Trockeneisstrahlen in Giessereien Modernisierung der Imprägnier Technologie Printed Casting Gehäuse lässt E-Motorrad Batterien länger leben ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
2021 | 08 Trockeneisstrahlen in Giessereien Modernisierung der Imprägnier Technologie Printed Casting Gehäuse lässt E-Motorrad Batterien länger leben Metallspäne sind (Mehr)wert

EDITORIAL
Liebe Leserinnen und Leser,
In der vorliegenden Ausgabe erwarten Sie Beiträge zur
Formen- und Werkzeugreinigung, zur Wahl des richtigen
Imprägnierprozesses, zu Entwicklungen im Bereich der
Brikettierung von Metallspänen sowie zur Prototypen Fer-
tigung mittels 3D-Druck.
Wie in diversen Industriebereichen ist die Formenund
Werkzeugreinigung auch in den verschiedenen Gießerei-
en von größter Wichtigkeit. Speziell die optimale Reini-
gung der Kokillen und Kernkästen wird zunehmend wich-
tiger, da damit nicht nur die Qualität gesteigert, sondern
auch die Produktivität und die Kosten optimiert werden
können.
Die Wahl des richtigen Imprägnierprozesses und des
richtigen Imprägniermittels ist entscheidend für den Kauf
von Imprägnieranlagen. Die Neugestaltung von Vakuum
Imprägnier Systemen hat auch die Rückgewinnungsraten
und Zykluszeiten verbessert. Die automatisierte Impräg-
nier Technologie hat ferner zur Entwicklung kompakter,
manuell betriebener Systeme geführt.
Mit einer dezentralen Brikettierlösung erschließen sich
neue Einsparpotentiale in der Metallbearbeitung. Die Me-
tallpresse wird einfach zum spanerzeugendem Bearbei- Gussform für das innovative Batteriegehäuse des Proto-
tungszentrum geschoben, schnell angeschlossen und typs im Binder Jetting-Verfahren angefertigt.
der Anwender profitiert von allen Vorteilen der Brikettie-
rung inkl. der direkt rückgeführten Kühlemulsion. Ich wünsche Ihnen viele neue Erkenntnisse beim Lesen
und freue mich auf Ihre Meinung bzw. Anregungen für die
In einem studentisches Fokusprojekt der ETH Zürich nächsten Ausgaben des Casting Online Magazine.
werden Prototypen eines neuartigen Kühlsystems für
Elektromotorräder mit Unterstützung von voxeljet reali-
siert. Dabei sorgt ein neuartiges Kühlsystem beim Elek- Dr.mont. Stephan Hasse
tromotorrad ethec city für eine längere Lebensdauer der
Batteriezellen. Um Studenten auch Fertigungsverfahren Geschäftsführer
näher zu bringen, die abseits des Prototypenbaus für die Foundry Technologies & Engineering GmbH
Serienproduktion eingesetzt werden können, wird die Herausgeber des www.giessereilexikon.com
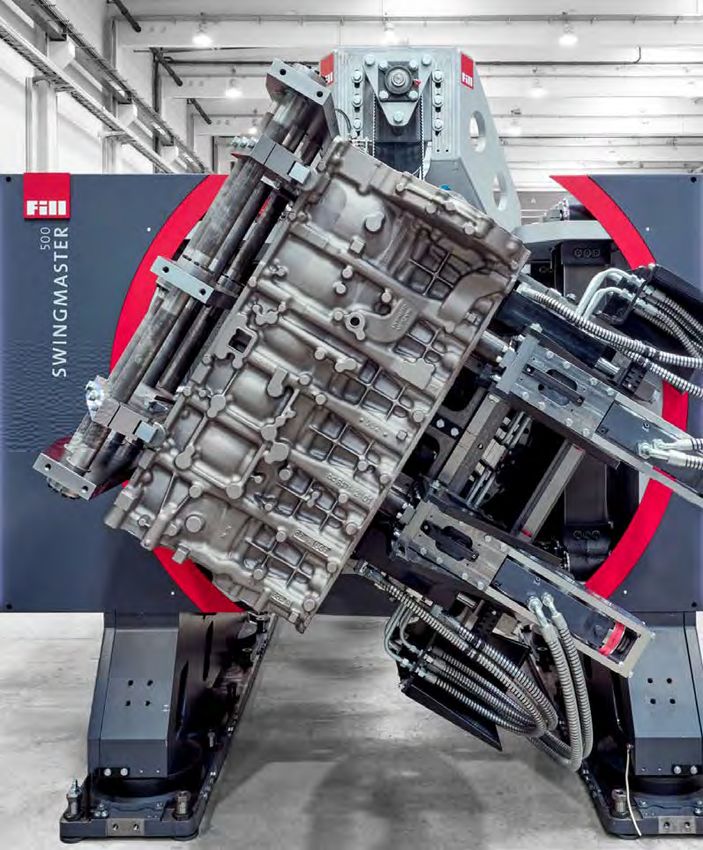
Unser Titelbild
Als Weltmarktführer in der Entkerntechnologie für Aluminium sowie Eisen- und Stahlguss verfügt
Fill über umfangreiches Know-how. Die Fill-Entkernmaschinen und Hämmer sind DER anerkannte
Leistungsmaßstab für höchste Ansprüche und schwierigste Entkernaufgaben. Sie vereinen ein Ma-
ximum an Leistungsfähigkeit, Zuladung und Flexibilität – weltweit.
Das Bild zeigt die SWINGMASTER 500, eine Entkernmaschine für die automatisierte Entkernung
von schweren und großvolumigen Gussteilen bis 500 kg Gesamtgewicht.
Quelle: Fill
01 Casting Online Magazine 2021 | 08
INHALT
I N H A LT S V E R Z E I C H N I S
Trockeneisstrahlen in Giessereien -
Formenund Werkzeugreinigung ohne Seite 03
Produktionsstop
Modernisierung der Imprägnier Seite 09
Technologie
Printed Casting Gehäuse lässt Seite 15
E-Motorrad Batterien länger leben
Metallspäne sind (Mehr)wert
AVL Schrick setzt auf dezentrale Seite 19
Metallbrikettierung mit der BrikStar
iSwarf 50
Internationale Messen Seite 25
IMPRESSUM
Ausgabe 2021 / 08
Redaktion: Foundry Technologies & Engineering GmbH | Dr.mont. Stephan Hasse
Design und Satz: ident-IT GmbH
02
TROCKENEISSTRAHLEN IN GIESSEREIEN
Trockeneisstrahlen in Giessereien - Formenund
Werkzeugreinigung ohne Produktionsstop
Fabian Weber
Wie in diversen Industriebereichen ist die Formenund Werkzeugreinigung auch in den verschiedenen
Gießereien von grösster Wichtigkeit. Speziell die optimale Reinigung der Kokillen und Kernkästen wird
zunehmend wichtiger, da damit nicht nur die Qualität gesteigert, sondern auch die Produktivität und die
Kosten optimiert werden können (Bilder 1 und 2).
ASCO Kohlensäure AG hat sich darauf spezialisiert, ein
innovatives Reinigungsverfahren speziell für Gießereien
zu entwickeln. Das sogenannte ASCO Trockeneisstrahlen
bietet folgende Vorteile:
• Schonend:
Werkzeuge und Formen werden nicht beschädigt, die
Produktqualität wird gesteigert.
• Keine Demontage der Formen:
Teure Produktionsstill stände werden auf ein Minimum re-
duziert. Selbst heisse Kokillen können direkt im Prozess
gereinigt werden, ohne dass sie dabei merklich abgekühlt
werden.
