Many-Core Control: Automatisierungstechnik mit unendlichen Möglichkeiten - BECKHOFF
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Nr. 1 | April 2015 www.pc-control.net
16 | cover
Many-Core Control: Automatisierungstechnik
mit unendlichen Möglichkeiten
8 | products 40 | worldwide
Antriebstechnik: Husky, Kanada: Hochgenaue Steuerungs-
Hochleistungs-Multiachs- technik senkt den Rohstoffverbrauch
Servosystem AX8000 beim Kunststoff-Spritzgießen
PCc_01_2015_DE_RZ.indd 1 13.03.15 16:38
2 contents PC-Control 01 | 2015
8 Antriebstechnik: Hochleistungs- 12 EtherCAT-Steckmodule: Vorteile
Multiachs-Servosystem AX8000 von Standard- und Sonderlösung
kombiniert
4 | editorial 12 | EtherCAT-Steckmodule: Vorteile von 30 | Aurelio Banda übernimmt die Geschäfts-
Christian Mische: Technische Innovationen, Standard- und Sonderlösung kombiniert leitung von Beckhoff Nordamerika
die uns das Leben im Alltag erleichtern
32 | United Sortation Solutions, USA:
16 | cover Leistungs- und Flexibilitätsschub bei der
5 | products Many-Core Control: Automatisierungs- Lagerlogistik
Kompaktes IP-65-Panel mit Multitouch und technik mit unendlichen Möglichkeiten
modernen Atom™-Multicore-Prozessoren 36 | MMC, Kanada: Leistungssteigerung und
Kostenreduktion bei der Nachbearbeitung
20 | worldwide von Flaschenverschlüssen
6 | news Kraft Maschinenbau, Deutschland:
Hannover Messe 2015 Skalierbare PC-Control-Lösung verbindet 40 | Husky, Kanada: Hochgenaue Steuerungs-
Integrated Industry – Join the Network! Highend-SPS-Performance mit CNC- technik senkt den Rohstoffverbrauch
Funktionalität beim Kunststoff-Spritzgießen
8 | products 24 | Varta, Deutschland: Durchgängige 46 | LCA, Schweiz: Offene Steuerungstechnik
Hochleistungs-Multiachs- Datenkommunikation von der Blisterver- für die hochpräzise und vernetzte
Servosystem AX8000 packungsmaschine bis zum ERP-System Lenkwellenmontage
11 | XTS: Neue Motormodule für die hoch- 28 | Beckhoff Finnland eröffnet 50 | Wieser, Österreich: Laserbearbeitung mit
flexible Produktion neues Headquarter offener, schneller Datenkommunikation
und dynamischem Motion Control
Kraft Maschinenbau, Deutschland:
Skalierbare PC-Control-Lösung verbindet Highend-
SPS-Performance mit CNC-Funktionalität
Hochwertige Türzargen möglichst schnell und dabei variantenreich bis hin zu Losgröße 1 herzustellen, dies war
die Forderung eines großen Türenherstellers an den Maschinenbauspezialisten Kraft. Erfolgreich umgesetzt hat
man die Herausforderungen mit einer komplexen Fertigungslinie, die Anfang 2015 in Betrieb gehen wird und
für alle SPS- wie auch CNC-Anforderungen durchgängig auf PC-Control von Beckhoff setzt.
PCc_01_2015_DE_RZ.indd 2 13.03.15 16:38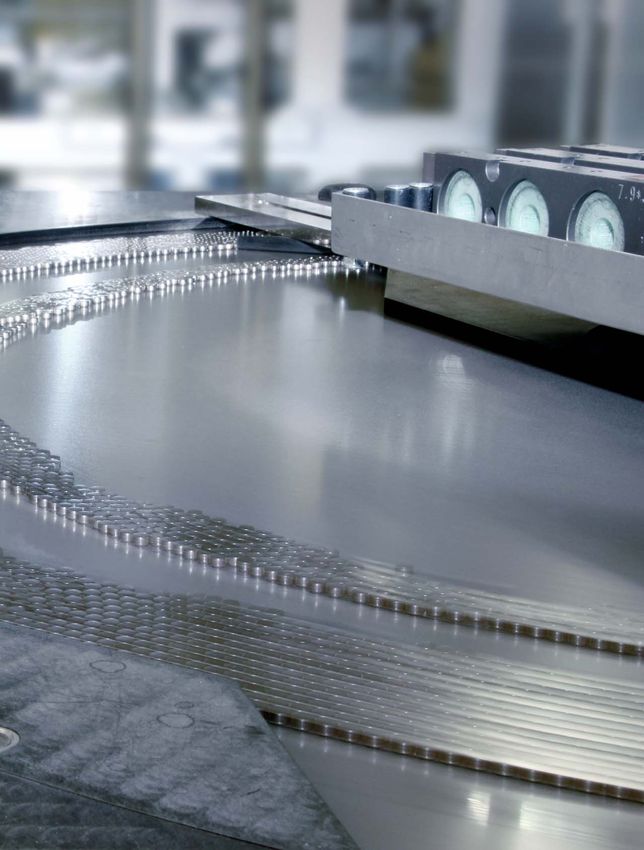
PC-Control 01 | 2015 contents 3
36 MMC, Kanada: Leistungssteigerung 50 Wieser, Österreich: Laserbearbeitung mit 56 MKT AG, Deutschland: PC-basierte
und Kostenreduktion bei der Nach- offener, schneller Datenkommunikation Steuerung bewegt kinetisches Land-
bearbeitung von Flaschenverschlüssen und dynamischem Motion Control schaftsmodell
54 | special | 68 | worldwide
entertainment industry IMA, Deutschland: Virtueller Master
PC-based Control bringt Ihre Ideen synchronisiert mit elektronischer
„on stage“ Kurvenscheibe drei Bewegungsachsen
56 | MKT AG, Deutschland: PC-basierte 72 | Internorm, Österreich: Ein Gebäude,
Steuerung bewegt kinetisches Land- das denken kann.
schaftsmodell
76 | Parle, Indien: Hochgenau und schnell:
60 | Stage Entertainment, Deutschland: Tablettenabfüllung mit EtherCAT
Innovative Lichtsteuerung im neuen
Musical-Theater Hamburg 78 | Chassis Brakes International, Frankreich: Jetzt auchh als
l App.
PC-based Control ist Steuerungsstandard
Das neue kostenfreie E-Paper des PC-Control-Magazins
62 | HOAC, Deutschland: Embedded-PC bei der Prüf- und Montagetechnik von bietet ergänzende Informationen zur Print-Ausgabe. Alle
steuert mobile Bühnendrehscheibe Scheibenbremsen Artikel des E-Magazins sind speziell für iPad (Android in
im Schauspielhaus Vorbereitung) multimedial umgesetzt; Bildergalerien,
Podcasts und Videos bieten interaktive und spannende
Zusatzinformationen.
