Konzeption hybrider 3D-Drucker - Seminararbeit
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Humboldt-Universität zu Berlin
Seminararbeit
Konzeption hybrider 3D-Drucker
Institut für Informatik
Ralf Jäger
rjaeger@informatik.hu-berlin.de
Dozent/in: Dipl.-Inf. Jens-Martin Loebel
Seminartitel: 3D-Drucker und Rapid Prototyping
Kursnummer: 32253
Datum der Einreichung: 14.04.2011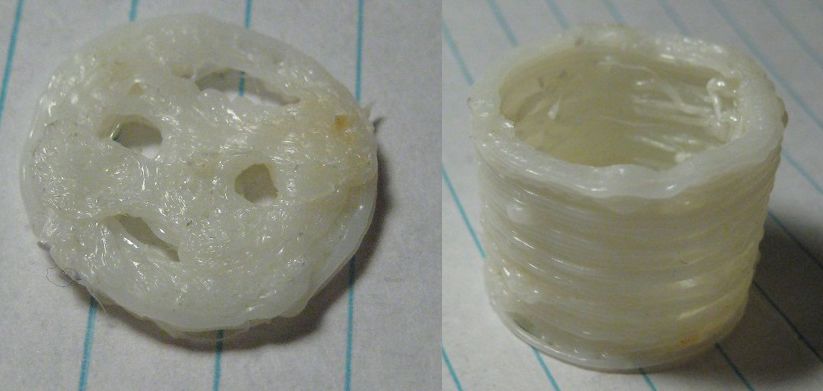
Letzte Überarbeitung: 10.05.2011
2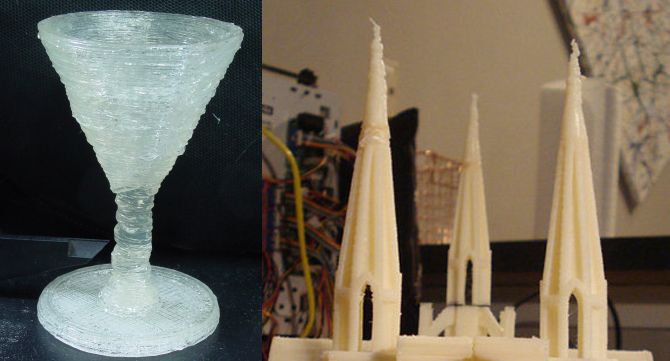
Inhaltsverzeichnis
1 Problemstellung............................................................................................................................4
1.1 Relevante Tücken im additiven 3D-Druck................................................. 5
1.2 Forschungsfragen........................................................................................7
2 Prototyping Verfahren im generellen Vergleich............................................................................8
2.1 Additive Verfahren – Extrusion...................................................................8
2.2 Subtraktive Verfahren – Fräsen.................................................................10
2.3 Vorteile durch Kombination......................................................................12
3 Erfordernisse bei konkreter hybrider Nutzung........................................................................... 14
3.1 Integration in bestehende 3D-Drucker......................................................14
3.2 Bestimmung der Werkzeugköpfe..............................................................17
3.3 Modifikation der Druckprozeduren...........................................................19
4 Fazit und Ausblick......................................................................................................................21
Literaturverzeichnis......................................................................................................................22
Abbildungsverzeichnis..................................................................................................................24
3
1 Problemstellung
Der 2D-Druck ist in unserer Gesellschaft nicht mehr wegzudenken, viel zu viele
Gelegenheiten fordern schriftliche Anfragen, Anträge oder Kopien. Für die klassi-
schen Aufgaben in den Medien, der Politik und Wissenschaft erfüllt diese Form
der Reproduktion auch die Anforderungen, für moderne Methoden wie das Rapid
Prototyping in der technischen Entwicklung ist dieses Format zu unflexibel.
Diese Herstellungsmethode von Versuchsmodellen bezeichnet eine zielgerichtete
Abstraktion späterer Produktteile, um möglichst schnell Eigenheiten von Einzel-
teilen zu beherrschen und festzusetzen (Gebhardt, 2007, S. 5). Eine Weiterent-
wicklung dieses Gedankens könnte die non-profit Nutzung durchdringen: Wenn
Prototypen eine gewisse qualitative Grenze überwinden, dann wären sie für einen
eingeschränkten Nutzungskontext (zum Beispiel im privaten Rahmen) als voll-
wertige Produkte einsetzbar.
Die Vision entspringt einfachen Problemen: Warum muss ein scheinbar unbedeu-
tendes defektes Kunststoffteil erst über mehrere Postwege hinweg teuer nachbe-
stellt werden, gerade wenn ich es jetzt dringend brauche? Wie kann ich für einen
technischen Aufbau schnell erste Tests durchführen und das ohne komplexe Simu-
latoren oder teuer hergestellte Fertigteile?
Diese Probleme lassen sich gut mit 3D-Druck eliminieren, man nutzt 3D-Modelle
aus dem Internet oder aus eigener Modellierung und druckt sie sich zu Hause aus,
steckt sie anschließend zusammen und hat den ersten Prototypen bzw. eine effekti-
ve Problemlösung. In aktuellen Entwicklungen gewinnt die Verwendung dieser
Technologie an Ansehen. Auch größere Medienkonzerne berichten zum Beispiel
über ausdruckbare Fahrräder (Hart, 2011), hier durch ein Sinterverfahren herge-
stellt und technologisch als "truly exciting, green, new" bezeichnet (Greaves et al.,
2011). Einen wahren Schub an Popularität verdankt 3D-Druck nicht zuletzt
den Entwicklungen im Open Source Bereich, hier werden Modelle für ganze Dru-
cker frei angeboten, sowie Zusammenbausets für den Einstieg in diesen Sektor
verkauft (Wohlers, 31.12.2009). Da hier das angesprochene Projekt RepRap im
Open Source 3D-Druck als eine Art Zugpferd deklariert wird und dieses auf Ex-
trusion setzt, ist mit einer breiten Erfahrungs- und Wissensbasis zu rechnen. Aus
diesem Grund wird im späteren Verlauf der Ausarbeitung verstärkt Bezug auf
Drucker mit gleichartigen Verfahren genommen.
Als Ansatz prominent sind generative Fertigungsverfahren, welche aus 3D-CAD-
Modellen systematisch und schichtweise die realen Teile produzieren, insbesonde-
re Teile, die mit klassischen Spanmethoden nicht hergestellt werden können (Geb-
hardt, 2007, S. 2–4).
Im ersten Augenblick scheint ein kleines Allheilmittel für Reparaturen im privaten
Haushalt gefunden, doch wie bei jeder Technologie in den Kinderschuhen steckt
auch der 3D-Druck noch vor einigen Problemen. So ist der Aufbau und die Ein-
richtung der Open Source Varianten noch zu komplex und fehlerbehaftet, auch ist
4
die Verbreitung nach Verkaufszahlen von 2009 noch alles andere als Flächende-
ckend (Wohlers, 31.12.2009).
Wesentliche Aspekte sind natürlich die Druckqualität an sich und der Druckkom-
fort, welche auch die zentralen Themen in dieser Ausarbeitung darstellen. Hierbei
treten entscheidende Probleme auf, welche in rein additiven Verfahren schwer zu
beheben sind.