• Keine Sekundärverschmutzung:
Das als Strahlmittel verwendete Trockeneis geht in den Bild 1: Kokillenreinigung in heissem Zustand
gasförmigen Zustand über, sobald dieses auf der Ober-
fläche aufprallt. Somit müssen weder Chemikalien noch
Strahlmittel entsorgt werden. Die Arbeitsbedingungen
werden im Gegensatz zu Sand/Granulat Strahlen verbes-
sert, da durch das Trockeneisstrahlen keine zusätzliche
Staubbelastung für die Mitarbeiter entsteht.
• Trocken:
Keine Gefahr, dass Komponenten durch Korrosion an-
gegriffen oder elektrische Komponenten beschädigt wer-
den.
• Umweltfreundlich:
Keine Sekundärverschmutzung, keine Lösungsmittel
oder sonstige chemische Substanzen.
Bild 2: Kernkasten Reinigung in einer Graugiesserei
00
03 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
08
Wie wird dieses Strahlverfahren eingesetzt?
Das ASCO Trockeneisstrahlverfahren bietet die Möglich-
keit, wie bis anhin, ausgebaute Formen in Kabinen zu rei-
nigen oder direkt auf der noch eingebauten und heissen
Form die Reinigung auszuführen. Viele Kokillengiesser
nutzen die zweite Möglichkeit, um teure Produktionsstill-
stände zu vermeiden und um, durch regelmässigeres
Reinigen, eine höhere Qualität zu erreichen. Die Formen
werden durch das nicht abrasive Strahlmittel nicht be-
schädigt (Bilder 3 und 4).
„Das ASCO Trockeneisstrahlverfahren bietet die
Möglichkeit ausgebaute Formen in Kabinen zu Bild 3: Reinigung einer heissen Kokille im eingebauten Zustand
reinigen oder direkt auf der noch eingebauten und
heissen Form die Reinigung auszuführen“
In der Praxis wird nun oft vermehrt gereinigt, um Alumi-
niumaufschmelzungen gänzlich zu vermeiden. So wer-
den zum Beispiel bei namhaften Aluminiumfelgenher-
stellern die Kokillen bei jedem Schichtwechsel gereinigt.
Eine solche Reinigung kann auf der bis zu 350 °C heißen
Form direkt ausgeführt werden, ohne die Formtempe-
ratur merklich zu senken. Nach circa 20 bis 30 Minuten
kann somit die Produktion wieder aufgenommen werden
(Bilder 5 und 6).
Beim herkömmlichen Strahlverfahren mit Sand oder
Glasperlen wird eine solche Reinigung so lange wie mög-
lich hinausgezögert, was oft zu Aluminiumaufschmelzun-
gen führt. Der Zeitaufwand für den Ausbau und die an-
schließende Reinigung beträgt dann mehrere Stunden. Bild 4: Mit der ASCO Trockeneisstrahltechnologie
werden Produktionsstillstände vermieden
Bild 5: Reinigung eines Kernkastens für Teile für die Bild 6: Reinigung von eingebauten, heissen Kokillen
Automobilindustrie
04
TROCKENEISSTRAHLEN IN GIESSEREIEN
Auch die Reinigung der Kernkästen (Cold-box und Hot-
box) wird mit dem ASCO Trockeneisstrahlen einfacher
und schneller ausgeführt (Bild 7).
Die Reinigungszeit von mehreren Stunden wird auf
wenige Minuten reduziert. Zudem ist speziell bei den
Cold-box Formen (Kunststoff) darauf zu achten, dass
kein abrasives Strahlmittel verwendet wird.
Das Verfahren
Trockeneis wird aus flüssigem CO2 hergestellt. In einem
ASCO TrockeneisPelletizer wird dieses unter kontrollier-
ten Bedingungen entspannt, wobei Trockeneisschnee
entsteht. Der tiefkalte Trockeneisschnee (ca. 79 °C) wird
durch eine entsprechende Extruder Platte zu Pellets mit
einem Durchmesser von 3 oder 1.7 mm gepresst. Bild 7: Entfernen von Trennmittel von einem Kunststoff Kernkasten
Die Trockeneispellets werden in das ASCO Trockeneis-
strahlgerät eingefüllt und zur Strahlpistole befördert. Hier Die komplette Lösung
werden sie mittels Druckluft auf eine Geschwindigkeit
von bis zu 300 m/s beschleunigt und auf die zu reinigen- Als führender Anbieter von kompletten Trockeneisstrahl-
den Formen geschossen. Der beim Aufprall entstehen- lösungen hat ASCO sich zum Ziel gesetzt, massge-
de punktuelle Thermoschock, die darauffolgenden Pel- schneiderte Lösungen für individuelle Kundenbedürfnisse
lets und die entstehende kinetische Energie bringen die zu entwickeln (Bild 8). Die umfangreiche ASCO Produkte
Verunreinigung zum Abplatzen. Die Pellets gehen beim und Dienstleistungspalette besteht aus:
Aufprall sofort in den gasförmigen Zustand über und hin-
terlassen eine saubere und trockene Oberfläche. Zurück • Trockeneisstrahlgeräten
bleibt nur die abgelöste Verunreinigung, und es muss kein • Trockeneis-Pelletizern
Strahlmittel entsorgt werden. Da die Pellets nur eine Här- • Trockeneis-Containern
te von ca. 2 Mohs besitzen, bleibt die Oberflächenqualität • CO2-Detektoren
erhalten. Ebenso hat der Thermoschock keine nachteili- • Vielfältigem Zubehör
ge Auswirkung auf die Oberflächenstruktur der Formen. • Speziell entwickelten Strahlpistolen oder -düsen
• Automatisierungslösungen
• Hochqualitativem Trockeneis
• Aufbau einer Trockeneisproduktion
„Die Reinigungszeit von mehreren Stunden wird
auf wenige Minuten reduziert“
Bild 8: Trockeneisstrahllösungen
00
05 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
08
ASCO hat nicht nur die richtige Trockeneisstrahltechno-
logie, sondern ASCO begleitet Sie auch dabei, die Tro-
ckeneisreinigung optimal in den Produktionsprozess zu
integrieren und zu optimieren.
Bei einem erhöhten Trockeneisbedarf erstellen wir Ihnen
gerne eine wirtschaftliche Berechnung für eine Eigenpro-
duktion, um Kosten und Qualität optimieren zu können
(Bild 9). Unser Angebot umfasst Trockeneis-Pelletizer mit
einer Produktionsmenge von 30 bis 750 kg/Std.
Eigene Trockeneisproduktion aufbauen
Eine eigene Trockeneisproduktion (Bild 10) macht sich
schon bei einem Bedarf von wenigen 100 Kilos pro Wo-
che bezahlt. ASCO bietet deshalb auch interessante Ge- Bild 9: Trockeneis-Pelletizer mit Container
samtkonzepte mit der ASCO Carefree Mietlösung, bei
denen Sie keine Investitionen tätigen müssen.
