Technische Hochschule Ingolstadt - opus4.kobv.de
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Technische Hochschule Ingolstadt
Fakultät: Elektro- und Informationstechnik
Studiengang: Mechatronik
Bachelorarbeit
Thema: Entwicklung und Umsetzung einer lernen-
den, kamerabasierten Roboteranlage zur
Sortierung von Paletten
Vor- und Zuname: Tim Christian Finkler
ausgegeben am: 04.01.2021
abgegeben am: 07.05.2021
Erstprüfer: Prof. Dr.-Ing. Robert Götz
Zweitprüfer: Dr.-Ing. Roland Meyer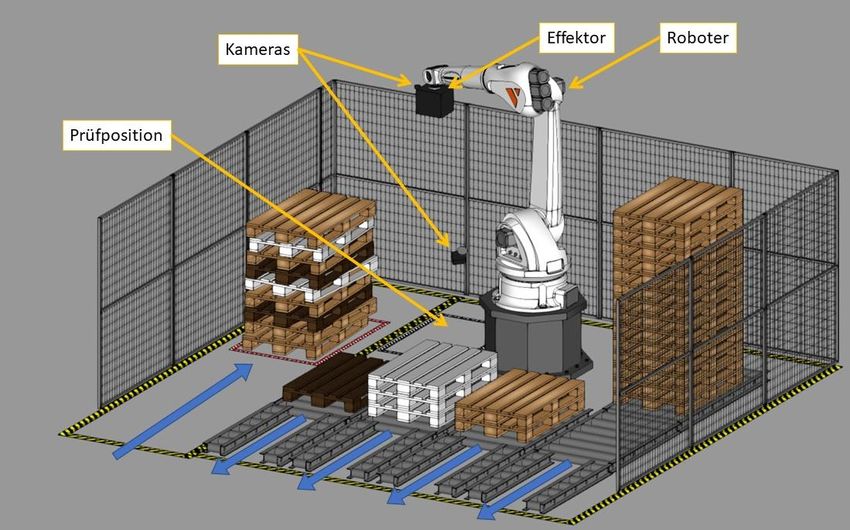
Erklärung
Erklärung
Ich erkläre hiermit, dass ich die Arbeit selbständig verfasst, noch nicht anderweitig für Prüfungs-
zwecke vorgelegt, keine anderen als die angegebenen Quellen oder Hilfsmittel benützt sowie
wörtliche und sinngemäße Zitate als solche gekennzeichnet habe.
Goch, 07.05.2021
Unterschrift _____________________________
Tim Finkler
1
Danksagung
Danksagung
Hiermit möchte ich mich bei allen bedanken die mich in der Phase der Bachelorarbeit unter-
stützt haben: meine Familie, meine Freundin, meine Freunde, meine Kollegen, meine Vorge-
setzten und meine Betreuer.
2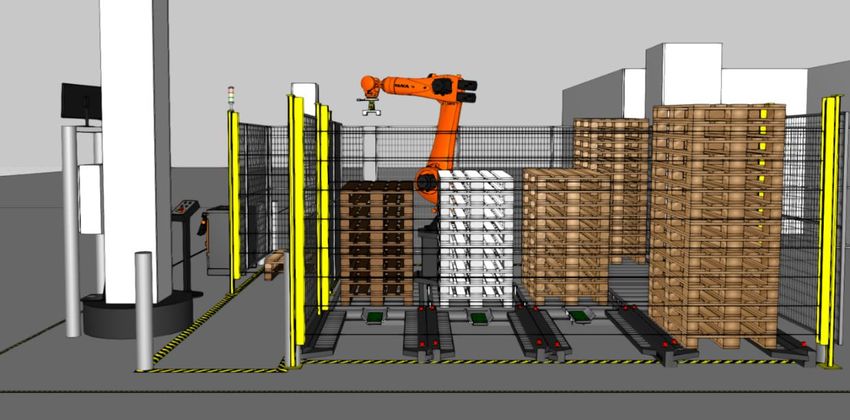
Inhaltsverzeichnis
Inhaltsverzeichnis
Darstellungsverzeichnis ................................................................................................................. 6
Abkürzungsverzeichnis .................................................................................................................. 7
1. Einleitung ................................................................................................................................... 8
1.1 Motivation ........................................................................................................................... 8
1.2 Aufgabenstellung................................................................................................................. 8
1.3 Meilensteinplan................................................................................................................... 8
2. Ist-Analyse ................................................................................................................................. 9
2.1 Geplantes Analysevorgehen ................................................................................................ 9
2.2 Begriffsklärung .................................................................................................................... 9
2.2.1 Grundlagen Roboter ..................................................................................................... 9
2.2.2 Roboteranlage ............................................................................................................ 10
2.2.3 Kamerabasiertes System ............................................................................................ 10
2.3 Ist-Situation im Unternehmen........................................................................................... 10
2.3.1 Das Unternehmen BTG Feldberg und Sohn GmbH & Co. KG ..................................... 10
2.3.2 Ist-Prozess: Palettensortierung .................................................................................. 11
2.3.3 Merkmale der Paletten .............................................................................................. 12
2.3.4 Anforderungen an das Gesamtsystem ....................................................................... 14
2.3.5 Funktionsbausteine .................................................................................................... 14
2.4 Bewertung der Ist-Analyse ................................................................................................ 15
2.5 Vorgehensplan................................................................................................................... 16
3. Konzepte und Lösungsansätze ................................................................................................ 18
3.1 Vorgehen in der Konzeptionierung ................................................................................... 18
3.2 Softwaretools .................................................................................................................... 18
3.2.1 Simulationsumgebung ................................................................................................ 18
3.2.2 CAD Umgebung .......................................................................................................... 19
3.3 Grobentwurf der Roboteranlage ....................................................................................... 19
3.4 Roboterauswahl ................................................................................................................ 20
3.4.1 Technische Parameter ................................................................................................ 20
3.4.2 Wirtschaftlicher Faktor............................................................................................... 21
3.4.3 Spezielle Faktoren im Gebrauchtmarkt für Industrieroboter .................................... 21
3.4.4 Vergleich: Roboter...................................................................................................... 21
3.4.5 Fazit - Roboterauswahl ............................................................................................... 22
3.5 Effektor Auswahl ............................................................................................................... 23
3.5.1 Greifvarianten ............................................................................................................ 23
3.5.2 Greifvariante: Parallel von oben (eng greifend) ......................................................... 25
3.6 Auswahl des Kamerasystems ............................................................................................ 28
3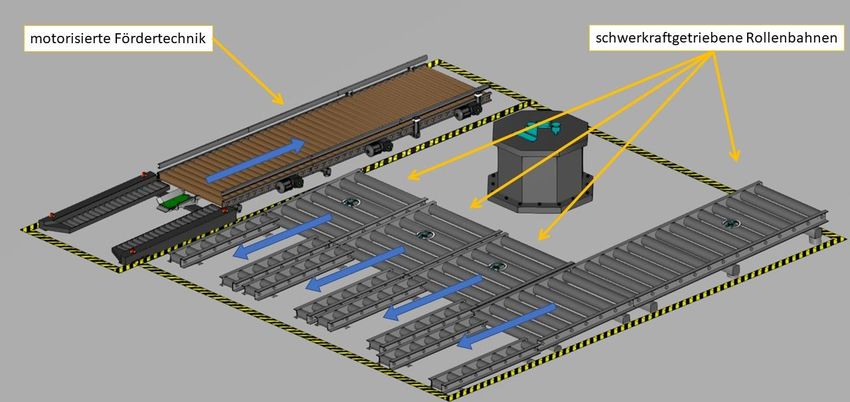
Inhaltsverzeichnis
3.6.1 Kameraanzahl und -anordnung .................................................................................. 28
3.6.2 Vergleich: Kamerasystem ........................................................................................... 29
3.6.3 Fazit – Auswahl des Kamerasystems .......................................................................... 29
3.7 Fördertechnik .................................................................................................................... 30
3.7.1 Variante 1: ohne Fördertechnik ................................................................................. 30
3.7.2 Variante 2: Schwerkraftgetriebene Fördertechnik .................................................... 30
3.7.3 Variante 3: Motorisierte Fördertechnik ..................................................................... 31
