BigHead Einbetten Anwendungs Leitfaden
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
bigHead® Einbetten Anwendungs Leitfaden

«every bigHead® is perfectly engineered.»

Inhalt
3 Wann bette ich einen bigHead ein?
Was beim Einbetten / einer Integration in den Her-
4 –10
stellungsprozess zu beachten ist
11 – 14 Montage mit bigHeads
15 – 19 Richtwerte eingebetteter bigHeads
Wann bette ich einen bigHead ein?
Sie möchten einen bigHead
verwenden?
Für eine Anwendung mit Durchgangsloch
haben wir möglicherweise Angebote, die
besser geeignet sind als die Produkte des
JA Kernsortiments. Kontaktieren Sie uns, wir
Ist ein Durchgangsloch im
Trägermaterial / der Trägerkom- helfen Ihnen gerne den idealen Befestiger
ponenten erlaubt? für Ihre Anwendung zu identifizeren.
NEIN
Das Bauteil besteht aus einem Das Bauteil besteht aus einem metalli-
Polymer-, Verbund-, Form- oder schen oder nicht gegossenem Material.
Gusswerkstoff.
NEIN
Muss der bigHead mechanisch Verkleben Sie den bigHead nachträglich auf
in oder auf der Komponente Ihrer Komponente oder ziehen Sie eine
fixiert werden? andere nachträgliche Fixierung Ihres big-
JA Heads auf der Komponente in Betracht.
© Bossard / bigHead® / de / 12-2020 /
DAS EINBETTEN DES BIGHEADS IST FÜR IHRE ANWENDUNG AM BESTEN GEEIGNET.
3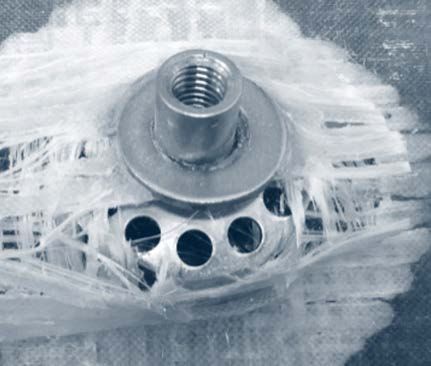
Gängige Methoden zur Integration in
den Herstellungsprozess
Einbringen in Werkzeugform Laminieren / Befüllen Formgebender Prozess Fertige Komponente
Offene Verfahren / Handlaminieren Press-, Injektionsverfahren (Langfaserverstärkt) Press-, Injektionsverfahren
Gängige Herstellungsprozesse und
Materialien
Offene Verfahren Press-, Injektionsverfahren Press-, Injektionsverfahren
Handlamminieren RTM RIM-Verfahren
Matte aus geschnittener Glas- Komplexes Glasfaser Gewebe (Reaction Injection Moulding) oft
faser (Combi mat) PU/ PUR Polyurethan (PU), Po-
Polyester Polyester/ Vinyl-Ester lyurethan + Glas Fasern (PUR)
Vakuum-Infusions-Verfahren Compression-Moulding SMC/ BMC/ DMC
Gewebte Glasfasern & Non- Gewobene Glas & Kohlenstoff Geschnittene Glas & Kohlen-
Crimp Fabrics (NCF) Fasern stoff Fasern
Polyester/ Vinyl-Ester/ Epoxid Epoxid, Polyamid, Polypropylen Polyester, Vinyl-Ester & Epoxid
Prepreg/ Tape Laying LCM-Verfahren (Liquid Com- Spritzgiess-Verfahren (Injec-
Ungerichtete Kohlenstoff pression Moulding) tion Moulding) Kurze (
Integration in den Herstellungspro-
zess – Positionierung des bigHeads
A
B C
Positionierungs Techniken
D Es gibt vielfältige Möglichkeiten, um big-
Heads innerhalb einer Komponente oder
innerhalb des Formwerkzeugs vor der
Verarbeitung zu positionieren. Hier einige
Beispiele:
Mechanische Vorrichtungen (A) oder Laser-
projektion (B) zur Platzierung von bigHeads
an der richtigen Position.