Vorteile einer eigenen Trockeneisproduktion:
• Geringerer logistischer Aufwand im Zusammenhang mit
Trockeneiseinkauf und -disposition
• Geringerer Trockeneisverlust durch Sublimation
• Mehr Flexibilität, da stets frisch produziertes Trockeneis
zur Verfügung steht
• Effizientere Reinigungsresultate, denn:
je frischer das Trockeneis, desto effizienter die Reinigung
• Geringerer Trockeneisverbrauch
• Kürzere Produktionsstillstände
„Eine eigene Trockeneisproduktion macht sich
schon bei einem Bedarf von wenigen 100 Kilos pro
Woche bezahlt“
Bild 10: Trockeneisproduktion
ASCO Carefree Mietlösungen: Bei der Miete kann zwischen einem kalkulierbaren Fix-
preis oder einer „Pay per Use“-Variante ausgewählt
Um den Schritt einer eigenen Trockeneisproduktion zu er- werden. ASCO macht die Entscheidung einfach und die
leichtern, bietet ASCO neu „ASCO Carefree“ an. Getreu Kunden können sorgenfrei produzieren. Dank neuester
dem Motto „Sie produzieren, Wir investieren“ stellt ASCO i-Series Technologie (Bild 12) vernetzt ASCO die Maschi-
flexible Trockeneisproduktionskapazitäten auf Mietbasis nen und bieten zeitgemässe, moderne und auf Sie abge-
mit vollem Service und Wartung zu Verfügung (Bild 11). stimmte Lösungen zur Trockeneisproduktion an!
06
TROCKENEISSTRAHLEN IN GIESSEREIEN
Bild 11: „ASCO Carefree“ Bild 12: Trockeneis Pelletizer i-Series
Profitieren Sie von unserer Erfahrung
Seit 1883 haben wir uns stetig entwickelt: Vom Mineral- Wir haben erkannt, dass nur eine kontinuierliche Wei-
wasserproduzenten über Gasproduzenten und -verteiler terentwicklung und Verbesserung der Produkte unsere
bis hin zum Spezialisten für Trockeneis und CO2-Anla- Zukunft und den Erfolg unserer Kunden sichert. Unsere
genbau. Unser Produktportfolio basiert auf dem Know- ISO-Zertifizierung unterstreicht unseren Anspruch an un-
how aus über 130 Jahren Erfahrung im Bereich CO2 und sere Produkte und Dienstleistungen (IQNet ISO Zertifikat
Trockeneis. 9001:2021 und SQS Zertifikat ISO 9001:2021
Anlagen auch Sonderprojekte, Sicherheitskonzep-
te, Schulungen und Beratung - einfach alle Kompo-
nenten, die ein CO2-Projekt zum Erfolg führen.
Autor:
Im Markt für Trockeneisstrahlen haben wir uns dar-
Fabian Weber auf spezialisiert, individuelle und komplette Lösun-
Leiter Marketing & gen für spezifische Kundenbedürfnisse anzubieten.
Kommunikation Solche Individuallösungen können mit einem ein-
fabian.weber@ascoco2.com zelnen Strahlgerät beginnen und gehen weiter bis
zur eigenen Trockeneisproduktion, CO2-Lieferung
oder speziellen Projekten wie Schallschutzkabinen
oder Automatisierungsprojekten, die die Qualität
ASCO - ALLES ÜBER CO2 und Flexibilität im Arbeitsprozess erhöhen.
ASCO Trockeneisstrahlen bedeutet kraftvolle und
„All about CO2“ - unser Credo sagt alles: Bei ASCO schonende Reinigung von Oberflächen aller Art.
widmen wir uns ausschliesslich diesem Spezialgas Jahrzehntelange Erfahrung im Trockeneisstrahlen
in all seinen Facetten und Variationen. In mehr als und ein hoch motiviertes Team haben uns in der
130 Jahren ist unsere technische Erfahrung aus Trockeneisstrahltechnik dorthin gebracht, wo wir
den Bedürfnissen unserer Kunden und den Anfor- heute stehen: Wir sind die Spezialisten, wenn es
derungen des Marktes heraus gewachsen. Basie- darum geht, die Trockeneisreinigung in Ihrem Un-
rend auf diesem Wissen in der Gewinnung, Pro- ternehmen einzuführen oder zu optimieren. Mit un-
duktion und Anwendung von CO2 und Trockeneis serer ASCO Trockeneis-Technologie bieten wir Ih-
schaffen wir Mehrwert für unsere Kunden. nen individuelle Komplettlösungen aus einer Hand.
Innovation ist der Schlüssel für unseren gemeinsa- ASCO Trockeneisstrahlen ist eine Reinigungsme-
men Erfolg in der Zukunft. Das bedeutet mehr als thode, die auf Ihre individuellen Bedürfnisse zuge-
nur die Entwicklung neuer Produkte: Wir orientie- schnitten ist - für mehr Qualität und Flexibilität im
ren uns ausschliesslich an den individuellen Anfor- täglichen Arbeitsprozess.
derungen unserer Kunden. Unser Angebot umfasst ASCO Trockeneisstrahlen - Schonend. Kraftvoll.
neben technologisch führenden Maschinen und Kostensparend. Einzigartig.
00
07 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
08
ASCO Trockeneisstrahlen
heisst effiziente und schonende
Reinigung von verschiedenen
Oberflächen.
Schonend Kostensparend
Effizient Einzigartig
T +41 71 466 80 80
info@ascoco2.com
ascoco2.com
MODERNISIERUNG DER IMPRÄGNIER TECHNOLOGIE
Modernisierung der Imprägnier Technologie
Ralf Versmold
Die Vakuumimprägnierung wurde vor über 70 Jahren entwickelt, um Porosität in Metallgussteilen
abzudichten. Während die Nachfrage nach der Technologie in dieser Zeit gewachsen ist, blieb der Prozess
von den 1950er Jahren bis zum Beginn des 21. Jahrhunderts im Wesentlichen unverändert. Dann kam ein
Wendepunkt für die Technologie. In weniger als zwei Jahrzehnten wurden erhebliche Verbesserungen in
Bezug auf Sicherheit und Produktionsqualität erzielt.
Eine kurze Zeitreise
„Um die Porosität des Gussstücks abzudichten,
Der Vakuum Imprägnierprozess wurde in den 1950er werden die Teile des Vakuum Imprägnierprozes-
Jahren entwickelt, um die innere, zusammenhängende ses über vier Stationen verteilt“
Porosität abzudichten, die sich beim Gießen oder For-
men von Metallteilen bildet. Die Technik versiegelt die
Mikroporosität, ohne die Maß- oder Funktionseigenschaf- Bei der herkömmlichen Vakuum Imprägniermethode
ten des Gussteils zu verändern. Der Prozess ermög- wird ein Batchsystem verwendet, bei dem Arbeiter viele
licht die Verwendung von Teilen, die sonst verschrottet Bauteile zur Verarbeitung in große Körbe laden (Bild 1).
würden. Das Verfahren wurde schnell in verschiedenen Dieser Ansatz hat typischerweise eine Zykluszeit von 30
Branchen eingeführt, insbesondere in der Automobil- und bis 40 Minuten. Um die Produktivität zu steigern, können
Luftfahrtbranche. Es wurde die bevorzugte Methode, um die Bediener die Größe der Prozessausrüstung erhöhen.
das Austreten von Flüssigkeiten oder Gasen unter Druck Dies geht jedoch häufig mit einer Verringerung der Qua-
zu verhindern. lität des Endprodukts und der Prozesssicherheit einher.