64 | Kuopio, Finnland: Durchgängige Licht- 80 | events
steuerung im Stadttheater in Kuopio Messen und Events 2015
66 | HFE, Deutschland: EtherCAT und TwinCAT
optimieren Bühnenabläufe
impressum
PC-Control – Redaktionsleitung: Bildnachweis: Stadttheater Kuopio, Finnland, S. 64 – 65
The New Automation Technology Magazine Frank Metzner ATELIER BRÜCKNER / Michael Jungblut, Deutschland, S. 56 – 59 Stage Entertainment GmbH / Morris Mac Matzen,
Chassis Brakes International, Frankreich, S. 78 – 79 Deutschland, S. 60 – 61
Herausgeber: Projektleitung:
HFE professionelle Studiotechnik GmbH, Deutschland, S. 66 – 67 United Sortation Solutions Inc., USA, S. 32 – 35
Beckhoff Automation GmbH & Co. KG Martina Fallmann
HOAC® Schweißtechnik GmbH, Deutschland, S. 62 – 63 Varta Microbattery GmbH, Deutschland, S. 24 – 27
Hülshorstweg 20
Redaktion: Husky Injection Molding Systems Ltd., Kanada, S. 1, 40 – 45 Wieser Automation – Maschinenbau GmbH, Österreich, S. 50 – 53
33415 Verl/Germany
Gabriele Kerkhoff IMA Automation Arnberg GmbH, Deutschland, S. 68 – 71
Telefon: +49 (0) 52 46 9 63-0
Stefan Ziegler Internorm International GmbH, Österreich, S. 72 – 75 Design: www.a3plus.de
info@beckhoff.de
Telefon: +49 (0) 52 46 9 63 - 1 40 Ralph Larmann, Deutschland, S. 54
www.beckhoff.de Druck: Richter Druck- und Mediencenter,
redaktion@pc-control.net LCA Automation AG, Schweiz, S. 46 – 49
Germany
www.pc-control.net MMC Packaging Equipment Ltd., Kanada, S. 36 – 39
Parle Global Technologies Pvt. Ltd., Indien, S. 76 – 77 Auflage: 27.500
PCc_01_2015_DE_RZ.indd 3 13.03.15 16:38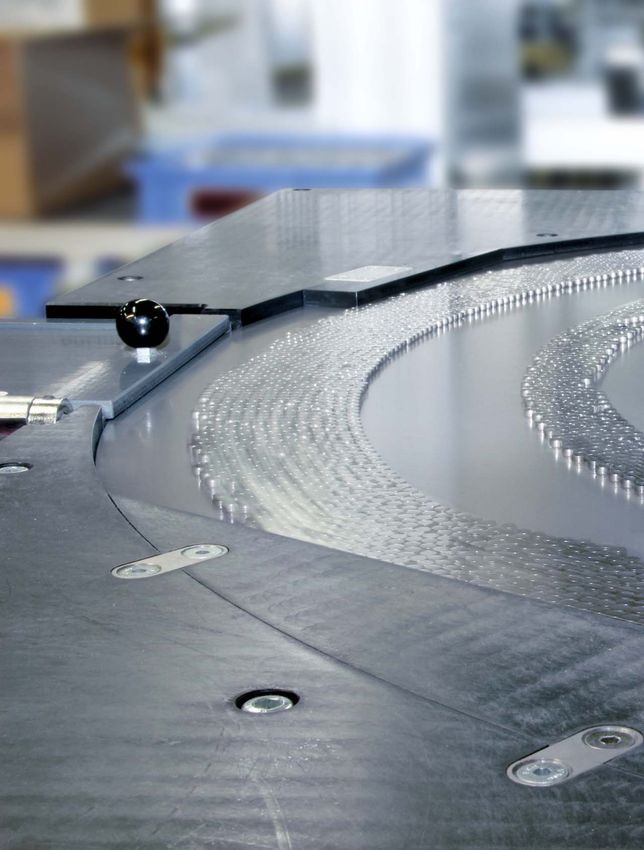
4 editorial PC-Control 01 | 2015
Christian Mische,
Produktmanager Antriebstechnik,
Beckhoff
Technische Innovationen, die uns
das Leben im Alltag erleichtern
Seit Kurzem erfreue ich mich an der Anschaffung eines Roboter-Rasen- Servomotoren deutlich vereinfacht und so die Montagezeit reduziert.
mähers, der mir die lästige Arbeit des Rasenschneidens abnimmt: Von Statt eines M23-Steckers, dessen Verschraubung mehrfache Umdre-
Frühling bis Herbst kurvt er nun über den Rasen, hält ihn in Form und hungen erfordert, sind jetzt motorseitig nur noch das Aufschieben
verrichtet meine Arbeit. Der Anblick des neuen „Familienmitgliedes“ des Schnellverschlusses und eine 30°-Drehung der Mutter nötig, um
lässt mein Technikerherz jedes Mal höher schlagen. eine zuverlässige Verriegelung zwischen Motor und Verstärker zu
gewährleisten. Auf der Servoverstärkerseite entfallen die Schrauben
Handarbeit durch Maschinen zu ersetzen, Abläufe zu optimieren und und der Sensorstecker.
Ressourcen jedweder Form einzusparen, ist die Triebfeder für die meis-
ten technischen Entwicklungen und regt die Phantasie der Ingenieure Für Optimierung im Detail steht auch das integrierte werkzeuglose Ver-
an: So zielen alle Detailentwicklungen, die Beckhoff im Bereich seiner bindungssystem AX-Bridge, das Beckhoff für seine neue Servoverstärker-
Antriebstechnik in den letzten Jahren gemacht hat, darauf, ihre Hand- Serie AX8000 entwickelt hat: Beim AX5000 sind noch 18 Schrauben pro
habung komfortabler zu gestalten und dadurch dem Anwender Zeit und Geräteverbindung notwendig; beim AX8000 werden die Module per
Kosten zu sparen. Federkrafttechnik fehlersicher und werkzeuglos verbunden. Das Schnell-
verbindungssystem brückt Zwischenkreis, 24-V-DC-Steuerspannung
Vor ein paar Jahren kam ein neues Encoder-Protokoll auf den Markt, das und das Bussystem EtherCAT. Neben der schnellen Installation und
wir genutzt haben, um daraus einen neuen Standard in der Motorverka- Inbetriebnahme, als Highlights für den AX8000-Anwender, sind es vor
belung zu entwickeln: OCT, die One Cable Technology, die Power- und allem die schnelle Regelungstechnik und die TwinSAFE-Integration, die
Feedbacksignale in einem Standardmotorkabel zusammenfasst und Spaß machen, mit dem neuen Servoverstärker zu arbeiten.
damit Material- und Inbetriebnahmekosten deutlich reduziert. Denn
weniger Leitung ist gleichbedeutend mit weniger Arbeit! Erfahren Sie mehr über unser neues modulares Hochleistungs-Mul-
tiachs-Servosystem in der aktuellen PC-Control-Ausgabe, ab Seite 8,
Ein anderes Beispiel ist die Einführung der Schnellverschluss-Technik sowie live auf der Hannover Messe 2015, und lassen Sie sich von der
an der Motorleitung, eine Entwicklung, die das Anschließen unserer einfachen Handhabung des AX8000 überzeugen.
PCc_01_2015_DE_RZ.indd 4 13.03.15 16:38
PC-Control 01 | 2015 products 5
Tragarm-Panel-PC CP37xx erweitert durchgängiges Multitouch-Portfolio
Kompaktes IP-65-Panel mit Multitouch
und modernen Atom™-Multicore-Prozessoren
Mit der neuen Baureihe CP37xx steht Multitouch in Verbindung mit dem modernen Intel®-AtomTM-Prozessor nun auch für den
Einsatz direkt im Feld zur Verfügung. Die Tragarmgeräte sind rundum IP-65-geschützt und eignen sich – fein skalierbar hinsichtlich
Displaygröße und Anzahl der Prozessorkerne – für ein breites Spektrum an Automatisierungsaufgaben.
Die Panel-PCs im robusten Aluminiumgehäuse sind mit den für ihre hohe im Anschlussraum angeordnet. Die CP37xx verfügen über ein oder zwei CFast-
Rechenleistung und gute Onboard-Grafik bei nur geringer Verlustleistung be- Karten. So können auch große Datenmengen sicher gespeichert werden.
® ™
kannten Intel -Atom -Prozessoren ausgestattet. Diese ermöglichen eine sehr
kompakte Gerätebauweise und lassen sich als Varianten mit 1, 2 oder 4 Cores Optimal skalierbares Multitouch-Spektrum
optimal an den jeweiligen Einsatzfall anpassen. Unterstützt wird dies durch Die Baureihe CP37xx ergänzt das extrem breite Portfolio an Multitouch-Geräten,
das breite Displayspektrum: Verfügbar sind sieben Multitouch-TFT-Displays um eine größtmögliche Skalierbarkeit für die optimale Anpassung an die Appli-
von 12 bis 24 Zoll, in den Formaten 4:3, 5:4 und 16:9 (Widescreen). Einsetzen kationsanforderungen zu erreichen. Das Spektrum reicht von den rein passiven
lassen sich die CP37xx bei Umgebungstemperaturen bis zu 45 °C, gekühlt über Control-Panel-Reihen CP29xx und CP39xx über Panel-PCs mit kleinerer (CP26xx)
äußere Kühlrippen sowie über Lüfter zur gleichmäßigen Wärmeverteilung im und mittlerer Rechenleistung (CP27xx und CP37xx) bis hin zu den Highend-
Gehäuseinneren. Geräten CP22xx und CP32xx.
Der Panel-PC lässt sich flexibel erweitern, z. B. über PCI-Module und einen drit- weitere Infos unter:
ten Ethernet-Anschluss. Integriert ist zudem ein dreh- und neigbarer Tragarmad- www.beckhoff.de/CP37xx
apter für ein Tragarmrohr mit 48 mm Durchmesser. Die Anschlusskabelführung Produktankündigung
erfolgt durch den – wahlweise von oben oder unten kommenden – Tragarm. Voraussichtliche Markteinführung:
Die bis zu vier IPC-Anschlüsse sind mit IP-65-Steckverbindern leicht zugänglich 2. Quartal 2015
PCc_01_2015_DE_RZ.indd 5 13.03.15 16:54
6 news PC-Control 01 | 2015
Hannover Messe 2015:
Integrated Industry – Join the Network!
