DO IT YOURSELF - Sirius Ceramics
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

TECHNIK
Der inhouse 3D-Druck als neuer Baustein in der digitalen Fertigungskette
DO IT YOURSELF
Ein Beitrag von Carsten Fischer, Frankfurt am Main/Deutschland
KONTAKT INDIZES HOMEPAGE
Carsten Fischer
■ ■ 3D-Druck
sirius ceramics ■ Additives Verfahren
Lyoner Straße 44-48 ■ Aufbiss-Schiene
60528 Frankfurt ■ Bohrschablone
ConnectDental@sirius- ceramics.com ■ CAD/CAM
www.sirius-ceramics.com ■ CAD/Cast-Gerüste
■ Individuelle Abformlöffel
■ Modelle
62 – dental dialogue 16. JAHRGANG – 9/15
TECHNIK
Manchmal fängt die Zukunft da an, wo man sie nicht vermutet, zum Beispiel beim Altbe-
kannten „Do it yourself“. Mit CAD/CAM und innovativen Materialien wie Zirkonoxid hat der
allgemeine Strukturwandel der Veränderungsprozess des Berufes „Zahntechnik“ bereits
vor vielen Jahren begonnen. Nun steht mit dem 3D-Druck eine neue Fertigungstechno-
logie zur Verfügung. Der Autor des Artikels beschreibt aus der Warte des Laborinhabers,
wie der 3D-Druck sinnvoll in den Arbeits- und Behandlungsablauf integriert werden kann.
Zudem werden die Fragen beantwortet, wie der 3D-Druck den Fertigungsprozess im Labor
verändert und welche Vorteile diese Technologie dem Zahntechniker bietet.
DD-CODE
■ 67d7u
Einfach diesen dd-Code in das
Suchfeld auf www.dentaldialogue.de
eintragen und zusätzliche
Inhalte abrufen
9/15 – dental dialogue 16. JAHRGANG – 63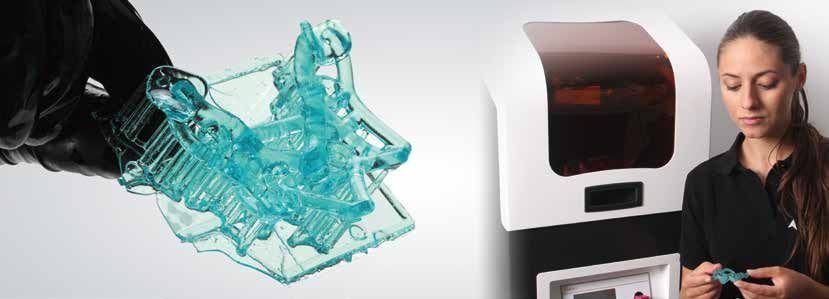
TECHNIK
01 & 02 Beispiele für den 3D-Druck mit dem Varseo von Bego: Ungesägtes Kontrollmodell und individueller Abformlöffel.
Solche Indikationen können sehr präzise und in sehr guter Qualität hergestellt werden. Die veränderte Fertigungstechnologie
hat hier Vorteile gegenüber den subtraktiven Fertigungsverfahren
Seit einiger Zeit gesellt sich zu den Herstel- des Bauteils erfolgt additiv. Verbraucht wird aufeinander aufgebaut, dass ein dreidimen-
lungstechnologien im Dentallabor ein ad- daher – bis auf die Supportstrukturen – nur sionales Objekt entsteht. Gut vorstellbar ist
ditives Fertigungsverfahren: der 3D-Druck. die Materialmenge, die für das Bauteil not- das Prinzip, wenn man sich die 3D-Puzzels
Mit modernen Druckverfahren ergeben sich wendig ist. Wir als Labor erhalten somit mit Motiven vom Eifelturm oder den Py-
neue Denkansätze für den zahntechnischen zusätzlich zur subtraktiven Fertigung eine ramiden von Gizeh ins Gedächtnis ruft.
Workflow. Innovativen Geräten mit einem Technologie, mit der wir jedwede Geometrie Grundsätzlich umschreibt der Oberbegriff
überzeugenden (da vernünftigen) Preis- mit hoher Genauigkeit und aus einer brei- 3D-Druck eine Vielzahl von Fertigungsme-
Leistungsverhältnis ist es zu verdanken, ten Materialvielfalt fertigen können. Das ist thoden und ist ein Sammelbegriff für diverse
dass der Trend beim 3D-Druck zurück zur eine perfekte Ergänzung zum CAM-Fräsgerät. Technologien. Allen gemein ist, dass es sich
eigenständigen Fertigung im Labor geht. So Viele Indikationen können mittels 3D-Druck um Prinzipien des Rapid Prototyping (oder
gewährt zum Beispiel das 3D-Drucksystem in einer höheren Präzision bei geringeren Rapid Manufacturing) handelt. Nachfolgend
Varseo von Bego bei überschaubaren An- Kosten umgesetzt werden, als auf manu- sind die geläufigsten aufgeführt.
