3D Druck - State of the Art - Seminar Unterlagen - UNTERLAGEN ZUM THEMA 3D DRUCK - STATE OF THE ART BRAINSEEKER 04.03.2021 HAMBURG - Heinkel Group
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

3D Druck – State of the Art – Seminar Unterlagen UNTERLAGEN ZUM THEMA 3D DRUCK – STATE OF THE ART BRAINSEEKER 04.03.2021 HAMBURG


ZUSAMMENFASSUNG
Zusammenfassung
Dieses Seminarskript bietet eine Grundlage für den Einstieg in das Thema 3D Druck. Nach der Lektüre
des Skriptes kennen Sie die grundlegenden Verfahren des 3D Drucks, Sie wissen, was kann mit einem
3D Drucker gedruckt werden und welche Materialen können dafür verwendet werden. Die Inhalte
sind so aufbereitet, dass das Thema 3Druck einer breiten Zielgruppe, vom Schüler*in bis zum Mana-
ger*in, nähergebracht wird. Es werden keine Vorkenntnisse zum Thema 3D Druck benötigt, um die-
sem Seminar folgen zu können.
Das Seminar enthält Informationen zu folgenden Themen:
• Wie ist 3D Druck definiert: Was ist 3D Druck und was nicht?
• In welchen Bereichen wird 3D Druck eingesetzt?
• Geschichte des 3D Drucks: Wann wurde dieses Verfahren erfunden und das erste Mal ange-
wendet?
• „State of the Art“: Aktuelle Beispiele aus der Industrie. Was ist möglich?
• 3D Druck-Verfahren: Welche technischen Möglichkeiten gibt es, was sind die Vor- und Nach-
teile?
• Materialien: Welche Materialien können verwendet werden, um ein 3D Druck zu erstellen
• 3D Druck Software
• 3D Druck Dienstleister
INHALTSVERZEICHNIS Inhaltsverzeichnis Zusammenfassung ............................................................................................................. 3 Inhaltsverzeichnis .............................................................................................................. 4 Abbildungsverzeichnis ....................................................................................................... 6 Abkürzungsverzeichnis....................................................................................................... 8 Einleitung .......................................................................................................................... 9 1 3D Druck - Beispiele ..............................................................................................10 1.1 Das größte 3D gedruckte Boot der Welt ....................................................................... 10 1.2 Haus aus dem 3D Drucker ............................................................................................. 11 1.3 Massenproduktion eines Elektroautos .......................................................................... 13 1.4 Raketentriebwerk aus dem 3D Drucker ........................................................................ 14 1.5 Werkstückträger in der Produktion BASF und ZF Friedrichshafen ............................... 15 1.6 Open Source im 3D Druck.............................................................................................. 16 1.7 Food 3D printing ............................................................................................................ 17 2 3D Druckverfahren................................................................................................18 2.1 Stereo-Liographieverfahren (SLA, STL) .......................................................................... 18 2.2 Digital Light Processing-Verfahren (DLP) ....................................................................... 19 2.3 Fused Deposition Modeling-Verfahren (FDM) .............................................................. 20 2.4 Fused Filament Fabrication (FFF) ................................................................................... 20 2.5 Selective Laser Sintering (SLS) ....................................................................................... 21 2.6 Selective Laser Melting (SLM) / Direct Metal Laser Sintering (DMLS) ........................... 22 2.7 3D-Druck mit Pulver (3DP) ............................................................................................. 22 2.8 Multi Jet Modeling (MJM) / PolyJet Verfahren (PJM) ................................................... 23 2.9 Electron Beam Melting (EBM) ....................................................................................... 24 3 Materialien...........................................................................................................25 3.1 Kunststoffe..................................................................................................................... 25 3.2 Metall............................................................................................................................. 25 3.3 Keramik und Ton............................................................................................................ 25 3.4 Sandstein/Gips ............................................................................................................... 26 3.5 Wachs ............................................................................................................................ 26 3.6 Form der Materialien..................................................................................................... 26 3.7 Filamente für FDM/FFF Verfahren................................................................................. 27

3.7.1 ABS (Acrylnitril-Butadien-Styrol) ................................................................................... 27 3.7.2 PLA (Polylactide) / PHA (Polyhydroxyfettsäure) ............................................................ 27 3.7.3 Lösliche Materialien PVA (Polyvinylacetat) / Hips (High Impact Polystyrol) ................. 28 3.7.4 PET (Polyethylenterephthalat) / PETG (Polyethylenterephthalat + Glykol) ................. 29 3.7.5 Hochleistungs-Kunststoffe (PEEK, PEKK, ULTEM) .......................................................... 30 3.7.6 PP (Polypropylen) .......................................................................................................... 31 3.7.7 Verbundwerkstoffe ........................................................................................................ 31 3.7.8 Flexible Materialien ....................................................................................................... 32 3.8 Resine (Lichtempfindliche Harze) .................................................................................. 32 3.8.1 Standard Resine ............................................................................................................. 32 3.8.2 Schnell Resine ................................................................................................................ 33 3.8.3 Feste Resine ................................................................................................................... 34 3.8.4 Flexible Resine ............................................................................................................... 34 3.8.5 Pflanzen basiertes Resin ................................................................................................ 35 3.8.6 Leuchtresin .................................................................................................................... 36 3.9 Pulver ............................................................................................................................. 36 3.9.1 Polyamide (Nylon) ......................................................................................................... 36 3.10 Alumide.......................................................................................................................... 37 4 Software...............................................................................................................38 4.1 3D Modellerstellung ...................................................................................................... 38 4.2 Topologie-Optimierung ................................................................................................. 38 4.3 Slicing ............................................................................................................................. 39 5 3D Druck Dienstleister ..........................................................................................40 A.1 Literaturarbeiten .................................................................................................................. 41 Literaturverzeichnis ..........................................................................................................41