Die Hannover Messe ist die Plattform mit dem umfassendsten Ausstellungsangebot für Industrie 4.0 entlang der kompletten
Wertschöpfungskette, von „Industrial Automation“ bis zur „Digital Factory“. Das diesjährige Leitthema „Integrated Industry –
Join the Network!“ unterstreicht, dass die wesentlichen Herausforderungen von Industrie 4.0 nur in einem gemeinsamen Netz-
werk – beispielsweise auf Basis vertikaler und horizontaler Kommunikationsstandards und entsprechender Datensicherheit – zu
bewältigen sind. Hierfür prädestiniert ist die offene, PC-basierte Steuerungstechnik, die Beckhoff auf über 1.000 qm präsentiert.
Weitere Highlights sind die neuen EJ-Module, die Mehrachs-Servoverstärker AX8000 und die Many-Core-Maschinensteuerung für
höchste Rechenleistung in der „Smart Factory“.
Many-Core Control: 36 Prozessorkerne für maximale Rechenleistung Kompaktes Multiachs-Servosystem AX8000
Um den Industrie-4.0-Anforderungen an eine „Smart Factory“ mit hochintelli- Das neue AX8000-System für die platzsparende Montage ermöglicht mit extrem
genten Maschinen und Produktionsanlagen gerecht zu werden, bringt Beckhoff kurzen Regelzyklen hochpräzise Positionier- und Bearbeitungsvorgänge. Wei-
mit dem Industrie-Server C6670 eine der leistungsfähigsten Steuerungen auf tere Highlights sind die schnelle Implementierung und Inbetriebnahme durch
den Markt. Sie ist mit 12, 24 oder 36 Kernen ausgestattet und verfügt über einen einfaches Zusammenstecken der Achsmodule sowie die direkte Integration von
von 64 bis auf 2048 GByte ausbaufähigen Arbeitsspeicher. Mit Many-Core Con- Safety, Netzfilter und One Cable Technology (OCT). Die FPGA-basierten Regelal-
trol lassen sich zusätzliche Steuerungsfunktionalitäten – neben PLC und Motion gorithmen mit Mehrkanal-Stromregelungstechnologie ermöglichen Abtast- und
auch Condition Monitoring oder Energiemanagement – auf einer CPU ausfüh- Reaktionszeiten unter 1 μs bei der Stromregelung sowie Drehzahlregler-Zyklus-
ren. Effektiv nutzbar wird diese immense Rechenleistung durch TwinCAT 3.1 zeiten ab 16 μs.
PCc_01_2015_DE_RZ.indd 6 13.03.15 16:39
PC-Control 01 | 2015 news 7
Die wichtigsten Informationen auf einen Blick:
– Hannover Messe, Deutschland
– 13. – 17. April 2015
– Öffnungszeiten: Montag – Freitag, 09.00 – 18.00 Uhr
– Beckhoff-Hauptstand: Halle 9, Stand F06
Beckhoff auf Partnerständen:
– EtherCAT Technology Group: Halle 9, Stand D18
– it’s OWL: Halle 16, Stand A04
– Microsoft: Halle 7, Stand C48
– OPC Foundation: Halle 9, Stand A11
– PROFIBUS Nutzerorganisation: Halle 9, Stand D68
weitere Infos unter:
www.beckhoff.de/hmi
www.hannovermesse.de
Plug & Work: Busklemmen für die Leiterkarte Industrie 4.0: Mehr Intelligenz in der „Smart Factory“
Das neue EtherCAT-Steckmodulsystem der EJ-Serie reduziert Montage- und Ver- Im Industrie-4.0-Forum wird gezeigt, dass heute bereits alle wesentlichen
drahtungskosten in Großserien mit vielen Gleichteilen. Das Prinzip: Aus einem Technologien für Industrie 4.0 vorhanden sind. Beckhoff präsentiert den Stand
breiten Sortiment werden die flexibel zusammenstellbaren I/O-Steckmodule auf der Technik anhand zahlreicher Neuerungen in einer Live-Demonstration: Eine
einem anwendungsspezifischen „Distributionboard“ integriert. Die aufwendige komplette Anlage wird mit einem Many-Core-Rechner C6670 gesteuert. Neben
manuelle Einzeladerverdrahtung wird durch das Anstecken vorkonfektionierter der reinen Steuerungsfunktionalität integriert der C6670 das lineare Trans-
Kabelbäume substituiert; Verdrahtungsfehler werden so deutlich minimiert. portsystem XTS, die Robotersteuerung sowie Messtechnikfunktionalitäten und
Condition Monitoring. Die sichere Inter-Maschinen-Kommunikation in die Cloud
wird ebenso demonstriert wie die Kommunikation zu Sensoren.
PCc_01_2015_DE_RZ.indd 7 13.03.15 16:39
8 products PC-Control 01 | 2015
Beckhoff Antriebstechnik: Hochleistungs-Multiachs-Servosystem AX8000
Kompaktes Mehrachssystem mit
maximaler Regelgeschwindigkeit
sowie schneller Montage und
Inbetriebnahme
Das neue Multiachs-Servosystem AX8000, mit kompakter Baugröße für die platzsparende Schaltschrankmontage, ermöglicht
mit extrem kurzen Regelzyklen hochpräzise Positionier- und Bearbeitungsvorgänge. Hinzu kommen eine schnelle Montage und
Inbetriebnahme durch das einfache Zusammenstecken der gewünschten Achsmodule, die One Cable Technology (OCT) sowie die
direkte Integration von Safety und Netzfilter.
PCc_01_2015_DE_RZ.indd 8 13.03.15 16:39
PC-Control 01 | 2015 products 9
Die Beckhoff-Antriebstechnik bietet ein hochskalierbares Antriebssystem
für jeden Anwendungsbereich: von der ultrakompakten Servoklemme zum
leistungsstarken EtherCAT-Servoverstärker AX5000 bis 120 kW.
Konzipiert ist AX8000 als Antriebssteuerung, die sich auch bei hohen Anforde- Modularer Aufbau für breites Anwendungsspektrum
rungen an Regelgeschwindigkeit und -genauigkeit sowie optimierte Raumaus- Als Einspeisemodule stehen je zwei 60 und eine 90 mm breite Variante für die
nutzung eignet. Modular aufgebaut umfasst das Mehrachssystem verschiedene weltweit verschiedenen Spannungssysteme zur Verfügung: 100 – 230 V AC mit
Einspeise-, Ein- und Doppelachsmodule sowie ein Kondensatormodul. Mit 20 bzw. 40 A für Asien und Amerika sowie 400 – 480 V AC mit 20 bzw. 40 A
230 mm Höhe und 60 bzw. 90 mm Breite bauen die einzelnen Module und damit für Europa und Nordamerika. Bei allen vier Versionen sind Bremswiderstand
auch das komplette Mehrachssystem äußerst kompakt, was die platzsparende und Brems-Chopper sowie ein Netzfilter integriert. Somit sind keine weiteren
und dementsprechend kostenoptimierte Konstruktion von Schaltschränken und externen Komponenten erforderlich, was sowohl die Teilevielfalt wie auch den
Anlagen unterstützt. Für eine weitere Kostenreduktion sorgen die einfache, Platzbedarf reduziert.
schnelle Montage und Inbetriebnahme.
Um die gewünschten Achskonfigurationen zu realisieren, stehen ein 60 mm
Schnellstmögliches und hochpräzises Positionieren breites Einachsmodul mit 8-A-Nennstrom und ein ebenso breites Doppel-
Der EtherCAT-basierende Kompaktantrieb AX8000 kombiniert leistungsfähige achsmodul mit 2 x 6-A-Nennstrom sowie ein 90-mm-Einachsmodul mit 18-A-
FPGA-Technologie mit Multicore-ARM-Prozessoren. Dabei ermöglichen FPGA- Nennstrom zur Verfügung. Über die skalierbare Motorstrommessung werden
basierte Regelalgorithmen mit einer Mehrkanal-Stromregelungstechnologie hiermit auch deutlich kleinere Motornennströme abgedeckt. Als Feedback- und
Abtast- und Reaktionszeiten kleiner 1 μs bei der Stromregelung sowie Dreh- Anschlusssystem kommt die für die Servomotoren-Baureihe AM8000 optimierte
zahlregler-Zykluszeiten – je nach konfigurierter Schaltfrequenz – ab 16 μs. Einkabellösung OCT (One Cable Technologie) zum Einsatz. Je Achse bietet das
Die minimale EtherCAT-Zykluszeit liegt bei 62,5 μs. Für Motion-Anwendungen System vier digitale Eingänge; zwei davon sind für Onboard-Safety-Funktionen
bedeutet dies schnellstmögliche Regelung und hochpräzise Positionierung, er- vorkonfiguriert.
höhte Konturschärfe bei Bearbeitungsvorgängen und einen insgesamt erhöhten
Produktionsausstoß.