schaffungskosten eine hohe Materialvielfalt ellem Weg (Abb. 1 und 2). Dazu gehören
und ein einfaches Handling (Halbautomat). beispielsweise Schienen oder Bohrschab- Poly-Jet-Technologie
Für Dentallabore eröffnet sich so der Zugang lonen, also weitspannige Konstruktionen, Die Technologie kommt dem Verfahren
zu einer zukunftsorientierten Technologie bei denen durch das Fräsen Verzüge und eines Tintenstrahldruckers am nächsten.
und es ergeben sich vorhersagbare Ergeb- somit Spannungen auftreten können. Hier Denn Poly-Jet-Drucker verfügen ähnlich
nisqualitäten von bekannten und neuen ist der 3D-Druck klar überlegen. wie Tintenstrahldrucker über Druckköpfe;
prothetischen Indikationen. Damit ist auch allerdings fließt anstatt von Tinte ein Binde-
der Weg für Geschäftsfelder geebnet, die Grundlagen zur 3D-Technologie mittel oder ein Photopolymer. Bei der ersten
wir bislang externen Anbietern überlassen Variante wird das Bindemittel (Kleber) auf
mussten. So zum Beispiel die Herstellung Ein 3D-Drucker benötigt – wie eine Fräs- oder 2D-Pulverschichten aufgetragen, die von ei-
von Bohrschablonen für die navigierte Im- Schleifeinheit auch – eine digitale Datei, die ner Walze Schritt für Schritt auf eine Druck-
plantologie (Guided Surgery). Grundsätzlich die Informationen für das zu druckende Bau- platte aufgebracht werden. In einer anderen
ist der 3D-Druck nicht mit der CAD/CAM- teil beinhaltet. Dabei handelt es sich um eine Variante wird ein flüssiges Photopolymer auf
Frästechnologie zu vergleichen, sondern als dreidimensionale Konstruktion (zum Beispiel eine 2D-Bauplattform aufgetragen (X- und
eine zusätzliche Technologie zu betrachten. ein STL-Datensatz einer Aufbiss-Schiene), die Y-Koordinaten) und anschließend mittels
von der Software des Druckers in zweidimen- Lichtquelle ausgehärtet. Mit jeder ausgehär-
Auftragen statt abtragen sionale, horizontale Scheiben (Layer) zerlegt teten Schicht senkt sich die Bauplattform
wird und mit dem daraus entstehenden Da- (Z-Koordinate), so dass nach und nach das
Der 3D-Druck gilt als ein wirtschaftliches tenformat den 3D-Drucker speist. Während 3D-Objekt entsteht. Dadurch wächst das
Fertigungsverfahren, denn die Herstellung des Druckens werden die 2D-Schichten so 3D-Objekt langsam nach oben.
64 – dental dialogue 16. JAHRGANG – 9/15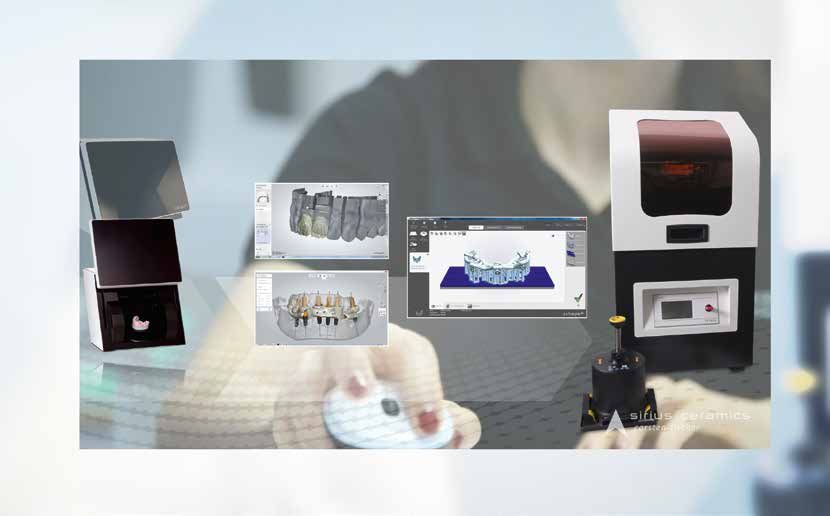
TECHNIK
03 & 04 Ein Beispiel für CAD/Cast-Gerüste. Zwei Veneers werden in der 3Shape-Software 2015 virtuell konstruiert und mit-
tels 3D-Druck aus einem ausbrennfähigen Spezialharz gefertigt. Das rechte Bild zeigt die Entnahme der gedruckten Objekte aus
der Kartusche
3D-Druck mit Pulver 3D-Druck mit flüssigen Materialien schlossen werden. Daher sollten sich Labore
Beim 3D-Pulverdruck spricht man auch vom Ein Beispiel für den Druck mit flüssigen möglichst frühzeitig mit der additiven Ferti-
Selektivem Laser-Sintern (SLS) oder Selective Materialien ist die Stereolithografie (SLA). gung auseinandersetzen. Die Technologie ist
Laser-Melting (SLM). Hier werden die pulver- Das SLA-Verfahren ist der Ursprung des 3D- ausgreift. Die Wünsche von Zahnärzten und
förmigen Ausgangsmaterialen schichtweise Drucks. Hier gelangt das Objekt in einem Bad deren Patienten an uns als Labor werden
aufgetragen und mittels Laser zu einem 3D- aus flüssigem Kunstharz (Photopolymer) zur korrespondierend zum größer werdenden
Objekt „verdichtet“. Die Herstellung erfolgt in gewünschten Form. Dieses Kunstharz härtet Materialportfolio steigen (Abb. 3 bis 8).