ABBILDUNGSVERZEICHNIS
Abbildungsverzeichnis
Abbildung 1: 3Dirigo im Wasserbecken, University of Maine, Adam Kuykendall ...................... 10
Abbildung 2: 3D Druck eines zweistöckigen Verwaltungsgebäudes in Warsan nahe Dubai, APIS
COR................................................................................................................................ 12
Abbildung 3: fertig gedrucktes Verwaltungsgebäude, Warsan nahe Dubai, Apis Cor ............... 12
Abbildung 4: Druckdauer ausgewählter Teile des LSEV, Daily Mail ........................................... 13
Abbildung 5: fertig gedrucktes und zusammengebautes Auto LSEV, XEV ................................. 14
Abbildung 6: 3D gedrucktes Raketentriebwerk.......................................................................... 15
Abbildung 7: links, original Teileträgergeometrie; rechts, gewichtsoptimierter Teileträger .... 16
Abbildung 8: Screenshot der Seite www.thiniverse.com ........................................................... 16
Abbildung 9: 3D pizza printer by BeeHex , Medium ................................................................... 17
Abbildung 10: 3D printed candies sugarlab3d, dude ................................................................. 17
Abbildung 11: Prinzip des SLA-Verfahrens ,3druck.com ............................................................ 19
Abbildung 12: Objekt mit dem SLA Verfahren gedruckt. Stützstrukturen an dem Objekt,
verhindern das Abbrechen der Figur während dem Druckprozess. Raphael S.,
3dnatives.com ............................................................................................................... 19
Abbildung 13: Prinzip des FDM/FFF Verfahrens, 3druck.com .................................................... 20
Abbildung 14: Prinzip des SLS-Verfahrens, 3dfruck.com............................................................ 21
Abbildung 15: Prinzip des PJM/MJM Verfahrens, 3druck.com .................................................. 23
Abbildung 16: by 3Druck.com .................................................................................................... 24
Abbildung 17: 3D-Druckerzeugnis aus ABS, all3dp..................................................................... 27
Abbildung 18: 3D Objekte aus PLA-Filamenten, 3dnatives ........................................................ 28
Abbildung 19: ABS Druckerzeugnis mit Stützstruktur aus HIPS, all3dp ...................................... 29
Abbildung 20: PLA-Druck mit wasserlöslicher PVA-Stützstruktur .............................................. 29
Abbildung 21: 3D Objekte mit PET-Filament gedruckt ............................................................... 30
Abbildung 22: Modell mit PETG gedruckt, all3dp....................................................................... 30
Abbildung 23: industriell einsetzbare Teile dem Material PEEK, Vision Miner .......................... 31
Abbildung 24: aus PP gedruckter Behälter, 3dnatives.com ....................................................... 31
Abbildung 25: Eifelturm gedruckt aus flüssigem Resin (Harz), all3dp ........................................ 33
Abbildung 26: Objekte mit schnellem Resin gedruckt ,all3dp.................................................... 33
Abbildung 27: Click gedruckt aus einem festen belastbaren Resin, all3dp ................................ 34
Abbildung 28: Trinkflasche mit flexiblem Resin gedruckt .......................................................... 35
Abbildung 29: Figuren aus biologisch abbaubarem Resin gedruckt, all3dp ............................... 35
Abbildung 30: Figur mit Stützstrukturen aus Leuchtresin, all3dp .............................................. 36
ABBILDUNGSVERZEICHNIS Abbildung 31:, Sculpteo.............................................................................................................. 37 Abbildung 32:Werkzeuge aus Alumid Pulver, 3dnatives ............................................................ 37 Abbildung 33: Vom 3D Modell (links) zum Topologie optimierten Bauteil (rechts) .................. 38 Abbildung 34: ganz links: konventionell gefertigtes Teil, rechts: Topologie optimierte Teile .. 39

ABKÜRZUNGSVERZEICHNIS
Abkürzungsverzeichnis
3D dreidimensional
SLS Selective Laser Sintering, Laser Sinterverfahren
SLM Selective Laser Melting, Laser Schmelzverfahren
EBM/EBAM Electron Beam Melting, Electron Beam Additive Manufacturing, El-
ektronenstrahlschmelzen
FDM Fused Deposition Modeling
FFF Fused Filament Fabrication, Schmelzschichtung
STL, SLA Stereolithografie
DLP Digital Light Processing
MJM Multi Jet Modeling, Polyjet Verfahren
FTI Film Transfer Imaging
SLT Scan-LED-Technologie
ABS Acrylnitril-Butadien-Styrol
PLA Polylactic Acid
EINLEITUNG Einleitung Der Begriff 3D Druck ist nicht mehr wegzudenken aus vielen Industriezweigen und inzwischen auch bei Privatanwendern sehr populär. Doch was genau ist 3D Druck? Der Begriff setzt sich zusammen aus 3D „dreidimensional“ und „Druck“, vom Verb drucken. Diese beiden Worte beschreiben sehr gut die Grundidee der additiven Fertigung. Unabhängig davon welches 3D Druck Verfahren eingesetzt wird, werden sehr dünne Materialschichten aufeinander „gedruckt“ und durch verschiedene Metho- den zu einem fertigen „3D“ Objekt verbunden werden. Als Basismaterial für den 3D Druck kann z.B. Plastik, Keramik, Ton, Glas, Metall verwendet werden. Die Verbindung der einzelnen Schichten findet durch verschiedene physikalische oder chemische Schmelzprozesse statt. Diese additive Fertigung steht im Gegensatz zu den klassischen, in der Industrie eingesetzten Verfah- ren, wie dem Urformen, Umformen oder dem subtraktiven Fertigungsverfahren. Urformen beschreibt z.B. verschiedene Gussverfahren in denen ein flüssiges/zähes/breiiges Material in einer Form durch Aushärten die Geometrie des gewünschten Produktes annimmt. Zu diesen Ver- fahren zählt z.B. das Spritzgussverfahren. Beim Umformen wird ein vorhandenes Material aus Metall oder Kunststoff gezielt plastisch in eine andere Form gebracht. So werden viele flächige Bauteile wie Karosserie oder Felgen mittels Umfor- men hergestellt. Bei subtraktiven Fertigungsverfahren wird dem Rohling Material weggenommen. Beispiele hierfür sind z.B. das Schnitzen von Holz, Fräsen, Drehen an einer Drehbank. Der Nachteil der drei genannten Verfahren gegenüber der additiven Fertigung ist, dass das Bauteil nach dem ersten Bearbeitungsschritt noch weiterbearbeitet werden muss, so müssen z.B. Löcher gebohrt und Gewinde geschnitten werden. Bei der additiven Fertigung können Löcher und Gewinde gleich mitgedruckt werden. Ein weiterer großer Vorteil des 3D Drucks gegenüber den klassischen Fertigungsverfahren ist, dass, durch den Einsatz moderner Software, Bauteile gewichtsoptimiert werden können. Durch genaue Berechnungen des Kraftflusses durch das Bauteil, kann das Bauteil optimiert gefertigt werden. Auch massiv anmutende Strukturen können so gedruckt werden, dass sie innen hohl oder nur ein filigranes Stützgerüst enthalten. Gerade diese Leichtbaukonstruktion macht den Einsatz von 3D Druck in der Luftfahrtindustrie so interessant. Es gibt allerdings auch Nachteile des 3D Drucks. Die Geschwindigkeit, mit der aktuelle Drucker ein fertiges Objekt herstellen, ist nach wie vor langsamer als bei einer Produktion mit traditionellen Ver- fahren. 3D Druck eignet sich also eher für den Prototypenbau oder die Kleinserienfertigung. Bei einigen 3D Druckverfahren ist die Oberflächenbeschaffenheit nicht vergleichbar mit einem Spritz- gussteil. Nur durch Nachbearbeitung ist es möglich eine glatte Oberfläche zu erreichen. Der 3D Druck wird permanent weiterentwickelt und auch umweltfreundlicher. Inzwischen werden schon ganze Fahrzeuge in Serie mit vielen 3D gedruckten Teilen hergestellt (siehe Kapitel 1.3). In Zukunft wird der 3D Druck immer mehr an Bedeutung gewinnen, da es erhebliche Kosteneinspa- rungen in der Produktion und der Logistik gibt.