PCc_01_2015_DE_RZ.indd 9 13.03.15 16:39
10 products PC-Control 01 | 2015
Logistik, Montage und Inbetriebnahme vereinfacht
Für eine vereinfachte Logistik und Lagerhaltung sorgt AX8000 nicht nur durch
die Integration z. B. von Netzfilter und Bremswiderstand, sondern auch durch
die reduzierte Modellvielfalt. Denn anstelle der in der Regel erforderlichen Mo-
dulvielfalt lässt sich das gesamte Anwendungsspektrum durch die skalierbare
Motorstrommessung komplett nur noch mit 8- und 18-A-Modulen abdecken.
Die integrierte TwinCAT-Runtime stellt komfortable Module u. a. für die Dreh-
zahlregelung oder Filter und Beobachter zur Verfügung. Die Programmierung
ist auch kundenseitig in IEC 61131, C++ und MATLAB®/Simulink® möglich.
Als leistungsfähige Diagnosewerkzeuge dienen die Oszilloskop-Funktion mit
TwinCAT Scope und die Achsoptimierung mit TwinCAT BodePlot.
Eine schnelle Montage und Inbetriebnahme ermöglicht das integrierte Schnell-
verbindungssystem AX-Bridge, das die Verbindung der Module fehlersicher und
weitere Infos unter:
werkzeuglos per Federkrafttechnik herstellt. Sie brückt Zwischenkreis, 24 V DC www.beckhoff.de/AX8000
und EtherCAT. Hinzu kommen eine Zentrierung zur leichteren Ausrichtung der Produktankündigung
Achsmodule sowie der einfache, die Kabelanzahl reduzierende Motoranschluss Voraussichtliche Markteinführung:
per OCT mit Schnellverschluss. 3. Quartal 2015
PCc_01_2015_DE_RZ.indd 10 13.03.15 16:39PC-Control 01 | 2015 products 11
Das eXtended Transport System wird durch 22,5°-Linearmotoren ergänzt.
Damit erweitern sich die Einsatzmöglichkeiten beispielsweise um stufenförmige
Bahnführungen für das Aussortieren von Produkten.
Linearmotoren mit 22,5°-Radius erweitern Anwendungsmöglichkeiten
XTS: Neue Motormodule
für die hochflexible Produktion
Mit neuen Motormodulen wird das eXtended Transport System (XTS) deutlich flexibler. Die geraden und gebogenen Motormo-
dule (180°) werden durch neue Varianten mit 22,5°-Radius ergänzt. Damit sind neue Geometrien wie Vollkreise, als Innen- oder
Außenläufer, oder Quadrate mit abgerundeten Ecken möglich. So lässt sich das Anwendungsspektrum beispielsweise um den
flexiblen Rundtakttisch und neue individuelle Bahnverläufe erweitern.
Das lineare Transportsystem XTS besteht aus modularen Linearmotoren mit in- und teure Mechanik wird durch Software ersetzt. Mit den neuen Motormodulen
tegrierter Leistungselektronik und Wegerfassung, aus 1 bis n kabellosen Movern sind weitere Anwendungsbereiche realisierbar:
und der mechanischen Führungsschiene. Mit diesen wenigen Komponenten sind – Vollkreis, auf denen der Mover außen läuft
unterschiedlichste Applikationen, Geometrien, Längen und Radien realisierbar. – Vollkreis, mit innen laufenden Movern
Die Motormodule AT2020-0250 (+22,5°, Außenläufer) und AT2025-0250 – Polygon, Teilkreise mit geraden Stücken verbunden
(-22,5°, Innenläufer) erweitern die Möglichkeiten des XTS-Systems in Bezug – stufen- bzw. S-förmige Bahnführung
auf seine Bahnverläufe erheblich. Durch die Kombination von unterschiedlichen – abgerundetes Rechteck in frei wählbarer Größe
Radien und Geraden kann eine optimale Anpassung an die Anwendung erfol-
gen. Auch für die neuen Motormodule sind entsprechende Führungsschienen Hierdurch wird das Einsatzspektrum sowohl hinsichtlich der Anwendung als
verfügbar. auch in Bezug auf den verfügbaren Einbauraum deutlich erweitert.
Das XTS bietet die Möglichkeit, Produkt- und Formatwechsel sowie kleine Los- weitere Infos unter:
größen ohne mechanischen Eingriff in kürzester Zeit umzusetzen. Aufwändige www.beckhoff.de/xts
PCc_01_2015_DE_RZ.indd 11 13.03.15 16:3912 products PC-Control 01 | 2015
EtherCAT-Steckmodule: Vorteile von
Standard- und Sonderlösung kombiniert
Busklemmen für die Leiterkarte – mit diesem Produkt im neuen Formfaktor überraschte Beckhoff auf der SPS IPC Drives 2014. Die
Steckmodule lassen sich direkt auf eine kundenspezifische Leiterplatte stecken. Damit werden die Vorteile eines flexiblen Stan-
dards und einer kundenspezifischen Entwicklung miteinander kombiniert. Über Hintergründe und Anwendungsszenarien dieser
Produktidee sprach die ETZ-Redaktion mit den Beckhoff-Produktmanagern Michael Jost und Torsten Budde.
An die feinmodularen I/O-Systeme auf der DIN-Schiene haben sich die Automati- „Wir haben dieses Thema intensiv mit unseren Kunden diskutiert“, erinnert sich
sierungstechniker seit Einführung in 1995 gewöhnt. Bereits seit 2003 gibt es die Michael Jost. „Vollkommen kundenspezifische Platinen sind unserer Meinung
EtherCAT-Klemmen, die eine noch höhere Leistungsfähigkeit der Übertragung nach keine Lösung, da Standardprodukte immer Vorteile bieten. Ausschlagge-
ermöglichen. Wie sollte ein Maschinenbauer darauf kommen, sich Gedanken zu bend für die Entwicklung der Busklemmen für die Leiterplatte war laut Michael
machen, die bewährten I/O-Systeme auf der DIN-Schiene zu ersetzen? „Dazu Jost das Projekt eines großen deutschsprachigen Maschinenbauers. Dieser
muss es immer einen bestimmten externen Trigger geben“, ist Michael Jost wollte zum einen eine schnelle Replizierbarkeit in seinem Werk in China gewähr-
überzeugt. Dies kann im Großserienmaschinenbau der Preisdruck sein: Denn leisten und zusätzlich eigene Entwicklungen einstellen, da diese nicht zu seinem
die klassische Verbindung zwischen I/O-System und Sensor-Aktor-Ebene stellt Kerngeschäft gehören. „Die betroffene Maschine wird etwa 800 mal pro Jahr
die Maschinenverdrahtung dar. Nicht wenige Maschinenbauer nutzen aber auch produziert“, ergänzt Michael Jost. „Nicht zuletzt wegen des Transfers nach Chi-
selbst gefertigte und entwickelte Platinenlösungen und wollen zukünftig darauf na war es bei diesem Projekt wichtig, die Kabelbaumstruktur beizubehalten.“
verzichten. Einen weiteren wesentlichen Auslöser stellt die Minimierung des
Fehlerrisikos dar. „Serienmaschinenbauer wollen, dass ihre Automatisierungslö- Skalierbare Plattform- und Modulstrategie
sungen fehlerarm replizierbar sind“, betont Michael Jost. Es kann auch einfach Das Ergebnis ist eine skalierbare Plattform- und Modulstrategie, welche die
nur um Zeit gehen: Die manuelle Einzelverdrahtung im Schaltschrankbau bietet Vorteile einer kundenspezifischen Platinenlösung und des Standards eines Bus-
höchste Flexibilität, ist aber auch fehleranfällig und zeitaufwendig. Bereits ab klemmensystems perfekt miteinander verbindet. Die EJ-Serie, die auf der SPS
einer Stückzahl um 50 Stück im Jahr kann es sich rentieren, auf andere Lösungen IPC Drives 2014 das erste Mal der breiten Fachöffentlichkeit vorgestellt wurde,
zu setzen. nutzt ein anwendungsspezifisches Signal-Distribution-Board. Auf dieser Platt-
form können die I/O-Module flexibel platziert werden. Die EJ-Module wählt der
Anwender aus einem Baukasten aus. „Die Einzelverdrahtung wird sozusagen
PCc_01_2015_DE_RZ.indd 12 13.03.15 16:39PC-Control 01 | 2015 products 13
Michael Jost, Produkt-
manager Feldbussysteme
und EtherCAT, Beckhoff
Torsten Budde, Produkt- Ronald Heinze, Chefredakteur
manager Feldbussysteme, der ETZ, Zeitschrift für
Beckhoff Elektrotechnik & Automation
auf das Distribution-Board verlagert“, betont Michael Jost. „Dies sichert eine Funktionalitäten bereits in dem EtherCAT-Klemmensystem vorhanden sind,
konstante Qualität für jede Maschine und vermeidet die üblichen Fehler der Ein- müssen diese nur entsprechend den Kundenanforderungen in die neue Serie
zelverdrahtung.“ Torsten Budde ergänzt: „Die Standardmodule werden auf das integriert werden. Kurzfristig wird bereits zur Hannover Messe 2015 das bisher
kundenspezifische Board gebracht. Am Ende funktioniert die Zusammenstellung vorhandene Portfolio an Analog-, Digital- und Motion-Control-Klemmen erwei-
der Lösung wie ein Auto-Konfigurator.“ tert. Auch Safety-Module gibt es bereits. „Mehr als 50 % unserer Kunden für
I/O-Klemmen wollen heute eine Safety-Lösung integriert haben“, unterstreicht
Auf der SPS IPC Drives wurde ein Basissignalportfolio mit Analog-, Digital- Michael Jost die große Bedeutung dieser Modulart. Die Safety-Module müssen
und Motion-Control-Modulen vorgestellt, die miteinander kombiniert werden aufgrund des neuen Formfaktors noch die Zertifizierung durchlaufen.