der Regel unter erhöhtem Druck und unter unter UV-Licht oder Laser punktuell aus. Die
Zuführung von Hitze. Ähnlich funktioniert das einzelnen Schichten des 3D-Modells werden Der Einsatz des 3D-Druckers
SLM (Selektives Laserschmelzen), nur dass mithilfe von LED-Licht auf die Oberfläche Varseo im Laboralltag
bei diesem Verfahren Metallpulver verwen- des flüssigen Materials projiziert oder mit
det wird. Beim SLM werden die Metalle mit einem Laser selektiv belichtet. Die Schicht Gesamtwirtschaftlich betrachtet wird der
einem Hochleistungslaser im Schichtbauver- erstarrt und fixiert das Objekt an das dar- 3D-Druck die industrielle Wertschöpfungs-
fahren lokal verschmolzen (Metall 3D-Druck). unterliegende bewegliche Druckbett. Jetzt kette verändern. Auch wir als Zahntechniker
zieht ein mechanischer Arm das Modell um können mit dem 3D-Druck nur gewinnen.
3D-Druck mit geschmolzenen Materialen die entsprechende Schichthöhe nach oben In unserem Labor arbeiten wir seit einiger
Sobald bereits geschmolzenes Material drei- und es sammelt sich wieder flüssiges Ma- Zeit mit dem Varseo-Drucksystem. Der 3D-
dimensional aufgebaut wird, spricht man terial darunter, sodass die nächste Schicht Drucker ist unserer Ansicht nach mit seinem
vom Fused Deposition Modeling (FDM). Das projiziert werden kann. Kosten-Nutzen-Verhältnis das erste sinnvolle
Prinzip ähnelt dem Einsatz einer Heißklebe- Für die Dentalindustrie haben sich zwei Tech- 3D-Druck-Gerät für den zahntechnischen
pistole aus dem Baumarkt. Verarbeiten las- nologien als besonders geeignet erwiesen: Alltag. Grundsätzlich bedeutet die Etablie-
sen sich nur Materialien, die bei Hitze weich Das Selektive Laserschmelzen (SLM, Selective rung der 3D-Drucktechnologie aber nicht,
werden (Wachse oder thermoplastische Laser Melting) und die Stereolithographie dass bewährte CNC-Fertigungsmaschinen
Kunststoffe). Der Druckkopf hat im Inneren (SLA). Die SLA-Technologie bildet hierbei aus der Zahntechnik verschwinden werden.