3D DRUCK - BEISPIELE Aus dem gleichen Ausgangsmaterial kann mit dem gleichen Drucker eine Vielzahl an verschiedenen Formen und Geometrien gedruckt werden. In herkömmlichen Produktionsansätzen ist dieser Ansatz, wenn überhaupt nur mit sehr hohem Aufwand möglich. Es ist nicht nötig ganz Produktionslinien für ein neues Produkt umzustellen. Hohe Kosten für das Anpassen von Maschinen und Produktionsan- lagen bei Umstellung der Fertigungsstraße auf ein neues Produkt entfallen. Somit steigt zukünftig der Wert des Wissens um die Konstruktion des Produkts gegenüber den Maschinen, die für die Fer- tigung benötigt werden. 3D Druck erlaubt eine nachfragegesteuerte Produktion. Dadurch werden keine großen Lagerkapazi- täten mehr benötigt für z.B. Ersatzteile, da sie bei Bedarf vor Ort gedruckt werden können. Somit entfällt auch der Transport einer Vielzahl an Bauteilen, was wiederum einen positiven Einfluss auf die CO2-Bilanz des 3D Drucks hat. 1 3D Druck - Beispiele In diesem Kapitel soll ein Überblick gegeben werden, welche spannenden Projekte bereits mit 3D Druckern umgesetzt wurden. 1.1 Das größte 3D gedruckte Boot der Welt An der Universität Maine wurde das weltweit größte 3D gedruckte Boot hergestellt. Es ist 7,62m lang, wiegt 2,2 Tonnen und schwimmen kann es auch. Die Forscher tauften das Boot „3Dirigo“. Her- gestellt wurde das Boot im eigens umgebauten größten FDM 3D Drucker. Das Boot wurde in nur einem Stück gefertigt. Der Druck dauerte insgesamt 3 Tage bis zur Fertigstellung. Ein sehr interes- santes Zeitraffer Video des 3Drucks kann man sich hier anschauen: https://composites.um- aine.edu/3dirigo-the-worlds-largest-3d-printed-boat/. Dort wird der komplette Druck des Bootrumpfes gezeigt. Interessant ist auch, dass man die 3D gedruckten Stützstrukturen sieht. [1] Abbildung 1: 3Dirigo im Wasserbecken, University of Maine, Adam Kuykendall
3D DRUCK - BEISPIELE Als Werkstoff diente ein Materialmix aus Kunststoff und Cellulosefasern. Die effiziente Fertigung durch das Einsparen von vielen Arbeitsschritten, der nachhaltige Materialmix und die Möglichkeit so große Strukturen zu erschaffen, bescherte der Universität eine staatliche Förderung von 20 Million US-Dollar. Damit soll die Entwicklung von noch nachhaltigeren Methoden vorangetrieben werden. [2] 1.2 Haus aus dem 3D Drucker Normalerweise dauert der Rohbau eines Hauses mehrere Wochen und es werden viele Arbeiter be- nötigt. Nicht so in Warsan, Dubai in den Vereinigten Arabischen Emiraten. In dieser Vorzeigestadt in der Wüste, wird an neuen urbanen Konzepten geforscht. So wurde hier das erste Haus mit einem Outdoor 3D Drucker erstellt. 2019 wurde das größte je in 3D gedruckte Haus eröffnet. Das fertige Gebäude ist 9,5m hoch und hat eine Gesamtfläche von 640 qm. Nur 15 Personen arbeiteten an die- sem Projekt. Als Material diente eine Art Öko-Zement des arabischen Startup Renca, dem man nachsagt, dass er besonders umweltfreundlich und leicht zu verarbeiten sei. Der 3D Druck Prozess ist dabei sehr ähnlich zu den üblichen Verfahren. Der Drucker legt Schicht um Schicht übereinander. Dabei härtet der Zement schnell genug aus, sodass die nächste Schicht auf eine feste Grundlage „gedruckt wird“. So entsteht innerhalb kurzer Zeit das Mauerwerk für ein gan- zes Gebäude. In diesem Zeitraffervideo (https://www.youtube.com/watch?v=69HrqNnrfh4&feature=emb_logo) kann man sich die imposante Entstehung des größten je in 3D gedruckten Hauses beobachten. Sehr interessant dabei ist auch zu sehen, wie die Stützstrukturen in der Wand bedarfsgerecht an jede Biegung angepasst sind. So kann im Gegensatz zum herkömmlichen Bau mit Ziegelsteinen viel Mate- rial gespart werden. [3] [4]
3D DRUCK - BEISPIELE [5] Abbildung 2: 3D Druck eines zweistöckigen Verwaltungsgebäudes in Warsan nahe Dubai, APIS COR So sieht das fertige Haus aus: [6] Abbildung 3: Fertig gedrucktes Verwaltungsgebäude, Warsan nahe Dubai, Apis Cor
3D DRUCK - BEISPIELE 1.3 Massenproduktion eines Elektroautos Das Besondere an dem folgenden Projekt ist, dass 3D Druck nicht nur in der Klein-Serienproduktion eingesetzt, sondern in einer wirklichen Massenproduktion angewandt wird. Elektrofahrzeuge sind an sich schon ein Innovationstreiber, aber das italienische Startup XEV (X Electrical Vehicle) und das chinesische Unternehmen Polymaker bringen die Entwicklung geneinsam auf eine neue Stufe. Das Ziel dieser Kooperation ist eine Fahrzeugmassenproduktion mit 3D gedruck- ten Teilen, um Kosten, Zeit und Gewicht einzusparen. Im ersten Halbjahr 2021 sollen die ersten Se- rienfahrzeuge auf den Markt kommen. Elektronische Fahrzeuge bieten neue Möglichkeiten des Bauteildesigns von Interieur und Exterior. So gibt es keine Hitze wie beim Verbrennermotor, deshalb kann auch ein Mantel aus Kunststoff in Betracht gezogen werden. Abgesehen von Reifen, Scheiben, Karrosserie und Sitzen konnten die sonst üblichen 2000 Bauteile eines handelsüblichen KFZs auf 57 3D gedruckte Bauteile reduziert werden. Dies bedeutet auch in der Montage einen enormen Vorteil. Der gesamte Fertigungsprozess dauert nur 3 Tage. Das Fahrzeug hat eine Maximalgeschwindigkeit von 70 km/h bei einer Reichweite von 150km pro Akkuladung. Somit ist dieses Fahrzeug eher ein kleiner City Flitzer, als ein Fahrzeug für Langstrecken. Aus China gibt es schon über 7000 Vorbestellungen. [7] Hier ein eindrucksvolles Video von Polymaker über den Elektroflitzer LSEV von XEV (https://www.y- outube.com/watch?v=llqAvDLjVCw). [8] Abbildung 4: Druckdauer ausgewählter Teile des LSEV, Daily Mail
3D DRUCK - BEISPIELE [9] Abbildung 5: fertig gedrucktes und zusammengebautes Auto LSEV, XEV 1.4 Raketentriebwerk aus dem 3D Drucker Sogar in der Raumfahrt soll 3D Druck kommerziell eingesetzt werden. Orbex ist ein privates Raumfahrtunternehmen in England mit dem Ziel kleine bis mittlere Trägerra- keten für Satelliten zu produzieren. Da der Kostendruck hoch ist, entschied man sich das Triebwerk der Rakete 3D zu drucken. 2019 wurde das additiv gefertigte Triebwerk der Öffentlichkeit vorgestellt. Bisher wurde das Triebwerk nur am Boden getestet, aber das Ziel ist die Verwendung im Weltraum. Diese Herausforderung wurde zusammen mit dem deutschen Unternehmen SLM Solutions gemeis- tert. Das Resultat ist ein Triebwerk, welches doppelt so schnell wie mit einer herkömmlichen Produkti- onsweise produziert werden konnte. Es soll sogar möglich sein die Kosten der Herstellung um 90% zu reduzieren. Im Laser Melting Verfahren wurde das Triebwerk gefertigt. Als Ausgangsmaterial diente eine spezi- elle Nickellegierung, die auf Metallpulver basiert. [10] [11]
3D DRUCK - BEISPIELE
[12]
Abbildung 6: 3D gedrucktes Raketentriebwerk
1.5 Werkstückträger in der Produktion BASF und ZF
Friedrichshafen
3D Druck kann nicht nur bei dem Endprodukt selbst zum Einsatz kommen. Es können auch Werk-
zeuge für die traditionelle Produktion mittels 3D Druck hergestellt werden. Dies wird im Englischen
„Rapid Tooling“ genannt.