1.1 Relevante Tücken im additiven 3D-Druck
Abb. 1: Druckergebnis nach schlechter Kalibrierung
Durch den recht komplexen Aufbau und die anschließend umfangreiche Kalibrie-
rung treten schnell Unregelmäßigkeiten beim eigentlichen Druck auf. Hierbei
kommen verschiedenste Fehlerquellen zum Vorschein, so zum Beispiel mangel-
hafte Einstellung der Druckkopfbewegungen (Wighton, 25.11.2009). Wie in
Abb.1 zu sehen, führt dies zu schlechten Strukturen und unausgeglichenen Ober-
flächen, solche Ergebnisse können auch beispielhaft für physische Effekte wie
Verschleißerscheinungen am Drucker eintreten.
Im Endeffekt steigern höhere Druckanforderungen die Ansprüche an die Kalibrie-
rung, man könnte also im Umkehrschluss die Fehlertoleranz bei der Konfiguration
deutlich erhöhen, wenn die Komplexität des Drucks eingeschränkt wird.
Abb. 2: Problematische Objektformen
5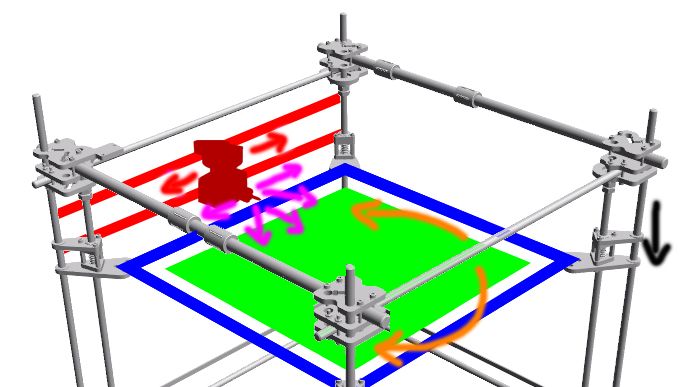
Aufgrund des Schichtdrucks treten bei verschiedenen "einfachen" Objektformen
unsaubere Artefakte auf (siehe Abb.2). So unterliegen zum Beispiel Schrägen ab
einem gewissen Winkel Ungleichmäßigkeiten, da das noch verformbare Material
durch die Schwerkraft leicht und ungleichmäßig über die Kante expandiert und
folgende Druckschichten zudem eine schlechtere Basis haben. Ein zweites Bei-
spiel sind spitz zulaufende Ausprägungen des Objektes, da die Genauigkeit des
Druckkopfes in Abhängigkeit des Materials beschränkt ist, treten hier besonders
offensichtlich Verschiebungen in Segmentabschnitten am Ende auf. In diesem spe-
ziellen Fall gebe es zum Beispiel die Möglichkeit, bis zu einer gewissen Minimal-
dicke zu drucken und feinere Details im Nachhinein nachzuarbeiten.
Ein populärer Ansatz zur Lösung ist die Druckoptimierung in Hinblick auf das
einzelne virtuelle Objekt, so wie zum Beispiel horizontale Löcher zur Führung
von Zylinderstangen, welche in Tränen- statt in Kreisform sind und auch für das
Logo des RepRap-Projekts dienen (Bailard, 24.07.2010). Dies führt jedoch weg
von einer generalisierten Druckerzeugung und hin zu einer Art "Druckbaukasten"
mit erfolgreich getesteten Teilen. Gerade für 3D-Drucker verschiedener Ausprä-
gungen ist somit der schnelle Austausch von virtuellen Modellen und anschließen-
der Erzeugung problematisch, da die Optimierungen unter Umständen drucker-
spezifisch sind.
Abb. 3: Zusätzliches Stützmaterial bei komplexen Objekten
Ein universellerer Ansatz sind Stützstrukturen, die als Behelfsmittel zur Stabilisie-
rung dienen. Bei sehr komplexen Modellen (siehe Abb.3) kommt es jedoch zu
sehr ausgeprägten Konstruktionen, die händische Nachbearbeitung nimmt hier
viel zusätzliche Zeit in Anspruch. Gerade für Endbenutzer im Rapid Prototyping,
die schnell das fertig gedruckte Modell in den Händen halten wollen, ist dieses
Vorgehen wenig attraktiv, eine Automatisierung könnte hier ein entscheidendes
Argument sein.
6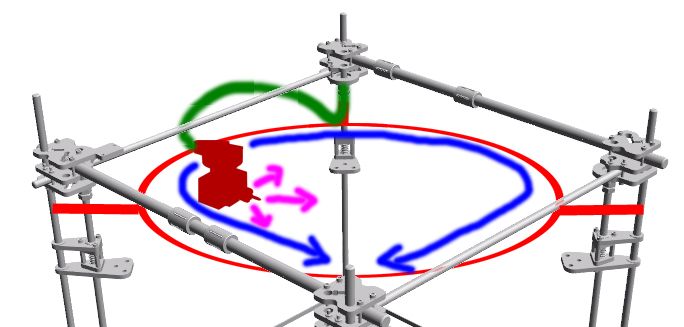
Abb. 4: Vergleich gewünschtes Modell und Druckergebnis
Bei der Erstellung feiner Strukturen fällt zum einen der Schichtaufbau besonders
stark ins Auge und zum andern leiden Details wie zum Beispiel in Abb.4 die feh-
lenden Arme oder Augen von Figuren. Endanwender wären hier wiederholt aufge-
schmissen, eine händische Nachbearbeitung ist zwingend erforderlich und viel-
leicht außerhalb des Ressourcenspielraums.
Es bleibt also festzuhalten, dass bei zunehmender Professionalisierung und Ver-
breitung der bisherige Kalibrierungsmechanismus deutlich robuster und einfacher
vonstatten gehen sollte, der Druck "einfacher" Formen fehlerfrei sein müsste und
die Nacharbeit auf ein Minimum beschränkt ist. Das alles trägt zur besseren
Druckqualität und höherem Druckkomfort bei, was Endanwendern wiederum vom
Mehrwert eines eigenen 3D-Druckers überzeugen kann. Ziel ist also ein 3D-
Druckverfahren, welches schnell, präzise und komfortabel genug ist, um den Mas-
senmarkt in Bezug auf privaten Gebrauch zu bedienen (einfache Reparaturen,
Werkteile und Dekoration), es soll somit den Mittelweg zwischen professionellen
Erzeugnissen und privaten Prototypen herstellen.
1.2 Forschungsfragen
Aus diesen Anforderungen ergeben sich konkrete Problemstellungen, welche im
folgenden untersucht werden, nämlich:
Welche Nachteile besitzen additive und subtraktive Verfahren im Rapid Prototy-
ping am Beispiel der Extrusion und des Fräsens und welche Vorteile ergeben sich
aus deren Kombination in der privaten Nutzung?
Welche Erfordernisse ergeben sich bei dieser hybriden Nutzung und welche ersten
Lösungsansätze könnten bei bestehenden 3D-Druckern erste Versuchsaufbauten
ermöglichen?
7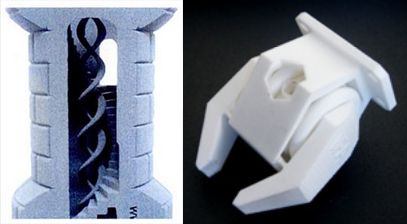
2 Prototyping Verfahren im generellen Vergleich
Zur Unterscheidung der Fertigungsverfahren kommt eine geometrisch orientierte
Einteilung zum Einsatz. Diese separiert in subtraktive, additive und formative Fer-
tigungen, es entstehen also Geometrien durch Abtragung, Aneinanderfügung und
Verformung von Objekten. (Gebhardt, 2007, S. 1)
Betrachtet werden hier Kombinationen aus additiven und subtraktiven Methoden,
da formative Prozeduren im generativen Rapid Prototyping keine wichtige Popu-
larität einnehmen (Gebhardt, 2007, S. 77). Die Untersuchung der Verfahren soll
hier möglichst beispielhaft geschehen und nur im Ausnahmefall methodenspezifi-
sche Eigenschaften ausnutzen, damit die Abstraktion auf gleichartige Ansätze
leichter fällt und die Ergebnisse flexibler zu nutzen sind.