eine heiße Düse, in die das Rohmaterial ge- den Grundstein der additiven Fertigung. Vielmehr wird die Zahntechnik immer mehr
führt wird. Durch die Erwärmung schmilzt Der Varseo 3D-Drucker von Bego arbeitet computergestützte Fertigungsverfahren an-
das Material auf und tritt auf der anderen mit der DLP-Technologie, einem modernen bieten können und sollen. Wir Zahntechniker
Seite der Düse in flüssiger Form aus. Eine Belichtungsverfahren. werden lernen müssen, „hybrid“ zu denken:
Kühlvorrichtung stabilisiert das ebenfalls in Die Vielfalt der 3D-Technologie lässt die Um- Fräsen/Schleifen oder Drucken – es wird je
horizontalen Schichten applizierte Material, setzung von Materialien zu, an die wir heute nach Indikation entschieden. Mit Zirkonoxid
so dass kontinuierlich die Folgeschichten vielleicht nicht denken, die uns aber in naher hat sich zum Beispiel ein sehr wirtschaftlich
aufgetragen werden können. Zukunft und mit rasanter Geschwindigkeit er- fräsbares Material etabliert, das wir nicht
9/15 – dental dialogue 16. JAHRGANG – 65
TECHNIK
05 - 08 Nach der Reinigung im Ethanolbad (96 %) werden die gedruckten Objekte auf das Modell gesetzt. Ab jetzt wird dem
normalen Verfahrensprotokoll gefolgt, in diesem Fall wurden die Veneers presstechnisch in Keramik umgesetzt
missen möchten. Mit dem Drucker hingegen eine separate Kartusche verwendet werden. Derzeitige Einsatzbereiche des
realisieren wir Objekte, die nicht oder nur Daher ist zu empfehlen, mehrere Kartuschen Varseo im Überblick
mit hohem Aufwand zu fräsen sind, zum zu kaufen. Dank der geschlossenen Kartu-
Beispiel Schienen, Bohrschablonen oder schen wird das Risiko einer Verunreinigung ■ Aufbiss-Schienen
Modellguss-Strukturen. sowie eine unnötige Belichtung des Harzes ■ Bohrschablonen
auf ein Minimum reduziert. ■ CAD/Cast-Gerüste (Kronen, Brücken,
Überzeugend am Varseo ist das Material- Der Drucker ist als „open-STL-file“-Gerät für Modellguss)
spektrum. Momentan kann der Anwender alle dentalen Softwarelösungen konzipiert. ■ Individuelle Abformlöffel
zwischen fünf Spezialharzen entscheiden Die Datenübertragung kann problemlos ■ Modelle
und somit unterschiedliche Indikationen via USB-Stick erfolgen. Alternativ kann das
abdecken. Es ist zu erwarten, dass in naher System allerdings auch komfortabel in das In unserem Labor kommt die Technologie für
Zukunft weitere Harze und somit Anwen- Labornetzwerk eingebunden werden. die Anfertigung von Bohrschablonen, Schie-
dungsbereiche folgen werden. Der Charme Der Varseo ist ein klassischer Halbautomat, nen und CAD/Cast-Gerüsten zum Einsatz. Zu-
des Varseo-Druckers besteht in seiner ein- weshalb uns dieses Gerät besonders sympa- nehmend fertigen wir aber auch Abformlöffel
fachen Handhabung. Denn mit dem Varseo thisch ist. Das bedeutet, dass der Zahntech- mit dem Varseo Drucker. An dieser Stelle
3D-Drucker wurde ein 1-Knopf-System ent- niker voll in die Prozesskette eingebunden mag manch ein Leser die CAD/CAM-gestützte
wickelt , das mit drei Handgriffen intuitiv ist und ein wichtiger Teil der Produktion Anfertigung eines Löffels dem Aufwand einer
zu bedienen ist. Ein klug ausgeführtes Kar- bleibt. An dieser Stelle wird deutlich, dass CAD-Konstruktion gegenüberstellen. Hierzu
tuschensystem lässt den unkomplizierten der moderne Zahntechniker auch bei der ist zu sagen, dass der Beruf des Zahntech-
Materialwechsel zu. Für jedes Material sollte 3D-Technologie absolut unersetzlich ist. nikers nicht an Attraktivität gewinnt, wenn
66 – dental dialogue 16. JAHRGANG – 9/15
TECHNIK
09 Laborseitiger Workflow bei der Anwendung und Integration des 3D-Drucks mit dem Varseo: Scannen, CAD, CAM und Fer-
tigung (3D-Druck)
der Azubi „Löffel“ schleifen muss. Für alle der Software DentalDesigner. Danach muss Viele unserer Kunden gehen dazu über,
Beteiligten ist es doch viel komfortabler, für das CAM ein sogenannter Bau-Job erstellt Patienten bei größeren Restaurationen zu-
am Abend den Drucker einzustellen und werden. Hierfür steht das Software-Modul nächst mit einer Schiene zu versorgen; die
diesem am nächsten Morgen den fertigen CAMbridge zur Verfügung. Damit wird die Schiene gleicht quasi einem „Probetragen“
Löffel entnehmen zu können. Mit solchen Konstruktion entsprechend der Ausgabe- der späteren Versorgung. Auch bei kieferor-
modernen Technologien können wir unseren datei für den 3D-Druck konfiguriert und thopädischen Regulierungen sind Schienen
Berufszweig wieder interessanter gestalten an den Drucker übergeben (Abb. 9). Da die ein sinnvoller Begleiter. Zu nennen ist hier
und den Azubis von heute neue Technolo- Konstruktionsdaten gespeichert werden, die Zahnkorrekturschiene (Aligner).
