und
so transformiert, dass das Koordinatensystem in
dem Eck liegt, welches sich später im Ursprung
des Basiskoordinatensystems des Roboters be-
finden wird. Im Bild 1 ist rechts das geschnit-
tenes Segment VoLi dargestellt. Das Bezugs-
Koordinatensystem liegt rechts unten. Dieses
Segment besitzt drei Oberflächen die senkrecht
zueinander stehen und aus dem rechtwinklig pro-
duzierten vorbereiteten Styroporklotz bestehen. Abbildung 2 Koordinatensysteme für die Bear-
Diese Flächen brauchen nicht bearbeitet zu wer- beitung und Werkzeugbahnen dargestellt mit
den. Die restliche Fläche muss allerdings aus drei FAMOS
Richtungen bearbeitet werden.
Das Bild 2 zeigt den verwendeten Roboter in
einer Simulationsstudie. Die Simulationsstudie
enthält eine Bahn mit rot markierten Stützpunk-
ten, die von der Werkzeugspitze nacheinander
angefahren werden. Falls ein Punkt nicht erreich-
bar ist, wird eine Fehlermeldung ausgegeben.
Abbildung 1 Abmessung des Fahrzeugs, in sechs Es ist sehr wichtig vor dem eigentlichen Fräsvor-
Segmente unterteiltes CAD Modell, das Seg- gang festzustellen, ob wirklich alle Objektpunkte
ment VoLi mit dem Basis-Koordinatensystem sicher angefahren werden können. Denn wenn
während des Fräsens festgestellt wird, dass ein
Die Erzeugung der Fräsprogramme kann mit dem Punkt unerreichbar ist, muss der gesamte Fräs-
vorhanden off-line Roboter Programmiersystem vorgang abgebrochen werden. Die Haltevorrich-
FAMOS Robotik (Firma CARAT) nicht durchge- tung für das Rohteil muss versetzt werden, oder
führt werden. Das Programm bietet zwar die das CNC Programm modifiziert werden. Das
Möglichkeit der Erzeugung von Roboter-Bahnen führt zu erheblichen Zeitverlusten und kann auch
HOCHSCHULBERICHT 2011 FACHHOCHSCHULE TRIER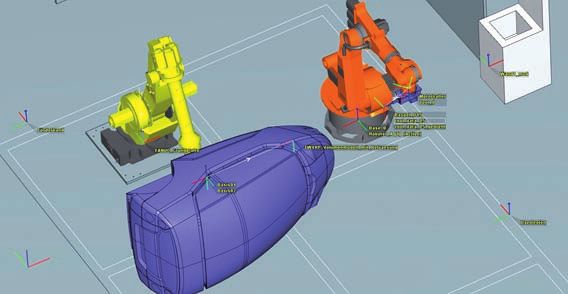
Zusatzkosten verursachen. Denn das teilweise Um die Frässtrategie zu testen wurden mehrere 69
hergestellte Modell muss verworfen werden und Teile des Modells im Maßstab 1:5 gefräst. Damit
ein neuer Rohblock aus Styropor hergestellt werden. konnte auch die Genauigkeit der Fertigung nach
der Kleb-Verbindung der Einzelteile getestet wer-
Die Erstellung der Bahnen erfolgt mit einem den.
preiswerten CAM Programm, das eigentlich für
CNC Maschinen entwickelt wurde. Das Pro-
gramm heißt DeskProto und wurde von der Fir-
ma Delft Spline Systems entwickelt. DeskProto
dient zur Erstellung von NC-Programmen basie- Abbildung 4 Fräsen des Teils VoLI im Maßstab 1:5
rend auf Geometrieobjekten. Das vom IBT ent-
wickelte Programm RoboMill wandelt diese NC- Das Ergebnis der Bearbeitung ist sehr gut und
Programme in spezielle Roboterprogramme für zwischen den Übergängen der einzelnen Bear-
die KUKA-Steuerung um. Da die Z-Achse, welche beitungsrichtungen sind keine Kanten oder Un-
die Werkzeugachse darstellt, in DeskProto fest ebenheiten zu erkennen.