2.1 Additive Verfahren – Extrusion
Ein bekanntes additives Verfahren stellt die Extrusion dar, nach dem Anschmelzen
von geeigneten Kunststoffen werden diese aus einer Düse gepresst und erzeugen
so Materialaddition. Beim Fused Deposition Modeling werden schichtweise Ma-
terialfilamente angeordnet, die aus dem drahtförmigen Ausgangsmaterial unter
Einfluss der Erwärmung an der vorher gedruckten Basis anhaften. (Gebhardt,
2004, S. 9)
Es ergeben sich nun schon rein methodisch einige Probleme, welche auch in der
Literatur angesprochen werden [hier aus] (Uhlmann et al., 2004, S. 3f).
Durch den schichtweisen Aufbau ist die Druckqualität durch Treppenstufeneffekte
äußerst begrenzt, das liegt nicht unbedingt daran, dass es keine kleineren und so-
mit feineren Düsen gibt, sondern viel mehr daran, dass feinere Schichtdicken den
Herstellungsprozess stark verlängern. Allein mit der naiven Herangehensweise,
dass man die Schichtdicke halbiert, braucht man doppelt so viele Schichten, also
auch doppelt so viel Zeit. Im Endeffekt bedeutet dies also einen Geschwindig-
keitsgewinn bei gleichzeitiger Vernachlässigung der Präzision.
Frei schwebende Objektteile sind bei der gerichteten Erstellungsrichtung (von un-
ten nach oben) ein zusätzliches Problem. Als Behelf werden Stützstrukturen ver-
wendet, ohne zusätzliche technische Maßnahmen müssen diese jedoch nachträg-
lich entfernt werden, was dem Druckkomfort natürlich abträglich ist.
8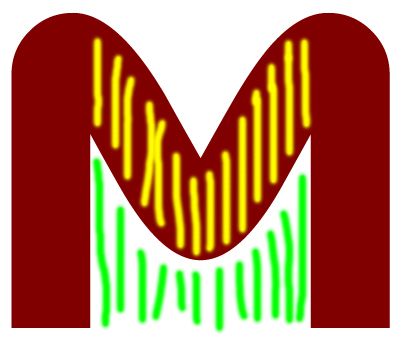
Abb. 5: Thermischer Verzug (zwischen Druckplatte und Werkstücks sichtbar)
Ein weiterer Nachteil des Schichtbaus ist der Einfluss der Temperatur auf das Ma-
terial. Zum einen entstehen Effekte wie im Beispiel in Abb.2, in denen vorherige
Schichten nicht kühl genug sind, um eine feste Basis zu bilden (BotHacker, 2010).
Somit weisen Turmspitzen Unregelmäßigkeiten auf, der oben beschriebene Lö-
sungsansatz (siehe S. 6) kann gut auf hybriden Druck übertragen werden. Zum an-
deren ergeben sich auch Verzüge innerhalb des Objekts, da dieses an verschie-
densten Stellen unterschiedlich schnell abkühlt. Durch diese unterschiedliche Ab-
kühlung ziehen sich Bestandteile ungleichmäßig zusammen und die innere Span-
nung des Objekts ist unausgeglichen, unbeabsichtigte Verformungen sind die Fol-
ge. (Reuter, 2007, S. 123–125)
Eine angewandte Lösungstrategie für größere Flächen, nämlich den Bauraum zu
kippen, um die Fläche in der Druckebene zu verringern, ist jedoch für unser Ziel
nicht zuträglich, da es den Treppeneffekt stark vergrößert und den Druckvorgang
verlängert (Zäh et al., 2006, S. 114f). Ein Ansatz könnte jedoch sein, die Filament-
dicke des extrudierten Materials bewusst zu erhöhen, um eine langsamere Abküh-
lung von Objektbestandteilen zu erzwingen. Gerade im Bereich der Druckplatte,
die ohne technische Gegenmaßnahmen eine deutlich geringere Temperatur auf-
weist als das erwärmte Material, kommt es bei feinen Filamenten zur raschen Ab-
kühlung und Verformung (siehe Abb.5), während dickere Materialstränge genü-
gend thermische Energie aufwenden könnten, um die Abkühlungsgeschwindigkeit
unter einem kritischen Wert zu halten. Der Geschwindigkeitsgewinn durch die ge-
ringere Präzision kann zusätzlich verwendet werden, um die Druckgeschwindig-
keit leicht zu verringern, was außerdem Verzüge verhindert (Bits from Bytes,
2009, S. 18). Bei rein additiven Verfahren kann man auch die Druckplatte erwär-
men, dies könnte aber den Aufbau in hybriden Druckern verkomplizieren, deswe-
gen wird hier eine Lösung ohne zusätzliche Technik als bevorzugt betrachtet.
Zu beachten ist außerdem, dass geeignete Materialien je nach Verfahren unter-
schiedlich sind und nicht immer den Anforderungen des Endproduktes entspre-
chen. So eignet sich die Extrusion wie bereits erwähnt für Kunststoffe, Sinterver-
fahren nutzen auch Metalle, jedoch erreichen die hergestellten Metallprototypen
zum Beispiel nicht die Dichte des eigentlichen Materials (Gebhardt, 2007, S. 44).
Im betrachteten privaten Gebrauch ist jedoch eine Nutzung unter sicherheitskriti-
9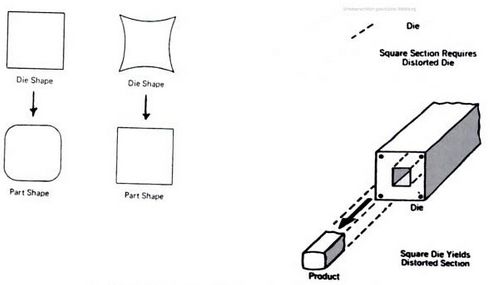
schen Aspekten wie im Autobau auszuschließen, deswegen kann hier eine Forcie-
rung auf möglichst gleichwertige Materialien vermieden werden. Eine bessere Lö-
sung wäre die ausreichende Aufklärung und Schulung des Endanwenders in Hin-
blick auf geeignete Einsatzgebiete wie kosmetische Reparaturen, Dekorationsarti-
kel oder unkritische Gebrauchsteile wie Kleiderhaken oder Dübel.
Für den Einsatz als Rapid Prototyping Verfahren ergibt sich hier also generell für
additive Prozeduren der Verzicht auf große Präzision im Tradeoff zur höheren Ge-
schwindigkeit und Fehlertoleranz. Als Ansatz für hybride Drucker könnte eine
Verminderung der Druckpräzision durch Einsatz gröberer Filamente bzw. gröberer
Düsenköpfe dienen, da dies einige der oben beschriebenen Problemkreise abdeckt.
An diese grobe Vorarbeit könnte dann ein abtragendes Verfahren anschließen, um
Details nachzuarbeiten und Oberflächen zu verfeinern.
2.2 Subtraktive Verfahren – Fräsen
Zu den eher traditionelleren subtraktiven Verfahren, insbesondere im Vergleich
zur Lasertechnologie, zählt das Fräsen. Eingeordnet wird dieses in die spanende
Fertigung und realisiert den Materialabtrag über drehende Schneidwerkzeuge bzw.