3.7.4 Vergleich der Fördertechnikvarianten ....................................................................... 31
3.7.5 Fazit – Fördertechnik .................................................................................................. 31
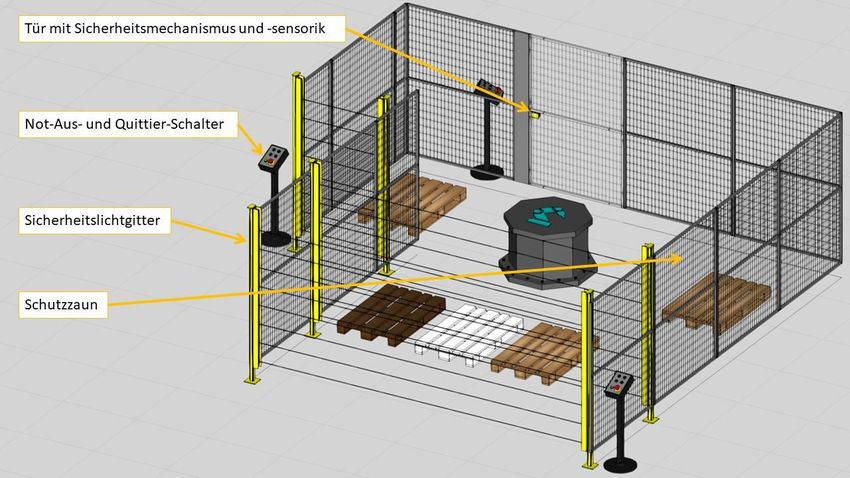
3.8 Sicherheitskonzept ............................................................................................................ 32
3.9 Steuerung .......................................................................................................................... 33
3.9.1 Bussysteme................................................................................................................. 33
3.9.2 Speicherprogrammierbare Steuerung (SPS)............................................................... 34
3.10 Lernendes System ........................................................................................................... 35
3.10.1 Lernendes System in der Roboteranlage ................................................................. 35
3.10.2 Typunterscheidung durch das lernende System ...................................................... 35
3.11 Bedienkonzept................................................................................................................. 36
3.11.1 Ideales Bedienkonzept ............................................................................................. 36
3.11.2 Bedienkonzept mit einem lernenden System .......................................................... 36
3.12 Fazit - Konzept ................................................................................................................. 37
4. Lösungsumsetzung .................................................................................................................. 39
4.1 Ablaufplan ......................................................................................................................... 39
4.1.1 Vorgehen bis zum Prototyp ........................................................................................ 39
4.1.2 Weitere Entwicklungsschritte vom Prototyp zur Endanlage ...................................... 39
4.2 Komponentenplan ............................................................................................................. 40
4.3 Prozessplan........................................................................................................................ 41
4.3.1 Prozessablauf des ersten Prototyps ........................................................................... 41
4.3.2 Ablauf in der Endanwendung ..................................................................................... 41
4.4 Programmstruktur ............................................................................................................. 41
5. Generalisierung des Lösungsansatzes ..................................................................................... 42
6. Zusammenfassung ................................................................................................................... 42
6.1 Ergebnisdokumentation .................................................................................................... 42
6.2 Technischer und wirtschaftlicher Nutzen.......................................................................... 43
7. Kritische Bewertung der Ergebnisse........................................................................................ 44
7.1 Vergleich: Ziel - Ergebnis ................................................................................................... 44
7.2 Lessons Learned ................................................................................................................ 44
Quellenverzeichnis ...................................................................................................................... 45
4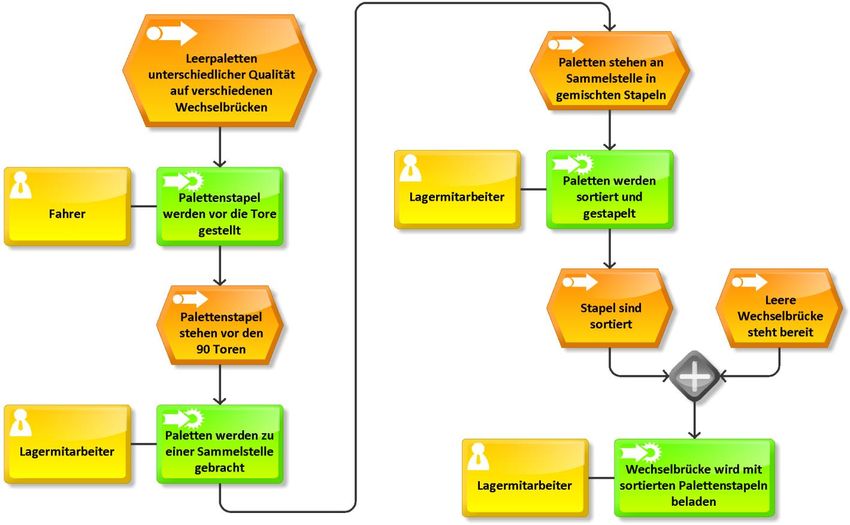
Inhaltsverzeichnis
Anhang / Anlagen ........................................................................................................................ 47
5
Darstellungsverzeichnis
Darstellungsverzeichnis
Abbildungsverzeichnis
Abbildung (Abb.) 1: Meilensteinplan 8
Abb. 2: Roboterarten 9
Abb. 3: Terminologie der Bauteile eines Industrieroboters 9
Abb. 4: BTG Feldberg und Sohn GmbH & Co. KG 10
Abb. 5: Ist-Prozess: Palettensortierung 11
Abb. 6: Palette EUR-EPAL Maße 12
Abb. 7: V-Modell 16
Abb. 8: Grobentwurf aus den Anforderungen 16
Abb. 9: Grobentwurf der Roboteranlage 19
Abb. 10: Einteilung der Greifer anhand des Wirkprinzips 23
Abb. 11: Hangabtriebskraft 30
Abb. 12: Konzept für die Fördertechnik 31
Abb. 13: Sicherheitsumgebung 32
Abb. 14: Topologie der Steuerung 33
Abb. 15: ideales Bedienkonzept 36
Abb. 16: Typunterscheidung der Paletten 36
Abb. 17: Gesamtkonzept 38
Abb. 18: Prototyp Roboteranlage 43
Tabellenverzeichnis
Tabelle (Tab.) 1: Palettentypen Merkmaletabelle 13
Tab. 2: Anforderungen an das Gesamtsystem 14
Tab. 3: Technische Machbarkeit und wirtschaftlicher Nutzen 15
Tab. 4: Vergleich der Simulationsumgebungen 18
Tab. 5: Technische Parameter 20
Tab. 6: Vergleich ausgewählter Industrieroboter 22
Tab. 7: Vergleich der Greifprinzipien 24
Tab. 8: Vergleich elektrischer und pneumatischer Parallelgreifer 25
Tab. 9: Anforderungen an den Parallelbackengreifer 26
Tab. 10: Wichtige Faktoren zur Konzipierung des Effektors 27
Tab. 11: Vergleich der Kamerasysteme 29
Tab. 12: Vor- und Nachteile der Variante 1: ohne Fördertechnik 30
Tab. 13: Vor- und Nachteile der Variante 2: Schwerkraftgetriebene Fördertechnik 30
Tab. 14: Vor- und Nachteile der Variante 3: Motorisierte Fördertechnik 31
Tab. 15: Vergleich der Fördertechnikvarianten 31
Tab. 16: Vergleich der SPS Anbieter 34
Tab. 17: Mögliche Anwendungsfälle eines lernenden Systems 35
Tab. 18: Fazit: verschiedene Varianten der Teilkomponenten der Roboteranlage 37
Tab. 19: Komponentenliste 40
Tab. 20: Retroperspektive - technischer und wirtschaftlicher Nutzen 43
6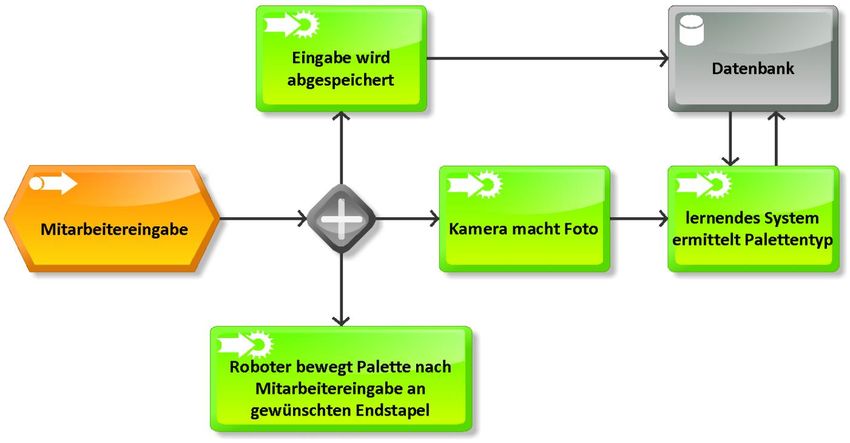
Abkürzungsverzeichnis
Abkürzungsverzeichnis
BTG BTG Feldberg und Sohn GmbH & Co. KG
CAD Computer Aided Design
KI Künstliche Intelligenz
ML Maschinelles Lernen
SPS Speicherprogrammierbare Steuerung
TCP Tool Center Point
VC Visual Components
VDE Verband der Elektrotechnik, Elektronik und
Informationstechnik
VDI Verband Deutscher Ingenieure
7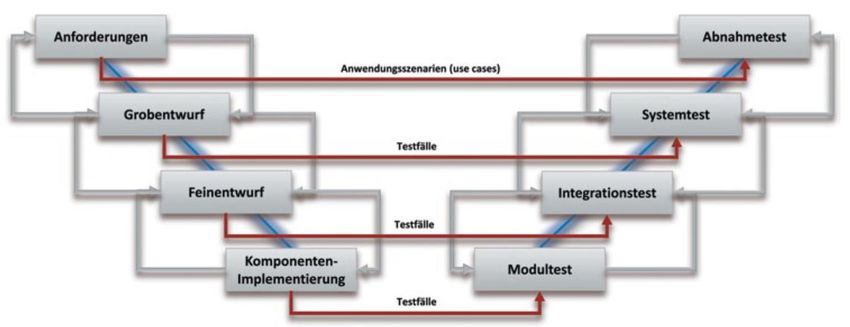
1. Einleitung
1. Einleitung
1.1 Motivation
Der Trend ist offensichtlich: Die Anzahl der Roboter, die in Unternehmen eingesetzt werden,
nimmt sowohl global als auch lokal zu 1. Unternehmen, die sich frühzeitig mit Robotik ausstatten,
können sich Wettbewerbsvorteile sichern, da gewisse Prozesse automatisiert werden können.