Alternativ wäre die Verwendung bestimmter
Vorrichtungen (C) oder Features (D) inner-
halb des Werkzeugs denkbar. Werkzeugvor-
richtungen können auch eine Dichtungslö-
© Bossard / bigHead® / de / 12-2020 /
Bitte kontaktieren Sie uns für weitere Be- sung bieten, die insbesondere in Kombination
ratung oder technische Unterstützung zu mit speziellen bigHead Produkten, das
diesem Thema. Eindringen von Harz/Polymer in Gewinde-
befestigungen während der Verarbeitung
verhindert.
5Integration in den Herstellungsprozess –
Einarbeitung in Faser-/Gewebeverstärkung
Fasern/Gewebe durchstossen
Es kann eine Herausforderung
sein, bigHeads während des
Laminier- oder Vorformprozes-
ses schnell und einfach durch
Verstärkungsmaterialien zu füh-
ren. Um diesen Anforderungen
gerecht zu werden, bieten wir
Sonderlösungen / Sonderanfer-
tigungen auf Anfrage.
Abdichtung des Gewindes
Es gibt verschiedene Möglich-
keiten, das Gewinde gegen das
Eindringen von Harz / Polymer
abzudichten. Gerne informieren
wir Sie über mögliche Produkt-
ausführungen.
Implementierung in Laminier-
/ Vorformverfahren
Das Einbinden eines bigHeads
in Laminier- oder Vorformpro-
zesse erfolgt normalerweise in
Handarbeit und kann Verstär-
kungsfasern stören – in vielen
Fällen ist ein Patch eine schnel-
lere und einfachere Methode,
den bigHead einzubetten.
© Bossard / bigHead® / de / 12-2020 /
6Einarbeitung in geschlossene
Formverfahren
Eindringen von Harz/Polymer in
Gewinde
Bestimmte Formprozesse
erfordern einen hohen Druck
innerhalb der Form / des Werk-
zeugs. Dieser hohe Druck kann
dazu führen, dass Harze oder
Polymere in Gewindeabschnitte
des mitverarbeiteten bigHeads
eindringen. Gerne helfen wir
Ihnen dabei, dieses Problem zu
vermeiden.
Integration im Werkzeug
Die Integration von bigHeads in
den Formprozess des Materi-
als erfordert eine Methode zur
Positionierung und Fixierung
des bigHeads. Gerne unterstüt-
zen wir Sie in der technischen
Umsetzung und zeigen Ihnen
unsere Sonderlösungen auf.
Füllen der Perforationslöcher
Stellen die Perforationslöcher
in den Produkten des Kernsor-
timents bei der Integration eine
Herausforderung dar? Treten
Sie gerne mit uns in Kontakt.
Wir beraten Sie gerne bezüglich
alternativer Produktangebote.
© Bossard / bigHead® / de / 12-2020 /
7Allgemeine Design-Überlegungen
Anschraubdom / Verstärkungsrippen Die Einbettung der Kopfkomponente in das Mate-
bigHead Gewindebuchsen benötigen KEINE gro- rial reicht aus um einen sicheren Befestigungs-
ssen Anschraubdome oder Stützmaterial um das punkt herzustellen.
Gewinde.
Dünne Trägerkomponenten zu riskieren. Mittels einer leichten Erhöhung der
Wenn das Substrat weniger als 3mm dick ist, kann Materialstärke im Bereich des Befestigers kann
es schwierig sein, den bigHead vollständig einzu- dies vermieden werden.
betten, ohne Fliessstörungen oder gar Ausbruch
© Bossard / bigHead® / de / 12-2020 /
8Werkzeuganpassungen
A B C
Bei der Einbettung von bigHead Befestigungssystemen sind die Öffnungsrichtung der Werkzeuge sowie Fliesslinien
zu berücksichtigen. Wird die Achse des bigHeads mit dem die Öffnungsrichtung (A) ausgerichtet, minimiert sich die
Komplexität des Werkzeugs. Die Geometrie der Komponente sowie das Baugruppendesign erfordern möglicher-
weise eine axiale Ausrichtung der bigHeads in eine andere Richtung (B), um ein Auswerfen zu verhindern. Je nach
möglicher Werkzeugauslegung sind Einzelsegmente mit jeweils axialer Öffnungsrichtung eine gute Lösung um auch
komplexe Bauteile zu realisieren (C).