gien bieten. kann das Objekt jederzeit erneut gedruckt Nach dem Scannen des Gipsmodells oder
werden, was beispielsweise bei Provisorien dem Laden der intraoralen Abformdaten
Workflow bei der Anwendung oder Schienen sinnvoll ist. steht uns ein virtuelles Diagnostik-Modell
des 3D-Druckers zur Verfügung. Dieses kann vom Zahnarzt
Vorbereiten einer Schiene oder dem Zahntechniker in allen Ebenen
Für die Integration des 3D-Druckers haben für den 3D-Druck ausgewertet werden. Entsprechend der
wir an der Konstruktionstechnologie der Modellationsanleitung der Software er-
vorhandenen CAD/CAM-Technik nichts än- Immer häufiger werden Schienen in den folgt daraufhin die Schienenkonstruktion.
dern müssen. Die CAD-Umsetzung erfolgt prothetischen Therapieablauf integriert. Zu beachten ist die Mindestwandstärke von
bei uns mit dem 3Shape-System. Dem Di- Neben der Behandlung von Funktionsstö- 1,0 bis 1,5 mm. Nach der Freigabe der kon-
gitalisieren der Situation (3Shape-Scanner) rungen werden mit Schienen zum Beispiel struierten Schiene wird die Option „Send
folgt die Konstruktion des Druckobjektes in allfällige vertikale Bisshebungen validiert. design to manufacturing“ ausgewählt, da wir
9/15 – dental dialogue 16. JAHRGANG – 67
TECHNIK 10 - 13 Die gedruckte Schiene wird samt Stempel entnommen und vorsichtig abgelöst. Die Passung auf dem Modell ist bei- spiellos. Nach einer abschließenden Polymerisation im Lichthärtegerät (auf dem Modell) ist die Schiene nach wenigen Schritten zum Einsetzen in den Mund bereit 14 & 15 Die mittels 3D-Druck realisierte Schiene im Mund. Die Daten werden so präzise umgesetzt, dass erfahrungsgemäß sehr wenig Nacharbeit und/oder Adjustierungen notwendig sind 68 – dental dialogue 16. JAHRGANG – 9/15

TECHNIK
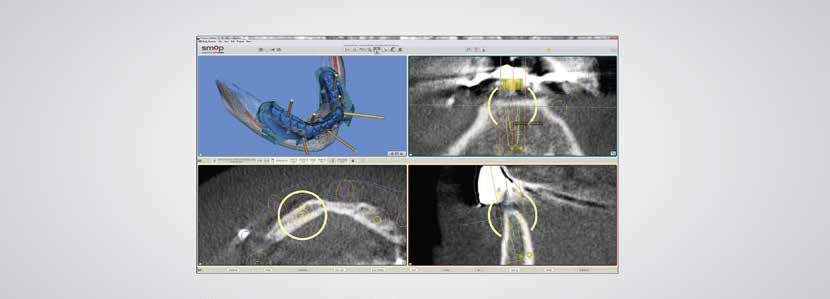
16 & 17 Beispiel einer Implantatplanung in der 3Shape Software ImplantStudio. Die Anwendung ist recht intuitiv, allerdings
gilt es die weitere Entwicklung abzuwarten
die Schiene laborintern drucken möchten. Sie sind und bleiben Vorbereiten einer
Mit Hilfe der Software-Applikation „3Shape unentbehrlich Bohrschablone für den 3D-Druck
CAMbridge“ wird die Konstruktion als Bau-
Job (Druckobjekt) vorbereitet. Hierfür wird Ein Bereich, den wir uns als Labor mit dem Mit dem 3D-Druck ist es nach der virtuellen
eine Job-Datei erstellt und unter dem Punkt 3D-Druck neu erschließen beziehungsweise Planung ein Einfaches, die Bohrschablone
„Maschine“ der Varseo-Drucker angeklickt. ausbauen können, ist die präimplantologi- herzustellen. Bislang wurden die Schablonen
Als Material steht mit „VarseoWax Splint“ ein sche Planungsdienstleistung. Auch das kleine aufwendig händisch gefertigt (zum Beispiel
spezielles Harz für Schienen zur Verfügung. und mittelständige Labor sollte versuchen, in mit dem Hexapod und eingebrachtem Le-
Nun werden die STL-Daten in den Job-Auftrag die „Fertigungskette“ der Implantologie von gostein) oder bei einem externen Dienst-
geladen. Um den Maschinen-Stundensatz zu Beginn an als beratender Partner integriert leister gedruckt. Betrachten wir die reinen
reduzieren und die Maschine effizient aus- und respektiert zu werden. Große Achtung Fertigungs- beziehungsweise Materialkosten
zulasten, ist es sinnvoll den Drucker so zu verdient auch der Zahnarzt/Oralchirurg. Das beim 3D-Druck, wird schnell klar, warum dies
bestücken, dass mehrere Objekte in einem heißt jede Planung muss vom Zahnarzt/ zur wirtschaftlichsten Fertigungsart gehört.