Der Vorteil einer Werkzeugproduktion in der additiven Fertigung liegt auf der Hand. Es müssen keine
Ersatzwerkzeuge gelagert oder angefordert werden, sondern man druckt einfach ein neues.
Dadurch, dass das Werkzeug nicht aus dem vollen Material gefräst/gedreht wird, ist eine Gewichtser-
sparnis möglich. Durch den 3D Druck wird nur Material an Stellen verwendet, wo es der Stabilität
zuträglich ist.
ZF Friedrichshafen setzt auf Rapid Tooling bei der Herstellung von Zahnrädern.
Für die traditionelle Herstellung von Zahnrädern in einer Fertigungsstraße benötigt man einen Teile-
träger, auf welchen das Zahnrad montiert wird. So ist das Zahnrad von allen Seiten zugänglich.
Da es jährlich etwa 15 neue Zahnradvarianten gibt, benötigt man auch dementsprechend 15 neue
Teileträgergeometrien.
Ursprünglich wurden die Teileträger im Spritzgussverfahren erstellt.
Die Firma BASF bietet verschiedene Ausgangsmaterialien, wie zum Beispiel Gemische aus Metall und
Plastik. So kann schon beim Ausgangsmaterial an Gewicht gespart werden. Zusätzlich konnten Volu-
mina, die nicht für die Kraftübertragung relevant sind bei der additiven Fertigung vernachlässigt wer-
den. In Abbildung 7 ist links der alte Teileträger aus Spritzguss und rechts der neue Träger aus dem
3D Drucker. Der neue Träger wird nun aus zwei Elementen gefertigt, welche mit einer Schraube ver-
bunden werden. Die Gewichts- und Kostenersparnis, so wie die Zeitersparnis bei der Entwicklung
eines neuen Teileträgers sind deutlich [13]3D DRUCK - BEISPIELE [14] Abbildung 7: links, original Teileträgergeometrie; rechts, gewichtsoptimierter Teileträger 1.6 Open Source im 3D Druck Für Privatanwender gibt es viele Möglichkeiten an kostenfreie 3D Modelle zu gelangen. Auf der Seite 3D-Druckvorlagen – Über 1 Mio. kostenlose 3D-Drucker-Vorlagen (3d-grenzenlos.de) findet man eine Sammlung an Links zu Seiten, die Druckvorlagen gegen Bezahlung oder kostenlos anbieten. So findet man beispielsweise auf der Seite Thingiverse - Digital Designs for Physical Objects kosten- lose 3D Modell zum Download und selbst drucken. Darunter befinden sich Spielzeuge, kleine Haus- haltshelfer oder auch Schmuck. [15] Abbildung 8: Screenshot der Seite www.thiniverse.com
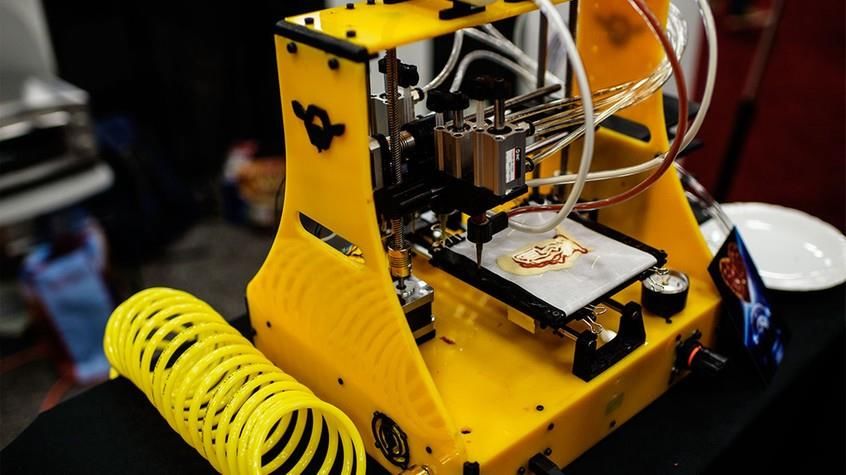
3D DRUCK - BEISPIELE 1.7 Food 3D printing Auch im Bereich Lebensmittel gibt es einen wachsenden Trend zu 3D Druckern. So wurde ein Pizzadrucker der Marke „BeeHex“ einst von der NASA in Auftrag gegeben, damit Ast- ronauten sich selbst Pizza zubereiten konnten. Seit der ersten Entwicklungsstufe des Pizza Druckers ist es BeeHex gelungen die Zeit eines kompletten Pizza Drucks von sechs auf eine Minute zu reduzie- ren. Das Unternehmen entwickelt sich ständig weiter und bietet inzwischen auch 3D Drucker Desserts zu verzieren. [16] [17] [18] Abbildung 9: 3D pizza printer by BeeHex , Medium Es gibt auch weitere 3D Drucker, die speziell für den Lebensmittelmarkt entwickelt wurden. So druckt die Firma Sugarlab 3D Süßigkeiten. [19] [20] Abbildung 10: 3D printed candies sugarlab3d, dude
3D DRUCKVERFAHREN
2 3D Druckverfahren
Grundsätzlich gibt es viele 3D Druckverfahren, die man grob in drei Kategorien einteilen kann:
- Stereo-Litographieverfahren mit flüssigen Materialien
- Extrusionsverfahren mit geschmolzenen Feststoffen
- Pulverbasierte Verfahren
Voraussetzung für jedes Verfahren ist, dass das zu druckende 3D Modell in dünne Schichten, die für
das jeweilige Verfahren geeignet sind, aufgeteilt wird. Diese Schichten sind so dünn, dass man fast
sagen könnte sie sind nur zweidimensional. Der Laserdrucker legt dann die Schicht für Schicht aufei-
nander, sodass ein dreidimensionales Gebilde entsteht.
Unabhängig vom genutzten Verfahren, kann es notwendig sein, dass Stützstrukturen mit gedruckt
werden müssen, damit dass gedruckte Objekt nicht während des Druckprozesses ins ich zusammen-
fällt. Nach dem Druck werden die Stützstrukturen entfernt. Stützstrukturen sind im Video zum „3Dri-
gio“ Boot zu sehen in Kapitel 1.1 oder in Abbildung 12.
2.1 Stereo-Liographieverfahren (SLA, STL)
Es ist das erste 3D Druckverfahren überhaupt wurde 1984 vom dem Amerikaner Chuck Hull erfunden
und patentiert. SLA bedeutet StereoLithogradie Apparatus, STL steht für STereoLithografie
Dieses Verfahren arbeitet auf Basis von flüssigem UV-empfindlichen Kunststoff (Photopolymere).
Eine Plattform wird in flüssiges UV-härtbares Harz getaucht. Eine Plattform wird in dem Harzbehälter
versenkt, sodass sich zwischen der Plattform und dem lichtdurchlässigen Harzbehälterboden weni-
ger als 1mm Flüssigkeit befindet. Ein Umlenkspiegel lenkt nun einen Laserstrahl so, dass ein Abbild
der ersten Schicht auf die Flüssigkeit projiziert wird. Diese vom Laser getroffene Schicht härtet aus
und verbindet sich mit der Plattform. Nun wird die Druckplattform um eine Schichtdicke nach oben
bewegt, damit sich eine neue Schicht flüssiger Kunststoff zwischen der ersten Schicht und dem Be-
hälterboden ansammelt. Danach wird die zweite Schicht vom Laser belichtet. Vom Laser getroffene
Bereiche verbinden sich mit der darüber liegenden Schicht. Schicht um Schicht wiederholt sich dieser
Prozess, bis das Objekt fertig gedruckt ist. Bei diesem Verfahren wird das Objekt „kopfüber“ ge-
druckt.