Roboter sind dafür gemacht einfache und repetitive Aufgaben zu übernehmen. Mit zunehmen-
der Rechenleistung können diese einfachen Aufgaben immer komplexer werden.
Im Rahmen dieser Bachelorarbeit wird das Unternehmen BTG Feldberg und Sohn GmbH & Co.
KG (BTG) in Bocholt bei der Einführung die erste betriebliche Roboteranwendung begleitet.
1.2 Aufgabenstellung
Das Ziel der Arbeit ist eine vollautomatisierte Roboteranlage, die Europaletten sortiert und sta-
pelt. Das Projekt umfasst eine Ist-Analyse, die Konzeptionierung für eine entsprechende Robo-
teranlage, die Umsetzung einer Prototyp-Umgebung sowie einen Plan für die anschließenden
Schritte zur Fertigstellung der Anlage. Zur Umsetzung der Prototyp-Umgebung gehört die Aus-
wahl und Beschaffung der notwendigen Komponenten wie dem Roboter, dem Greifer, der Ka-
mera und der Steuerung.
1.3 Meilensteinplan
Abbildung (Abb.) 1: Meilensteinplan
1
de-statista.com.
8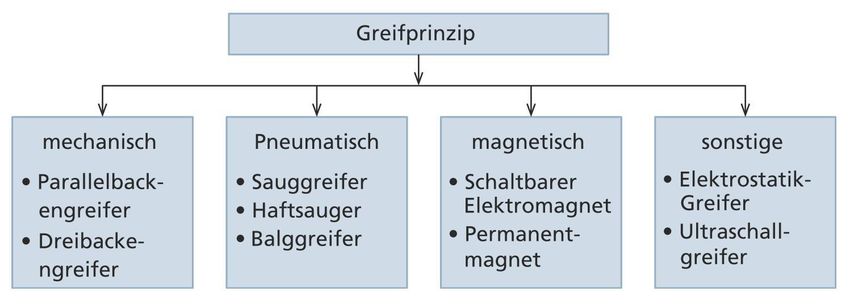
2. Ist-Analyse
2. Ist-Analyse
2.1 Geplantes Analysevorgehen
Das Vorgehen innerhalb der Ist-Analyse beginnt damit, die technischen Grundlagen für das
Projekt abzudecken. Nach einer kurzen Vorstellung des Unternehmens BTG werden der aktu-
elle Prozess zur Sortierung der Paletten und die genauen Anforderungen an das Gesamtsystem
untersucht. Die gewonnenen Erkenntnisse führen anschließend zu einem Projektplan und im
folgenden Kapitel zu einem Gesamtkonzept der Roboteranlage.
2.2 Begriffsklärung
2.2.1 Grundlagen Roboter
Roboter gibt es in verschiedenen Varianten:
Abb. 2: Roboterarten2
In diesem Projekt liegt der Schwerpunkt auf einem In-
dustrieroboter. Die VDI-Richtlinie 2860 definiert einen
Industrieroboter folgendermaßen:
„Industrieroboter sind universell einsetzbare Bewe-
gungsautomaten, mit mehreren Achsen ausgestattet,
deren Bewegung hinsichtlich Bewegungsfolge und
Wege bzw. Winkeln frei, d. h. ohne mechanischen Ein-
griff, programmierbar und gegebenenfalls sensorge-
führt sind. Sie sind mit Greifern, Werkzeugen oder an-
deren Fertigungsmitteln ausrüstbar und können
Handhabungs- und Fertigungsaufgaben ausführen“3.
Abb. 3: Terminologie der Bauteile
eines Industrieroboters4
2
Haun 2013, S. 21.
3
Haun 2013, S. 19.
4
Pott und Dietz 2019, S. 3.
92. Ist-Analyse
2.2.2 Roboteranlage
Unter „Anlagen“ versteht man „[u]mfangreiche technische Erzeugnisse, die aus mehreren Ma-
schinen oder Maschinenanordnungen bestehen“5. Der Begriff „Roboteranlage“ beschreibt das
Gesamtsystem eines Industrieroboters mit den umliegenden Komponenten wie z.B. dem Greifer
- auch Endeffektor genannt -, den Peripherieelementen und den Hilfsmitteln für den Material-
transport6.
2.2.3 Kamerabasiertes System
Unter dem Begriff „kamerabasiert“ versteht man ein System, das anhand kamerabasierter In-
formationen unterschiedliche Fälle auswählt. Immer mehr Maschinen werden mit Kameras aus-
gestattet, um autonomere Aufgaben erledigen zu können. Ein klares Beispiel ist das Automobil,
das inzwischen diverse kamerabasierte Fahrassistenzsysteme verwendet. Verknüpft man Kame-
radaten mit hochentwickelten Algorithmen oder einem lernenden System, so sind die Maschi-
nen in der Lage, ihre Umgebung ähnlich wahrzunehmen wie der Mensch.
In der Industrie werden kamerabasierte Systeme verwendet, um Werkstücke auf deren Ferti-
gungsqualität oder deren Lagerichtung zu überprüfen.
2.3 Ist-Situation im Unternehmen
Je besser und genauer die Information der Ist-Situation ist, umso genauer und wegweisender
lassen sich die ersten Konzepte entwickeln.
2.3.1 Das Unternehmen BTG Feldberg und Sohn GmbH & Co. KG
BTG Feldberg und Sohn GmbH & Co. KG ist ein Familienunternehmen in der vierten Generation.
Im Jahr 1894 wurde die Ursprungsfirma unter dem Namen „Mönchengladbacher Transportge-
sellschaft Bächer, Wiegandt, Schneider & Co.“ gegründet. Seither ist das Unternehmen in der
Logistikbranche tätig. Das Unternehmen beschäftigt über 270 Mitarbeiter an zwei Standorten in
Bocholt. Mit über 65 Fahrzeugen im Fuhrpark bietet die BTG Transportlogistik, Kontraktlogistik
und Umzüge an7. Um in der Zukunft weiterhin wettbewerbsfähig zu bleiben, ist es wichtig, stetig
neue technische Entwicklungen in das Unternehmen zu implementieren. Die Geschäftsführer
Jan Feldberg und Jörg Feldberg haben die Robotik und die Automatisierung als großen Vorteil
für die Logistik erkannt und haben sich als Ziel gesetzt, diese Technologie für sich zu nutzen, um
firmeninterne Prozesse zu automatisieren.
Abb. 4: BTG Feldberg und Sohn GmbH & Co. KG8
5
Böge 1998, S. 20.
6
Pott und Dietz 2019, S. 5.
7,8
Vgl. BTG Feldberg und Sohn GmbH & Co. KG
102. Ist-Analyse
2.3.2 Ist-Prozess: Palettensortierung
Ein grundlegender Bestandteil der Ist-Analyse ist es, den Prozess der Palettensortierung genau
zu untersuchen, um diesen zu automatisieren.