Bild 1: Bis Mitte der 1980er Jahre handhabten die meisten Unternehmen die Vakuumimprägnierung intern mit Batch Vakuum Imprägnier Systemen
09 Casting Online Magazine 2021 | 08Wie die Vakuumimprägnierung funktioniert Sicherheits- und Qualitätsbedenken
Um die Porosität des Gussstücks abzudichten, werden Im Laufe der Jahre wurde die Vakuumimprägnierung
die Teile des Vakuum Imprägnierprozesses über vier Sta- standardisiert, während andere Herstellungsverfahren
tionen verteilt: (z. B. Bearbeitung, Druckprüfung und Montage) moderni-
siert wurden. Diese anderen Vorgänge wurden zellularer,
1. Imprägnierkammer. Der Bediener verschließt die Kam- automatisierter, ergonomischer, sicherer für den Bedie-
mer und zieht ein Vakuum. Dies entfernt Luft aus der ner und insgesamt effizienter. Die Vakuumimprägnierung
Porosität und im Leckagepfade in der Gusswand. Dann blieb jedoch ein manueller Prozess mit erheblichen Si-
werden die Teile mit Imprägniermittel bedeckt und ein cherheitsbedenken (Bild 2).
Überdruck angelegt. Es ist mehr Energie erforderlich, um
die Porosität mit Dichtmittel zu durchdringen, als die Luft Einige der Sicherheitsbedenken:
zu evakuieren. Der Bediener lässt dann den Druck ab
und entleert die Kammer. Offene Tanks geben heißen Dampf mit erhöhten VOC-
Werten ab, was zu gesundheitlichen Problemen führen
2. Rückgewinnung des Imprägniermittels. Der Bediener kann.
entfernt überschüssiges Dichtmittel durch Schwerkraft,
Rotation oder Zentrifugalkraft. Systemkomponenten wie Hebeketten, Klappdeckel, Si-
cherungsringe und Kettenantriebe können zu Verletzun-
3. Waschstation / Spülstation. Als nächstes wäscht der gen führen.
Bediener restliches Dichtmittel aus den inneren Durch-
gängen, Gewindebohrern, Bohrungen und anderen Warenkörbe sind sperrig und schwer. Wenn Sie sie be-
Merkmalen des Teils. wegen, kann dies den Körper des Bedieners belasten
oder bei unsachgemäßer Handhabung zu Verletzungen
4. Station aushärten. Schließlich polymerisiert der Bedie- führen.
ner das Dichtmittel innerhalb des Leckagepfades.
Offene Module können die Sicherheit des Bedieners ge-
fährden. Zum Beispiel könnte ein Bediener mit Impräg-
niermittel bespritzt werden oder in einen offenen Behälter
mit 3.000 Liter 90° C heißem Wasser fallen.
Bild 2: Wie offene Tanks, die heiße Dämpfe abgeben, können gesundheitliche Bedenken hervorrufen.
10MODERNISIERUNG DER IMPRÄGNIER TECHNOLOGIE
Qualitätsprobleme Vakuumimprägnierung neu denken
Batchimprägnier Systeme sind auch anfällig für Qualitäts- In den frühen 2000er Jahren versuchten viele OEMs, die
probleme. Diese schließen ein: Vakuumimprägnierung ins Haus zu bringen, um den Vo-
lumenbedarf für leichtere Aluminiumteile zu decken, de-
Komplexe Gussteile sind schwer zu imprägnieren. Es ist ren Volumen aufgrund der gestiegenen Vorschriften zur
schwierig große Chargen ordentlich und effektiv zu wa- Kraftstoffeffizienz und des anschließenden Drucks zur
schen, was die Verschmutzung mit Dichtungsmittel er- Herstellung sparsamerer Fahrzeuge zunahm.
höht, wodurch viele Teile unbrauchbar werden oder ihre
Verwendung bei der Montage gefährden.
Es besteht ein sehr hohes Risiko von menschlichen Feh-
„Die Robotik reduziert die Zykluszeiten und
lern. Der Bediener könnte die Bauteile falsch in den Wa-
verbessert die Gesamtzykluszeit und das
renträger schlichten oder wichtige Prozessschritte über-
Produktionsvolumen“
springen, wodurch Teile möglicherweise beschädigt und
unbrauchbar werden.
Bis Mitte der 1980er Jahre haben die meisten Automobil- Vakuumimprägniersysteme wurden daher modernisiert,
hersteller den Vakuumimprägnierungsprozess mit dieser um den Anforderungen der neuen Fertigungsumgebung
Methode im eigenen Haus durchgeführt. Aufgrund der gerecht zu werden. Anstelle von großen Toplader-Char-
schlechten Sicherheits- und Qualitätsbilanz von Batch- gensystemen sind neue Geräte für das Frontloading aus-
Systemen haben viele OEMs den Prozess jedoch an gelegt. Es können auch nur einzelne Teile oder eine klei-
Drittanbieter ausgelagert. Dies ermöglichte es den OEMs, ne Anzahl von Gussteilen verarbeitet werden.
Risiken zu mindern und sich auf ihre Kernkompetenzen
zu konzentrieren. Durch Roboterhandling können sich Teile kontinuierlich
zwischen den einzelnen Stationen bewegen. Die Robotik
reduziert die Zykluszeiten und verbessert die Gesamtzy-
kluszeit und das Produktionsvolumen (Bild 3).
Bild 3: Durch die Integration von Robotik wurden die Zykluszeiten verkürzt und die Gesamtzykluszeit und das Produktionsvolumen verbessert.
11 Casting Online Magazine 2021 | 08Die automatisierte Imprägnier Technologie hat ferner zur
Entwicklung kompakter, manuell betriebener Systeme.
geführt. Dies ermöglicht es OEMs, die Vakuumimpräg-
nierung zu einem Bruchteil der Kosten intern durchzufüh-
ren Diese neuen Systeme sind kleiner als Batch-Systeme
und können aufgrund ihres modularen Aufbaus in andere
Produktionsabläufe integriert werden.
Der Bediener eines modernen Vakuumimprägniersys-
tems ist sicherer als je zuvor, da in sich geschlossene
Module sie vor dem Kontakt mit Dichtmittel und heißen
Flüssigkeiten schützen (Bild 4). Abscheider sammeln
Wasserdampf in der Abluft und leiten ihn zur Wiederver- Bild 4: Mit neu gestalteten Vakuumimprägniersystemen ist der
wendung durch eine Rückführleitung zurück. Durch die Bediener jetzt sicherer als je zuvor.
bessere Ergonomie kann der Bediener für jedes Modul
problemlos eine leichte Imprägniercharge auf die Platt-
form schieben, wodurch das Verletzungsrisiko beseitigt
wird.
Prozess- und Qualitätsverbesserungen
Die Neugestaltung von Vakuumimprägniersystemen hat
auch die Rückgewinnungsraten und Zykluszeiten verbes-
sert. Die alten Skaleneffekte sind kleineren, effizienteren
Systemen gewichen, was zu höherer Produktivität und
Qualität geführt hat.
Neue Geräte wurden so konzipiert, dass sie mit einem
automatisierten und reproduzierbaren Prozess funktio- Bild 5: Die Neugestaltung moderner Vakuumimprägniersysteme hat
nieren. Mit der Robotik können Teile automatisch imprä- die Rückgewinnungsraten und Zykluszeiten verbessert.
gniert werden, wodurch die Möglichkeit menschlicher
Fehler verringert wird. Stationen können Bedieneranfor-
derungen der neuen Fertigungsumgebung enthalten. An-
stelle von großen Toplader-Chargensystemen sind neue
Geräte so konzipiert, dass sie von vorne geladen werden
und nur einzelne Teile oder eine kleine Anzahl von Guss-
teilen verarbeiten können (Bild 5).