Die Materialkosten für das Photopolymer sind höher als bei anderen Druckverfahren. Dafür wird
aber eine deutlich höhere Druckqualität erreicht als bei anderen Verfahren mit Kunststoffen.3D DRUCKVERFAHREN [21] Abbildung 11: Prinzip des SLA-Verfahrens ,3druck.com [22] Abbildung 12: Objekt mit dem SLA Verfahren gedruckt. Stützstrukturen an dem Objekt, verhindern das Abbrechen der Figur wäh- rend dem Druckprozess. Raphael S., 3dnatives.com 2.2 Digital Light Processing-Verfahren (DLP) Dieses Druckverfahren ist der Stereolitographie sehr ähnlich, aber kostengünstiger in der Durchfüh- rung. Anstatt eines Lasers wird bei dieser Variante ein DLP-Lichtprojektor verwendet. Einige Projekte verwenden auch einen normalen Beamer für dieses Verfahren.
3D DRUCKVERFAHREN 2.3 Fused Deposition Modeling-Verfahren (FDM) Dieses Verfahren wurde 1988 von Scott Rump entwickelt und zum Patent angemeldet, außerdem wurde die Abkürzung FDM von seiner Firma Stratasys geschützt. Dieses Verfahren arbeitet mit geschmolzenen oder zähflüssigen Materialien. Am populärsten ist der Druck mit Kunststoffen wie ABS oder PLA. Der Druck funktioniert ähnlich wie eine bewegliche Heißklebepistole. Ein Plastikfilament, häufig aufgerollt auf einer Spule, wird lang- sam in eine beheizte Düse, auch „Extruder“ genannt, eingeführt und dabei angeschmolzen. Die Düse legt nun das angeschmolzene Filament auf eine Plattform. Es gibt Drucker, die entweder die Platt- form in X und Y Richtung verschieben können oder den Extruder um die Schichten auf die Plattform zu legen. Die Druckgeschwindigkeit und Temperatur des Extruders muss an das Druckmaterial ange- passt werden. Ist die erste Schicht erhärtet wird die nächste Schicht daraufgelegt. Mit diesem Prinzip ist es auch möglich andere zähflüssige Materialien zu drucken wie z.B. Lebens- mittel, Beton, Gips. [23] Abbildung 13: Prinzip des FDM/FFF Verfahrens, 3druck.com 2.4 Fused Filament Fabrication (FFF) Als das Patent für das FDM Verfahren auslief, war aber weiterhin die Abkürzung FDM von der Firma Stratasys geschützt. Deshalb musste ein neuer Name für das altbekannte Verfahren erfunden
3D DRUCKVERFAHREN werden. Dadurch, dass das FDM-Verfahren nun nicht mehr geschützt war, haben sich mehrere Her- steller und die Open Source Hardware Community Reprap [24] diesem Verfahren angenommen und Weiterentwicklungen daran vorgenommen. Vom Prinzip her ist die Druckmethode aber noch die gleiche wie beim FDM. 2.5 Selective Laser Sintering (SLS) Ein sehr aktuelles Verfahren im Bereich der additiven Fertigung ist der Druck mit dem Ausgangsma- terial Pulver. Das Druckmaterial liegt in Pulverform vor. Es kann auch Kunststoff aber aus Metall, Keramik oder Sand bestehen. Das Pulver liegt auf einer nach unten verfahrbaren Plattform. Während ein Laser Schicht für Schicht auf das Pulver belichtet, wird nach jeder Schicht die Plattform mit einer neuen Schicht des Pulvers versorgt. Dies geschieht indem nach jeder Schicht eine Walze eine neue dünne Schicht des Pulvers auf die Bauplattform bewegt. Der Laser verbindet die Pulverpartikel unter einer Schutzatmosphere. Beim Sintern ist die Lasertemperatur nicht hoch genug die Partikelteile komplett zu verschmelzen. Es entstehen kleine Hohlräume zwischen den versinterten Partikeln, die zu einer gewissen Porosität des gedruckten Objekts führen. Der Vorteil beim Druck mit dem Ausgangsmaterial Pulver ist, dass keine Stützstrukturen für das Bau- teil nötig sind. Die lasergesinterten Bauteil liegen im Pulver und werden nach dem Druckprozess von Pulverrückständen befreit. Überschüssiges Pulver kann für den nächsten 3D Druck wieder verwendet werden. [25] Abbildung 14: Prinzip des SLS-Verfahrens, 3dfruck.com
3D DRUCKVERFAHREN
Ein Nachteil des SLS-Verfahrens mit einem Laser ist, dass die gedruckten Objekte eine raue Oberflä-
che haben, die in der Branche Orangenhaut genannt wird. Diese Oberflächen sind für die Serienfer-
tigung unbrauchbar und es wird eine aufwendige Nachbehandlung nötig. Grund für dieses Problem
sind Schrumpfungen des verwendeten Materials beim Abkühlen zwischen zwei Sinter-Prozessen.
Diesen Nachteil des SLS-Verfahrens wurde im Jahr 2020 von dem Forschungslabor „Materialise“ [26]
im belgischen Leuven gelöst. Mit Hilfe eines zweiten Lasers wird die frisch gesinterte Schicht „warm“
gehalten, so dass sie nicht zu sehr abkühlt zwischen zwei Sinterprozessen. [27]
2.6 Selective Laser Melting (SLM) / Direct Metal Laser
Sintering (DMLS)
1994 wurde das DMLS Verfahren von der Firma EOS patentiert. 1995 führte das Frauenhofer-Institut
den Begriff SLM ein. Diese beiden Verfahren arbeiten ähnlich. Auch wenn der Name DMLS das Wort
Sintering enthält, handelt es sich jedoch bei beiden Verfahren um ein Verschmelzen der Metallpar-
tikel durch Laser.
Der Unterschied zwischen Sintern und Schmelzen ist, dass beim Schmelzen die Lasertemperatur hö-
her ist, sodass die Partikel von einem festen in einen flüssigen Zustand übergehen und keine Hohl-
räume in der Struktur entstehen.
Unter einer Schutzatmosphere wird nun wie beim SLS Verfahren, Schicht für Schicht auf einer mit
Pulver belegten Bauplatte gedruckt. Die Schichtdicke ist zwischen 20 – 60 µm.
Anders als beim SLS Verfahren, müssen bei SLM/DMLS Stützstrukturen mitgedruckt werden. Da sie
bei den hohen verwendeten Temperaturen Verzugserscheinungen beim Abkühlen verringern.Nach
dem Druckprozess wird das überschüssige Pulver abgesaugt und die Stützstrukturen werden ent-
fernt. Ein Polierprozess am Ende verbessert die Oberflächenqualität.
SLM/DMLS ist eines der wenigen Verfahren, die in Serienproduktion eingesetzt werden, da die Qua-
lität der Teile vergleichbar ist mit gegossenen oder zerspanten Teilen.
Bereiche der Luftfahrt, Automobilbranche und Medizin sind an dieser Technologie sehr interessiert.