können. „Die von Beckhoff gewohnte Signalvielfalt wird derzeit systematisch
ausgebaut“, so Torsten Budde. „Mit vielen Anwendern sind wir in der Proto- Für Serienmaschinenbauer und mehr
typenphase. Es gibt auch schon Kunden, die dieses System in der Großserie Welche Zielgruppen spricht das neue System an? „Bei der Entwicklung hatten
einsetzen.“ Aufgrund der Kodiermechanik der EJ-Module wird ein Fehlstecken wir vor allem an den Serienmaschinenbau gedacht“, gibt Michael Jost zu. „Ein
ausgeschlossen. Auch Personal ohne Fachwissen kann die Maschinen fehlerfrei spezielles System, welches für 5 % bis 10 % der Anwender interessant sein
verdrahten. Dies ist besonders interessant für Unternehmen mit Standorten auf könnte, die zum Beispiel im Werkzeugmaschinenbau oder in der Halbleiterindus-
der ganzen Welt. „Die Zeitersparnis bei der Produktion und auch beim Test ist trie beheimatet sind. Zum Beispiel gibt es in Reinräumen die strikte Anforderung
enorm“, schließt Michael Jost an. nach Platzersparnis.“ Die Schaffung von gleichen Teilen und die Platzersparnis
sind hier die Treiber. Dann kam die SPS IPC Drives: „Auf der Messe haben sich
Einen weiteren Vorteil nennt Torsten Budde: „Funktional basiert die EJ-Serie neue Ideen herauskristallisiert und wir sind inzwischen weit optimistischer, was
zu 100 % auf EtherCAT-Klemmen und EtherCAT-Box-Modulen. Da sämtliche die Marktdurchdringung angeht. „In bestimmten Branchen wurde bisher auf
PCc_01_2015_DE_RZ.indd 13 13.03.15 16:3914 products PC-Control 01 | 2015
Schaltschranklösung mit EJ-Serie und Standard-
Steckverbinder: Der Installationsaufwand wird
enorm reduziert
kundenspezifische Black Boxes als Steuerungs- und I/O-Lösung gesetzt“, erklärt sodass Kunden mit eigenem Know-how das Board selbst entwickeln können.“
Torsten Budde. Dazu zählt er Testanlagen oder Roboter, die ein bestimmtes Die Entwicklung des Distribution-Boards ist eine einmalige Investition. Aufgrund
Gewicht nicht überschreiten dürfen. „Die EJ-Serie ist aufgrund ihrer Bauform der Einsparung von Arbeitszeit ist die Amortisierung spätestens innerhalb eines
kompakt und auch leicht“, setzt der Produktmanager fort. Aus diesen Beispielen Jahres der Normalfall.
ergeben sich weitere Anwendungsszenarien.
Doch das EJ-System bietet noch mehr Vorteile: „Ein Beispiel ist die einfachere
„Die Motivation für den Einsatz der EJ-Serie kann unterschiedlich sein“, setzt Montage bei Schaltschränken mit Standard-Steckverbindern oder mit IP-
Michael Jost fort und fasst zusammen: „Als mögliche Gründe sehen wir Feh- 67-Steckverbindern.“ Die Steckverbinder werden direkt mit auf dem beidseitig
lervermeidung, Platzersparnis und Lohnkostensenkung. Die Stückzahl, ab wann steckbaren Board verlötet, was weiteren Installationsaufwand einspart. „Der
sich der Einsatz der EJ-Serie für einen Serienmaschinenbauer lohnt, kann zwi- Innenbereich des Schaltschranks ist dadurch sehr strukturiert und aufgeräumt“,
schen 50 und 500 liegen.“ setzt Michael Jost fort. Dies vereinfacht zusätzlich die Wartung. „Darüber hinaus
lassen sich zum Beispiel zusätzliche Relais auf das Board aufbringen“, schließt
Für wechselwillige Anwender des EtherCAT-Klemmensystems gilt: „Die Soft- Michael Jost an. „Damit werden weitere Installationsleistungen und eigene
ware ist komplett austauschbar“, setzt der Produktmanager fort. „Für die Hard- Elektronik eingespart.“
ware ist allerdings eine neue Denkweise erforderlich.“ So wird zum Beispiel im
Schaltschrank keine Potentialverteilung mehr benötigt. Flexibel für Änderungswünsche
Spätere Änderungswünsche sind problemlos zu berücksichtigen, da das EJ-
„Das Signal-Distribution-Board kann von uns zur Verfügung gestellt werden“, System eine hohe Flexibilität mitbringt. Zum einen kann die EJ-Serie sowohl
so Michael Jost. „Wir stellen aber auch einen Design-Guide zur Verfügung, hardware- als auch softwareseitig nahtlos mit den EtherCAT-Klemmen und den
PCc_01_2015_DE_RZ.indd 14 13.03.15 16:39PC-Control 01 | 2015 products 15
Basic-Version
Basis- Option: Trans- Option:
Maschinen- porteinheit Roboter-
funktionalität inkl. Safety- einheit
Funktionalität
Option: Option:
Feldbus- Energiemess-
Connectivity- einheit
Einheit
Extended-Version
Basis- Option: Trans- Option:
Maschinen- porteinheit Roboter-
funktionalität inkl. Safety- einheit
Funktionalität
Option: Option:
Feldbus- Energiemess-
Connectivity- einheit
Einheit
Highend-Version
Basis- Option: Trans- Option:
Maschinen- porteinheit Roboter-
funktionalität inkl. Safety- einheit
Funktionalität
Option: Option:
Feldbus- Energiemess-
Connectivity- einheit
Einheit
EJ-Module auf dem Signal-
Distribution-Board
EtherCAT-Box-Modulen verknüpft werden. „Es muss einfach nur ein weiteres werden, und die konfigurierte Maschine beinhaltet in dieser Ausbaustufe eine
Kabel an den EJ-Koppler angeschlossen werden“, betont Torsten Budde. So Transporteinheit, inklusive Safety-Funktionalität, sowie eine Robotereinheit (Ex-
lassen sich zum Beispiel applikationsspezifische Elemente implementieren, die tended-Version). Durch die Verknüpfung der EJ-Serie mit den EtherCAT-Klemmen
nur selten benötigt werden. und den EtherCAT-Box-Modulen bleibt die Maschinensteuerung flexibel und
auch Funktionserweiterungen, die nicht zur Plattform zählen, lassen sich auf
Eine zweite Möglichkeit besteht darin, einen EJ-Slot modular auszulegen, damit Kundenwunsch konfigurieren (Highend-Version). Die Anzahl der Ausbaustufen
spätere Erweiterungen einfach zu realisieren sind. Die dritte Möglichkeit bein- des Maschinenportfolios kann hierbei von Kunde zu Kunde verschieden aus-
haltet die Nutzung eines Platzhaltermoduls. Dieses wird bei Bedarf gegen ein gelegt werden. Der Kunde kann die perfekt zugeschnittene Plattform für seine
funktionales Modul ausgetauscht. Somit kann ein Distribution-Board auch für Maschinen umsetzen und so Gleichteile schaffen und Kosten sparen.
verschiedene Anwendungen genutzt werden.