Das Unternehmen BTG Feldberg und Sohn GmbH & Co. KG erhält Europaletten von unterschied-
lichen Zustelltouren. In der Lagerhalle werden die Paletten an dafür vorgesehene Stellen trans-
portiert und anschließend in drei verschiedene Gruppen unterteilt.
Täglich müssen etwa 500 Leerpaletten bewegt werden. Diese Sortieraufgabe wird im Laufe des
Arbeitstages von ein bis zwei Mitarbeitern9 übernommen. Die Europaletten bewegt ein Mitar-
beiter mithilfe eines Handhubwagens, eines elektrischen Hubwagens (auch „Ameise“ genannt)
oder eines Gabelstaplers. In einigen Fällen müssen die Paletten ohne weitere Werkzeuge be-
wegt werden.
Sowohl der Handhubwagen, wie auch die Ameise können nur die untersten Paletten von dem
restlichen Stapel trennen. Um an eine Palette zu gelangen muss daher der ganze obere Teil des
Stapels angehoben und an eine andere Stelle gefahren werden. Dieser Teilprozess muss mehr-
fach wiederholt werden, um die Paletten zu sortieren.
Sind die Stapel fertig sortiert, werden sie bis vorübergehend vor dem Lagertor gelagert. Gegen
Nachmittag kommt ein Lastkraftwagen mit einem leeren Ladungsträger, auch Wechselbrücke
genannt, der mit den Palettenstapeln beladen wird. Die gefüllte Wechselbrücke wird anschlie-
ßend abtransportiert.
Abb. 5: Ist-Prozess: Palettensortierung
9
In der folgenden Arbeit wird aus Gründen der Lesbarkeit auf die Verwendung der Sprachformen männ-
lich, weiblich, divers verzichtet. Die verwendeten Personenbezeichnungen gelten für alle Geschlechter
gleichermaßen.
112. Ist-Analyse
2.3.3 Merkmale der Paletten
Bei den im Prozess verwendeten Paletten handelt es sich um genormte 800 x 1.200 mm EPAL
Europaletten.
Abb. 6: Palette EUR-EPAL Maße10
10
WhiteTimberwolf 2010
122. Ist-Analyse
Die Paletten lassen sich in eine der drei Grundtypen einordnen:
Palettentyp Merkmale
1. „Weiße“ - Helles Erscheinungsbild
Europalette - Max. Feuchte ca. 30%
- Keine Verunreinigungen
- Geruchsneutral
- Keine Aufkleber, keine Folienreste
➔ werden von besonders anspruchsvollen
Kunden gefordert, wo die Europalette
für deren Kunden sichtbar ist, beispiels-
weise in der Lebensmittelbranche. Bei
einer zu niedrigen Qualität der Paletten
würden die Paletten auf Kosten der BTG
zurückgesendet werden.
2. „Nor- - Teilweise dunkel
male“ Euro- - Feucht / nass
palette - Kleine Absplitterungen vorhanden
- Keine vollständig fehlenden Bret-
ter/Klötze
- Max. ein Nagelschaft sichtbar
- Leicht angedrehte Klötze
- Frei von Folienresten und Etiketten
- Die Ladung darf nicht durch die Paletten
verunreinigt werden
➔ Gebraucht, aber tauschfähig
3. „Defekte“ - Klotz defekt oder fehlt
Europalette - Deck-, Boden-, Querbrett stark beschä-
digt oder fehlt
- Mehr als 2 Nagelschäfte sichtbar
- Stark verunreinigt
- Farbliche Kennzeichnung oder Farbrück-
stände
- Querbrett gebrochen
➔ müssen aus dem Tauschsystem genom-
men werden. Falls mehr als 4 Teile repa-
raturbedürftig sind, ist die Reparatur un-
wirtschaftlich
Tabelle (Tab.) 1: Palettentypen Merkmaletabelle11
11
Qualitätsguide von Europaletten (internes Dokument)
132. Ist-Analyse
2.3.4 Anforderungen an das Gesamtsystem
Die Anforderungen an das Projekt werden von dem Unternehmen gestellt. Es ist besonders
wichtig diese zu verstehen und zu konkretisieren, um das Projekt erfolgreich durchführen zu
können. Das Scheitern vieler Automatisierungsprojekte ist auf ungenaue Anforderungen und auf
zu grobe Aufgabenstellungen zurückzuführen. Um ein Scheitern zu verhindern, wird die Anfor-
derungsliste in Muss-, Soll- und Wunschanforderungen unterteilt12.
Anforderung an Ausprägung Art
Werkstück Europalette Muss
Robotertyp Knickarmroboter Muss
Palettentyp 3 Typen: „Weiße“, „Normale“, „De- Muss
fekte“
Menge der Positionen, an Mindestens 3 Abstellpositionen Muss
denen der Roboter die Palet- (Wunsch: so viele wie möglich)
ten abstellt
Höhe der von den Mitarbei- 1-15 Paletten Muss
tern abgegebenen Paletten-
stapel
Höhe der von dem Roboter 15 Paletten Muss
abgegebenen Palettenstapel
Greifvorgang des Roboters Kamerabasierte Orientierung Muss
Palettentypunterscheidung Kamerabasiert Soll
Bereich, an dem der Mitar- Ein vordefinierter Bereich, 1500 x Soll
beiter die Paletten zum Ro- 1000 mm
boter gibt
Lagerichtung der Palettenan- Identische Lagerichtung zur Überga- Soll
nahmestellen für Mitarbei- bestelle Mitarbeiter-Roboter
ter
Durchsatz des Roboters Mindestens 500 Europaletten am Tag Soll
Kameraanordnung 1x On-Hand Wunsch
Größe der Anlage So klein wie möglich, so groß wie nö- Wunsch
tig; möglichst platzsparend
Preisrahmen So gering wie möglich, so viel wie nö- Wunsch
tig; unter 70.000 €
Fördertechnik Automatische Bewegung per Schwer- Wunsch
kraft
Palettenbuchhaltung Verbuchung der Leerpaletten anhand Wunsch
der Rollkarten.
Tab. 2: Anforderungen an das Gesamtsystem
2.3.5 Funktionsbausteine
Die Roboteranwendung lässt sich in vier Funktionsbausteine unterteilen:
1. Pick and Place Anwendung
2. Greifen einer Palette
3. Kamerabasiertes Greifen
4. Kamerabasierte, lernende Palettenunterscheidung
12
Vgl. Pott und Dietz 2019, S. 93.
142. Ist-Analyse
2.4 Bewertung der Ist-Analyse
Alle Funktionsbausteine werden unter Berücksichtigung der technischen Machbarkeit und dem
wirtschaftlichen Nutzen untersucht.
Zu bewertende Funktionsbausteine:
Technische 1. Pick and Place allgemein:
Machbarkeit Diese Aufgabe gehört zu den Standardaufgaben von Industrierobotern
und kann daher einfach umgesetzt werden
2. Greifen einer Palette:
Hierfür gibt es verschiedene Lösungen, mehr dazu in Kapitel 3.5. Eine ge-
eignete Lösung, die den Anforderungen entspricht, muss gegebenenfalls
entwickelt werden
3. Kamerabasiertes Greifen:
Inzwischen ist das variable, kamerabasierte Greifen der Stand der Tech-
nik und lässt sich von einigen Anbietern preisintensiv erwerben. Die ex-
ponentiellen Verbesserungen von Prozessoren und die Entwicklung von
kostenlosen, öffentlichen Bibliotheken ermöglichen eine eigene kamera-
basierte Lösung
4. Kamerabasierte, lernende Typunterscheidung:
Wie bei dem vorherigen Prozesspunkt bieten kamerabasierte Prozesse
viele Möglichkeiten zur Automatisierung und können inzwischen selbst
entwickelt werden. Da die Typenunterscheidung sehr vielen Merkmalen
unterliegt, die nicht definiert festgelegt werden können, ist das verwen-
den eines lernenden Systems plausibel.
Wirtschaftli- 1. Pick and Place allgemein und
cher Nutzen 2. Greifen einer Palette:
Das fertige Pick and Place hat gute Chancen schneller zu sein, als der bis-
herige Ist-Prozess der Palettenbewegung. Daher könnte dieser Prozess
einen wirtschaftlichen Vorteil durch Zeiteinsparung bieten. Außerdem
führt dieser Prozess zu ergonomischen Erleichterungen, was auf lange
Sicht hohe Ausgaben im Gesundheitsbereich einsparen kann.