D E F
Wo es notwendig ist, die Achse des bigHeads in eine andere Richtung als die Auswurfsrichtung auszurichten (D),
können einziehbare Positioniervorrichtungen eine Lösung darstellen (E). Diese können den bigHead während der
Verarbeitung lokalisieren und sich anschliessend wieder zurückziehen, um die gegossene Komponente anschlies-
© Bossard / bigHead® / de / 12-2020 /
send aus dem Werkzeug heraus lösen zu können (F)
Bitte kontaktieren Sie uns, wenn Sie Beratung hierzu wünschen.
9Toleranz Anforderungen an
Design und Anwendung
Zu berücksichtigen bei Design Zu berücksichtigen bei Design Überlegungen bzgl. Automati-
und Werkzeugauslegung: und Werkzeugauslegung: sierung: Gibt es eine Anforde-
Einbetten mit bündigem Einbettungshöhe wird durch rung an die Konzentrizität des
Abschluss an Schulterbund. Länge des Befestigers festgelegt. Befestigungselements?
Kombinierte
Schulter & Kopf
Höhe ± Toleranz Einbettungs- Länge Befes- Einbettungs-
höhe des tiger höhe des
Kopfes ± Toleranz Kopfes
Berücksichtigen Sie die Ferti-
gungstoleranzen über den gesam-
ten Fertigungsprozess hinweg.
Ideale Konzentrizität Konzentrizität bei maximaler
Toleranzgrenze
Untergrenze & nominal
Prüfen Sie die Empfindlichkeit der = Materialstärke OK
Materialstärke um den bigHead:
Sind die Schichtstärken rund um
das bigHead Befestigungssystem
toleranzkritisch, so berücksichtigen
Sie +/- Toleranzen des bigHeads. Wir Obere Toleranz/Grenze Implikationen für Auto-
= Material zu dünn? matisierungen?
helfen Ihnen gerne weiter mit Daten und
Richtlininen.
Material Kompatibiliät
Auswirkungen auf die elektrische Schutz vor Korrosion / galvanische
Leitfähigkeit/Isolierung? Auswirkungen?
Die Einbettung in Materialien, die Das Einbetten in Materialien die
leitende oder halbleitende Eigenschaf- Kohlenstoffanteile haben, kann unter
ten aufweisen, kann Auswirkungen auf bestimmten Umweltbedingungen
die elektrische Leitfähigkeit/Isolierung Auswirkungen auf die Korrosions-
und die Erdung von Komponenten und beständigkeit des bigHeads haben.
Baugruppen haben. Abhängig von Die Leistung hängt von exakten
den Anforderungen an Ihre konkrete Materialkombinationen und Umwelt-
Anwendung, sollten Sie möglicher- bedingungen ab. Wir empfehlen daher,
weise eine nichtleitende Beschichtung immer geeignete Umweltexposition-
für den bigHead in Betracht ziehen. stests an repräsentativen Mustern
© Bossard / bigHead® / de / 12-2020 /
Kontaktieren Sie uns, wir beraten durchzuführen.
Sie gerne bezüglich möglicher Kontaktieren Sie uns, wir beraten Sie
Beschichtungen! gerne zu speziellen Beschichtungen
Direkter Kontakt zwischen und Korrosionsbehandlungen.
bigHead und leitenden/
halbleitenden Materialien?
(z.B. Carbonfasern oder
leitfähige Pigmente)
10Grundsätzliche Verarbeitungsweise
eingebetteter bigHeads
bigHead Buchse eingebettet Fügepartner positionieren. Fügepartner mit Schraube Montage abgeschlossen.
im Trägermaterial. verbinden.
bigHead Bolzen eingebettet im Fügepartner positionieren. Fügepartner mit Mutter Montage abgeschlossen.
Trägermaterial. verbinden.