Auftrag gedruckt werden. Oralchirurg genehmigt und idealerweise Das Vorgehen ist verblüffend schnell, exakt
schriftlich bestätigt werden. und günstig.
Nun muss die Schienenkonstruktion mit der
CAMbridge-Software im Drucker positioniert Wir Zahntechniker können durch neue Tech- Als Implantat-Planungsprogramme kommen
werden. Veränderungen können auf den X- nologien die Arbeitsprozesse nicht nur kos- bei uns ImplantStudio (3Shape) und smop
und Y-Achsen vorgenommen werden. Die tengünstiger und effizienter gestalten, son- (Swissmeda) zur Anwendung. Beide Program-
Supports (Stützen für die Bauplattform, die dern uns vom Image des „Erfüllungsgehilfen“ me liefern uns offene STL-Datensätze, mit
vielen kleinen Gusskanälen ähneln) werden lösen. Verfügen wir über die entsprechende denen der Drucker gespeist werden kann.
von der Software automatisch generiert und Kompetenz, werden wir beispielsweise bei Die noch relativ junge Software Implant
deren Verteilung in der 3D-Ansicht kontrol- einer implantatprothetischen Behandlungs- Studio zeigt sehr gute Ansätze; hier gilt es al-
liert. Überlappende oder falsch positionierte planung frühzeitig als Partner einbezogen. lerdings die weitere Entwicklung abzuwarten
Supports können verschoben oder entfernt Die dreidimensionale Planung (klassisches (Abb. 16 und 17). Die Software smop ist aus-
werden. „Produzieren“ ist der Button, mit Backward Planning) setzt die Kommuni- gereift und praxisnah. Vorteil dieser intuitiv
dem der Baujob automatisch aufbereitet und kation im Team zwingend voraus. Sie als zu bedienenden Software ist der optimierte
gespeichert wird. Die Datei wird daraufhin Zahntechniker werden somit unentbehrlich. Gesamtprozess – von der Fallplanung bis zur
direkt an den Drucker übergeben oder auf Selbstverständlich bleibt die Planung in der Herstellung der Bohrschablone. Hierbei ist
einem USB-Stick gespeichert (weiterer Ablauf Hoheit des Zahnarztes/Oralchirurgen, al- es nicht notwendig, vor der CT- beziehungs-
siehe Seite 71). Der 3D-Drucker verarbeitet lerdings kann der Zahntechniker wertvolle weise DVT-Aufnahme eine Scanschablone
nun die Datei und heraus kommt dabei eine Vorarbeit leisten und dem Behandler somit zu fertigen. Die interdisziplinäre Kommuni-
gedruckte Schiene (Abb. 10 bis 15). einen echten Mehrwert generieren. kation im Behandlungsteam erfolgt über ein
9/15 – dental dialogue 16. JAHRGANG – 69
TECHNIK 18 Implantatplanung in der Software smop der Schweizer Firma Swissmeda. Geplant werden hier vier Implantate im zahnlosen Unterkiefer 19 & 20 Nach der Freigabe der virtuellen Planung durch den Chirurgen wird eine schleimhautgetragene Bohrschablone konstruiert und in der CAMbridge-Software von Bego der Baujob für den 3D-Druck erstellt serverbasiertes System. Ein umständliches für die prothetische Ausrichtung. In der Soft- plantatachsen und passt sie gegebenenfalls Versenden von Datenträgern ist somit nicht ware sind alle gängigen Implantatsysteme an. Nach der abschließenden Kontrolle wird mehr notwendig. Die DICOM-Daten des DVT- integriert, sodass das gewünschte System die Planung vom Zahnarzt verriegelt und an oder CT-Bildes werden ebenso importiert ausgewählt und virtuell im ortsständigen das Labor zurück geschickt. Basierend auf wie der STL-Datensatz der Mundsituation Knochen positioniert werden kann. Das Im- dieser Implantatplanung konstruieren wir und des Set-ups. Nach der Überlagerung plantat wird mit der Maus gefasst und an in der Planungssoftware die Bohrschablo- der Datensätze sind alle relevanten Infor- die korrekte Position geschoben. Nach der ne, wobei lediglich die äußere Begrenzung mationen auf einer Darstellung ersichtlich virtuellen Insertion der Implantate wird die der Schablone festgelegt werden muss. Die (Abb. 18). Die dreidimensionale Darstellung geplante Situation auf einem Übersichtsbild Software kombiniert die Information mit den des Kieferknochens zeigt die anatomischen wiedergegeben und zur Kontrolle an den geplanten Implantatpositionen und erstellt Strukturen. Das Set-up liefert die Vorgabe Implantologen gesandt. Dieser prüft die Im- automatisch einen Designentwurf. Das De- 70 – dental dialogue 16. JAHRGANG – 9/15