3. Kamerabasiertes Greifen:
Dieser Prozessschritt soll möglichst anwenderfreundlich konzipiert wer-
den. Durch das kamerabasierte Greifen von Paletten, müssen Anwender
die Palettenstapel nicht hochpräzise platzieren, was kostbare Arbeitszeit
der Mitarbeiter spart. Diese Arbeitszeit kann direkt den Kosten der Ro-
boteranlage gegenübergestellt werden.
4. Kamerabasierte, lernende Typunterscheidung:
Im vollautomatisierten Betrieb ermöglicht dieser Funktionsbaustein die
Abwesenheit des zuständigen Mitarbeiters, sodass sich dieser Mitarbei-
ter anderen Aufgaben widmen und anderweitig Wert schöpfen kann.
➔ Das Projekt hat Chancen sich selbst zu amortisieren. Aufgrund der
gewonnen Erkenntnisse im Unternehmen, wird der Wert des Pro-
jekts deutlich höher geschätzt.
Tab. 3: Technische Machbarkeit und wirtschaftlicher Nutzen
152. Ist-Analyse
2.5 Vorgehensplan
Das Projekt soll möglichst rasch einen Prototyp ergeben. Dieser Prototyp soll danach verbessert
werden, bis hin zu einer ganzheitlichen Anlage. Im Handbuch Robotik wird bei diesem Vorge-
hensmodell von dem „klassischen V-Modell“ gesprochen13.
Abb. 7: V-Modell14
Gemäß des V-Modells entsteht ein Grobentwurf, der mit den Anforderungen abgeglichen wird.
Abb. 8: Grobentwurf aus den Anforderungen
Die größte einmalige Investition wird im Kauf des Roboters erwartet, daher ist dieser die erste
Teilkomponente, die zu beschaffen ist. Die Auswahl des Roboters und des Effektors stehen in
enger Wechselwirkung mit dem Gesamtkonzept, denn der Arbeitsraum des Roboters und die
Greifweise des Effektors beeinflussen die Möglichkeiten der Gesamtanordnung der Anlage. Bei
der Auswahl dieser Komponenten müssen Vorüberlegungen getätigt werden, beispielsweise
welche Steuereinheiten mit welchen Schnittstellen verwendet werden. Außerdem muss
13
Vgl. Pawellek 2014, S. 61.
14
Haun 2013, S. 172.
162. Ist-Analyse
entschieden werden wie die Bildverarbeitung in das Steuersystem eingespeist werden kann, ge-
nauso wie die Signale zur Palettenunterscheidung und die Sicherheitssignale.
Basierend auf dem Meilensteinplan ergeben mit der neu gewonnenen Information die konkre-
ten Phasen des Vorgehensplans:
1. Recherchephase: die Analyse innerhalb des Unternehmens ist erfolgt. Eine sehr grobe
Vorstellung der Anlage besteht zu diesem Zeitpunkt. Es müssen zusätzliche Informatio-
nen gesammelt werden:
a. Suche nach vergleichbaren Anwendungen
b. Robotermarktanalyse
c. Suche nach geeigneten Effektortypen
2. Konzeptphase: hier werden verschiedene Konzepte entwickelt und entweder eigenstän-
dig, oder wenn sie gut genug sind, mit dem Chef evaluiert.
a. Gesamtanordnung festlegen
b. Entwicklungsphase für den Effektor
c. Evaluierungsphase für die Bildverarbeitungsentwicklung
d. Auswahl eines geeigneten Steuersystems
e. Beschaffung verschiedener Einzelteile wie zum Beispiel Pneumatikschläuche,
Kabel, Leitungshalterungen
3. Umsetzung- und Entwicklungsphase:
a. Beschaffung weiterer Teile
b. Montage und Konfiguration
c. Programmierung
173. Konzepte und Lösungsansätze
3. Konzepte und Lösungsansätze
3.1 Vorgehen in der Konzeptionierung
Nach der Ist-Analyse und dem ersten Grobentwurf werden die Konzepte der Roboteranlage ver-
feinert. Einzelne Komponente und Funktionsweisen werden konzipiert und konkretisiert. Diese
Komponenten werden in den jeweiligen Kapiteln kurz vorgestellt. Nach der Erarbeitung einiger
Varianten wird die Entscheidung für die Auswahl einer Variante begründet und getroffen.
3.2 Softwaretools
Als erstes werden die Softwaretools ausgewählt, mit denen das Konzeptionieren vereinfacht
wird. Ein Softwaretool unterstützt den Entwickler, präziser und kostengünstiger zu planen. Die
Auswahl der richtigen Software sollte nach einer Recherche über die Kriterien und Ziele erfol-
gen15.
Hierbei wird unterschieden zwischen einer Simulationssoftware und einer Software für Compu-
ter-Aided-Design (CAD). Die Simulationssoftware hilft dabei die Bewegungsabläufe des Roboters
und das Gesamtlayout zu planen, während mithilfe der CAD-Software eigene Bauteile entwickelt
werden können. Häufig können Bauteile, die in CAD konzipiert werden, in die Simulationsumge-
bung hinzugefügt werden.
3.2.1 Simulationsumgebung
RoboDK16 Visual Components (VC)17
Logo
3D-Visualisierung Ja Ja
Roboter-Bibliothek Über 500 Roboter Über 1500 Roboter
Bibliothek Ein Dutzend Werkzeuge Über 1000 Objekte und Gegen-
stände
Import von CAD Daten Ja Ja
Prozessmodellierung Nein Ja
Roboterprogrammie- Ja Ja
rung
Preis Schullizenz: unter 150 € VC Essentials, VC Professional und
Professional-Lizenz: unter VC Premium: alle weit über 6.000
3000 € €
Kostenlose Testlizenz Beschränkte Test-Lizenz für Vollversion für die gesamte Lauf-
30 Tage zeit der Bachelorarbeit
Eigene Bewertung + einfache Handhabung + sehr leistungsstark, auch bei
+ ideal um schnell Bewe- größeren Anwendungen
gungsabläufe zu prüfen + ganze Prozessketten lassen
- weniger geeignet für grö- sich simulieren
ßere Anwendungen - zeitintensive Einarbeitung
Tab. 4: Vergleich der Simulationsumgebungen
Viele Roboterhersteller bieten eine eigene Simulationssoftware an. Hierbei ist die Entwicklung
auf eine herstellereigenen Robotermarke eingeschränkt. Für das Unternehmen BTG ist ge-
wünscht eine roboteranbieterunabhängige Simulationsumgebung zu nutzen. Die Programme in
15
Vgl. Agron Ilazi 2014.
16
Vgl. RoboDK Inc.
17
Vgl. Visual Components GmbH
183. Konzepte und Lösungsansätze
der engeren Auswahl sind RoboDK und Visual Components. Beide Programme wurden im Rah-
men des Projekts getestet.
Für die Zwecke des Projekts ist die Simulationsumgebung Visual Components besser geeignet.
Ausschlaggebende Faktoren für die Entscheidung sind, dass Visual Components eine Planung
der gesamten Roboteranlage und der Prozesse zulässt und hierbei über die Dauer der Bachelo-
rarbeit kostenlos nutzbar ist.
3.2.2 CAD Umgebung
Der Markt für CAD-Software ist groß. Die Anforderungen an eine CAD-Umgebung für dieses Pro-
jekt sind folgende:
• Erstellen von eigenen, einfachen Bauteilen (bspw. Adapterplatten)
• Einsehen von komplexen .stp Dateien
Diese Anforderungen gehören zu den Standardfunktionen von CAD Umgebungen. Um unnötige
finanzielle Ausgaben und lange Einarbeitungszeiten in komplexe Programme zu vermeiden, wird
für dieses Projekt die kostenlose Open-Source Umgebung FreeCAD verwendet.
3.3 Grobentwurf der Roboteranlage
Anhand der Anforderungen ergibt sich ein grober Lösungsansatz für die Gesamtanlage. Diese
Vorstellung kann mithilfe der in Kapitel 3.2.1 ausgewählten Simulationsumgebung visualisiert
werden.