Schneidköpfe. Hierbei kann der Fräskopf in beliebigen Bahnen bewegt werden,
was eine dreidimensionale Fertigung grundlegend möglich macht. Zudem gilt die-
ses Verfahren als sehr häufig eingesetzt, dies verspricht wiederum einen breiten
Erfahrungsschatz und erleichtert die Kombination mit additiven Verfahren.
(Schönherr, 2002, S. 225)
Abb. 6: Nicht-fräsbare 3D-Objekte (Gebhardt, 2007, S. 4,350)
Ein großer Nachteil der subtraktiven Verfahren beim Rapid Prototyping kann hier
beispielhaft am Fräsen nachvollzogen werden, es können nämlich bei weitem
nicht so komplexe Objekte erschaffen werden, wie bei den Additiven Verfahren.
Klassische Problemfälle sind hier Konstruktionen innerhalb von Objekten (siehe
Abb.6 links) oder die Integration von mehreren funktionalen Objekten (siehe
Abb.6 rechts). Der Grund hierfür ist die Erstellungsrichtung (von außen nach in-
nen) und die physischen Gegebenheiten des Fräswerkzeugs, es ist stellenweise un-
möglich den Fräskopf geeignet zu positionieren (als Beispiel die innere Wendel-
treppe des Turms in Abb.5). (Gebhardt, 2007, S. 349–351)
10Spanende Methoden trennen durch mechanische Krafteinwirkungen Objektbe-
standteile vom Restobjekt (Schönherr, 2002, S. 11), hierbei treten verschiedene
Einflüsse auf, die zu einer höheren Lautstärkenentwicklung führen. Bei einer weit
reichenden Verbreitung von 3D-Druckern sollte die Lautstärke traditioneller zwei-
dimensionaler Druckvorgänge nicht übermäßig überschritten werden, um die Nut-
zer nicht abzuschrecken. Da die Materialien wie im gewählten Beispiel der Extru-
sion relativ weich sind und meist nur Oberflächen oder Stützkonstruktionen abge-
tragen werden, kann man hier mit zunehmender Spezialisierung hinreichend gut
optimieren.
Ein weiteres Problem hängt auch mit der mechanischen Arbeitsweise von spanen-
den Prozessen zusammen, nämlich der Verschleiß. Durch entstehende Reibung
werden Fräsköpfe mitunter stumpf und müssen ausgetauscht werden, außerdem
wird die Drucker-Konstruktion größeren Belastungen ausgesetzt. Wie aber bereits
schon erwähnt, sind die Belastungen im hybriden Anwendungsfall gerade im Ver-
gleich zur Metallzerspanung relativ gering und mit geeigneten Vorkehrungen
leicht auszugleichen.
Durch die Erstellungsrichtung verzeichnet das Fräsen einen höheren Materialver-
brauch im Vergleich zur Extrusion. Schon im einfachen Fall eines Quaders wird
beim Extrusionsverfahren (fast) nur das Material für das Objekt verbraucht, beim
Zerspanen verliert man allerdings das Restmaterial des Ausgangsstücks. Es wäre
sicherlich von Vorteil, wenn man erst eine Art grobe Form erschafft und dann mit
den eigentlichen Feinarbeiten beginnt, um den Materialverbrauch zu drücken.
Bei der Konstruktion von Fräsen gibt es vielerlei Konstruktionsprinzipien, welche
je nach Aufbau verschieden mächtig 3D-Objekte erzeugen können, generell wer-
den jedoch durch Bahnsteuerung präzise Kurven und somit glatte Oberflächen er-
zeugt (Kief et al., 2007, S. 112f). Hierbei kann der Aufbau für Fräsen mit komple-
xen 3D-Fähigkeiten schnell kompliziert werden, was sich schon im Voraus als
nachteilig kennzeichnet. Gerade im hybriden Ansatz muss jedoch eine Anordnung
gefunden werden, welche sich leicht in aktuelle 3D-Drucker mit möglichst wenig
Modifikation integrieren lässt und gleichzeitig ausreichend mächtig für die ge-
stellten Anforderungen ist.
Zusammenfassend lässt sich also sagen, dass das Fräsen ein Spannungsfeld zwi-
schen geometrischer Flexibilität und physischer Komplexität des Fräsenaufbaus
erzeugt, welche sich direkt beeinflussen. Außerdem muss ein geeigneter Kompro-
miss zwischen Betriebseinschränkungen (Geräuschkulisse, Verschleiß) und
Druckkomfort (Geschwindigkeit, Qualität) gefunden werden.
Der separate Einsatz der beiden Technologien kann das Bedürfnis an qualitativ
höherwertige, schnelle Prototypen nur bedingt befriedigen. Entscheidend ist nun
der Mehrwert einer Kombination der beiden Methoden, um so den gestellten An-
forderungen zu entsprechen.
112.3 Vorteile durch Kombination
Nachfolgend werden die separaten Schwächen zusammenfassend in Relation zur
hybriden Methode gesetzt und bewertet. Hierbei sollen schon konkretere Konzep-
te zur Kombination der Prozeduren und einhergehende Probleme beleuchtet wer-
den, die im späteren Verlauf der Ausarbeitung an Relevanz gewinnen.
Die Extrusionsverfahren sind eindeutig in der Druckgeschwindigkeit beschränkt
durch zunehmende Druckqualität, ähnlich wie im 2D-Druck. Fräsverfahren hinge-
gen sind in dieser Form nicht so stark betroffen, da diese durch Bahnsteuerung
kurvige Objektbestandteile mit hoher Oberflächenqualität erzeugen können. Frä-
sen verzeichnen Geschwindigkeitsnachteile, sobald kleine Objekte aus einem
großen Basisblock geschnitten werden, da hier erst viel Material abgetragen wer-
den muss. Der angedeutete Lösungsansatz, erst ein grobes Objektmodell zu extru-
dieren und nachträglich Feinheiten zu fräsen, könnte hier greifen, zum einen wäre
die Geschwindigkeit der Extrusion stark beschleunigt, zum anderen wäre der Ma-
terialverbrauch des Fräsens deutlich reduziert. Eine wichtige Frage ist hier die Ge-
nauigkeit und Form des Fräskopfes, um geeignet schnell und präzise die Nachar-
beit durchzuführen. Außerdem müsste man hier den Druckkopf neu bestimmen,
da z.B. durch das dickere Filament natürlich andere thermische Effekte auftreten
könnten, als mit einem sehr feinen.
Das Problem der Entfernung von Stützmaterial könnte durch das nachträgliche
Fräsen gelöst werden und somit gibt es einen Nachteil weniger im Druckkomfort
bei der Extrusion. Allerdings treten hier einige weitere Probleme auf, welche einer
Lösung bedürfen. Komplizierte Objekte wie in Abb.3 besitzen viele Stützen in
komplizierten geometrischen Regionen, ein Zugang auch für sehr mächtige 3D-
Fräsen könnte hier unmöglich sein. Zudem sollte der Aufbau der Fräse möglichst
einfach sein, um Kosten und Konstruktionsprobleme eines Druckers für Endan-
wender zu drücken. Die Entscheidung wird hier letztendlich zwischen 2,5D- und
3D-Fräsen zu treffen sein, wobei 2,5D Fräsen durch geringere Komplexität als be-
vorzugt betrachtet werden und reine 2D Fräsen nicht mächtig genug sind (es fällt
einfach die Bewegung in die Tiefe). Durch die fehlende Flexibilität der 2,5D-Frä-
se könnte es dann bei dem bisherigen Extrusionsverfahren zu Problemen mit inne-
ren Strukturen kommen, Modifikationen an der Erstellungsrichtung könnten hier
die gewünschte Funktionalität herstellen.