Das EtherCAT-Klemmensystem hat sich im Markt bestens etabliert. Im Vergleich
Eine mögliche Realisierung der Plattformstrategie eines Unternehmens ist die zum Beckhoff-Busklemmensystem wird der größte Teil der Neuprojekte mit
Einteilung des gesamten Maschinenportfolios in verschiedene Ausbaustufen EtherCAT-I/Os umgesetzt. In diesem Sinne ist das EJ-System eine logische Wei-
der Steuerung. Dies könnte z. B. eine Basisversion sein, die Grundfunktionen terentwicklung, mit der auch neue Märkte erschlossen werden und die ihren
zur Verfügung stellt. Die Basisversion stellt hierbei die Plattform der Maschi- Markt finden wird. „Wir werden diesen Weg konsequent weiterbeschreiten“,
nensteuerung dar. Eine Integration des EJ-Platzhaltermoduls ermöglicht ein schließt Michael Jost ab.
späteres Hinzufügen von I/O-Komponenten. Sollen dann Maschinen mit erwei-
tertem Funktionsumfang auf dieser Basisversion realisiert werden, können diese weitere Infos unter:
Platzhaltermodule z. B. durch Safety-Module oder EJ-Motion-Module erweitert www.beckhoff.de/EtherCAT-Steckmodule
PCc_01_2015_DE_RZ.indd 15 13.03.15 16:4016 cover PC-Control 01 | 2015
Many-Core Control:
Automatisierungstechnik mit
unendlichen Möglichkeiten
Immer mehr Software bestimmt das Leben in der Automatisierungstechnik. Neben der reinen SPS-Anwendung werden zunehmend
Aufgaben aus den Bereichen Motion Control und Sicherheitssteuerung bis hin zu Robotik und Messtechnik in einer Applikation
integriert werden. Mehr Software verlangt auch immer stärkere CPU-Leistung. Mit dem C6670 hat Beckhoff jetzt den ultimativen
Many-Core-Industrieserver zum Ausführen auch der größten Applikationen vorgestellt.
Many-Core-Industrieserver server durch ihren Speicher: Diese NUMA (Non Unified Memory Architecture)
Nach dem Mooreschen Gesetz verdoppelt sich die Leistungsfähigkeit einer CPU genannte Technik bietet für jeden Prozessor einen individuellen separaten
innerhalb von 2 Jahren. Dieser Trend wird auch in der nächsten Zukunft Realität Speicher. Derzeit bei Beckhoff erhältlich sind zwei Intel-Xeon-Prozessoren mit
sein. Zwar wird sich die Taktrate der Prozessoren nicht entscheidend steigern jeweils 6, 12 und auch 18 Cores, die auf einem Motherboard integriert werden.
lassen, aber die Anzahl der Kerne pro Prozessor wird kontinuierlich steigen. Die neuen Many-Core-Rechner sind natürlich industrietauglich und können im
Schaltschrank montiert werden.
Der nächste Schritt ist die Many-Core-CPU. Many-Core-Industrieserver unter-
scheiden sich von ‚normalen‘ PCs durch ihre Architektur. Sie sind mit mehreren Vollständige Nutzung der Performance mit TwinCAT 3
Prozessoren – Packages – ausgestattet und jeder Prozessor verfügt über eine Leistung ist nie genug vorhanden. Schon jetzt werden Maschinen und An-
gewisse Anzahl an Cores. Außerdem unterscheiden sich Many-Core-Industrie- lagen, die vor zehn Jahren noch mit einem Pentium 3 ausreichend ausge-
Integration Technology Number of
Capacity (BT) Node (nm) CPU-Cores
300 100
90 256
150 2018: 2018:
250
80 8 nm 128 cores
70 120 128
200
60
150 50 90
128
40
100 60 64
30
64
20 30 32 32
50
10 8 16
2 4 16
0 0 0 4 8
1 2
2004 2006 2008 2010 2012 2014 2016 2018
Voraussichtliche Entwicklung der Core-Anzahl in der Zukunft
PCc_01_2015_DE_RZ.indd 16 13.03.15 16:40PC-Control 01 | 2015 cover 17
stattet waren, mit Core-i7-Prozessoren betrieben. Ein immer höherer Auto- Um eine optimale Ausnutzung der einzelnen Kerne zu erreichen, müssen Ein-
matisierungsgrad, mit einer immer aufwändigeren Visualisierung, führt stell- und Diagnosefunktionen zur Verfügung stehen, die über die Konfiguration,
zu einem erhöhten Bedarf an Rechenleistung. Dazu kommen aber auch welcher Task auf welchem Kern laufen soll, hinaus gehen. Beides wird von
neue Anforderungen an moderne Maschinen, zum Beispiel das Überwachen TwinCAT 3 entsprechend angeboten. Zusätzlich bietet TwinCAT 3 die Mög-
der Maschinen mittels Condition Monitoring oder die Notwenigkeit nach lichkeit, auch Kerne für die TwinCAT Runtime exklusiv zu nutzen. Auf diesen
immer schnelleren und komplexeren Steuerungs- und Regelungsalgorith- sogenannten ‚Isolated Cores‘ wird kein Microsoft-Betriebssystem mehr ausge-
men, um entsprechende Prozess- und damit Produktgüten zu erreichen. Auch führt. So ist es einfach möglich, auf einem PC die Windows-Prozesse von den
diese neuen Anforderungen sollen natürlich in die Standardsteuerung mit Echtzeitprozessen zu trennen.
integriert werden, was wiederum den Bedarf an Rechenleistung und Speicher
erhöht. Mögliche Applikationsfelder für den Einsatz von
Many-Core-Industrieservern
Ein Beispiel soll zeigen, wie die verschiedenen Kerne eines Many-Core-Indus-
trieservers genutzt werden können. Die Beispielmaschine (siehe Grafik S. 18)
besteht aus drei Grundeinheiten: Ein „Loader“ lädt die zu bearbeitenden Teile in
die Maschine. Hier kommen verschiedene Module (L0, L1, LR0) zum Einsatz. Das
Modul LR0 soll hier ein Beladeroboter sein. Die Basismaschine für die eigentliche
Bearbeitung der Teile besteht wiederum aus verschiedenen Modulen (M0 bis
M7 und den CNC-Modulen MC0/MC1). Dann sollen die gefertigten Teile in einer
Transfereinheit für die weitere Bearbeitung zur Verfügung gestellt werden. Ne-
ben den T0- und T1-Modulen, z. B. zur Ansteuerung von Förderbändern, wird auch
hier ein Roboter TR0 eingesetzt. Natürlich kann man alles auf viele Industrie-PCs
verteilen. Das bedingt aber einen höheren Aufwand für die Kommunikation
zwischen den Prozessoren. Außerdem wird die Diagnose schwieriger, weil
zuerst die verteilten Daten eingesammelt werden müssen. Die Verwaltung der
auf den unterschiedlichen Prozessoren laufenden Software muss organisiert,
Schnittstellen müssen abgesprochen werden. Mit einem leistungsfähigen PC
Der Industrie-Server C6670 enthält schon jetzt zwei Intel®-Xeon®-Prozessoren
mit jeweils 6, 12 oder 18 Cores auf einem Motherboard.
PCc_01_2015_DE_RZ.indd 17 13.03.15 16:4018 cover PC-Control 01 | 2015
8 9 10 11 12 13 14 15
LR0 L0 L1 M0 M1 M2 M3 M4
16 17 18 19 20 21 22 23
M5 M6 M7 MC0 MC1 TR0 T0 T1
TwinCAT I/O – EtherCAT
EC1 EC2 EC3
LR0 MC0 TR0
Maschinen und Fertigungsanlagen beste-
hen aus unterschiedlichsten Funktions-
L0 M0 M1 M2 M3 T0 modulen, die sich sehr gut über einzelne,
zeitlich parallel zueinander ablaufende
Steuerungsprogramme und damit über ei-
Loader Base Machine Transfer
ne Many-Core-Architektur abbilden lassen.