Abb. 9: Grobentwurf der Roboteranlage
193. Konzepte und Lösungsansätze
3.4 Roboterauswahl
Sobald der Grobentwurf steht, können die Einzelteile spezifiziert werden. Die größte Einzelkom-
ponente ist der Roboter – auch Manipulator genannt. Der Roboter wird seitens der Hersteller
als Universalmaschine entworfen und produziert. Hierbei gibt es unterschiedliche Bauformen:
• Knickarm-Roboter
• SCARA-Roboter
• Portal-Roboter
• Parallel-Roboter
Die in 2.3.4 genannte Anforderung, dass der Roboter ein Knickarmroboter sein soll, grenzt die
Auswahl nur bedingt ein, da diese Bauform einen Großteil der in der Praxis verwendeten Indust-
rieroboter ausmacht18. Entsprechend werden Knickarmroboter von mehreren Herstellern ange-
boten. Die im Jahr 2019 umsatzstärksten Hersteller von Industrierobotern sind:
1. Mitsubishi Electric
2. ABB Robotics
3. Fanuc
4. Kawasaki Heavy
5. Yaskawa
6. KUKA Robotics
7. Dürr AG19
Diese Hersteller bieten jeweils einige Dutzend Robotermodelle an. Um die Auswahl weiter ein-
zugrenzen muss geprüft werden, welcher der Roboter den technischen Anforderungen ent-
spricht.
3.4.1 Technische Parameter
Parameter Anforderung Herleitung
Roboter >> 70 kg Hierbei wird von dem am schlimmsten anzunehmenden Zustand
Traglast ausgegangen. Der Roboter muss in der Lage sein eine bis zu 35 kg
schwere Europalette zu heben. Das Werkzeug zum Heben der Pa-
lette wiegt etwa so viel wie die Palette selbst. Daher liegt die mi-
nimal zulässige Traglast des Roboters bei 70 kg. Um eine Beschä-
digung durch Überlast am Roboter zu vermeiden macht es Sinn ei-
nen Roboter zu wählen, dessen maximale Traglast deutlich über
der durchschnittlichen zu tragenden Last liegt.
Reichweite ≈3m Eine Grundannahme ist, dass der Europaletten-Stapel bei einer
des Roboters maximalen Höhe von 15 Paletten eine Höhe von 15 x 144 mm =
2160 mm beträgt. Die Simulation in Visual Components macht
deutlich, dass es sinnvoll ist den Roboter mithilfe eines Podests o-
der eines Sockels auf etwa einen Meter anzuheben, um die Reich-
weite des Roboters maximal auszunutzen. Durch Nachbildungen
in der Simulationsumgebung ist eine Reichweite von ca. 3 m emp-
fehlenswert. Dieser Richtwert hängt wiederum von der Beweglich-
keit des Roboters, der Anordnung der Achsen und der Greifvari-
ante des Effektors ab.
Tab. 5: Technische Parameter
18
Vgl. Pott und Dietz 2019, S. 16–17.
19
Vgl. A. Breitkopf 2020.
203. Konzepte und Lösungsansätze
Weitere technische Parameter, die bei der Roboterauswahl häufig eine Rolle spielen, sind Ge-
schwindigkeit und Präzision. Die Anforderungen dieser Parameter liegen in dieser Anwendung
weit unter der Standardanwendung von massiven Industrierobotern, daher sind diese Werte zu
vernachlässigen.
3.4.2 Wirtschaftlicher Faktor
Über die technischen Parameter hinaus ist der Anschaffungspreis ein großer Entscheidungs-
grund beim Roboterkauf. Durch eine erste Recherche wird deutlich, dass neue Industrieroboter
mit einer Traglast von mindestens 70 kg und einer Reichweite von ungefähr 3 m bei unterschied-
lichen Herstellern bei grob 50.000 Euro (€) mit einer Preisspanne von ungefähr ± 15.000 € liegen.
Dieser Wert gilt nur für die Anschaffung des Industrieroboters. Üblicherweise beträgt die Robo-
teranschaffung ein Drittel bis ein Viertel der zu erwartenden Aufwände. Weitere Kosten fallen
für die Entwicklung der Anlage, für den Bau von Peripheriekomponenten und für die Inbetrieb-
nahme der Anlage an20.
3.4.3 Spezielle Faktoren im Gebrauchtmarkt für Industrieroboter
Alternativ zu neuen Industrierobotern gibt es einen großen Markt von gebrauchten Robotern,
die zu einem attraktiveren Preis angeboten werden. Webseiten wie www.maschinensucher.de,
www.resale.de, www.surplex.de bieten eine Vielzahl von Angeboten. Hierbei gibt es weitere As-
pekte zu berücksichtigen.
Spezielle Faktoren im Thema Gebrauchtkauf für Industrieroboter
• Alter des Roboters
• Alter und Typ des Steuerungssystems
• Anzahl der Betriebsstunden
• Letzte Wartung (Ölwechsel)
• Art der vergangenen Belastung
• Offensichtliche, äußere Schäden
• Mögliche versteckte Schäden
• Ersatzteilversorgung
• Vertrauenswürdigkeit des Händlers
• Geographische Entfernung des Händlers
3.4.4 Vergleich: Roboter
Nach ausgiebiger Untersuchung des Roboter-Gebrauchtmarktes sind drei gebrauchte Roboter
in der engeren Auswahl. Aspekte, die in der Gewichtung der Entscheidung schwerer ausfallen
sind entsprechend
• grün markiert, wenn die Eigenschaften positiv sind und
• rot markiert, wenn die Eigenschaften negativ sind
Anmerkung: Einige Daten in der untenstehenden Tabelle sind aus den Angeboten der jeweiligen
Händler (Krüger Automation GmbH; Kawasaki Robotics GmbH), daher gibt es hierzu keine expli-
zit aufgeführten Quellenangaben.
20
Vgl. Pott und Dietz 2019, S. 101.
213. Konzepte und Lösungsansätze
Name KUKA KR120 R2900 KUKA KR150 R3100 Kawasaki BX250L
extra prime
Bild
Technische Parameter
Traglast 120 kg 150 kg 250 kg
Reichweite 2900 mm 3100 mm 2812 mm
Präzision ± 0,06 mm ± 0,06 mm ± 0,07 mm
Wirtschaftlicher Faktor
Preis < 23.000 € < 21.000 € > 30.000 €
Faktoren beim Gebrauchtkauf
Baujahr 2013 2012 2018
Steuerung KRC4 KRC4 E02
Betriebs- 500 h 15.380 h 78 h
stunden
Letzte War- Nach Bestellung Nach Bestellung keine
tung
Art der Ver- Demoroboter Keine Angabe Demoroboter
gangenen
Belastung
Schäden Keine Lackschaden keine
Händler
Entfernung 140 km 140 km 100 km
Vertrauens- vertrauenswürdig vertrauenswürdig vertrauenswürdig
würdigkeit
Ersatzteil- Vom Händler gewähr- Vom Händler gewährleis- Vom Händler gewähr-
versorgung leistet tet leistet
Tab. 6: Vergleich ausgewählter Industrieroboter
3.4.5 Fazit - Roboterauswahl
Da sich sowohl der KUKA KR120, als auch der Kawasaki BX250L in einem neuwertigen Zustand
befinden, fällt die Entscheidung auf den preislich attraktiveren KUKA KR120 R2900 extra.
223. Konzepte und Lösungsansätze
3.5 Effektor Auswahl
Der Effektor ist der Teil des Roboterarms, welches mit der Umgebung in Kontakt tritt, um
Werkstücke aufzunehmen, zu bearbeiten, oder zu messen. Ein charakteristischer Punkt des Ef-
fektors, z. B. die Werkzeugspitze, wird Tool Center Point (TCP) genannt. Ein Industrieroboter
hat die Aufgabe einen Effektor geeignet im Raum zu führen. Abhängig von der Anwendung
kann der Effektor in Form eines Greifers, einer Messspitze, eines Bearbeitungswerkzeugs etc.
vorliegen21.
3.5.1 Greifvarianten
3.5.1.1 Greifarten
In diesem Projekt wird eine Greifeinrichtung zur Werkstückhandhabung benötigt. Verschie-
dene Greifprinzipien sind:
Abb. 10: Einteilung der Greifer anhand des Wirkprinzips22
Die einzelnen Greifprinzipien müssen auf ihre Vor- und Nachteile in Bezug auf die Handhabung
einer Palette untersucht werden.
21
Vgl. Weber 2019.
22
Reinhart et al. 2018.