Quelle: [28]
2.7 3D-Druck mit Pulver (3DP)
Dieses Verfahren verwendet das gleiche pulverförmige Ausgangsmaterial wie das SLS-Verfahren. Al-
lerdings wird hier kein Laser verwendet, sondern ein oder mehrere Druckköpfe so wie bei einem 2D
Drucker. Dieser Drucker verteilt Bindemittel nach Vorlage des digitalen Schichtmodells auf einer dün-
nen Pulverschicht, die auf der Bauplattform aufgetragen ist. Danach wird wieder eine dünne Pulver-
schicht aufgetragen und der Druckkopf druckt die zweite Schicht. Diese Schritte werden wiederholt,
bis das Objekt fertig gedruckt ist.
Dieses Verfahren arbeitet hauptsächlich mit Kunststoffpulver, Gips, Keramik oder Glas.3D DRUCKVERFAHREN Die gedruckten Objekte müssen oft noch nachbehandelt werden um verfestigt oder gegen Feuchtig- keit geschützt zu werden. Die Auflösung hängt von der Feinheit des Ausgangspulvers ab. 2.8 Multi Jet Modeling (MJM) / PolyJet Verfahren (PJM) MJM und PJM beschreiben das gleiche Verfahren. Dieses Verfahren ist ähnlich dem 3DP Verfahren. Ein Druckerkopf verteilt einen flüssigen Kunststoff Schicht für Schicht auf der Bauplatte. Jede Schicht wird direkt von einer UV-Quelle im Druckkopf nicht komplett ausgehärtet, sodass sich die nächste gedruckte Schicht des Kunststoffs gut mit der darunter liegenden Schicht verbindet. Nach dem Druck einer Schicht wird die Bauplattform um eine Schichtdicke nach unten verfahren. Dadurch, dass sehr kleine Schichtdicken möglich sind (16 - 32 µm), können sehr detaillierte Modelle erstellt werden. Es ist möglich verschiedene Kunststoffe, separiert in unterschiedlichen Behältern im Druckkopf, gleichzeitig zu drucken. Nach dem Druck muss das Objekt nochmal vollständig in UV-Licht ausgehär- tet werden. [29] Abbildung 15: Prinzip des PJM/MJM Verfahrens, 3druck.com Quellen: [30], [31]
3D DRUCKVERFAHREN 2.9 Electron Beam Melting (EBM) Dieses Verfahren funktioniert sehr ähnlich wie das SLS. Als Ausgangsmaterial wird auch Pulver ver- wendet, allerdings wird für den „Verklebeprozess“ kein Laserstrahl verwendet, sondern ein Elektro- nenstrahl, der unter Vakuum die Materialpartikel zusammenschmilzt. Gegenüber dem SLS Verfah- ren, kann auch Metall mit sehr hohen Schmelzpunkten wie z.B. Titan verwendet werden. Die Druckresultate haben bei EBM Geräten oft eine schlechtere Auflösung als bei SLS Geräten, aber durch Nachbearbeitung kann die Oberflächenbeschaffenheit verbessert werden. Außerdem ist der Druckvorgang beim EBM schneller als beim Laser sintern. [32] Abbildung 16: by 3Druck.com Quellen: [33] [34] [35]
MATERIALIEN 3 Materialien 3.1 Kunststoffe Kunststoffe im 3D Druck sind besonders im Prototypenbau und bei Privatanwendern sehr beliebt. Durch die Vielzahl an Kunststoffen ist es möglich 3D Objekte mit ganz unterschiedlichen Eigenschaf- ten herzustellen. Der Erfolg von Kunststoff als Ausgangsmaterial hat viele Gründe. Da Kunststoff ein sehr beliebtes 3D Druck Material ist gibt es viel Wissen über die Handhabung dieses Materials im Internet zu finden. Die Preise für Kunststofffilamente sind, im Vergleich zu anderen Ausgangsmaterialien, relativ gering Verarbeitung von Kunststoff als Filament ist möglich in dem Druckverfahren FDM/FFF, als Pulver im SLS Verfahren und in flüssiger Form im SLA Verfahren. 3.2 Metall Dieses 3D Druck Material wird in der Medizin, Automobilindustrie sowie Luft- und Raumfahrt ver- wendet. Kleinserien von komplizierten Bauteilen (siehe Kapitel 1.4) sind aus diesem Material gut zu realisieren. Noch sind die 3D gedruckten Metallteile nicht ganz so belastbar wie traditionell durch Urformen und Fräsen hergestellte Bauteile. Aber sie haben einen entscheidenden Vorteil gegenüber traditionell gefertigten Bauteilen: Schweißnähte können vermieden werden. Diese Schweißnähte sind eine potenzielle Schwachstelle im fertigen Produkt. Als Metalle können z.B. Titan, Aluminium, Nickel, Kupfer, Silber, Gold oder Edelstahl verwendet wer- den. Üblicherweise arbeiten Metall-3D-Drucker mit dem SLS/SLM/DMLS Verfahren. Da diese Drucker sehr teuer sind, werden sie meist nur in der Industrie und Forschung benutzt. 3.3 Keramik und Ton Keramik und Ton sind im verarbeitenden Gewerbe in der Kunst (Schmuck), in der Medizin (künstliche Zähne) und in der Forschung als 3D Druckmaterial zu finden. Wichtig zu wissen ist, dass bei 3D Druck mit Keramik immer noch ein Nachbearbeitungsschritt notwendig ist. Die sogenannten „Grünkörper“ müssen nach dem Druck in einem Brennofen bei Temperaturen über 1000°C gebrannt werden um die finale Härte, Optik und Temperaturstabilität zu erhalten.
MATERIALIEN
3.4 Sandstein/Gips
Sandstein/Gips eignet sich für die Herstellung von Konzeptmodellen und auch für den beliebten 3D
Druck von 3D-Personen-Scans. Dieses Material eignet sich sehr gut dafür, denn nach dem Druck des
Modells lässt sich das Objekt mit einem Colorjet-Drucker einfärben. Da dieses Material mit der Zeit
seine Farbe verliert, ist es ratsam das 3D Objekt mit Epoxidharz nachzubearbeiten.
3.5 Wachs
Die mit Wachs 3D gedruckten Objekte, dienen als Rohling zur Gussform Erstellung. Diese Gussformen
wiederum dienen dazu Objekte aus Metall wie z.B. Schmuck oder Goldzähne herzustellen.
Das 3D gedruckte Stück Wachs wird Ton gepresst. Beim Brennvorgang verbrennt das Wachs vollstän-
dig oder Reste werden herausgekratzt. In die gebrannte Tonform lässt sich nun flüssiges Metall gie-
ßen. Nach Erkalten wird die Tonform zerschlagen und übrig bleibt das Metall-Abbild des Wachs 3D
Drucks.
3.6 Form der Materialien
1. Feststoffe in Form von Filament
Filament stammt vom lateinischen Wort filum = Faden, Garn. Das Filament wird auf Basis
von verschiedenen Plastikarten hergestellt, unter Umständen wird noch ein Zusatz aus Ver-
bundstoffen, Metallen, Holz hinzugefügt, um bestimmte Eigenschaften zu erreichen.
Diese Filamente werden beim FDM/FFF Verfahren benutzt. In einem Druckdurchgang kön-
nen, unter der Voraussetzung der 3D Drucker besitzt mehrere Extruder, unterschiedliche
Filamente für den Druck eingesetzt werden. So kann zum Beispiel eine harte Trägerstruktur
mit gummiartigen Elementen gedruckt werden.