TECHNIK
21 & 22 Die Bohrschablone wird unmittelbar nach dem 3D-Druck dem Varseo entnommen und danach vom Stempel gelöst
23 Die Implantathülsen werden händisch in die Bohrschablone eingebracht. Danach werden die Hülsen mit dem Original-
Bohrschablonenmaterial fixiert
sign kann nun individuell an die spezifischen oder verschoben werden. Nach der exak- und die für den Druckvorgang benötigte Zeit
Wünsche des Behandlers angepasst werden. ten Positionierung der Schablone wird der aufgeführt. Bevor nun der Druckjob gestar-
Adäquat zur Schienenherstellung wird die Baujob erstellt und die Datei an den Drucker tet werden kann, sollte man die Kartusche
Bohrschablone (Abb. 19) für den Druckvor- übermittelt. (Harzbehälter) von Kunststoffrückständen
gang in der CAMbrigde-Software „genestet“. befreien. Mögliche Verunreinigungen auf der
Die Bohrschablone wird hierbei auf dem Der 3D-Druck mit dem Varseo Glasscheibe der Kartusche können mit etwas
Kopf liegend (horizontal) angeordnet. Bei Ethanol entfernt werden. Mit dem Button
der Kontrolle der Supports ist zu beachten, Nachdem die Datei an den Drucker über- „Start Print Job“ startet der Druckprozess. Die
dass die Kanten der Bohrhülsen freigehalten mittelt wurde, gibt das Gerät die gefundene einzelnen Schichten des Objektes werden im
werden (Abb. 20). Gegebenenfalls müssen Datei in der Spalte „Begojob1“ wieder. Da- sogenannten Maskenprojektionsverfahren
die Supports in diesem Bereich gelöscht neben werden die Anzahl der Schichtbilder mit Hilfe von UV-Licht auf die Oberfläche des
9/15 – dental dialogue 16. JAHRGANG – 71TECHNIK
24a & b Die mit dem Varseo 3D-Drucker hergestellte Bohrschablone im Mund des Patienten. Warum sollten wir Zahntech-
niker Bohrschablonen outhouse fertigen lassen, wenn uns der laborseitige 3D-Druck diese Indikation erschließt
flüssigen Materials projiziert. Die belichtete grundsätzlich unabhängig von der Anzahl deformiert. Bei Bohrschablonen ist insbeson-
Schicht erhärtet und fixiert das Objekt an der Bauteile pro Druckprozess. dere im Bereich der Hülsen Sorgfalt geboten.
dem obenliegenden beweglichen Stempel Nach dem Druck wird das Objekt dem Gerät Abschließend erfolgt im Polymerisations-
(das zu druckende Objekt wächst quasi nach entnommen (Abb. 21) und vom Stempel ge- gerät die vollständige Durchhärtung des
unten). Ein mechanischer Arm zieht das am löst. Zunächst erfolgt im Ultraschallbad eine gedruckten Objektes und erst jetzt werden
Stempel befindliche Modell um die entspre- Reinigung mit Ethanol. Um letzte Harzreste die finalen Materialeigenschaften erreicht,
chende Schichthöhe nach oben, sodass sich zu entfernen, kann das Objekt danach mit sodass die Hülsen in die Bohrschablone ein-
wieder flüssiges Material unter dem Objekt einem in Ethanol getränkten Pinsel gesäubert gesetzt werden können (Abb. 22 und 23).
ansammelt und die nächste Schicht projiziert werden. Der Reinigungsprozess dauert im Die Fixierung erfolgt mit einem Tropfen des
werden kann. Schritt für Schritt entsteht so frischen Ethanolbad maximal 5 min. Jetzt Harzes „VarseoWax Surgical Guide“ und ei-
die Schiene oder Bohrschablone. Die Auf- können die Supports mit einer Trennscheibe ner erneuten Lichthärtung. Ohne weitere
baurate bei 50 µm beträgt 20 mm/Stunde oder einer Zange abgetrennt werden. Hierbei Nacharbeit ist die Schiene oder Schablone
und bei 100 µm 40 mm/Stunde. Die Druckzeit muss darauf geachtet werden, dass man somit zum Einbringen in den Mund bereit
hängt somit von der Bauhöhe ab und ist das gedruckte Objekt nicht beschädigt oder (Abb. 24a und b).