233. Konzepte und Lösungsansätze
3.5.1.2 Vergleich: Greifvarianten
Variante Konzept Vorteile (+) / Nachteile (-)
Variante 1: + fertige Lösung vorhanden
Sauggreifer23 + Universalgreifer, hiermit könnte der Robo-
ter auch andere Objekte heben, als nur Eu-
ropaletten
- Vakuumsauger alleine ist zu unsicher
- Druckluftversorgung mit hohem Druck und
hohem Durchfluss nötig
Preis: 20.000 – 30.000 €
Variante 2: + einfaches Greifprinzip wie bei einem Ga-
Palettenga- belstapler (bewährte Greifpunkte)
bel 24 + Preiswert
- erhöhte Reichweite und mehr Platzbedarf
notwendig aufgrund der Aufgabelungsbe-
wegung
- notwendige Traglast im Roboter wird we-
gen der Hebelwirkung größer
- komplexere Bewegungsabläufe
- Kollision mit den Anforderungen der Lage-
richtung der Paletten
Preis: ca. 1.000 €
Variante 3: + fertige Lösung vorhanden
Parallelgreifer + Paletten lassen sich hiermit in allen Schnit-
von der tachsen drehen
Seite25 - erhöhte Reichweite und mehr Platzbedarf
notwendig aufgrund der Aufgabelungsbe-
wegung
- in dem Roboter und dem Parallelgreifer
wird die notwendige Traglast wegen der
Hebelwirkung größer
- Kollision mit den Anforderungen der Lage-
richtung der Paletten
Preis: ca. 3.000 €
Variante 4: + kleiner Greifer ausreichend
Parallelgreifer + das Innere einer Palette ist am seltensten
von oben beschädigt
(eng grei- - Greifbacken müssen einzeln entwickelt
fend)26 werden
- Wirkstelle nur an einer Holzstrebe
Preis: ca. 2.000 €
Variante 5: + fertige Lösungen vorhanden
Parallelgreifer
von oben - Wirkstellen an den zwei äußersten Holz-
(weit grei- streben, die häufig kaputt sein können
fend)27 Preis: ca. 7.000 €
Tab. 7: Vergleich der Greifprinzipien
23
J. Schmalz GmbH
24
Eduard Schmidt (2019)
25, 27, 28
Timo Muras (2020)
243. Konzepte und Lösungsansätze
3.5.1.4 Bewertung: Greifvariante
Wegen der rauen Oberfläche der Paletten wird für die Variante 1: Sauggreifer ein aufwändiger
und kostenintensiver Sauggreifer benötigt. Beim Blick auf das Gesamtkonzept würde diese Va-
riante den Preis der gesamten Anlage drastisch erhöhen. Um die Kosten der Testumgebung
möglichst gering zu halten, wird die Variante 1 aus der Auswahl ausgeschlossen.
Bei der Variante 5: Parallelgreifer von oben (weitgreifend) liegen die Wirkstellen zwischen Grei-
fer und Palette an den zwei äußersten Holzstreben. Diese Außenstreben sind oft beschädigt und
würden damit sehr häufig zu einer Unterbrechung des Arbeitsprozesses führen.
Außerdem störend für den Arbeitsprozess sind Variante 2: Palettengabel und Variante 3: Paral-
lelgreifer von der Seite, weil diese seitlich in die Paletten hineingreifen. Durch die Bewegung zum
Aufgabeln der Palette wird mehr Platz benötigt als bei einem Griff von oben.
Die Auswahl fällt auf die Variante 4: Parallelgreifer von oben (eng greifend). Diese Greifvariante
erfüllt alle Prozessanforderungen und ist zudem eine der kostengünstigsten Varianten. Durch
das geringe Gewicht kann außerdem der Verschleiß des Roboters reduziert werden. Mit der fer-
tigen Auswahl der Greifvariante können die Einzelteile des Endeffektors weiter konzipiert wer-
den.
3.5.2 Greifvariante: Parallel von oben (eng greifend)
Ist die Greifvariante einmal festgelegt, können die Einzelheiten des Greifers bestimmt und ent-
wickelt werden. Diese Punkte werden in den folgenden Unterkapiteln diskutiert. Hierzu gehört:
• Entscheidung pneumatischer oder elektrischer Antrieb
• Hersteller und Modell
• Entwicklung der Greifbacken
• zusätzliche Sensorik
• Entwicklung der Adapterplatten
• Schnittstellen
3.5.2.1 Elektrisch oder Pneumatisch
Für die ausgewählte Greifvariante: Parallel von oben (eng greifend) wird ein Hub der Greifba-
cken benötigt. Dieser Hub kann von Elektromotoren oder von einer Pneumatik-Regelung erzeugt
werden. Auf dem Markt werden beide Greifvarianten von unterschiedlichen Herstellern ange-
boten. Der Einfachheit halber werden die Produkte des etablierten Effektorherstellers SCHUNK
verglichen:
Elektrischer Parallelgreifer Pneumatischer Parallelgreifer
+ Hub mit Regler verstellbar + sehr preiswert
+ verstellbare Greifkraft + große Spanne der Traglasten
+ Sensorzubehör (bspw. zur Überwa- + Sensorzubehör (bspw. zur Überwachung der
chung der Hubposition) Hubposition)
+ einfache Integration in die Steue- + sehr robust
rung (IO-Link Schnittstelle) - zusätzliche Hardware für die Pneumatik-Versor-
- teuer gung und Regelung (Luftdruckkompressor und
- eher für kleinere Traglasten geeig- Magnetventile)
net - aufwendiger in der Integration
Tab. 8: Vergleich elektrischer und pneumatischer Parallelgreifer
Trotz der attraktiven Vorteile und Möglichkeiten eines elektrischen Parallelgreifers fällt die
Entscheidung auf den pneumatischen Parallelgreifer. Der ausschlaggebende Punkt ist der
253. Konzepte und Lösungsansätze
Preis. Der pneumatische Greifer ist günstiger in der Produktion und reicht für diese Anwen-
dung vollkommen aus.
3.5.2.2 Hersteller und Modell
Es gibt einige Hersteller, die eine Variation von Effektoren anbieten wie z.B.:
• Schunk
• Festo
• Robotiq
• Zimmer
Einige Roboterhersteller bieten ebenfalls für einige ihrer Modelle spezielle Effektoren an, jedoch
macht es aus wirtschaftlicher Sicht mehr Sinn einen Anbieter auszuwählen, der eine hohe Stück-
zahl an Standardgreifern produziert. Die Auswahl beschränkt sich auf einen pneumatisch betrie-
benen Parallelgreifer. Die PGN-plus-P Reihe gehört zu Schunks universellen 2-Finger-Parallel-
greifern und wird in verschiedenen Größen und Spezifikationen angeboten. Die technischen An-
forderungen an den Greifer müssen untersucht werden, um das richtige Modell auszuwählen.
Hierbei müssen die Anforderungen verschiedener Kriterien festgelegt werden.
Ein geeigneter Greifer muss diese Anforderungen erfüllen. Kriterien und Anforderungen sind in
der Tabelle mit den Werten des bereits dazu passenden Greifermodells gegenübergestellt.
Kriterium Anforderung Schunk PGN-plus-P 200-1
Hub pro Backe > 15 mm 25 mm
Traglast in Z-Richtung 1 Europalette (25 bis 35 kg) max. 12.000 N ≙ 1223,242
kg
Eigenmasse < 80 kg 5,4 kg
Tab. 9: Anforderungen an den Parallelbackengreifer
3.5.2.3 Part Design: Greiferbacken und Adapterplatten
Nachdem die Auswahl des Greifers auf den Schunk PGN-plus-P 200-1 festgelegt ist, können die
Greiferbacken modelliert werden. Bereits in der Greiferauswahl wurden Vorüberlegungen zu
den Backen getätigt, weil der Greifer und die Backen in der Gesamtheit funktionieren müssen.
Von der Webseite von Schunk lassen sich CAD-Daten entnehmen. Zusammen mit der CAD-Um-
gebung FreeCAD lassen sich hieraus geeignete Greiferbacken entwickeln. In der Konzipierung
sind einige Punkte zu beachten:
Anmerkung: Die folgende Tabelle erstreckt sich über zwei Seiten.
Wichtige Faktoren Information
Lochmuster des
Greifers28
28
Schunk GmbH & Co. KG
263. Konzepte und Lösungsansätze
Wirkstellen mit dem Die rot gefärbten Bereiche sind die vier Wirkstellen an denen der Grei-
Werkstück fer die Palette anheben soll.
Ansicht von unten:
Ansicht von schräg unten:
Greifer in geöffneter In der geöffneten Stellung muss der Mindestabstand der Backenvor-
und geschlossener stöße 155 mm betragen (145 mm Palette + 10 mm Puffer). Der Greifer
Stellung generiert einen Hub von insgesamt 50 mm, daher entspricht der Ab-
stand in der geschlossenen Stellung 105 mm.
Ansicht von der Seite mit Querschnitt
Geöffnete Stellung:
Geschlossene Stellung:
Abmaße Die Abmaße sind angepasst, sodass die Backen in die 40 mm breite
Fuge der Palette passen. Die genauen Maße können in der Anlage 1
eingesehen werden
Material Stahl
Fertigungsfreund- Ein Blech, das in zwei Formen gelasert und anschließend jeweils zwei
lichkeit Mal gebogen wird. Die in Anlage 2 rot gepunkteten Linien zeigen die
Biegestellen.