2. Flüssige Harze (Englisch Resin)
Eine Vielzahl an verschiedenen lichtempfindlichen Harzen (Resine). Die Verwendung von
Harzen ermöglicht sehr detaillierte Objekte mit glatten Oberflächen zu erstellen. Allerdings
sind die möglichen Farben sehr begrenzt. Die Harze sind flüssige Kunststoffe und basieren
auf den gleichen Materialien wie die Feststofffilamente. Stützstrukturen müssen oft verwen-
det werden. Ein Mischen der Harze ist nicht möglich. So ist es nicht möglich in einem Druck-
vorgang mehrere Materialien zu drucken. Im Gegensatz zu dem Feststoff FDM/FFF – Druck
ist eine aufwendige Nachbearbeitung der 3D Objekte nötig. Das fertig gedruckte Objekt
muss mit Ultraschall oder einem anderen Waschsystem von Resin-Rückständen befreit wer-
den. Um stabile und langlebige Objekte zu erhalten, sollte noch eine UV-Nachbelichtung in
einer Aushärtungskammer stattfinden. Im Vergleich zu Filamenten ist dieser Ausgangsstoff
teuer.MATERIALIEN
3. Pulver
Im SLS und SLM-Verfahren werden verschiedene Pulver als Ausgangsmaterial verwendet.
Dieses Pulver kann aus verschieden Materialien bestehen wie z.B.: Metall, Kunststoff, Gips,
Keramik. Auch Mischungen der Pulver sind möglich. Beim Pulververfahren gibt es den Nach-
teil, dass sich Pulverreste aus Hohlräumen meist nur durch kleine Löcher mit Druckluft ent-
fernen lassen.
3.7 Filamente für FDM/FFF Verfahren
3.7.1 ABS (Acrylnitril-Butadien-Styrol)
Aus diesem Material werden auch Legosteine hergestellt. Außerdem wird dieses Plastik auch in der
Karosserie und im Haushalt verwendet. ABS wird hauptsächlich als Filament verwendet, es kann aber
auch in Pulverform vorliegen.
ABS hat eine Drucktemperatur zwischen 160 - 230°C und kann als fertiges Objekt Temperaturen von
-20 – 80°C ertragen. Dieses Material bietet eine gute Festigkeit. Beim Drucken muss die Druckplatt-
form beheizt werden, da es beim Abkühlen schrumpft. Ein 3D Drucker mit geschlossenem Gehäuse
wird empfohlen, da beim Drucken Partikel freigesetzt werden und es nach verbranntem Plastik rie-
chen kann. Das Material ist nicht biologisch abbaubar.
[36]
Abbildung 17: 3D-Druckerzeugnis aus ABS, all3dp
3.7.2 PLA (Polylactide) / PHA (Polyhydroxyfettsäure)
PLA ist ein Material, dass aus nachwachsenden Rohstoffen wie Maisstärke (Zuckerrohr- und Tapioka-
varianten sind ebenfalls möglich) gefertigt wird. Dieses Material ist unter Privatanwendern sehr
beliebt. Im Gegensatz zu ABS ist dieser Stoff biologisch abbaubar. Das Filament wird bei 190 – 230°C
gedruckt. Die Schrumpfung beim Aushärten ist zu vernachlässigen, deshalb ist keine beheizteMATERIALIEN
Bauplattform nötig. Allerdings ist das Material aufgrund der schnellen Aushärtegeschwindigkeit nicht
einfach zu handhaben. Bei Kontakt mit Wasser kann das Material beschädigt werden.
PHA ist kein reines 3D Druck Material, sondern nur ein optionaler Zusatz in PLA Filamenten, um das
3D Objekt UV-resistenter und temperaturbeständiger zu machen.
[37]
Abbildung 18: 3D Objekte aus PLA-Filamenten, 3dnatives
3.7.3 Lösliche Materialien PVA (Polyvinylacetat) / Hips (High
Impact Polystyrol)
Manchmal werden Stützstrukturen nicht aus dem gleichen Material gedruckt wie das Design Objekt.
Um ein sauberes Entfernen der Stützstrukturen zu ermöglichen gibt es die löslichen Materialien PVA
und HIPS als Filament.
HIPS hat ähnliche Eigenschaften wie ABS und wird deshalb oft damit kombiniert. Nach dem Druck
kann das Stützmaterial in einem Bad aus Limonene gelöst werden. Diese Chemikalie ist allerdings
hautreizend.
PVA hingegen hat Ähnlichkeiten mit PLA und wird gerne damit verwendet. PVA kann in einem einfa-
chen Wasserbad aufgelöst werden.MATERIALIEN
[38]
Abbildung 19: ABS Druckerzeugnis mit Stützstruktur aus HIPS, all3dp
[39]
Abbildung 20: PLA-Druck mit wasserlöslicher PVA-Stützstruktur
3.7.4 PET (Polyethylenterephthalat) / PETG (Polyethylenter-
ephthalat + Glykol)
Dieses Material ist bekannt von Einwegflaschen. Es ist ein ideales Filament für Objekte, die mit Le-
bensmittel in Kontakt kommen. Es gibt das Filament meist lichtdurchlässig in verschiedenen Farben.
Die optimale Drucktemperatur ist 75 – 90°C. Beim Drucken wird kein Geruch abgegeben. Genau wie
Einwegflaschen sind Objekte aus diesem Filament zu 100% recyclebar.
Eine Weiterentwicklung dieses Filaments ist das PETG. Das Material besteht aus dem gleichen Grund-
material wie PET, allerdings mit dem Zusatz von Glykol, um das Material weniger spröde zumachen.MATERIALIEN [40] Abbildung 21: 3D Objekte mit PET-Filament gedruckt [41] Abbildung 22: Modell mit PETG gedruckt, all3dp 3.7.5 Hochleistungs-Kunststoffe (PEEK, PEKK, ULTEM) Im Rahmen der ständig fortschreitenden Entwicklung der 3D-Drucktechnologie wurden neuartige Hochleistungs-Kunststoffe hergestellt. Diese haben ähnliche Eigenschaften wie Metalle. So haben sie eine viel höhere mechanische und thermische Beständigkeit als andere Kunststoffe und gleichzeitig sind sie leichter als Metalle. Diese Eigenschaften machen die Kunststoffe PEEK, PEKK und ULTEM so interessant für die Medizin, die Luft- und Raumfahrt und die Automobilbranche. Die FDM/FFF Dru- cker müssen allerdings eine Drucktemperatur an der Extrusionsdüse von 350°C aufweisen und eine mit mindestens 230°C beheizte Bauplatte besitzen. Gedruckt werden sollte nur in einer geschlosse- nen Kammer. Diese Kunststoffe sind auch in Pulverform erhältlich.
MATERIALIEN [42] Abbildung 23: industriell einsetzbare Teile dem Material PEEK, Vision Miner 3.7.6 PP (Polypropylen) PP ist ein in der Industrie und auch im Alltag weitverbreiteter Kunststoff, der eine hohe Ermüdungs- beständigkeit aufweist. Durch die hohe Zähigkeit, einer guten chemischen und Temperaturbestän- digkeit eignet sich ein Filament aus diesem Material, um Ersatzteile oder belastbare Prototypen her- zustellen. Durch den hohen elektrischen Widerstand des Materials können Gehäuse für elektroni- sche Komponenten gedruckt werden. Das Material bricht nicht, auch wenn es wiederholt gebogen wird. Scharniere sollte man deshalb aus diesem Material drucken. [43] Abbildung 24: aus PP gedruckter Behälter, 3dnatives.com 3.7.7 Verbundwerkstoffe Es gibt verschiedene Verbundstoffe meist auf Basis von PLA. So gibt es zahlreiche Filamente, die mit zusätzlichen Materialien angereichert sind: holzgefüllt, metallgefüllt, steinmehlgefüllt, mit Leucht- stoffen gefüllt und carbongefüllt.