Ein weiteres Problem bei der hybriden Nutzung ist die Spanabfuhr der Fräsabfäl-
le, gerade in frischeren Schichten könnten Partikel in Filamenten ankleben und so-
mit die Objektform beeinflussen. Da das Extrusionsverfahren hier wenig Fehler-
korrektur bewerkstelligen kann, muss präventiv an der Fräsvorrichtung modifi-
ziert werden. Eine einfache Möglichkeit wäre eine Absaugvorrichtung, die die
Partikel nach der Abtragung abfängt. Es wäre auch eine Art Nassfräsung denkbar,
die Kleinstteile bei der Bearbeitung um den Fräskopf durch Wasserzerstäubung lo-
kal bindet und so ein Austritt in kritische Bereiche verhindert, da hier allerdings
zusätzliche Ressourcen (Wasser) und kompliziertere Technische Maßnahmen
(Wasserkreislauf, Wasserfilter) vonnöten sind, wird hier die Luftgetriebene Säube-
12rung als primäre Lösung angesehen.
Kritisch könnte zudem die Bearbeitungszeit werden. Da hier zwei Verfahren zur
Anwendung kommen, kann es trotz aller Einschränkungen zu einem größeren
Zeitverlust im Vergleich zu reinen Extrusionsmethoden kommen. Eine reine
Nacheinanderausführung sollte hierbei natürlich vermieden werden, gerade wenn
die 2,5D-Fräse zum Einsatz kommt, diese könnte bei einem fertigen Objekt den
Anforderungen wahrscheinlich nicht mehr gerecht werden, da sie wichtige Stellen
zur Nachbearbeitung nicht mehr erreicht.
Es hat sich also gezeigt, dass ein hybrider Drucker durchaus Vorteile bringt, aber
auch neue Probleme schafft. So erhält man die geometrische Flexibilität und Ma-
terialersparnis durch die reine Extrusion und die Oberflächenqualität, Nachbear-
beitungsminderung, Fehlertoleranz und Geschwindigkeit durch Kombination mit
dem Fräsverfahren.
Es bestehen allerdings noch zu lösende Erfordernisse, die einen konkreten Ver-
suchsaufbau einschließlich Tests ermöglichen. So bleiben folgende Aufgaben:
Werkzeugköpfe der Situation anpassen, die Fräsmaschine mit Spanabfuhr geeig-
net verbauen und eine geeignete Verarbeitungsprozedur entwickeln.
133 Erfordernisse bei konkreter hybrider Nutzung
Nach den rein konzeptionellen Überlegungen sollen nun also Ansätze weiterent-
wickelt und konkretisiert werden. Dabei beinhaltet der Abschnitt der Integration
den Einbau in ein bereits existierendes Druckergerüst: den RapMan von Bits from
Bytes, das Thema der Werkzeugköpfe umfasst sowohl den Extruder- als auch den
Fräskopf und im Bereich der Druckprozeduren wird auf physische und auch auf
virtuelle Gegebenheiten eingegangen.
3.1 Integration in bestehende 3D-Drucker
Abb. 7: RepMan Schema (Bits from Bytes, 2009, S. 36)
Der Aufbau des RapMan Gerüsts lässt leicht auf den Druckablauf schließen (siehe
Abb.7). Durch die im unteren Bereich eingespannten Riemen werden an den 4
Seiten der quaderförmigen Konstruktion Druckplattenstützen nach oben und unten
bewegt. Die beiden Riemen im oberen Bereich steuern den Druckkopf in der
Druckebene, somit sind die drei erforderlichen Dimensionen ausgeschöpft.
Für die Integration einer 2,5D Fräse muss generell der Innenraum genutzt werden,
durch die unflexiblen Außenstangen lässt sich ein Werkzeugarm nicht sinnvoll an-
ordnen. Zusätzlich ist die Druckplatte in der Ausgangsform nur in einer Dimensi-
on beweglich, dies erfordert eine komplexere Konstruktion der Fräse, um von al-
len Seiten an das Objekt zu gelangen, oder eine Modifikation der Druckplatte, die
zusätzlich Rotation und Kippen realisiert.
14Abb. 8: RapMan-Konzept komplexere Fräse
Bei der Variante mit der komplexeren Fräse ist das Ziel, den RapMan in seiner
Ausgangskonstruktion und Funktionsweise weitestgehend unberührt zu lassen.
Dabei muss der Fräskopf um den Druckkopf herumgeführt werden, ohne ihn da-
bei zu beeinflussen. Ein erstes Schema ist in Abb.8 zu erkennen, hierbei gibt es
eine Kreisförmige Leitschiene (rot), welche den Fräskopf (dunkelrot) führt und an
den äußeren Gehäusestangen montiert ist. Daten- und Stromkabel (grün) sind hier
für den Bewegungsradius (blau) die primäre Limitierung, da sich diese sonst mit
dem Druckkopf überschneiden. Dabei müssen die Versorgungskabel durch Füh-
rungen seitlich am Gehäuse entlang geleitet werden, da der Fräskopf hier im Bild
gegen den Uhrzeigersinn zur Versorgung verrückt ist, werden die Kabel zur hinte-
ren linken Seite abgeführt (mit dem Uhrzeigersinn analog). Um den maximalen
Grad an Mächtigkeit zu erhalten (von 2,5D auf 3D), kann hier dann noch der Fräs-
kopf im Winkel verstellt werden (pink).
Wie schon ersichtlich ist, ist diese Art der Konstruktion recht aufwändig. Beim
Einbau der Fräse müssen zahlreiche Limitierungen beachtet und für erste Ver-
suchsaufbauten wahrscheinlich zahlreiche technische Tricks angewendet werden.
Der große Vorteil ist jedoch, dass die eigentliche Funktionsweise des Druckers
weitestgehend unangetastet bleibt, das heißt, dass die Kalibrierungs- und Proze-
durvorgänge separat durchgeführt werden können und so entstandene Probleme
vergleichsweise übersichtlich zuzuordnen sind.
15Abb. 9: RapMan-Konzept einfache Fräse
Im Gegensatz dazu benötigt eine einfache Fräse zwar eine weniger komplexe Inte-
gration, zusätzlich müssen aber Modifikationen am Arbeitsablauf des RapMan
vorgenommen werden. Der Fräsenaufbau kann hierbei analog zu bereits bestehen-
den CNC-Fräsen-Anleitungen vorgenommen werden [vergleiche hierzu] (Simon,
2002), nur dass die Bearbeitungsrichtung auf die Seite gekippt wird. Da die Fräse
in ihrer Beweglichkeit hier sehr eingeschränkt ist, muss dieses Defizit durch zu-
sätzliche Technische Maßnahmen ausgeglichen werden. In diesem Konzept über-
nimmt dies die Druckplatte, welche zusätzlich über Rotationsbewegung verfügt
(siehe Abb.9). Die Fräse (dunkelrot) wird hier auf seitlichen Schienen (rot) mon-
tiert und kann sich so nur in einer Dimension bewegen (denkbar wäre auch eine
Höhenverstellung), zusätzlich erfolgt hier Beweglichkeit über die Druckplatte mit
den Drehbewegungen (orange). Die zweite Dimension wird durch die Vorschub-
richtung der Druckplatte (schwarz) vollzogen, für eine 2,5D Fräse reicht dann
eine eindimensionale Tiefenbewegung, für 3D benötigt man einen anwinkelbaren
Fräskopf (pink).