Tab. 10: Wichtige Faktoren zur Konzipierung des Effektors
273. Konzepte und Lösungsansätze
3.5.2.4 Sensorik am Effektor
Der PGN-plus-P Greifer wird standardmäßig ohne Sensorik geliefert. Um möglichen Beschädi-
gungen entgegen zu wirken, oder um bei möglichen Programmausfällen den aktuellen Status
abrufen zu können, wird der Effektor mit Sensoren ausgestattet.
Für die Überwachung der Hubposition des Parallelgreifers werden von Schunk angebotene Mag-
netsensoren ausgewählt. Diese können einfach in den PGN-plus-P 200 Greifer integriert werden.
Viel wichtiger ist der Sensor zum Erkennen einer Kollision. Ähnlich wie bei dem Greifer gibt es
hier viele Anbieter und Größen. Um die richtige Baugröße auszuwählen ist neben der Traglast in
Z Richtung auch das Drehmoment in die X- und Y-Achse wichtig. Dieser Sensor muss „weich“
genug konfiguriert sein, um eine Kollision zu erkennen, aber gleichzeitig „steif“ genug sein, um
nicht auszulenken, wenn das Werkstück bewegt wird. Der OPR-Sensor von Schunk lässt sich mit
Druckluft variabel einstellen. Durch die Eingabe von Parametern wie z.B. der Traglast, der Lage
des Werkzeugs, die Hebellängen oder der maximalen Beschleunigung errechnet sich der Sensor
mit der Bezeichnung „OPR 101“ als geeignetes Modell.
3.6 Auswahl des Kamerasystems
Ein essentieller Bestandteil der Roboteranlage ist die Fähigkeit die Umgebung zu sehen – es ist
von „Machine Vision“ die Rede. Der Effektor soll sich beim Greifen der Paletten mithilfe der
Kamera ausrichten und in späteren Entwicklungsschritten die Palette in eine der drei Kategorien
unterordnen.
3.6.1 Kameraanzahl und -anordnung
Um die Lage und Position der Paletten zu ermitteln, die von Mitarbeitern in dem vordefinierten
Bereich abgestellt werden, wird eine Kamera benötigt. Die Kamera könnte am „Handgelenk“ des
Roboters befestigt werden. Für die Qualitätsüberprüfung und Zuordnung des Palettentyps muss
die Palette auch von unten von einer Kamera gescannt werden. Hierfür wäre eine Lage schräg
unter einer getragenen Palette sinnvoll. Für die 360° Ansicht kann der Roboter die Palette um
ihre eigene Achse drehen.
Eine dritte Kamera könnte in Frage kommen um einen Gesamtüberblick über die Anlage zu be-
kommen. Zentral und hoch über der Roboteranlage positioniert kann diese Kamera die Stapel-
höhen der verschiedenen Ablagepositionen ermitteln. Denn im vollautomatisierten Betrieb
muss das System vorzeitig erkennen, wenn alle Speicherplätze belegt sind. Diese Funktion
könnte außerdem nach Systemausfällen das Fortsetzen der Palletieraufgabe vereinfachen.
283. Konzepte und Lösungsansätze
3.6.2 Vergleich: Kamerasystem
Variante Konzept Kurze Erklärung, Vorteile (+) und Nachteile (-)
Variante 1: Keyence bietet fertige Gesamtsysteme an. Hierbei
Keyence In- werden Kamera, Bildverarbeitungshardware und -
dustriekamera software in einem Verkauft.
und Verarbei- + schnelle und hochwertige Lösung
tungssystem29
- sehr kostenintensiv
- überdimensioniert
Variante 2: In- Für diese Variante wird eine standardmäßige In-
dustriekamera dustriekamera verwendet, die hochwertige Bilder
bspw. von IDS in die Halcon Bildverarbeitungssoftware einspeist.
mit Halcon Die Software soll auf vorhandenen Hardwareres-
Verarbeitungs- sourcen laufen.
software30 + günstigere Kamera
+ keine zusätzliche Bildverarbeitungshardware
nötig
+ Standardsoftware für industrielle Bildverar-
beitung
- Einarbeitungszeit in die Softwareumgebung
nötig
- mittelteure Softwareumgebung
Variante 3: In- In der Kamera von Intel ist eine LIDAR-Tiefenka-
tel RealSense mera mit einer Farbkamera kombiniert. Diese Da-
LIDAR Ka- ten werden mithilfe der OpenCV32 Bibliothek in ein
31
mera mit ei- intern geschriebenes Programm verarbeitet.
gener Pro- + günstige Kamera
grammierung + keine zusätzliche Bildverarbeitungshardware
nötig
+ kostenlose Programmierumgebung
- zeitintensivste Variante
Tab. 11: Vergleich der Kamerasysteme
3.6.3 Fazit – Auswahl des Kamerasystems
In Anbetracht der ausgewählten Kameraanordnung und Anzahl von mindestens drei Kameras
liegt der Wunsch darin eine kostengünstige Kamera auszuwählen. Für den Aufbau eines Proto-
typs wird für jede Bildverarbeitungslösung eine gewisse Einarbeitungszeit und Entwicklungszeit
benötigt. Um die vorhandenen Ressourcen zu nutzen und gleichzeitig das Arbeitspotential der
Abteilung zu erweitern wird ein weiterer Mitarbeiter eingestellt, der die Intel RealSense LIDAR
Kamera mithilfe der OpenCV Bibliothek in einer Programmiersprache seiner Wahl program-
miert.
29
Keyence Deutschland GmbH
30
IDS Imaging Development Systems GmbH
31
Intel Corporation
32
A. Shavit 2006
293. Konzepte und Lösungsansätze
3.7 Fördertechnik
Um möglichst prozesseffektiv arbeiten zu können, ist ein Fördertechnik-Konzept sinnvoll. Hier-
bei muss zwischen
1. der Zufuhr der Paletten in die Anlage und
2. dem Abgang von der Anlage
unterschieden werden. Für beide Förderungswege werden die Varianten
• ohne Fördertechnik
• Schwerkraft getrieben
• Motorisiert
kurz vorgestellt und verglichen.
3.7.1 Variante 1: ohne Fördertechnik
In der ersten Variante werden die Paletten von einem Mitarbeiter mithilfe eines Hubwagens in
die und aus der Roboteranlage befördert. Hierbei werden am Boden vordefinierte Bereiche ver-
wendet, in der die Stapel vom Mitarbeiter abgestellt, oder abgeholt werden können. Die Vorteile
dieser Variante sind:
Vorteile: Nachteile:
+ Schnelle Installation - Prozessfeindlich, da jeder Palettenstapel einzeln von
+ Geringe Investitionskosten einem Mitarbeiter in die Anlage bewegt werden muss
und wegen des „Leerlaufs“, die Zeit in der der Roboter
keine Paletten in Reichweite hat, obwohl der Bedarf
vorhanden ist
- Erhöhte Gefahr für den Mitarbeiter
Tab. 12: Vor- und Nachteile der Variante 1: ohne Fördertechnik
Diese Variante eignet sich für den schnellen prototyp-mäßigen Aufbau, jedoch nicht als langfris-
tige Automatisierungslösung.
3.7.2 Variante 2: Schwerkraftgetriebene Fördertechnik
In dieser Variante werden Roll-
bänder verwendet, die an einem
Ende eine höhere Lageposition
haben als an der anderen Seite.
Die schiefe Ebene sorgt, gemäß
der Kräftegleichung für eine
Hangabtriebskraft FH , die die Pa-
lettenstapel in die Förderrichtung
beschleunigt33. Durch eine geeig- Abb. 11: Hangabtriebskraft
nete Stopper-Regelung lässt sich
eine First-In-First-Out Reihenfolge generieren, womit Stapel-Speicher erzeugt werden können.
Vorteile: Nachteile:
+ Kostengünstiger als motorisierte - Aufwändige Konzipierung der Stopper
Fördertechnik - Die Annahmestelle muss höher sein als die Abga-
+ Prozessfreundlich: Stapel-Spei- bestelle
cher - Verschleiß und Verschmutzung könnten zu ei-
+ Mitarbeiter müssen sich nicht in nem höheren Rollwiderstand in den Rollbändern
der Gefahrenzone bewegen führen
Tab. 13: Vor- und Nachteile der Variante 2: Schwerkraftgetriebene Fördertechnik
33
M. S. Agerer
30Sie können auch lesen