© Bossard / bigHead® / de / 12-2020 /
11Welche Kräfte bei der Montage
wirken
A
A
Das Verbinden der Fügepartner Resultierende Zugkräfte Resultierende Torsionskräfte
erzeugt Kräfte im bigHead Liegt die Gegenkomponente auf Während der Verbindung der
Befestiger. Je nach Design können der Schulter des bigHeads auf, Fügepartner kann ein Teil der
ebenfalls Kräfte auf die Kompo- trägt der bigHead die Last, nicht Rotationskraft in das umgebene
nenten / das Material wirken… jedoch das Trägermaterial. Dies Material übertragen werden,
…dies ist nicht derselbe Belas- hängt jedoch von der Dimension insbesondere bei unbeabsichtigtem
tungszustand wie eine Zug- oder der Montagespalten und des Überdrehen des Gewindes. Es ist
Torsionsbelastung, die während Bohrloches ab. unbedingt sicherzustellen, dass
der Anwendung auftritt: Detaillierte Informationen finden das umgebene Material in der
Sie in unserem Leitfaden “bigHead Lage ist, den während der Montage
Kernprodukte in der Anwendung”. aufgebrachten Rotationskräften
standzuhalten.
Daten eingebetter Kerprodukte:
Typische Leistungsdaten finden
Sie auf Seite 17, individuelle
produktspezifische Daten sind auf
Anfrage erhältlich.
© Bossard / bigHead® / de / 12-2020 /
12Deshalb sind die Montagehinweise
von bigHead Befestigern wichtig
T(Nm)
T(Nm) T(Nm)
F (N)
F (N) F (N)
B B
B
A A A
Korrekte Bedingungen: Inkorrekte Bedingungen: Inkorrekte Bedingungen:
Anzubringende Komponente (B) liegt auf Lücke zwischen Trägermaterial mit Die Bohrung in der anzubringenden
der Schulter des bigHead auf UND die eingebettetem bigHead (A) und der Komponente (B) ist grösser als 80~90%
Bohrung ist kleiner als der Durch- anzubringenden Komponente (B) des Durchmessers der bigHead.
messer der Schulter des bigHead. Schulter.
Unter den korrekten Gegebenheiten erzeugt das Anziehen der Mutter mit dem Drehmoment T(Nm) eine resultierende Kraft F(N),
welche die anzubringende Komponente (B) gegen die Schulter des bigHead verspannt.
Das optimale oder maximale Anziehdrehmoment T (Nm) für ein gegebenes Baugruppendesign ist immer abhängig von der
Kombination aus bigHead, zusätzlichen Befestigungselementen (z.B. Mutter, Schraube, Unterlegscheibe), Trägermaterial und dem
zu befestigenden Material und sollte immer durch entsprechende Tests ermittelt und validiert werden.
Bitte kontaktieren Sie uns für weitere Informationen oder Beratung bezüglich Anziehdrehmoment und Montagetests. Wir helfen Ihnen
gerne!
Einflussfaktoren auf Konstruktion und Montagedesign
ÖL
Gewindereibung und Schmiermittel Druck auf das Montagematerial Deformationsrelaxation in der Montage
Die Reibungskoeffizienten des Gewindes Das Anziehen von bigHead Befes- Die Deformationsrelaxation gilt es
und die Verwendung von Schmiermitteln tigern in einer Baugruppe kann zu beachten, wenn die Materialien
in der Baugruppe beeinflussen die eine hohe Druckspannkraft auf die innerhalb der Baugruppe unter
Übertragung von Radialkräften (z.B. ange- Materialien der Baugruppe erzeugen. Druckbelastung zu Deformation neigen
wandtes Drehmoment) in Axialkräfte (z.B. Beschädigung oder gar Versagen der (z.B. thermoplastische Polymere oder
resultierende Kraft). Schwankungen in der Materialien können die Folgen sein. Polymermatrix-Verbundwerkstoffe).
© Bossard / bigHead® / de / 12-2020 /
Kraftübertragung können die Gültigkeit Um das Klemmlastverhalten und die Insbesondere wenn das Material der
von Montageparametern beeinflussen, geeigneten Anzugsparameter/-profile angrenzenden Komponenten bekannter-
bspw. das Anziehdrehmoment. Daher ist für ein bestimmtes Material und eine massen eine Kriechneigung aufweist,
es wichtig, die Werte der Reibungskoef- bestimmte Baugruppenkonfiguration zu müssen unbedingt geeignete Tests
fizienten des Gewindes stets zu klären bestimmen sind in der Regel Anwen- durchgeführt werden, um die Langlebig-
und zu prüfen, ob Schmiermittel in der dungstests erforderlich. keit der Verbindung zu gewährleisten.