Wie bereits beschrieben, kann hier auf komplizierte Einbauten verzichtet werden,
das Wissen über einfache CNC-Fräsen ist bereits vorhanden. Nachteilig wirkt sich
jedoch die zusätzliche Rotationsbewegung aus, hier muss in der Ausgangsform
des Extrusionsverfahren zwischenzeitlich pausiert oder alternativ die Verfahren
strikt nacheinander ausgeführt werden. Die sollte allerdings vermieden werden,
um den eigentlichen Druckprozess nicht übermäßig in die Länge zu ziehen. Denk-
bar wäre hier eine Anpassung des Druckprozesses, welcher die nötigen Kreisbe-
wegungen berechnet und diese dem Extrusionskopf mitteilt.
Im Endeffekt ist hier zu beobachten, dass das erste Konzept die Mehrarbeit ver-
stärkt in den physischen Raum versetzt, um den Anforderungen gerecht zu wer-
den. Konzept zwei hingegen stellt kleinere Voraussetzungen an die Konstruktion,
benötigt jedoch für vergleichbare Eigenschaften eine zusätzliche Anpassung der
Software. Interessant wäre hier die Übertragbarkeit auf andere 3D-Drucker wie
zum Beispiel den Thing-O-Matic von MakerBot Industries, dies würde allerdings
den Rahmen dieser Bearbeitung sprengen.
163.2 Bestimmung der Werkzeugköpfe
Durch den vorangegangenen Einbau der Fräse kann nun mit den Optimierungen
am Gesamtprodukt begonnen werden. Einer dieser Schritte umfasst die Anpas-
sung der Werkzeugköpfe, um durch deren Kombination gleichzeitig die Anforde-
rungen an Geschwindigkeit und Qualität zu sichern.
Abb. 10: Düsenformen und Ergebnisse (Kluwer, 2002, S. 567)
Den Anfang macht der Extrusionskopf, durch die nachträgliche Präzisierung
durch die Fräse kann hier an Präzision gespart werden. Als erster Lösungsansatz
galt hier die Verbreiterung der Düse, was direkten Einfluss auf die Schichtdicke
und damit auf den Zeitverbrauch hat.
Im Referenzaufbau des RapMan wird von einer Düse mit 0,5mm Durchmesser
ausgegangen, welche dann ein rund 2mm dickes Filament erzeugt (Bits from By-
tes, 2009, S. 12–14). Wie in Abb.10 zu sehen ist, kühlt das Material verschieden
aus und verändert im Vergleich zu der Düsenform zusätzlich den Querschnitt des
Materialstrangs. Durch die geminderten Anforderungen an die Präzision wäre es
hier durchaus denkbar, sogar durch einfache Bohrungen mit einem 1-2mm Bohr-
kopf direkt zu Hause neue Düsenköpfe herzustellen oder verklebte Düsen wieder
zu reinigen. Durch die verbreiterte Düsenöffnung wird dann ein 4-8mm breites Fi-
lament erzeugt, was die Druckzeit mehr als halbieren sollte und die Wartung ver-
einfacht.
Ein Nachteil des breiteren Filaments ist natürlich die größere Aufheizzeit des Ma-
terials. Dies könnte rein technisch durch eine verlängerte oder langsamere Extrusi-
onsschnecke gelöst werden, die die bisherige Erwärmung weniger rasch vollzieht.
Das geschieht aber im Austausch zu einer höheren Vorbereitungszeit, schließlich
muss das Material erst die langsamere Schnecke passieren.
Eine optionale Modifikation könnte sein, dass man den Düsenkopf im Durchmes-
ser minimiert (zum Beispiel durch eine beheizte, spitz zulaufende Düsenspitze),
im Hinterkopf ist hierbei die Modifikation der Druckprozeduren, welche zum Bei-
spiel die Erstellungsrichtung beeinflussen könnte. Der bisherige Extrusionskopf
ist durch die Richtung von unten nach oben nicht sehr vom Durchmesser abhän-
17gig, sobald jedoch einzelne Objektteile (wie zwei Türme) nacheinander fertigge-
druckt werden, könnte es hier zu Problemen kommen.
Abb. 11: Verschiedene Fräskopfformen (links) und Präzisionsfräsen (rechts)
Das Hauptaugenmerk bei den Fräsköpfen liegt hier bei der Präzision, da die wei-
cheren Materialien einen schnelleren Vorschub erlauben und somit die Geschwin-
digkeit weniger Einfluss auf den Formungsprozess hat.
Entscheidende Auswirkungen auf das Oberflächenergebnis hat natürlich die Form
des Fräskopfes, hierbei gibt es viele verschiedene Möglichkeiten (siehe Abb.11
links). Für die gegebenen Zwecke wäre eine reine Schaftfräse (zweite bzw. dritte
von links) nicht empfehlenswert, durch die fehlenden Rundungen werden Kanten
aus 3D-Objekten sehr scharf ausgeformt, beim Druck von Spielzeug könnte dies
zum Beispiel fatal sein. Im Gegensatz dazu bieten reine Kugelfräser (fünfte von
links) in Tiefenrichtung nicht genug Fräsleistung, da hier die Schnittblätter zu we-
nig ausgeprägt sind. Als Kompromiss und bevorzugte Lösung soll hier eine Torus-
fräse dienen, diese besitzt grob die Form einer Schaftfräse, hat jedoch in der Tiefe
leicht abgerundete Schnittblätter. Dadurch kann sie sowohl in der Ausformungsge-
schwindigkeit, als auch in der Oberflächenglattheit ausreichend gute Ergebnisse
erzeugen.
Da hier mechanische Spanwerkzeuge verwendet werden, sind diese natürlich in
der Präzision durch ausreichenden Materialabtrag begrenzt. Als Beispiel sind hier
Präzisionsfräsen der Firma Franken aufgeführt (siehe Abb.11 rechts), welche ab
einem Durchmesser von 0,2mm angeboten werden (FRANKEN, o.J., S. 1). Die
Fräserdicke ist somit schon unter der Breite der Extruderdüse aus der Referenz,
im Vergleich zum fertigen Filament ist hier eine Minimierung um Faktor 10 zu er-
warten. Da auch schon die reine Präzision des RapMan auf 0,01mm bestimmt ist
(Bits from Bytes, 2009, S. 6), kann eine CNC-Fräse der Ausformungspräzision
natürlich auch gerecht werden.
Als größtes Problem kennzeichnet sich neben dem eigentlichen Einbau die Mate-
rialabfuhr, von den vorgestellten Lösungen erschien das Absaugen als am geeig-
netsten. Um eine möglichst saubere Prozedur zu ermöglichen, muss dabei der
Sauger ausreichend stark und möglichst dicht am Fräskopf positioniert sein, dabei
sollte er allerdings gleichzeitig nicht dem Fräsvorgang im Weg stehen. Ein exter-
nes Werkzeug wäre hier wenig angebracht, viel mehr sollte der Sauger direkt in
das Fräswerkzeug integriert werden. Dabei muss um die Bearbeitungsstelle ein
möglichst isolierter Raum entstehen, um einen Partikelaustritt zu verhindern. Als
18Ansatz könnten hier einfache Borsten um den Fräskopf dienen, diese müssen nicht
einmal entkoppelt sein, da sie durch die Rotation der Überschneidung mit dem
Fräser vorkehren. Zu beachten ist hierbei, dass ein geeigneter Abstand der Werk-
zeugköpfe eingehalten wird, um nicht durch Borstenstriche ungewollte Verwi-
schungen an der aktuellen Druckschicht zu erhalten. Dabei können natürlich Kon-
stellationen am Werkstück auftreten, die den Vorgang erschweren (scharfe Kan-
ten), im Endeffekt kann durch das Absaugen nicht bis zur absoluten Sicherheit ga-
rantiert werden, dass alle Partikel abgefangen werden, Tests unter realen Bedin-
gungen könnten hier Aufschluss liefern.