L1 M4 M5 M6 M7 T1
MC1
kann man weiterhin eine zentrale Steuerung realisieren und hat noch Reserven falls von einer hohen Rechenleistung. Mit entsprechend vielen Prozessorkernen
für den weiteren Ausbau. ist auch hier kein Limit zu erkennen.
Die unterschiedlichen Module können z. B. auf die Kerne der Many-Core- Performancesteigerungen an Maschinen können mit der eXtreme Fast Control
CPU verteilt werden. So bleibt die Modularität erhalten; die Vorteile der (XFC)-Technologie von Beckhoff erreicht werden. Auch hier ist natürlich eine
zentralen Steuerung aber können trotzdem genutzt werden. Mit dieser Steue- höhere Rechenleistung erforderlich. Ebenso für die Bildverarbeitung und das
rungsphilosophie können heute und in Zukunft die verschiedenen modularen Condition Monitoring. Beides benötigt einen großen Speicherbereich und eine
Maschinenteile einfach auf einer zentralen PC-basierten Steuerung realisiert Vielzahl von aufwändigen Algorithmen. Für den Many-Core-Industrieserver
werden. stellt dies kein Problem dar.
Natürlich kann auf einer leistungsstarken CPU auch eine Visualisierung ausge- In Zukunft werden auch Simulationen einen immer höheren Stellenwert in
führt werden. Damit kann im Einzelfall auf intelligente Panel-PCs verzichtet und der Automatisierungstechnik einnehmen. Mit der Integration von MATLAB®/
ein passives Panel eingesetzt werden. Das spart Geld und die Komponenten- Simulink® ist hier ein erster Schritt getan. Neben all diesen Features werden
vielfalt wird reduziert. Da Many-Core-CPUs sich mit performanten Grafikkarten auch zukünftig noch Reserven für neue Ideen und für weitere Performancestei-
ausstatten lassen, können damit auch moderne und ergonomische 3D- oder gerung sein.
Multitouch-Applikationen performant ausgeführt werden. Auch die Einbindung
von Wearable Devices ist ein Pluspunkt. Performancesteigerung durch die Verwendung
von Many-Core-Industrieservern
Funktionalität wächst mit Rechenleistung Mit zunehmender Leistungsfähigkeit der PCs und durch den Einsatz von immer
Neben der Möglichkeit, eine oder mehrere SPSen in IEC 61131 auch mit objekt- mehr Prozessoren und Kernen bei Many-Core-Industrieservern, lässt sich nicht
orientierten Erweiterungen ausführen zu können, ist Motion Control mit Punkt- nur immer mehr Funktionalität auf einem einzigen zentralen Rechner unterbrin-
zu-Punkt-Achsen (PTP) integriert. Aber auch eine CNC oder ein Roboter können gen, es können auch immer höhere Leistungen erreicht werden. Steigende Re-
einfach betrieben werden. Das eXtended Transport System (XTS) profitiert eben- chenleistung ermöglicht auch, die Zykluszeiten der Tasks deutlich zu verkleinern.
PCc_01_2015_DE_RZ.indd 18 13.03.15 16:40PC-Control 01 | 2015 cover 19
Dr.-Ing. Josef Papenfort,
Produktmanager TwinCAT,
Beckhoff
Konventionelle SPSen haben Zykluszeiten von 5 – 10 ms, PC-basierte Steuerungen erreicht. Mit der Einführung der Many-Core-Industrieserver – wie dem C6670
liegen schon seit längerem bei Zykluszeiten von 1 ms oder weniger. Mit perfor- – wird auf einem Board die Anzahl der Prozessoren erhöht und gleichzeitig die
manten Many-Core-Rechnern und TwinCAT 3 werden die Zykluszeiten weiter auf Anzahl der Kerne. Derzeit stehen bis zu 24 Kerne zur Verfügung, demnächst
ein Niveau von 100 μs oder niedriger fallen. Neben der Software, die diese kurzen wird aber auch ein Industrieserver mit 36 Kernen erhältlich sein. Ergänzt wird
Zykluszeiten unterstützen muss, braucht es auch einen performanten Feldbus. das Ganze noch durch einen erheblich vergrößerten Cache und hohe Taktraten.
EtherCAT ist hier hervorragend geeignet, um auch mit hohen Taktraten Daten
deterministisch und zeitgenau in den zentralen PC zu bekommen. Many-Core-Industrieserver sind geeignet, komplexe Maschinen und Anlagen
zentral zu steuern. Die Leistungsfähigkeit dieser Rechner ist ausreichend, um
Auf Basis der XFC-Technologie, die aus einem leistungsstarken PC – z. B. einem neben den klassischen Steuerungsaufgaben auch Aufgabenstellungen in den
Many-Core-Industrieserver wie dem C6670 –, EtherCAT als Feldbus, TwinCAT als Bereichen Scientific Automation und Simulation zu übernehmen. Messtechnik,
Lösung für SPS, Motion und Scientific Automation sowie besonders schnellen Condition Monitioring, Energie-Monitoring und viele andere Funktionen lassen
I/O-Modulen besteht, sind extrem schnelle Reaktionszeiten von unter 100 μs sich nebenher realisieren. Und damit nicht genug, kann auf leistungsfähigen
erreichbar. Mit XFC können Regelkreise höher abgetastet werden, wodurch Many-Core-Industrieservern auch noch die Mensch-Maschine-Schnittstelle
i. d. R. automatisch bessere Regelergebnisse erzielt werden. Aber auch bei klassi- modern und ergonomisch ausgeführt werden. Bedienkonzepte wie Wearable
schen Anwendungen, wie der Ansteuerung eines pneumatischen Zylinders – die Devices sind hier einfach integriert.
an Maschinen zigfach vorkommt –, kann durch schnellere Reaktionszeiten die
Gesamtperformance einer Maschine erhöht werden. Und das mit geringstem Auf- Wird der Many-Core-Industrieserver noch mit eXtreme Fast Control ausgestat-
wand: Einfach die Zykluszeit verringern und spezielle I/O-Komponenten einsetzen. tet, kann die Performance heutiger Maschinen noch deutlich verbessert werden.
Neben kürzeren Zykluszeiten bestehen viele Möglichkeiten der Maschinenopti-
Zusammenfassung mierung.
PC-basierte Steuerungstechnik profitiert schon immer von den steigenden Leis- weitere Infos unter:
tungen der PC-Technik; und das bei stetig sinkenden Kosten. Steigende Leistung www.beckhoff.de/many-core-control
bei aktuellen PCs wird hauptsächlich durch die Erhöhung der Anzahl der Kerne www.beckhoff.de/TwinCAT3
PCc_01_2015_DE_RZ.indd 19 13.03.15 16:4020 worldwide | germany PC-Control 01 | 2015
Durchgängige Steuerungs- und Antriebstechnik in einer Produktionslinie zur flexiblen Türzargenfertigung
Skalierbare PC-Control-Lösung
verbindet Highend-SPS-Performance
mit CNC-Funktionalität
Hochwertige Türzargen möglichst schnell und dabei variantenreich bis hin zu Losgröße 1 herzustellen, dies war die Forderung
eines großen Türenherstellers an den Maschinenbauspezialisten Kraft. Erfolgreich umgesetzt hat man die Herausforderungen
mit einer komplexen Fertigungslinie, die Anfang 2015 in Betrieb gehen wird und für alle SPS- wie auch CNC-Anforderungen
durchgängig auf PC-Control von Beckhoff setzt.