Baugruppe verwendet werden.
13Belastung eingebetter bigHeads
Zuglast Scherbeslastung Torsionsbelastung
Zugbelastung tritt typischerweise auf Scherbelastung tritt typischerweise Obwohl es sich um einen relativ
den bigHead und das umgebende auf den bigHead und das umgebende ungewöhnlichen Betriebslastfall
Material während des Betriebs auf, Material während des Betriebs auf, handelt, können Rotationskräfte auf
wenn entgegengesetzte Kräfte auf wenn entgegengesetzte Kräfte auf den bigHead und das umgebende
die befestigten Komponenten in die befestigten Komponenten in Material auftreten, wenn sich die
senkrechten Richtungen zur Ober- Richtungen parallel zur Oberflächen- befestigten Komponenten in ent-
flächenebene und in einer Linie mit ebene wirken. gegengesetzten Richtungen um die
der Achse des Befestigungselements Befestigungselementachse drehen.
wirken.
Hier erklären wir, wie Scher-,
se
r A ch
Zug- und Torsionsbelastungen im
bigHead und/oder dem umgebenen
s tig e
Material erzeugt werden, abhängig
davon, in welche Richtungen die
B ef e
Kräfte während der Anwendung /
im Betrieb wirken.
© Bossard / bigHead® / de / 12-2020 /
Oberfl äche
14Datenübersicht eingebetteter bigHeads
Die bigHead Kernprodukte wurden einer Testreihe unterzogen. Dabei
wurden die Produkte in ein 4,8mm dickes glasfaserverstärktes (GFK),
Vinyl-Ester-Matrix Verbundmaterial in vier unterschiedlichen Konfi-
gurationen eingebettet: tief, mittig, flach eigebettet und überlaminiert
/ gepatcht. Getestet wurde auf Zug-, Scher- und Torsionsfestigkeit.
Die von uns ausgewählten Verstärkungsfasern und Matrixpolymer-
materialien sind allgemein erhältlich und repräsentativ als gängiger
Polymerverbundwerkstoff. Natürlich gibt es eine unendliche Vielzahl
an Kombinationen von Verstärkungs- und Matrixmaterialien, dennoch
können unsere Ergebnisse einen ersten Eindruck vermitteln, wie sich
die Kernprodukte verhalten, wenn sie in unterschiedlichen Tiefen
in ähnliche Materialien oder Laminatkonfigurationen eingebettet
werden.
Bitte beachten Sie, dass die genauen Materialien von Fall zu Fall
evaluiert und getestet werden sollten. Die hier aufgezeigten Daten
vermitteln einen Eindruck, welche Leistungsfähigkeit erwartet
werden kann:
Tief eingebettetet Mittig eingebettet Flach eingebettet Gepatchter bigHead