3.3 Modifikation der Druckprozeduren
Abb. 12: Problematische Bauform (dunkelrot)
Aus ähnlichen Gründen kann mit der Standardprozedur der Extrusion nicht die
Garantie gegeben werden, dass die volle geometrische Flexibilität des 3D-Drucks
für das Fräsverfahren erhalten bleibt. Man stelle sich einen M-förmigen Schlauch
vor (siehe Abb.12), welcher zum Beispiel für Wasserkühlungen eingesetzt werden
könnte und durch Einbauhürden genau diese Erscheinung haben muss. In der
Rohfassung muss dieser natürlich mit Stützmaterial gedruckt werden, sowohl äu-
ßerlich (grün) als auch innerlich (gelb). Diese innere Füllung beeinträchtigt aller-
dings die Funktionalität, da der Wasserdurchfluss behindert wäre, aber man hat
keine Möglichkeit das Material abzutragen, auch nicht mit der eingebauten Fräse.
Es muss also zur Verallgemeinerung des Druckverfahrens ein Weg gefunden wer-
den, die Anzahl der problematischen Fälle zu minimieren und gleichzeitig mög-
lichst wenige neue Probleme zu schaffen. Aus diesem Grund wäre die Modifikati-
on der Düse zur Durchmesserminimierung ratsam, da diese dann flexibler an
schwierigen Bereichen ansetzen kann.
Die Verbesserungen am Druckprozess sollen hier verstärkt softwareseitig vorge-
nommen werden, damit der physische Aufbau mit realistischem Aufwand zu be-
werkstelligen bleibt. Einfluss hat auch, dass durch die drehbare Druckplatte (siehe
Konzept 2) bei gleichzeitiger Anwendung beider Methoden die Software sowieso
angepasst werden muss, um bei Drehungen für die Fräse die Bewegungen auszu-
gleichen. Diese Softwareanpassung soll wiederum konzeptartig geschehen, eine
ausschweifende Implementation einschließlich Test- und Problemfällen würde den
Rahmen dieser Ausarbeitung sprengen und die Übertragbarkeit auf andere Verfah-
ren erschweren.
19Abb. 13: Konzept Schichtenanalyse (Schichten, Cluster, Druckreihenfolge)
Ein Vorschlag zur Verbesserung ist eine präventive Schichtanalyse, die hauptsäch-
lich die Druckreihenfolge beeinflusst (siehe Abb.13). In dieser wird das Objekt
nach der Extrusionspräzision in die später realen Schichten aufgeteilt (Abb.13
links) und die Schichten nacheinander untersucht, da die Schichten sowieso be-
rechnet werden, könnte man hier Ressourcen doppelt nutzen. Ausgehend von der
ersten Schicht werden dabei Objektcluster registriert (Abb.13 Mitte) und anschlie-
ßend durch Berechnung zwischen den Schichten in Beziehung zueinander gesetzt.
Mit den einzelnen Clustern können dann verschiedene Konstellationen auftreten,
welche klassifiziert und weiterverarbeitet werden müssen. Hierbei kann die An-
nahme gemacht werden, dass bei der bestehenden Präzision physikalische "Ma-
gie" ausgeschlossen werden kann, zum Beispiel sind Ausdehnungen eines Clusters
zwischen zwei Schichten relativ gering, auch bei flachen Steigungen, sodass es
sich hier um ein und denselben Cluster handeln muss (vergl. Cluster mit Häkchen
Abb.13 Mitte). Bei der Auftrennung eines Clusters müsste zum Beispiel vermerkt
werden, von wem sich abgespalten wurde, damit wird sichergestellt, dass alle Ver-
bindungen zwischen den einzelnen Objektteilen berücksichtigt werden, dies könn-
te man dann in einer Vererbung als Baumstruktur umsetzen.
Anschließend besitzt man ein recht gutes Abbild des abstrakten Aufbaus und kann
zum Beispiel Daten über Verbindungsstellen zwischen freitragenden und stehen-
den Teilen generieren. Aus diesen kann dann eine gute Abfolge der Einzelteile er-
zielt werden, welche dann schrittweise gedruckt und gefräst werden. Eine eindeu-
tige Erstellungsrichtung (vergl. Abb.13 rechts) scheint hierbei vorteilhaft, könnte
beim letzten Druckabschnitt aber zu Problemen mit inneren Stützen führen (hier
an der Oberseite in Abschnitt 4). Nichtsdestotrotz minimiert man hier die Proble-
matischen Sektoren auf rund ein Viertel der Objektfläche in der Druckebene, was
durchaus erstrebenswert erscheint.
Dieses Konzept muss natürlich noch intensiv ausgearbeitet werden und eine Viel-
zahl von Tests durchlaufen, es gibt aber auch Modifikationen, welche bereits vor-
her für Erleichterung bei der Realisierung sorgen könnten. So kann wie bereits er-
wähnt die Extrusionsdüse angepasst werden, bei einer drehbaren Druckplatte ist
dies recht einfach, man kann einfach den Düsenkopf leicht ankippen, um eine Dü-
senkopfseite im Lot zur Druckplatte zu stellen. Dadurch ist der Druckkopf auf ei-
ner Seite unabhängig von der vorher gedruckten Geometrie, und kann dann pro-
blemlos Teile aneinanderreihen. Beim Konzept 1 müsste dies eine Düse mit einem
seitlichen Materialausstoß bewerkstelligen, da ein drehbarer Extrusionskopf im
Austausch für einfachere Konstruktion verhindert werden sollte.
204 Fazit und Ausblick
Es ist also schon an diesen schemenhaften Modifikationen abzusehen, dass neben
den bereits existierenden Problemen viele neue und komplexe Erfordernisse im
Weg stehen, bevor solche hybriden Ansätze Marktreife aufzeigen. Insbesondere
steht die Frage im Raum, ob die Integration in einen spezialisierten 3D-Drucker
sinnvoll ist oder ob ein neuer Entwurf, der gleich auf beide Methoden eingeht,
mehr Vorteile für sich sichern kann. Ein Grund ist sicherlich auch, dass es zwar in-
zwischen größere Erfahrung in den separaten Bereichen Extrusion und Fräsen
gibt, aber für kombinierte Technologien keine populären Vorreiter gerade im Be-
reich Open Source vorhanden sind.
Als Ergebnis hat sich jedoch gezeigt, dass beide Verfahren stellenweise große
Schwächen haben, welche durch eine Verschmelzung deutlich minimiert werden
könnten. In diesem Zusammenhang muss dann natürlich sondiert werden, inwie-
weit der nötige Aufwand getrieben wird, um den eigentlichen Prototypen genü-
gend Qualität mitzugeben, sodass er im privaten Gebrauch durchaus als Endpro-
dukt mit professioneller Erscheinung daherkommt.
Schlussendlich sind die hier gefundenen Erfordernisse durchaus lösbar, bedürfen
aber einer längeren Konkretisierung, Planung und Umsetzung. In diesem Kontext
ist aber auch ersichtlich, dass hier Kosten, Dauer, Motivation und Risiko in wenig
attraktiven Bereichen angesiedelt sind, eine gründliche Durchführung ist also in
naher Zukunft nicht zu erwarten oder könnte durch neue Fortschritte obsolet wer-
den.