Das Roboterhandling ist integriert, und Roboter ermög-
lichen es den Teilen, sich kontinuierlich zwischen den ein-
zelnen Stationen zu bewegen. Die Robotik verkürzt die
Zykluszeiten und verbessert die Gesamtzykluszeit und
das Produktionsvolumen (Bild 6).
Die Entwicklung der automatisierten Imprägnierungs-
technologie umfasst die Entwicklung kompakter, manu-
eller HMIs und Zyklusstatusleuchten, die Prozessdaten in Bild 6: Die Robotik verkürzt die Zykluszeiten und verbessert die
Echtzeit und Fehlerdiagnosen darstellen. Gesamtzykluszeit und das Produktionsvolumen
12MODERNISIERUNG DER IMPRÄGNIER TECHNOLOGIE
Zusammenfassung Batch-Vakuum-Imprägnierungssysteme werden in eini-
gen Bereichen der Industrie immer noch verwendet, sind
Im weiteren Verlauf des 21. Jahrhunderts werden Unter- jedoch in großvolumigen und modernen Umgebungen
nehmen weiterhin mit herausfordernden Designstan- nicht mehr wettbewerbsfähig. Die heutigen Vakuumim-
dards, weniger Ressourcen und kürzeren Zykluszeiten prägniersysteme werden den Bedienern weiterhin Si-
zu kämpfen haben. Diejenigen, die Erfolg haben, werden cherheit bieten, mit zunehmenden Produktionsmengen
dies tun, indem sie Produktivität, Qualität, Durchsatz und und der anhaltenden Wirksamkeit beim Versiegeln der
Kostensenkung steigern. Gussporosität.
Autor:
Ralf Versmold
Managing Director
Godfrey & Wing
rversmold@godfrywing.com
ÜBER GODFREY & WING
Godfrey & Wing, vor 70 Jahren als kleine Einzelfertigungswerkstatt in Cleveland (Ohio) gegründet, wur-
de zum führenden Anbieter von Vakuumimprägnierungstechnik, der weltweit Geräte, Dichtmittel und
Leistungen bereitstellt. Die Innovationen von Godfrey & Wing werden durch seine Kultur möglich. Diese
Kultur beginnt bei den Mitarbeitern des Unternehmens.
Die Mitarbeiter von Godfrey & Wing als einem weltweiten Hersteller stammen aus verschiedenen Kultu-
ren und Gesellschaftsschichten und sprechen viele Sprachen. Zu ihnen zählen Ingenieure mit Jahrzehn-
ten der Erfahrung, Werkzeugmacher, technische Experten, Fabrik- und Kundendienstpersonal, Militär-
veteranen und sogar Personen mit Entwicklungsstörungen.
Sie sind unterschiedlich, aber dennoch vereint durch ein gemeinsames Ziel und einen höheren Zweck:
Allen eine Gelegenheit zu bieten, die ihren Fähigkeiten entspricht und das Geschäft unserer Kunden ein
klein wenig besser zu machen.
00
13 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
08Providing porosity sealing solutions to
help you succeed in the 21st Century.
Providing porosity sealing solutions to
help you succeed in the 21st Century.
GmbH +49 2864 9599.000
godfreywing.com
+49 2864 9599.000
www.godfreywing.comPRINTED CASTING GEHÄUSE Printed Casting Gehäuse lässt E-Motorrad Batterien länger leben Frederik von Saldern Ein studentisches Fokusprojekt der ETH Zürich realisiert Prototypen eines neuartigen Kühlsystems mit Unterstützung von voxeljet. Ein neuartiges Kühlsystem sorgt im Elektromotorrad „ethec city“ für eine längere Lebensdauer der Batteriezellen. Um den Studenten auch Fertigungsverfahren näher zu bringen, die abseits des Prototypenbaus für die Serienproduktion eingesetzt werden können, fertigte voxeljet die Gussform für das innovative Batteriegehäuse des Prototyps im Binder Jetting-Verfahren an. „Ein neuartiges Kühlsystem sorgt im Elektromotorrad „ethec city“ für eine längere Lebensdauer der Batteriezellen“ Mit dem E-Motorrad rasend schnell und nahezu lautlos die Weite der Landschaft durchqueren: Was in Science- Fiction-Filmen selbstverständlich ist, wird in der Gegen- wart durch die Tücken der Batterietechnologie kräftig ausgebremst. Hohe Geschwindigkeit und große Reich- Bild 1: ETH Electric Cruiser weite sind in der E-Mobilität anno 2021 praktisch immer mit extrem schweren und voluminösen Energiespeichern verbunden. PKW und LKW mögen den dafür nötigen Platz bereits bieten; auf dem Weg zum klimafreundlich angetriebenen Feuerstuhl muss die Ingenieurskunst aber erst noch einige Hürden überwinden. Was es an leis- tungsstarken E-Motorrädern am Markt bereits gibt, eignet sich mangels Akkukapazität bislang eher für den Stadt- verkehr als für ausgedehnte Überlandfahrten. Der technologische Ansatz des „ethec“ könnte das än- dern. „ethec“ steht für „ETH Electric Cruiser“ (Bilder 1 und 2), das Konzept eines Elektromotorrades von Stu- denten der Eidgenössischen Technischen Hochschule Zürich. Im Rahmen von „Fokusprojekten“ bekommen Studierende der ETH die Möglichkeit, ihre theoretisch er- worbenen Kenntnisse in reale Technologien umzusetzen. Bild 2: ethec city 15 Casting Online Magazine 2021 | 08
Als Projektträger fungiert die inspire AG, die als stra- Sandform im 3D-Druck als Einstieg in die Serien-
tegischer Partner der Hochschule den Technologie- fertigung
transfer von Forschungsergebnissen in praktische An-
wendungen begleitet. Das im Jahr 2017 gestarteten Verteilt auf zwei Module, montierten die ETH-Studieren-
Projekt „ethec“ sollte es darum gehen, die Effizienz von den insgesamt 1.260 Lithium-Ionen-Rundzellen mit einer
E-Motorrädern über die Rückgewinnung von Brems- Gesamtleistung von etwa 15 kWh. Auf Basis computer-
energie und eine veränderte Konstruktion der Batterie gestützter Strömungssimulationen entstand dann die
deutlich zu steigern. Zugleich musste das Team aus optimale Struktur des Batteriegehäuses, das nicht nur
Maschinenbau-Student*innen, angehenden Elektroin- absolut dicht sein musste, sondern auch den perfekten
genieur*innen und künftigen Industriedesigner*innen Kontakt zwischen den einzelnen Zellen und dem Fluss
von der ETH Zürich, der Fachhochschule Nordwest- aus Silikonöl sicherstellen sollte. Ein Objekt von der
schweiz und der Züricher Hochschule der Künste ent- Größe des „ethec“-Batteriegehäuses überstieg aber die
scheiden, welche Verfahren zur Herstellung der benö- Kapazitäten der verfügbaren Direkt Metalllasersinter-
tigten Bauteile jeweils am besten geeignet wären. Da (DMLS)-Anlagen. Und um den Studierenden, so Josef
es zunächst um einen Prototyp ging, galt die Aufmerk- Mayr, „die Richtung vom Prototyp zur Serie aufzuzeigen“,
samkeit vor allem dem 3D-Druck . fiel die Wahl auf den Aluminiumguss. Konkret: Auf eine
im 3D-Druck angefertigte Sandform als Vorlage für den
Begrenzter Raum erschwert Batteriekühlung Abguss einer Aluminium-Kupfer-Legierung – kurz Printed
Casting.