steht und nur senkrecht zur X-Y-Ebene verfahren Das Programm Deskproto geht von CAD Mo-
und zugestellt werden kann, mussten für jedes dellen aus, die als STL-File vorliegen. Ausgehend
Segment mehrere überlappende Programme vom CAD Volumenmodell wurden die einzelnen
erstellt werden. Für jedes Programm wurde die Teil-Modelle durch Schnittebenen erzeugt. Dier
Geometrie so gedreht, dass die Z-Achse senk- Teilmodelle wurden danach mit dem Programm
recht zu der zu bearbeitenden Fläche steht. Für Geomagic in hochwertige STL-Files übersetzt.
die beiden vorderen bzw. hinteren Segmente wa- Die STL Files zerlegen ein CAD File in Dreiecke.
ren Bearbeitungen aus drei Richtungen und so- Bevor die Fräsbahnen erzeugt werden müssen
mit drei unterschiedliche Programme notwendig. der Bezugspunkt und das Bezugs-Koordinaten-
Eine Bearbeitung von oben, eine von der Seite system definiert werden. Der Bezugspunkt, wird
und eine von vorne bzw. hinten. Die beiden mitt- später für die Fräsbearbeitung mit dem Roboter
leren Segmente mussten nur von oben und von auch als Bezugspunkt der Roboterbahnen heran-
der Seite bearbeitet werden. Abbildung 3 zeigt gezogen.
die unterschiedlichen Bearbeitungsrichtungen.
Abbildung 5 Definition des Nullpunktes im rech-
ten, unteren Eck, Polygonförmiger Arbeitsbereich
Abbildung 3: Twike-Modell mit Bezeichnung der Die für das Erstellen der Fräsbahnen beim
Bearbeitungsrichtungen Schrupp-Vorgang erforderlichen Einstellungen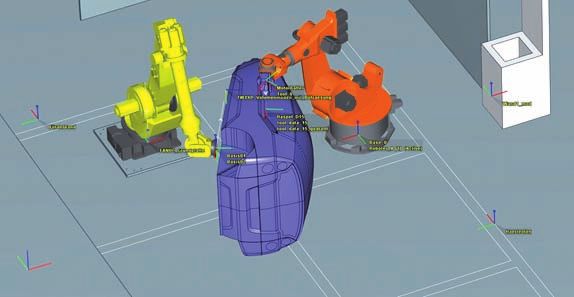
TECHNIK UND INFORMATIK
70 sind u.a. der Abstand der Werkzeugbahnen, der generiert wurden können diese zur weiteren Be-
5,8 mm beträgt und die Länge der Verfahrschrit- arbeitung in RoboMill exportiert werden. Natür-
te, die ebenfalls 5,8mm beträgt. Natürlich muss lich wurden die Bearbeitungsvorgänge aus den
das Werkzeug, eine Raspelfräser für Styropor anderen Bearbeitungsrichtungen für dieses Teil
ebenfalls angegeben werden. Die Bearbeitung ähnlich erzeugt. Für die Erstellung des endgülti-
unterteilt sich in einen Schruppvorgang mit ei- gen Roboterprogramms wird die Software Robo-
nem 25 mm Raspelfräser und einen Schlicht- Mill verwendet. Diese liest die NC-Programme
vorgang mit einem 15 mm (Durchmesser) Ras- aus DeskProto ein, wandelt sie in ein für die Ro-
pelfräser. Für den Schruppvorgang wurden ein botersteuerung lesbares Format um und ergänzt
Aufmaß von 4mm und eine Schnitttiefe von 60 notwendige Informationen. Das folgende Bild
mm gewählt. Die Bearbeitung der Teile erfordert stellt als Beispiel ein mit dem Programm Robo-
die Angabe des Bereiches des Modells, der be- Mill erstelltes Fräsprogramm dar. Das Programm
arbeitet werden soll. Am Beispiel des Teils VoLi besteht aus einem Hauptprogramm, in dem die
ist der polygonförmige Bearbeitungsbereich dar- Parameter festgelegt werden und verschiedenen
gestellt. Innerhalb dieses Bereiches werden die Unterprogrammen, die nacheinander aufgerufen
Werkzeugwege berechnet. Bei den einzelnen werden und die Fahranweisungen zu den einzel-
„Etagen“ , welche zu erkennen sind, handelt es nen Punkten enthalten.