MATERIALIEN Gerade die holz-, leuchtstoff und -metallgefüllten Filamente werden hauptsächlich für die Optik des Objekts verwendet. Ein Objekt aus metallgefülltem Filament, besitzt nicht die Stabilität und Tempe- raturunempfindlichkeit eines LSM Metallpulver Drucks. Carbongefüllte Filamente weisen tatsächlich eine höhere Stabilität auf, ohne ein nennenswert höhe- res Gewicht zu haben. Es gibt auch Filamente, die mit anderen Fasern wie Kevlar oder Glasfaser be- füllt sind. Alle diese Verbundstoffe haben, je nach Hersteller, unterschiedliche Bezeichnungen und Mischver- hältnisse. 3.7.8 Flexible Materialien Es gibt nicht nur harte Filamente, sondern auch gummiartige flexible Filamente. Diese werden auf Basis von TPE (thermoplastischer Elastoplaste) oder TPU (thermoplastischer Polyurethan) hergestellt ist. Mit diesen Materialien ist es möglich auf einem FDM/FFF 3D Drucker mit zwei separaten Extru- dern Modelle zu drucken, die aus Hartplastikteilen und gummiartigen Teilen bestehen. [44] Abbildung 25: flexible „gummiartige“ Filamente 3.8 Resine (Lichtempfindliche Harze) Resine werden praktisch nur mit SLA-Druckern verwendet. 3.8.1 Standard Resine Standard Resine sind die Allrounder unter den Harzen. Sie eignen sich für die Erstellung von konzep- tionellen Modellen, Prototypen und Kunst. Die Standard Resine sind in unterschiedlichen Farben erhältlich und sollten nur in gut belüfteten Räumen verwendet werden, da sie einen ziemlich unangenehmen Geruch verströmen.
MATERIALIEN [45] Abbildung 25: Eifelturm gedruckt aus flüssigem Resin (Harz), all3dp 3.8.2 Schnell Resine Ein Resin das schnell aushärtet. Ein weiterer Vorteil, neben der Zeitersparnis ist, dass durch die schnelle Aushärtung noch weiche Elemente des Objekts beim Entfernen aus dem Resin-Bad keine Zeit zum Schrumpfen oder Verformen haben. Dieses Resin sollte überall dort eingesetzt werden, wo Präzision gefragt ist. [46] Abbildung 26: Objekte mit schnellem Resin gedruckt ,all3dp
MATERIALIEN 3.8.3 Feste Resine Diese Resine sind dem ABS (siehe oben) sehr ähnlich und weisen eine hohe Schlagfestigkeit auf. Dies macht dieses Resin ideal, um belastbare Funktionsteile zu drucken [47] Abbildung 27: Click gedruckt aus einem festen belastbaren Resin, all3dp 3.8.4 Flexible Resine Es ist auch möglich Resine zu verwenden, die nach dem Druck sehr flexibel und „gummiartig“ sind. Die Druckresultate sind ähnlich flexibel wie Objekte gedruckt mittel FDM/FFF und einem TPU-Fila- ment (siehe Kapitel 3.7.8). Diese Resine werden oft unter der Bezeichnung „flex“ geführt.
MATERIALIEN [48] Abbildung 28: Trinkflasche mit flexiblem Resin gedruckt 3.8.5 Pflanzenbasiertes Resin Durch die Verwendung von pflanzlichen statt chemischen Bindemitteln wird das Druckerzeugnis um- weltfreundlicher, da es biologisch abbaubar ist. Die pflanzlichen Bindemittel werden aus Sojabohnen und ähnlichen Pflanzen hergestellt. [49] Abbildung 29: Figuren aus biologisch abbaubarem Resin gedruckt, all3dp
MATERIALIEN 3.8.6 Leuchtresin Mit diesem Resin ist es möglich Objekte zu drucken, die im Dunkeln leuchten, wenn Sie vorher mit Licht bestrahlt wurden. [50] Abbildung 30:Figur mit Stützstrukturen aus Leuchtresin, all3dp 3.9 Pulver Pulver werden in der SLS oder MJM Druck-Verfahren verwendet. 3.9.1 Polyamide (Nylon) Polyamid-Pulver ist ein beliebtes Ausgangsmaterial für den 3D-Druck mit SLS-Verfahren. Aufgrund seiner Nahrungsmittelechtheit kann dieses Material auch für Objekte die mit Lebensmitteln in Kon- takt kommen verwendet werden. 3D Objekte aus Polyamid besitzen gute mechanische Eigenschaften, die das Material branchenüber- greifend interessant machen. Die Stabilität, Stoßfestigkeit, Steifigkeit und Flexibilität werden in der Luft- und Raumfahrt, der Automobilbranche, der Robotik und der Medizin verwendet.
MATERIALIEN [51] Abbildung 31:, Sculpteo 3.10 Alumide Alumide sind eine Mischung aus Polyamid Pulver und Aluminium Pulver. Objekte, die aus diesem Werkstoff hergestellt werden, haben eine leicht poröse Oberfläche, eine hohe Festigkeit und eine Temperaturbeständigkeit von bis zu 172°C. Objekte aus diesem Material eigen sich gut für Kleinse- rien. [52] Abbildung 32:Werkzeuge aus Alumid Pulver, 3dnatives Quellen: [53] [54] [55] [56]
SOFTWARE 4 Software 4.1 3D Modellerstellung 3D Modelle für den 3D Druck können in jeder beliebigen CAD Software erstellt werden. Es gibt viele hochpreisige professionelle Software Lösungen wie z.B. Solid Works von Dassault oder Solid Edge von Siemens. Es gibt aber auch eine Reihe von kostenloser Software für den Privatanwender. So gibt es z.B. von Solid Edge auch eine kostenlose Studentenversion. Weiterhin gibt es für jedermann kos- tenlose Programme, die noch nicht mal installiert werden müssen, da sie Browserbasierend sind, wie: Sketchup free, Tinkercad, Vectary. In diesen Programmen erstellt man zunächst ein 3D-Objekt. Dies geschieht entweder über eine 2D- Zeichnung, die anschließend extrudiert wird, oder indem man ein direktes 3D-Objekt zeichnen. Wich- tig ist, dass das erstellte 3D Modell abgeschlossen ist und keine Lücken enthält. Nach der Modellerstellung ist es möglich eine Topologie-Optimierung durchzuführen (siehe unten). 4.2 Topologie-Optimierung Die additive Fertigung bietet Möglichkeiten, die in traditionellen Fertigungsmethoden nicht möglich sind. So ist es möglich mithilfe von Computerprogrammen die Festigkeit und/oder die Masse eines Bau- teils zu optimieren. Dies geschieht durch Computerprogramme, welche den Kraftfluss durch ein 3D Objekt berechnen und anschließend Vorschläge unterbreiten an welchen Stellen der Geometrie Ma- terial weggenommen werden kann, ohne dass die Belastbarkeit des Objekts beeinträchtigt wird. Dank moderner Berechnungsmethoden wird die Materialverteilung in dem durch die Geometrie vor- gegebenen Volumen optimiert. Diese Optimierung wird Topologie-Optimierung genannt. [57] Abbildung 33: Vom 3D Modell (links) zum Topologie optimierten Bauteil (rechts) Verschiedene Softwareprogramme beherrschen diese Berechnungsmethode: Ansys Discovery von CADFEM, Inspire von SolidThinking, Within Labs von Autodesk, Tosca von Dassalut Systems, Netfabb von AUTODESK, Simufact Additive von Simufact.
Sie können auch lesen