Das muss allerdings nicht den Tod der hybriden Ansätze bedeuten, sondern kann
auch als Chance verstanden werden. Die überzeugende Konstruktion eines billi-
gen Druckers, der den Kompromiss zwischen industriellen Endprodukten und
Amateur-Prototypen findet, könnte die Käuferschaft überzeugen und Vorreitern in
diesem Gebiet ein solides Startup ermöglichen. Zu hoffen bleibt also, dass zukünf-
tige Projekte schärfere Formen annehmen und Schritt für Schritt die Möglichkei-
ten hybrider Drucker ausloten.
21Literaturverzeichnis
Bailard, S. (24.07.2010). RepRapLogo. URL: http://reprap.org/wiki/RepRapLogo
[Zuletzt geprüft am 30.03.2011].
Bits from Bytes (2009). RapMan 3. Operation Manual RapMan V3.1.0. URL:
http://3dpedia.3dsystems.com/download/attachments/40534387/D100238+Ope
ration+Manual+3.1.pdf?version=1 [Zuletzt geprüft am 11.04.2011].
BotHacker (2010). Keep it Cool! URL: http://bothacker.com/2010/06/22/keep-it-
cool/ [Zuletzt geprüft am 06.04.2011].
FRANKEN (o.J.). Frästechnik. Micro & Mini. Fräswerkzeuge für die Micro-Zer-
spanung. URL:
http://www.emugedownloads.com/pdf/prospekte/micro_und_mini/zp20041_m
301_micro.pdf [Zuletzt geprüft am 10.04.2011].
Gebhardt, A. (2004). Grundlagen des Rapid Prototyping. Eine Kurzdarstellung
der Rapid Prototyping Verfahren. URL: http://www.rtejournal.de/ausgabe1/in-
dex_html/15/Gebhardt_Grundlagen_Rapid_Prototyping.pdf [Zuletzt geprüft
am 04.04.2011].
Gebhardt, A. (2007). Generative Fertigungsverfahren. Rapid prototyping - rapid
tooling - rapid manufacturing, 3. Auflage, München: Hanser. URL: http://ww-
w.worldcat.org/oclc/213391925.
Greaves, J. und Meredith, A. B. (2011). The future of manufacturing…on two
wheels. URL: http://www.eads.com/eads/germany/de/news/press.8d764849-
d439-475b-93b3-3cc9a7d2ba20.45f3b041-264c-488a-973b-645f729cbad6.html
[Zuletzt geprüft am 28.03.2011].
Hart, M. (2011). Das erste Fahrrad aus dem Drucker ist da. URL: http://www.-
bild.de/digital/multimedia/fahrrad/airbike-fahrrad-aus-dem-drucker-la-
ser-16974594.bild.html [Zuletzt geprüft am 28.03.2011].
Kief, H. B. und Roschiwal, H. A. (2007). NC / CNC Handbuch 2007 / 2008.
CNC, DNC, CAD, CAM, CIM, FFS, SPS, RPD, LAN, NC-Machinen, NC-Ro-
boter, Antriebe, Simulation, Fach- und Stichwortverzeichnis: Hanser Verlag.
Kluwer (2002). Plastics Institute of America. Plastics engineering, manufacturing
& data handbook, Boston ;, Dordrecht. URL:
http://www.worldcat.org/oclc/49197544.
Reuter, M. (2007). Methodik der Werkstoffauswahl. Der systematische Weg zum
richtigen Material; mit 27 Tabellen und einer Vielzahl nützlicher Internetlinks.
22Methodik der Werkstoffauswahl. URL:
http://www.worldcat.org/oclc/316304348.
Schönherr, H. (2002). Spanende Fertigung, München, Wien: Oldenbourg.
Simon, C. (2002). PC gesteuerte 3D-CNC Fräsmaschine im Eigenbau. URL:
http://ftp.cnchungary.com/Varsanyi_Peter/Pdf-ek/PCB%20milling/CNC%20-
gep%20%E9pit%E9si%20leiras%20-%20nem%20teljes.pdf [Zuletzt geprüft
am 01.11.2010].
Uhlmann, E.; Elsner, P. und Ederer, I. (2004). Neue Dimensionen in der 3D-
Drucktechnologie. URL:
http://www.rtejournal.de/ausgabe1/index_html/20/Uhlmann_Elsner_Ederer_Ne
ue_Dimensionen_3dDrucktechnologie.pdf [Zuletzt geprüft am 04.04.2011].
Wighton, S. (25.11.2009). Baby Steps. URL:
http://mechanicallyinclined.net/blog/?cat=22 [Zuletzt geprüft am 30.03.2011].
Wohlers, T. (31.12.2009). 3D Printing Goes Open-Source. URL: http://ww-
w.wohlersassociates.com/NovDec09TC.htm [Zuletzt geprüft am 28.03.2011].
Zäh, M. und Hagemann, F. (2006). Wirtschaftliche Fertigung mit Rapid-Technolo-
gien. Anwender-Leitfaden zur Auswahl geeigneter Verfahren, München: Hanser.
URL: http://www.worldcat.org/oclc/166020906.
23Abbildungsverzeichnis
Abb. 1: Druckergebnis nach schlechter Kalibrierung...............................................................5
http://mechanicallyinclined.net/blog/wp-content/uploads/2009/11/IMG_9899.jpg
http://mechanicallyinclined.net/blog/wp-content/uploads/2009/11/IMG_98951-
1024x768.jpg
Abb. 2: Problematische Objektformen......................................................................................5
http://extreme.pcgameshardware.de/attachments/16576d1212593000-reprap-3d-drucker-
fuer-den-heimgebrauch-vik-glass-3-small.jpg
http://thingiverse-
production.s3.amazonaws.com/renders/ec/f1/df/e5/3e/Front_Facade_display_medium.jpg
Abb. 3: Zusätzliches Stützmaterial bei komplexen Objekten...................................................6
http://www.zbrushcentral.com/attachment.php?attachmentid=140327
http://www.zbrushcentral.com/attachment.php?attachmentid=140326
Abb. 4: Vergleich gewünschtes Modell und Druckergebnis.....................................................7
http://www.shapeways.com/blog/uploads/all4copy1.jpg
http://www.shapeways.com/blog/uploads/shapewaysmakerbotbunny.jpg
Abb. 5: Thermischer Verzug (zwischen Druckplatte und Werkstücks sichtbar)......................9
http://forums.reprap.org/file.php?35,file=2462,filename=ABS-Weis-test.jpg
Abb. 6: Nicht-fräsbare 3D-Objekte (Gebhardt, 2007, S. 4,350).............................................10
Abb. 7: RepMan Schema (Bits from Bytes, 2009, S. 36).......................................................14
Abb. 8: RapMan-Konzept komplexere Fräse..........................................................................15
Abb. 9: RapMan-Konzept einfache Fräse...............................................................................16
Abb. 10: Düsenformen und Ergebnisse (Kluwer, 2002, S. 567)............................................17
Abb. 11: Verschiedene Fräskopfformen (links) und Präzisionsfräsen (rechts).......................18
http://www.tools-tech.de/shop/images/tools/fraesertt.jpg
(FRANKEN GmbH & Co. KG, o.J., S. 1)
Abb. 12: Problematische Bauform (dunkelrot).......................................................................19
Abb. 13: Konzept Schichtenanalyse (Schichten, Cluster, Druckreihenfolge)........................20
24Sie können auch lesen

















