sich um die Zustellungsschritte, welche aus der Das Basiskoordinatensystem [X=2302, Y=514,
eingestellten Schnitt-Tiefe des Fräsers und der Z=140] wird mit Hilfe von Messpunkten, die sich
Tiefe des definierten Sub-Segmentes resultieren. an der Haltevorrichtung befinden bestimmt. Es
Der Abstand der „Etagen“ zueinander ist genau- muss für die Bearbeitungen von oben, von vor-
so groß wie die Schnitt-Tiefe. Nachdem die Wege ne und von der Seite jeweils so um die Koordi-
Abbildung 6 Roboter Fräsprogramm
HOCHSCHULBERICHT 2011 FACHHOCHSCHULE TRIER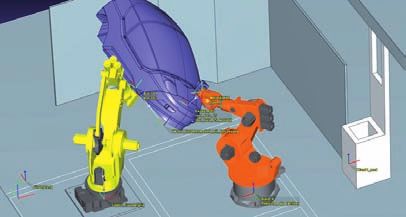
natenachsen gedreht werden, dass es in Bezug portes wurden diese in zwei Teile geschnitten, 71
auf das Modell-Segment die gleiche Orientierung einmal 2700mm und einmal 1300mm lang. Um
wie das Job-Koordinatensystem in DeskProto Rohblöcke von den Abmaßen zu bekommen,
hat. welche für die sechs Segmente notwendig sind
wurden je zwei Blöcke mit Hilfe von Epoxidharz
bzw. Montagekleber aufeinander geklebt. An-
fangs war geplant die Rohblöcke mit Hilfe einer
Vakuumpumpe anzusaugen. Aufgrund von Lie-
ferschwierigkeiten und dem engen Zeitplan des
Kunden konnte dieser Plan jedoch nicht umge-
setzt werden. Als sehr gute Alternative hat sich
Abbildung 7 Basiskoordinatensysteme in Famos das Verspannen der Blöcke mit Hilfe von gefräs-
(Oben - Vorne - Seite) ten Taschen und verschraubten Profilen auf den
Anschlägen herausgestellt. Abbildung 9 zeigt den
Das Bild 8 zeigt den Roboter in der Simulation, grob zugeschnittenen und verspannten Rohblock
ausgerichtet für das Fräsen von der Seite. für das Segment Hinten-Rechts. Als Hilfe wur-
den die Konturen der jeweiligen Kontaktflächen
jeweils aufgezeichnet.
Als Beispiel für das Fräsen eines Segmentes
dient hier das Segment Mitte-Links. Abbildung
10 zeigt den Beginn der Fräsbearbeitung. Zu-
erst wurde das Schruppen von oben mit einem
25mm Raspelfräser durchgeführt. In Abbildung
Abbildung 8 Roboter- Abbildung 9 Einge- 11 ist dieser Vorgang fast abgeschlossen und
au s r i ch tu n g b e i m spannter Rohblock hin- die Form im oberen Bereich des Segmentes ist
Fräsen von der Seite. ten rechts schon sehr gut zu erkennen.
Wie bereits zu Beginn erwähnt waren für die bei-
Man erkennt in Bild 8, dass die Koordinatensys- den mittleren Segmente nur zwei Bearbeitungs-
teme des Werkzeugs und das Basis-Koordinaten- richtungen (von oben, von der Seite) notwendig.
system des Blocks eine identische z-Richtung Nach der Bearbeitung von oben erfolgt die Bear-
(blau dargestellt) besitzen. Damit können die beitung von der Seite.