- bigHead ~80% in ~50% in das Material / ~20% in das Material / mit 1,2 mm dickem Patch
das Material / Laminat Laminat eingebettet Laminat eingebettet eingebettet
eingebettet
© Bossard / bigHead® / de / 12-2020 /
15Testmethoden eingebetteter bigHeads
F bei 1 mm/min
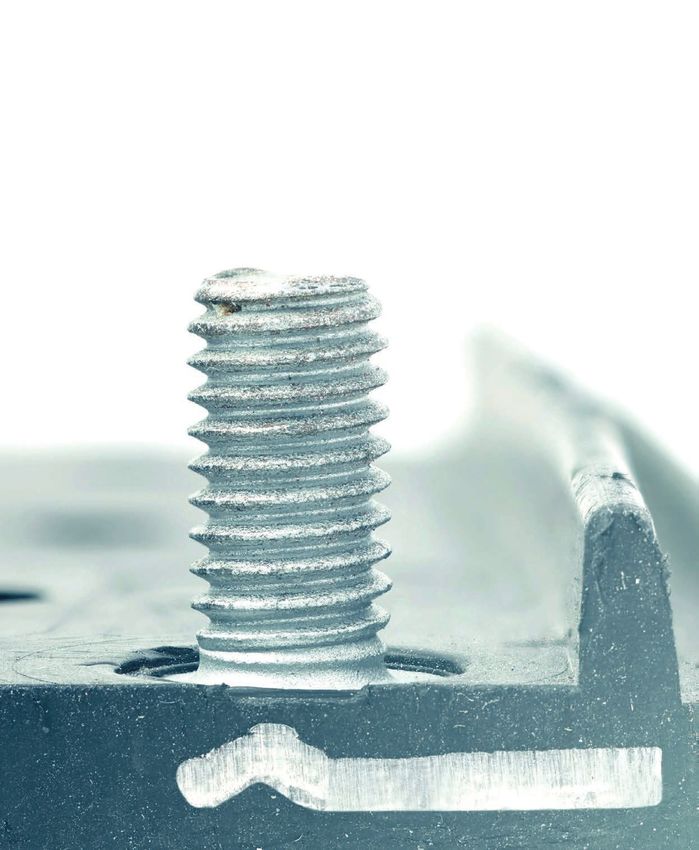
Zugversuch:
Der bigHead wird durch die Öffnung gezogen,
wobei das Trägermaterial niedergehalten wird. Der
Durchmesser der Öffnung wird anhand der Befesti-
gergrösse bestimmt
Ø
Gewindegrössen Öffnung
(Bolzen & Buchse) Ø
M4 34 mm
M6 50 mm
(Auf dem Foto ist eine geklebte Komponente zu sehen) M8 63 mm
Schertest: F bei 1 mm/min
Die bigHead-Befestigung wird montiert und in
der Halterung gesichert. Fixiervorrichtung und
Substratplatte werden mit einem Keil gegriffen und
in entgegengesetzte Richtungen gezogen, um eine
Scherkraft (F) zu übertragen.
Torsionstest:
Mutter und Unterlegscheibe (Bolzen) oder Bolzen und Unterlegscheibe (Buchsen) werden auf den bigHead
montiert. Mutter/Schraube und Unterlegscheibe werden angezogen. Das Trägermaterial wird fixiert.
F
F
© Bossard / bigHead® / de / 12-2020 /
16Erwartete Lasten in der
eingebetteten Anwendung
Diese Tabelle zeigt die kombinierten Prüfergebnisse für Die in dieser Tabelle angegebenen angewandten Torsi-
Bolzen und Buchsen aus Kohlenstoff- und Edelstahl für ons-/Rotationskräfte und der resultierende Rotations-
die gegebene Kombination aus Kopf- und Gewindegrösse. widerstand des eingebetteten bigHeads innerhalb des
Trägermaterials implizieren keinen Widerstand gegen das
Genaue Materialeigenschaften und die Konfiguration des Anzugsdrehmoment der Baugruppe, der immer durch
bigHead Produkts werden diese Ergebnisse erheblich geeignete Montagetests bestimmt werden muss.
beeinflussen. Die aufgezeigten Ergebnisse dienen daher
lediglich einer ersten Orientierung.
* Die Testbeschränkungen für den Schertest verhin-
Bei Zugversuchen gibt die Tabelle die obere Grenze der dern die Bestimmung der Obergrenzen für bigHead
erreichbaren Belastung für die gegebene Kopfgrösse an. Produkte mit der Kombination aus B20 Kopf und M4
Für die Anwendung ist es jedoch wichtig, immer die maxi- Gewindegrösse
mal empfohlenen Zuglastwerte für bestimmte bigHead
Kombinationen zu überprüfen und einzuhalten.