PCc_01_2015_DE_RZ.indd 20 13.03.15 16:40PC-Control 01 | 2015 worldwide | germany 21
Die G. Kraft Maschinenbau GmbH, Rietberg-Mastholte, ist Spezialist für Son-
dermaschinen in den unterschiedlichsten Bereichen. Dabei reicht das Ange-
botsspektrum von der Planung über die Errichtung bis hin zu Programmierung
und Inbetriebnahme von Automatisierungssystemen, einzelnen Maschinen und
kompletten, voll automatisierten Produktionsanlagen. Besonders umfangreiches
Know-how hat man im Bereich Türen- und Zargenfertigung aufgebaut, wie
Tobias Walkenfort, Leiter Automatisierungstechnik bei Kraft, erläutert: „Unser
Kunde profitiert davon, dass er aus einer Hand sowohl die Mechanik wie
auch die Automatisierungstechnik erhält, kombiniert mit langjähriger Erfah-
rung. Die fein skalierbare und durchgängige Steuerungs- und Antriebstechnik
von Beckhoff unterstützt hierbei ideal die Umsetzung der individuellen
Anforderungen.“
Aktuelles Beispiel ist eine neue Türzargen-Fertigungslinie für einen großen,
westfälischen Hersteller von Türen mit Echtholzfurnier. Es handelt sich um
eine komplexe, ca. 46 m breite und 110 m lange Anlage, die im Gegensatz zu
kompakt aufgebauten Bearbeitungszentren das Optimum aus Taktleistung und
Produktflexibilität bietet. Dazu Tobias Walkenfort: „Die Taktzeit liegt bei sehr
kurzen 20 s, d. h. pro Minute liefert die Anlage drei komplette Türzargen – das
sogenannte Loch aus zwei Längszargen und einem Querteil.“ Und Andreas Wa-
pelhorst, Technischer Leiter bei Kraft, ergänzt: „Die enorme Leistungsfähigkeit
der Produktionslinie wird klar, wenn man bedenkt, dass es hier nicht um die
Standardloch-Fertigung geht. Vielmehr lässt sich eine äußerst flexible, gemischte
Produktion realisieren, d. h. eine sehr große Teile- bzw. Produktvarianz in Los-
größe 1 umsetzen. Und das betrifft nicht nur die Zargengröße, sondern auch un-
terschiedliche Ausgangsmaterialien, Dekore, Dichtungsarten oder Beschläge.“
Auf einen Blick:
Lösungen für die Kunststoffindustrie
Türzargenfertigung mit PC-basierter Steuerungs-
und Antriebstechnik
Kundenbenefit
Flexible, einfach bedienbare Fertigungslinie für
hohe Leistungen bei Losgröße 1
PC-Control in der Anwendung
– C6930, CP3921: leistungsstarker, skalierbarer
Schaltschrank-PC und modernes Multitouch-Panel
– EtherCAT: hoch performante, durchgängige
Kommunikationsstruktur
– OCT-Antriebstechnik: reduzierte Kosten, geringerer
Installationsaufwand
Die PC-basierte Steuerungstechnik übernimmt in der Produktionsanlage nicht nur – TwinCAT 3: Visual-Studio®-Integration, Multi-Core-
die typischen SPS-Aufgaben, sondern sie setzt auch die Zargenbearbeitung durch Unterstützung, SPS- und CNC-Funktionalität
CNC-Maschinen um.
PCc_01_2015_DE_RZ.indd 21 13.03.15 16:4022 worldwide | germany PC-Control 01 | 2015
Das um elektromechanische Taster erweiterte Multitouch-Control-Panel CP3921 des v. l. n. r.: Carsten Seidenberg, Projektleiter von Kraft, Stefan Sieber, Branchenmanage-
Leitrechners bietet eine gehärtete Glasfront sowie ein hochwertiges und ansprechen- ment Holzbearbeitung bei Beckhoff, sowie Andreas Wapelhorst, Technischer Leiter, und
des Design. Tobias Walkenfort, Leiter Automatisierungstechnik, beide von Kraft, begutachten das
Layout der neuen Türzargen-Fertigungslinie
Auf Flexibilität und hohe Stückzahlen ausgelegtes Anlagenlayout die hohe Skalierbarkeit von PC-Control und der Software TwinCAT optimal
Typische Bearbeitungszentren, bei denen eine einzelne Maschine den kom- umsetzen.“
pletten Bearbeitungsprozess übernimmt, eignen vor allem für die Fertigung
von Sondertüren in kleinen Stückzahlen. Eine dezentralisierte Anlage – wie die Einen weiteren Vorteil sieht Tobias Walkenfort in der leistungsfähigen und
aktuelle Zargen-Fertigungslinie – verteilt hingegen die verschiedenen Bearbei- durchgängigen Kommunikationstechnik von PC-Control: „EtherCAT ist als
tungsschritte auf mehrere Maschinen und ist somit prädestiniert für die hohen I/O- und Antriebsbus extrem performant, einfach in Betrieb zu nehmen und im
Stückzahlen einer Serienproduktion. Dass sich dabei dennoch eine enorme Markt auch bei Drittanbietern sehr weit verbreitet. Die Kommunikation über
Produktvarianz bis hin zur Losgröße-1-Fertigung abbilden lässt, erreicht Kraft TwinCAT ADS von der Steuerungs- zur Fertigungsleitebene bietet zudem den
mit einem individuell ausgelegten Anlagenlayout sowie durchgängiger Steue- großen Vorteil, dass geänderte Steuerungsdaten automatisch gemeldet wer-
rungs- und Antriebstechnik. den. Damit entfällt das bei der SPS-Technik notwendige Datenpolling, was die
Netzwerklast reduziert und die Reaktionszeiten deutlich verkürzt. Hinzu kommt
Der Bearbeitungsprozess beginnt mit dem Einfahren und Vereinzeln der ge- die Realtime-Ethernet-Kommunikation zwischen den einzelnen Steuerungen,
stapelten Futterbretter. Hierbei identifiziert ein Barcodeleser jedes Teil, damit inklusive der Übertragung sicherheitsrelevanter Daten. Mit ihr lassen sich z. B.
dieses sich mit der passenden Falz- und Zierbekleidung kombinieren lässt. Die Prozessfreigaben zwischen den einzelnen Produktionsbereichen komfortabel
in zwei parallelen Bearbeitungslinien entstandenen Rohteile müssen dann auf realisieren.“
drei Linien – für ein Zargenquer- und zwei Längsteile – aufgeteilt werden, um
auch im weiteren Verlauf, mit der zeitaufwändigeren Enden-, Band- und Schließ- Außerdem profitiert Kraft, laut Tobias Walkenfort, insgesamt von der Offenheit
blechbearbeitung sowie der automatischen Band- und Schließblechmontage, des Beckhoff-Systems, z. B. bei der Realisierung eines einheitlichen Bedienkon-
die hohe Taktrate sicherzustellen. Nach dem Einziehen und Kappen der Dichtun- zepts für SPS, CNC und Fertigungsleitrechner. Schließlich müsse gerade eine
gen folgt dann das Demontieren der einzelnen Zargenteile für das abschließen- Anlage mit solch hohem Komplexitätsgrad einfach bedienbar bleiben. Die Offen-
de Verpacken an Handarbeitsplätzen. heit sei zudem entscheidend bei der Einbindung in das Unternehmensnetzwerk,
zum einen für eine komfortable Fernwartung und zum anderen zur individuellen
PC-Control als durchgängige und skalierbare Systemlösung Kopplung des Fertigungsleitrechners an die zentrale Dateninfrastruktur des
Die Fertigungslinie wird durchgängig PC-basiert gesteuert. Einen der Haupt- Kunden. Im letzteren Fall hat Kraft als Dienstleistung auch den entsprechenden
gründe erläutert Tobias Walkenfort: „Die hohe Performance von PC-Control Datenaustausch realisiert.
war einer der entscheidenden Vorteile. Mit der zuvor eingesetzten SPS-Technik
sind wir zunehmend an Grenzen gestoßen, sodass zusätzliche, überlagerte Dynamische und effizient installierbare Servoantriebstechnik
Steuerungen beispielsweise für die Koordination der verschiedenen Teiletrans- So komplex die gesamte Anlage sich darstellt, so umfangreich ist auch die
porte notwendig gewesen wären. Hinzu kommt die gute Skalierbarkeit des notwendige Antriebstechnik. So sorgen in den einzelnen Linienbereichen je
Beckhoff-Steuerungssystems, auch hinsichtlich der Software. So erfordert die Steuerungsrechner teilweise über 30 Beckhoff-Servoachsen für äußerst präzise
realisierte Produktionsanlage eine sehr hohe SPS-Funktionalität, beinhaltet und dynamische Prozessabläufe, die sich – so Tobias Walkenfort – problemlos
aber zusätzlich auch ein gewisses Maß an CNC-Aufgaben. Dies ließ sich durch über TwinCAT ansteuern lassen: „Bei der zuvor eingesetzten SPS-Technik wären
PCc_01_2015_DE_RZ.indd 22 13.03.15 16:40Sie können auch lesen

















