Angaben des CNC Fräsprogramms direkt in das
Roboter-Programm übernommen werden. Die
gewählten Winkel A, B und C sind Euler Winkel,
die Drehungen um die z-Achse, y‘ Achse und x‘‘
Achse beschreiben.
3 Fräsen der einzelnen Segmente
Die lieferbaren Styroporblöcke, welche ver-
wendet wurden, haben eine Abmessung von Abbildung 10 Start des Abbildung 11 Ende des
4000x1000x450mm. Aus Gründen des Trans- Schruppens von oben Schruppens von oben
TECHNIK UND INFORMATIK
72 NUC wird an einen Transformationsrechner über-
mittelt. Der Rechner berechnet diese Position in
KUKA Welt Koordinaten und schickt dies als neu-
es Basiskoordinatensystem an den KUKA. Dann
wird das Fräsprogramm in der Kuka Steuerung
gestartet. Für eine neue Fräsposition werden die
Schritte entsprechend wiederholt.
Abbildung 12 Zusammengesetztes Modell
4 Ausblick: Fräsen mit kooperierenden Robo-
tern
Es zeigte sich beim Fräse, dass die Segmentie-
rung des Modells einen erheblichen Zeitaufwand
bedeutet. Daher sollte mit der vorhandenen Labo-
rausstattung eine Optimierung geplant werden.
Hierzu sollen die beiden vorhandenen 6 Achs
Roboter KUKA KR125 und FANUC M900iA-350- Abbildung 13 Kooperierende Roboter in der Aus-
verwendet werden. gangslage.
Die Idee besteht darin, dass der Fanuc Roboter
einen kompletten Rohblock aus Styropor bewegt
und der Kuka Roboter die Fräsarbeiten durch-
führt. Dabei soll die optimale Raumlage des zu
bearbeitenden Rohblocks hinsichtlich der Reich-
weite beider Roboter ermittelt werden. Der Fa-
nuc Roboter trägt die Haltevorrichtung an der der
Block befestigt ist. Die Haltevorrichtung enthält
ein fiktives Basis-Koordinatensystem. Die Fräs-
bahnen werden bezüglich dieses Koordinaten- Abbildung 14 Fräsposition für das Fräsen von der
systems programmiert. Seite
Der Kuka-Roboter kennt die Lage dieses Koordi-
natensystems im Raum und korrigiert sein Fräs-
Bezugs-Koordinatensystem, wenn der Fanuc
Roboter seine Lage verändert hat. Dazu ist die
Transformation von KUKA Welt Koordinaten in
FANUC Weltkoordinaten und umgekehrt erfor-
derlich. In einer Kalibrierphase wird die Lage der
beiden Roboter-Welt-Koordinatensysteme zuein-
ander vermessen.
Das Basis Koordinatensystem in der Vorrichtung Abbildung 15 Fräsen von vorne
wird als Tool des FANUC und als Basis des KUKA
eingelernt. Der FANUC Roboter wird nun in die Das beschriebene Konzept beruht auf einer sorg-
erste Fräsposition verfahren. Die Position des FA- fältigen Planung der Fräsaufgabe mit einem vir-
HOCHSCHULBERICHT 2011 FACHHOCHSCHULE TRIERtuellen Planungssystem. Dabei spielen die As- 73
Kontakt
pekte Erreichbarkeit und Kollisionskontrolle eine
erhebliche Rolle.
Prof. Dr. Wolfgang Gerke
Um die Reichweite bei der Bearbeitung zu erhö- Fachbereich Umweltplanung und
hen, könnte einer der Roboter um eine zusätzli- Umwelttechnik
Fachrichtung Regelungs- und
che Translationsachse erweitert werden. Automatisierungstechnik,
Der Bearbeitungsroboter würde dann z.B. auf ei- elektrische Maschinen
Fachhochschule Trier,
ner Schiene verfahren werden können.
Umwelt-Campus Birkenfeld
+49 6782 17-1113
w.gerke@umwelt-campus.de
Anzeige IGUS
186 x 135Sie können auch lesen