TAB. 1 – REINE MATERIALKOSTEN DES 3D-DRUCKS (LABOREIGENE BERECHNUNGEN)
Indikation Durchschnittsgewicht mit Platte Material-Netto-Preis
(mehr Objekte = weniger Gewicht)
Modellguss-Basis (CAD/Cast-Verfahren) zirka 8 Gramm 3,03 Euro
Bohrschablone zirka 15 Gramm 7,15 Euro
Schienen zirka 12 Gramm 5,64 Euro
Abformlöffel zirka 20 Gramm 7,58 Euro
72 – dental dialogue 16. JAHRGANG – 9/15TECHNIK
PRODUKTLISTE
Produkt Name Firma
3D-Drucker Varseo Bego/Henry Schein
CAD/CAM-System ConnectDental Henry Schein
CAD-Software DentalDesigner/ 3Shape
CAM-Software 3Shape CAMbridge 3Shape
Implantatplanungssoftware ImplantStudio 3Shape
smop Swissmeda
Laborscanner GC Aadva Lab Scanner GC Germany
Lichtpolymerisationsgerät HiLite power Heraeus Kulzer
Material
■ Aufbissschiene ■ VarseoWax Splint ■ Bego/Henry Schein
■ Bohrschablone ■ VarseoWax Surgical Guide ■ Bego/Henry Schein
Ausblick werden kann. Im „nicht-dentalen“ Alltag ist der Wirtschaftlichkeit die Präzision, die hohe
dies keine visionäre Vorstellung mehr. Im Baugeschwindigkeit, die Umsetzung jedwe-
Mit dem Varseo-Drucker können derzeit Mo- April 2015 wurden auf der Hannover Messe der Geometrien, die Materialvielfalt und das
delle, Abformlöffel, CAD/Cast-Gerüste (also 3D-Drucker vorgestellt, die Hochleistungske- damit verbundene breite Indikationsspek-
Gerüste für Kronen, Tertiärstrukturen, Über- ramiken drucken können. Hier sind in dem trum. „Do-It-Yourself“ – mit dem 3D-Druck
wurfstrukturen, Modellguss) Schienen, Bohr- photosensitiven Harz keramische Partikel können wir als Labor unser Leistungsspek-
schablonen und Modelle gefertigt werden. In homogen verteilt. trum erweitern und Produktionsprozesse
naher Zukunft wird sich das Materialange- optimieren. Somit kann die Wertschöpfung
bot sicherlich um zahnfarbene Materialien Fazit im Labor bleiben, ohne dass wir auf die hohe
erweitern und der Drucker somit für das Fertigungspräzision verzichten müssen
Herstellen von Table Tops oder Provisorien Nachdem sich im vergangenen Jahrzehnt die (Tab. 1). ■
interessant werden. Blickt man in die ferne- CAD/CAM-Frästechnik in der Zahntechnik
re Zukunft ist zu erwarten, dass Keramik in etabliert hat, gesellt sich nun der 3D-Druck
den dentalen 3D-Druckprozess eingebunden hinzu. Die Vorteile für das Labor sind neben
WERDEGANG
Carsten Fischer ist seit 1996 selbstständiger Zahntechniker mit seinem Fachbetrieb in Frankfurt
am Main. Seit 1994 referiert er international und unterstreicht diese Tätigkeit durch Publikationen
in diversen Ländern (Brasilien, Argentinien, Japan, Australien, Europa). Carsten Fischer ist Mitglied
in verschiedenen Fachbeiräten und langjähriger Berater für namhafte Firmen der Dentalindustrie.
Zu seinen Schwerpunkten gehören die CAD/CAM-Technologien, die keramische Doppelkrone, indi-
viduelle Abutments und vollkeramische Werkstoffe. Carsten Fischer war während der Jahre 2012
bis 2014 nebenberuflich Mitarbeiter der Goethe-Universität Frankfurt und pflegt seither eine enge
Zusammenarbeit. Im Jahr 2013 wurde sein Beitrag zum besten Vortrag der Arbeitsgemeinschaft
Dentale Technologien ADT gekürt. Besonders die prämierten Publikationen mit Dr. Peter Gehrke
finden aktuell in der Fachpresse eine hohe Beachtung und gelten als Gradmesser zur zeitgemäßen
Bewertung individueller Abutments.
9/15 – dental dialogue 16. JAHRGANG – 73Sie können auch lesen