Die Rekuperation, also die Rückgewinnung von
Bremsenergie, realisierten die Schweizer Tüftler über Die vom „ethec“-Team bereitgestellten, digitalen CAD-
den Einbau eines Radnabenmotors ins Vorderrad der Daten des Batteriegehäuses bildeten für voxeljet die Ba-
Maschine. sis zur Herstellung einer Sandgussform im Binder Jetting
3D-Druck (Bilder 3 und 4).
Deutlich schwieriger gestaltete sich die Frage, wie
der zusätzlich verfügbare Strom am besten zur Stei-
gerung der Reichweite gespeichert werden könne. Auf
geringstem Raum eine hohe Energiedichte zu schaf-
fen, ist eine Sache. Die im Batteriebetrieb entstehende
Wärme auf einem konstanten Niveau zu halten, gestal- „Die bereitgestellten, digitalen CAD-Daten des
tet sich am Motorrad hingegen schwieriger als in einem Batteriegehäuses bildeten für voxeljet die Basis
größeren Fahrzeug. Für die Lebensdauer des Akkus zur Herstellung einer Sandgussform im Binder
ist optimales Temperaturmanagement jedoch von ent- Jetting 3D-Druck“
scheidender Bedeutung.
„Die Batteriekühlung von E-Fahrzeugen erfolgt nor-
malerweise mit einem Kühlmittel, das durch einen
Schlauch oder ein Rohr an den Zellen vorbeifließt“, er-
klärt Dr. Josef Mayr, Gruppenleiter Thermische Simu-
lation bei der inspire AG und Koordinator des „ethec“-
Projektes. „Der Nachteil dieser Methode liegt darin,
dass lediglich Punkt- oder Linienberührungen stattfin-
den und ein direkter Kontakt mit den Zellen eigentlich
gar nicht erreicht wird.“ Mit Blick auf den knapp bemes-
senen Raum in der Mitte des Motorradrahmens kam
damit nur ein Konzept infrage: die komplette Einbet-
tung aller Batteriezellen in ein Bad aus Öl.
Als Vorbild diente dem „ethec“-Team das Kühlsystem
von Transformatoren in den Umspannwerken der gro-
ßen Stromnetze. Das Silikonöl hat eine ähnlich gute
dielektrische Eigenschaft wie Luft, wodurch ein Kurz-
schluss in der Batterie verhindert wird, gleichzeitig ist
die Wärmekapazität aber um ein Vielfaches höher. Bild 3: Sandgussform, hergestellt im Binder Jetting 3D-Druck
16PRINTED CASTING GEHÄUSE
Dabei werden abwechselnd eine wenige Mikrometer
dünne Schicht aus Quarzsand und ein darauf gejettetes
Bindemittel aufeinandergeschichtet, bis die vorgegebene
Geometrie des späteren Bauteils mit höchster Präzision
abgebildet ist (Bilder 5a und b). Die Fertigstellung des
ETHEC-Batteriegehäuses erfolgte schließlich in der Alu-
miniumgießerei von Kupral Spa mit Sitz im italienischen
Brescia.
Eine vollumfängliche praktische Erprobung des „et-
hec“-Prototyps steht derzeit noch aus. Doch das von
Studenten erdachte Konzept eines energieeffizienten
E-Motorrads zeigt ein beeindruckendes Potenzial Die
Höchstgeschwindigkeit soll maximal 160 km/h betragen
und dank Rekuperation und dem neuartigen Batterie-
konzept könnte „ethec city“ eine Reichweite von rund 400
km erreichen. Ob das Konzept auch potenzielle Käufer
Bild 4: Sandgussform für das Batteriegehäuse
überzeugt, bleibt für den Moment offen – die Suche nach
einem Partner für die industrielle Serienfertigung von „et-
hec city“ dauert noch an.
Bild 5a und b: Fertig gegossenes Aluminium Batteriegehäuse
Autor:
Frederik von Saldern Durch die Entwicklung neuer generativer Verfahren
PR & Content Management zur Serienfertigung komplexer Bauteile im 3D-Druck
frederik.vonsaldern@voxeljet.de einen neuen Fertigungsstandard zu etablieren. Zu Be-
ginn wird der Betrieb mit vier Mitarbeitern an der TUM
Über voxeljet aufgenommen. Heute sind wir ein weltweit agierender,
führender Anbieter von Hochgeschwindigkeits-Groß-
Die Wurzeln von voxeljet (NASDAQ: VJET) reichen bis format-3D-Druckern und bedarfsgerechten 3D-Druck-
ins Jahr 1995 mit der ersten erfolgreichen Dosierung teilen für Industrie- und Gewerbekunden. Mit unserer
von UV-Harzen zurück. Im Rahmen eines „versteck- Technologie hergestellte Komponenten fliegen im
ten“ Projekts werden an der TU München erste 3D- Weltraum, machen Mobilität effizienter und ermög-
Druck-Tests durchgeführt. Unser Unternehmen wurde lichen die Herstellung neuer Engineering-Lösungen.
am 5. Mai 1999 als Spin-off der TUM in München mit Folgen Sie uns auf www.voxeljet.com, auf Linkedin
einer klaren Vision gegründet: oder auf Twitter.
17 Casting Online Magazine 2021 | 08Productivity in 3D
3D printed cast solutions.
Create complex components. Innovative 3D printing solutions
for sand and investment casting using common casting materials,
where all light and heavy metals that are castable and of series-
production quality can be processed. Complex geometric shapes
can be created with speed and precision.
More information about our 3D printing systems and 3D printing services:
Tel +49 821 74 83-100 www.voxeljet.com info@voxeljet.com
00METALLSPÄNE SIND (MEHR)WERT
Metallspäne sind (Mehr)wert
AVL Schrick setzt auf dezentrale Metallbrikettierung mit
der BrikStar iSwarf 50
Daniel Börger
Mit einer dezentralen Brikettierlösung erschließen sich neue Einsparpotentiale in der Metallbearbeitung.
Die Metallpresse wird einfach zum spanerzeugendem Bearbeitungszentrum geschoben, schnell
angeschlossen und der Anwender profitiert von allen Vorteilen der Brikettierung inkl. der direkt
rückgeführten Kühlemulsion.
Mannloser Betrieb steigert Produktivität
Die BrikStar iSwarf 50 von Höcker Polytechnik (Bild 1)
ist eine mobil einsetzbare Brikettierpresse, die unkom-
pliziert von einer Person dorthin bewegt werden kann,
wo sie auch gebraucht wird.
„Mit einer dezentralen Brikettierlösung
erschließen sich neue Einsparpotentiale in der
Metallbearbeitung“
Mit gut 1 m2 Stellfläche steht sie da, wo sonst die Späne
Tonne stand und minimiert bis zu 50 kg Aluminiumspä-
ne oder 90 kg Stahlspäne jede Stunde zu hochwertigen
Spänebriketts. Das reduzierte Volumen und die direkt
rückgeführte Kühlemulsion reduziert die benötigte Man-
power am Bearbeitungszentrum. Der Aufwand für das
Bild 1: Eine Brikettierpresse für viele Anwendungsfälle. Die BrikStar
Spänemangement während der Bearbeitung entfällt und iSwarf 50 ist flexibel einsetzbar und schnell installiert.
es wird so ein mannloser Nacht- oder Wochenendbetrieb
des Bearbeitungszentrums ermöglicht.