Tiefe Einbettung Mittige Einbettung
Kopfgrösse B20 B30 B38A B20 B30 B38A
Üblicherweise über der max. empfohlenen Überlicherweise über der max. empfohlenen
Spitzenzugkraft (kN)
Zugebelastung für bigHead Produkte Zugebelastung für bigHead Produkte
3~* 9~14 13~20 3~* 8~15 12~17
Spitzen Scherlast (kN) M4 Gewinde M6 Gewinde M8 Gewinde M4 Gewinde M6 Gewinde M8 Gewinde
5~6 22~26 50~70 5~7 21~27 50~75
Spitzen Torsionsbelastung (nM) M4 Gewinde M6 Gewinde M8 Gewinde M4 Gewinde M6 Gewinde M8 Gewinde
Flache Einbettung Gepatcht
Kopfgrösse B20 B30 B38A B20 B30 B38A
Spitzenzugkraft (kN)Empfohlene Maximallasten von bigHead
Kernprodukten
Bei eingebetteten bigHeads unter Zuglast ist es in Unter Scher- oder Torsionsbelastung hat das
der Anwendung manchmal möglich, die maximal Material, in welches eingebettet wurde, einen sehr
empfohlene Schweissnahtbelastungsgrenze hohen Einfluss auf die Gesamtbelastungsgrenzen;
(Max. Weld Load Limits - WLL) des bigHeads zu die Grenzen für die Anwendungs-/In-Betriebsbe-
erreichen. Für Richtwerte zu den Anwendungsbe- lastung von eingebetteten bigHeads in Scher- oder
lastungsgrenzen für eingebettete Kernprodukte, Torsionsbelastung müssen daher immer durch
sehen Sie bitte die Tabelle. → geeignete Tests bestimmt werden.
Maximal empfohlene Schweisnahtbelastung
(WLL) [kN] für Kernprodukte:
Gültig für bigHead Bolzen und Gewindebuchsen
aus Kohlenstoff- und Edelstahl.
Kopf
Gewinde B20 B30 B38A
M4 2 kN 3.5 kN 3.5 kN
M5 4 kN 5 kN 5.5 kN
M6 4 kN 5 kN 6 kN
M8 5 kN 6 kN 8 kN
Hierbei handelt es sich um allgemeine Empfehlungen:
Die tatsächliche Leistung einzelner Kombinationen von
Kopf-/Gewindegrösse kann variieren und sollte stets vor der
Implementierung durch Tests validiert werden.
© Bossard / bigHead® / de / 12-2020 /
18Einzelheiten zu mechanischen Prüfdaten
stehen auf Anfrage zur Verfügung
Testdaten Testmethoden
Der vorliegende Leitfaden zeigt die Ergebnisse Da es keinen formell anerkannten Standard für die
der Testreihe über die bigHead Kernprodukte in Anwendungsprüfung der bigHead Produkte gibt,
vereinfachter Weise auf. Er verfolgt den Zweck sind wir gerne bereit, Informationen auszutauschen
ein allgemeines Niveau an Informationen zur und Ihnen bei der Prüfung von bigHeads und ande-
mechanischen Leistung bereitzustellen, um bei ren Befestigungselementen auf vergleichbare Weise
der Identifizierung potenzieller bigHead Produkt/ zu unterstützen. Dies soll Ihnen helfen, die Auswahl
Klebstoff-Konfigurationen zu helfen. und Qualifizierung Ihrer Befestigungselemente für
Bei Interesse über eine detaillierte Auswertung der verschiedene Anwendungen und Belastungsszena-
Prüfergebnisse kontaktieren Sie uns gerne. rien schnell und einfach zu gestalten.
Muster
Um die Wiederholbarkeit unserer Tests zu gewähr-
leisten, enthält dieses Dokument nur grundlegende
Informationen über die Materialien, Verarbeitungs-
methoden und Techniken zur Herstellung der
Proben, die wir zur Erstellung unserer Einbettungs-
muster verwendet haben. Für alle verwendeten
Materialien sind weitere Einzelheiten zu den
mechanischen Eigenschaften und alle anwendbaren
Verarbeitungsempfehlungen in der Regel in den
technischen Datenblättern der jeweiligen Hersteller
zu finden. Wir sind uns bewusst, dass unsere Pro-
benherstellungsmethoden und -techniken für big-
Head Befestigungselemente einzigartig sein können,
© Bossard / bigHead® / de / 12-2020 /
daher sind wir gerne bereit, weitere Informationen
hierzu zu besprechen oder bereitzustellen.
19www.bossard.com © Bossard / bigHead® / de / 12-2020 /
Sie können auch lesen