Kompakt, aber mit allen Features einer großen
Metallbrikettierpresse
Die BrikStar iSwarf 50 (Bild 2) ist seit dem Jahr 2020
auf dem Markt und bereits zigfach im Einsatz. Wichti-
ge technische Daten sind in Tabelle 1 dargestellt. Das
leichte Handling und das günstige Preisleistungsver-
hältnis machen die Presse auch für Unternehmen inte-
ressant, die bisher von einer Investition in eine Metall-
presse abgesehen haben. Die Bauweise ist kompakt
und doch bietet sie kompromisslos die Vorteile einer
zentralen Brikettierlösung wie Start-Stoppautomatik,
Füllstandsensor oder integrierte Emulsionspumpe.
Die Konfiguration erfolgt bequem über das integrierte Bild 2: Die BrikStar iSwarf 50 erzeugt bis zu 50 kg Aluminiumbriketts
Panel. pro Stunde
19 Casting Online Magazine 2021 | 08Tabelle 1: Technische Daten der BrikStar iSwarf 50
Modell: BrikStar iSwarf 50
Abmessungen, BxLxH: 1.150 mm x 1.180 mm x 1.220mm, 990 mm (ohne Panel)
Gewicht: Ca. 780 kg
Aufstellung: Dezentral „stand-alone“ / integriert in spanerzeugenden Maschinen
Einsatzbereit in: Innerhalb von 5 Minuten durch eine Person
Volumenreduzierung: Bis zu 1/10
Brikettierleistung*: • Aluminium: max. 50 kg/h
• Stahl: max. 90 kg/h
• Grauguss: max. 90 kg/h * (Testbrikettierung vorbehalten)
Brikettformat: 60 mm Durchmesser, Länge variabel 25 mm bis 50 mm
max. spezifischer
1000kg/cm² (100MPa) (materialabhängig)
Pressdruck (kg/cm²)
Befüllung: Manuell oder über Förderer der Bearbeitungsmaschine
Automatisierter Betrieb. Startet Brikettierung bei Mindestbefüllung
Füllstandsensoren:
und stoppt automatisch
Kühlmittelrückgewinnung: Ja
Bedienung: Touchpanel
• Spänebehälter (optional)
Zubehör:
• Brikettauswurf links oder rechts (optional)
20METALLSPÄNE SIND (MEHR)WERT
Vorteile:
Ökonomie: • Höhere Recyclingerlöse
Weniger Abbrand beim Einschmelzen der Briketts sorgt für bessere
Preise beim Verkauf
• Kaum Entsorgungskosten für Kühlmittel
Nutzen Sie die Kühlmittel mehrmals und sparen so Entsorgungs- und
Anschaffungskosten
• Niedrige Lagerkosten
Die Lagerung als Briketts ist gefahrlos und platzsparend
• Niedrige Transportkosten
Bis zu 1/10 des Volumens braucht auch hier nur bis zu 1/10 der
Transportkapazitäten
• Ermöglicht mannlosen Betrieb
Ein unbeaufsichtigter Betrieb ist möglich
• Eine Presse mehrere Maschinen
Die iSwarf 50 arbeitet innerhalb Minuten dort wo sie in der Produktion
benötigt wird
Umwelt: • Recourcen schonend durch weniger Abbrand
• Wiederverwendete Kühlmittel entlasten Umwelt
• Energieeffizienter Betrieb.
Die iSwarf 50 verbraucht während der Brikettierung Strom, ist ansonsten
aber im Standby Betrieb.
21 Casting Online Magazine 2021 | 08Zwei BrikStar iSwarf 50 Brikettierpressen im flexib- Kühlmittelkosten um 90% reduziert
len Einsatz
Sebastian Keils (M.Sc.), Junior Toolmanager Werkzeug-
Zu den ersten Nutzern der BrikStar iSwarf 50 gehört management bei AVL Schrick, leitete das Brikettierprojekt
die AVL SCHRICK GmbH. Das 1969 gegründete Un- bei AVL Schrick: „Wir hatten schon länger geplant, in eine
ternehmen mit dem Hauptsitz in Remscheid entwickelt Metallbrikettierung zu investieren, doch für uns war eine
Verbrennungsmotoren und Motorkomponenten für den zentrale Lösung uninteressant, da wir genau da automati-
Automotive Bereich und weitere Branchen. sieren müssen, wo auch die Späne erzeugt werden. Eine
zentrale Lösung war daher uninteressant für uns.
Der innovative Entwickler verfügt neben einer Menge
Know-how auch über einen Hightech Maschinenpark Mit der BrikStar iSwarf 50 können wir nun flexibel reagieren.
für das Prototyping und die Kleinserienproduktion, in Der Bediener schiebt die Presse unter den Kettenband-
dem seit Frühjahr 2020 auch zwei BrikStar iSwarf 50 förderer, schließt die Emulsionspumpe an und startet das
arbeiten. Bearbeitungszentrum. Er kann sich nun auf die eigent-
liche Arbeit konzentrieren, da die Späne automatisch
brikettiert werden und auch die Kühlflüssigkeit in einem
nachhaltigen Kreislauf bleibt.
„Wir verarbeiten mit den Brikettierpressen sowohl
Aluminium- als auch Stahlspäne ohne Mehr Fokus auf das qualitativ hochwertige Endprodukt zu
Komplikationen“ haben, ist für uns der eigentliche Gewinn, neben dem hö-
heren Ertrag im Recycling, den um 90% gesenkten Kühl-
mittelkosten und der leichteren Lagerung der Briketts. Die
beiden Pressen rechnen sich für uns. Wir verarbeiten mit
den Brikettierpressen sowohl Aluminium- als auch Stahl-
späne ohne Komplikationen. Zusammen mit Daniel Bör-
ger von Höcker Polytechnik führten wir nach einigen Test-
läufen die Pressen ein und wurden gut und kompetent
betreut.“
Daniel Börger
Daniel Börger ist der kompetente Ansprechpartner für
Metallbrikettierung bei Höcker Polytechnik. Er ist Fach-
mann und Techniker mit umfangreichen Erfahrungen in Autor:
der Metallindustrie und im Anlagen- und Maschinenbau.
Seit 20 Jahren begleitet er die technische Entwicklung der Daniel Börger
BrikStar Metallbrikettierpressen und realisiert Lösungen Höcker Polytechnik GmbH
für die verschiedensten spanerzeugenden Branchen. daniel.boerger@hpt.net
22METALLSPÄNE SIND (MEHR)WERT
Bild 3: gepresste Metallspäne
ÜBER HÖCKER POLYTECHNIK:
Seit 1962 konzipiert, plant und baut Höcker Polytechnik Anlagen zu Prozessabfallentsorgung und Luft-
reinhaltung für Industrie- und Handwerksbetriebe. Angefangen bei mobilen Entstaubungsgeräten bis hin C
zu Großfilteranlagen mit Kapazitäten von mehr als 600.000 m³/h. Weiterhin gehören Brikettierpressen
M
für Holz, Papier und Metall sowie Zerkleinerungsmaschinen zum Herstellungs- und Lieferprogramm des
Unternehmens. Y
CM
Von Beginn an wurde bei der Projektierung und Herstellung auf hohe Energieeffizienz der Anlagen und MY
Maschinen von Höcker Polytechnik wert gelegt. Schon 1962 unter der Firma Günther Höcker oHG wurde
CY
durch den Verkauf von sogenannten „Einzelabsaugungen“ im holzverarbeitenden Handwerk der Grund-
stein für die stetige Weiterentwicklung energiesparender Systeme gelegt. Ein eigener Ventilatorenbau CMY
bildete dabei das Herzstück der Produktion. K
Mit der ersten Energiekrise wuchs das Unternehmen schnell auf über 50 Mitarbeiter. Heute arbeiten
mehr als 240 Mitarbeiterinnen und Mitarbeiter am Stammwerk in Hilter am Teutoburger Wald und in den
regionalen Vertriebsbüros die für die Projektierung, den Verkauf und die Herstellung, Montage und In-
betriebnahme der Maschinen und Anlagen verantwortlich sind. Seit 1993 wird das Unternehmen durch
Frank Höcker, dem Sohn des Firmengründers geführt.
Einsatz finden die Entstaubungsanlagen und –geräte und Brikettierpressen in zahlreichen Branchen,
z. B. in der Holz- und Kunststoffverarbeitung, der Metall- und Aluminiumverarbeitung, der Oberflächen-
technik aber auch in der Verpackungsindustrie, der Papier-, Wellpappen- und Kartonagenherstellung
oder im Bereich der Umwelttechnik, z.B. der Recyclingwirtschaft und Biomasseverwertung.
Insgesamt ca. 60.000 Geräte und Anlagen wurden bis heute von der Höcker Polytechnik konzipiert, ge-
plant und gebaut - ein deutlicher Beleg für die hohe Kompetenz und Innovationsfähigkeit des Unterneh-
mens. Sie sind weltweit in der Industrie und im Handwerk im Einsatz.
Hergestellt werden die meisten Höcker Polytechnik Produkte im Stammwerk in Hilter a.T.W. und in der
hochmodernen Fertigung der Höcker Tochter DPU Sp.z o.o. im polnischen Strzegom. Eine weitere Nie-
derlassung befindet sich in Hamburg. Die hohe Fertigungstiefe sichert eine hohe Flexibilität und kurze
Lieferzeiten bei wettbewerbsfähigen Kostenstrukturen. Moderne automatisierte Blechbearbeitungszen-
tren und handwerkliche Fertigung arbeiten dabei Hand in Hand. Ein eigener Steuerungsbau und das
komplette Engineering mit eigenen Fachleuten sorgen für eine hohe Funktionssicherheit und den zuver-
lässigen weltweiten Support.
23 Casting Online Magazine 2021 | 08Brikettieren Briquetting
Recyclingerlöse Kühlmittelkosten Recycling revenues Coolant costs
Ganz einfach rentabel. Simply profitable.
Hochwertige Kühlmittel- Automatischer Optionale Hub-/
Briketts rückgewinnung Betrieb Kippeinrichtung
Jetzt informieren und = höhere = bis zu 95% geringere = niedrige = leichtes
Probepressung anfordern! Recyclingerlöse Kühlmittelkosten Personalkosten Materialhandling
Testen Sie Ihr Material und die Briquettes Coolant Works Optional lifting
Brikettierleistung der BrikStar of high quality recycling automatically and tilting device
Metallbrikettierpressen kostenlos
= higher revenues = up to 95% less = low staff costs = easy
und unverbindlich durch Probe- costs for coolant material handling
pressungen bei uns im Werk.
Weitere Informationen erhalten Sie bei:
Daniel Börger, Fon +49 (0)170 570 556 6
Höcker Polytechnik GmbH
Borgloher Straße 1 ▪ 49176 Hilter a.T.W. ▪ Germany
Fon +49 (0) 5409 405 0 ▪ info@hpt.net
w w w. h o e c ke r- p o l y te c h n i k . d e
00INTERNATIONALE MESSEN
2021
International Die-casting Foundry & Metal Kielce
Industrial Furnace Exhibition, Guangzhou, China 19. - 21. Oktober 2021
16. - 18. September 2021 Fachmesse für Gießereitechnik
www.julang.com.cn www.targikielce.pl
ALUMINIUM 2021 Düsseldorf InterMold Thailand Bangkok
28. - 30. September 2021 02.- 04. November 2021
Die Weltleitmesse für Aluminium Fachausstellung und Konferenz für den
und seine Anwendungsindustrien Werkzeug- und Formenbau
https://www.aluminium-messe.com www.intermoldthailand.com
EMO Mailand
04. - 09. Oktober 2021 Formnext, Frankfurt
Weltleitmesse für Werkzeugmaschinen 16. – 19. November 2021
und Metallbearbeitung Fachmesse für additive Fertigung und
www.emo-milan.com industriellen 3d-Druck
www.mesago.com
International Metal Technology (IMT) Jakarta
13. - 15. Oktober 2021 Metal Expo Moscow
Internationale Messe für Gusstechnologien 09. – 11. November 2021
und Gießereiprodukte International Industrial Exhibition
https://imt-indonesia.com/ www.matel-expo.ru
STAND AUGUST 2021
Bitte auf jeweiliger Website in Abhängigkeit
der Corona Situation auf eventuelle Addit EXPO 3D
Verschiebungen achten! 24. - 27. November 2021
Internationale Fachmesse für additive Fertigung
und 3D-Druck in Kiew
www.iec-expo.com.ua
00
25 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
082022
Euroguss Nürnberg Ankiros Istanbul
18. - 22. Januar 2022 06. - 08. Oktober 2022
Fachmesse für Druckguss Fachmesse für die professionelle Hüttenindustrie
www.euroguss.de www.ankiros.com
IFEX Chennai Turkcast Istanbul
20. - 22. Jänner 2022 06. - 08. Oktober 2022
Internationale Ausstellung für Gießereitechnik, Internationale Messe für Gießerei-Produkte
Ausrüstung und Zubehör www.turkcast.com.tr
www.ifexindia.com
Control Stuttgart The 74th World Foundry Congress
03. – 06. May 2022 BEXCO, Busan, Republic of Korea
Internationale Fachmesse für 6th - 20th October 2022
Qualitätssicherung http://www.74wfc.com/
www.control-messe.de
CastForge Stuttgart METEC India Mumbai
21. - 23. Juni 2022 23. - 25. November 2022
Fachmesse für Guss- und Schmiedeteile mit Internationale Fachmesse für metallurgische
Bearbeitung Technologie, Produkte und Dienstleistungen
https://www.messe-stuttgart.de/castforge/ www.metec-india.com
Moulding Expo Stuttgart
21. - 23. Juni 2022 2023
Messe für Werkzeug-, Modell- und Formenbau
www.messe-stuttgart.de
Gifa, Metec, Thermprocess Düsseldorf
12. - 16. Juni 2023
Internationale Gießereifachmesse,
Fachmesse für Metallurgie, Fachmesse
Fond-Ex Brünn für Thermoprozesstechnik
03. - 07. Oktober 2022 | www.thermprocess.de
Internationale Gießereifachmesse www.metec.de
www.bvv.cz/fond-ex www.gifa.de
26Whether student or engineer
Whether scientist or user
Whether university professor or investor
HERE YOU CAN FIND WHAT YOU’RE LOOKING FOR
GIESSEREILEXIKON.COM is worldwide the most extensive
tool based on German technology standards and available in
the English and German languages.
www.aagm.de
Stationärer Durchlaufwirbelmischer in der Ausführung Doppelgelenk, Känguru,
höhenverstellbar mit einer Leistung von 20 – 50t/h bei Quarzsand und 8 – 25t/h bei
Chromitsand
CONTACT
FOUNDRY TECHNOLOGIES SALES & MARKTING
& ENGINEERING GMBH +43 664 3148044
regina.hasse@fte-foundry.com
+41 52 620 10 56 office@ident-it.at
info@fte-foundry.com ident-it.at
FOUNDRY-LEXICON.COMSie können auch lesen