Einwirkung maritimer Einflüsse auf Fused Filament Fabrication Bauteile - Cederik Johannes Große
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Cederik Johannes Große Einwirkung maritimer Einflüsse auf Fused Filament Fabrication Bauteile Influence of maritime conditions on fused filament fabrication components Bachelorarbeit am Laboratorium Fertigungstechnik – Hamburg 10.01.2022

Bachelorarbeit:
Cederik Johannes Große
Matrikelnummer: 893386
Studiengang: MB 19
Einwirkung maritimer Einflüsse auf Fused Fila-
ment Fabrication Bauteile
Influence of maritime conditions on fused filament fabrica-
tion components
Laboratorium Fertigungstechnik
Betreuer: M.Sc. Sascha Hartig
Erstgutachter: Zweitgutachter:
Prof. Dr. Ing Jens Wulfsberg Prof. Dr. Ing. habil. Thomas Klassen
Lehrstuhl für Fertigungstechnik Lehrstuhl für Werkstofftechnik
Helmut-Schmidt-Universität Hamburg Helmut-Schmidt-Universität Hamburg
Erklärung gemäß Prüfungsordnung
Hiermit erkläre ich, Cederik Johannes Große, dass ich die Bachelorarbeit selbstständig
verfasst und keine anderen als die angegebenen Quellen und Hilfsmittel benutzt habe.
Alle Stellen der Arbeit, die wörtlich oder sinngemäß aus Veröffentlichungen oder aus
anderweitigen fremden Äußerungen entnommen wurden, sind als solche einzeln
kenntlich gemacht.
Die Bachelorarbeit habe ich noch nicht in einem anderen Studiengang als Prüfungs-
leistung verwendet.
Hamburg, den 10.01.2022
…………………………………………………
Cederik Johannes Große
3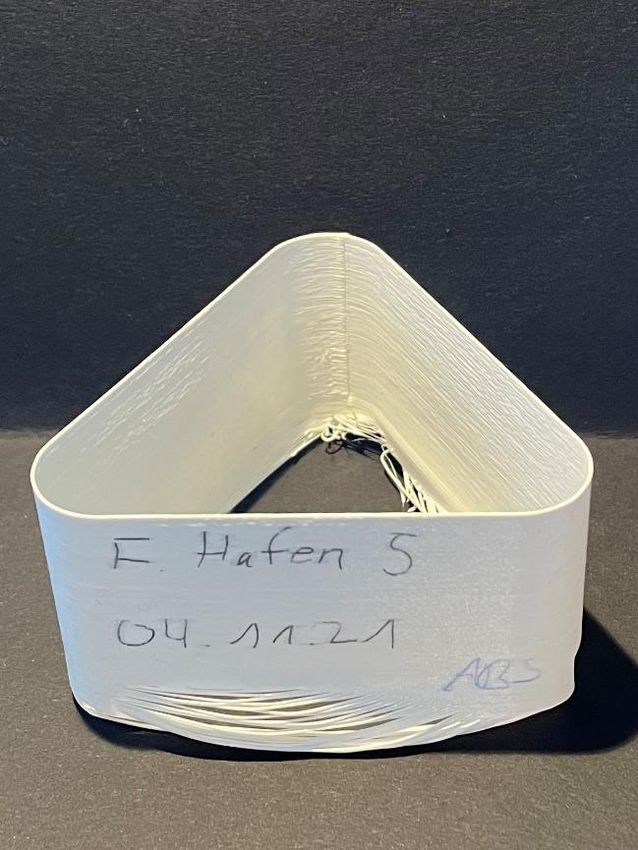
Abstract
The use and benefits of additive manufacturing, or 3D printing, have increased dra-
matically in recent years. From personal use to simple industrial applications to pow-
erful medical and aerospace applications, 3D printing is being used as a useful manu-
facturing process. Additive manufacturing encompasses a wide range of different man-
ufacturing processes with different starting materials. One of these processes, the
fused filament fabrication (FFF) process, is to be tested onboard German ships and
boats. Therefore, it is to be tested whether and which maritime influences affect fused
filament fabrication components, in particular the sea state. For this purpose, acceler-
ation and inclination sensors were attached to two different FFF printers to record these
influences. The work deals with the evaluation of the sea state influences and other,
not measured influences, which have an effect on the FFF process. The knowledge
gained will be used to estimate which properties for the printing process and the FFF
components lead to errorfree printing results.
4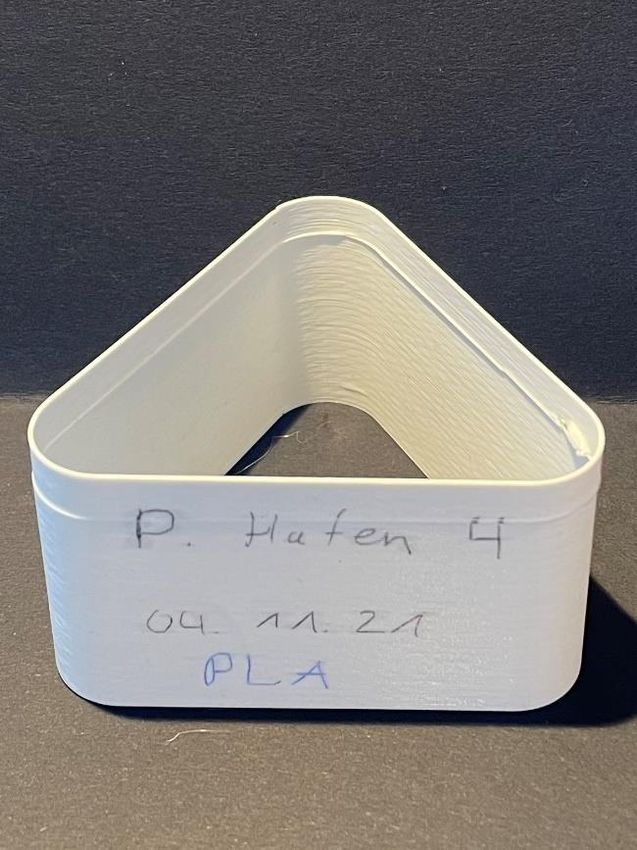
Inhaltsverzeichnis
Erklärung gemäß Prüfungsordnung ............................................................................ 3
1 Einleitung............................................................................................................. 7
1.1 Zielsetzung: ................................................................................................... 7
1.2 Motivation für die Arbeit ................................................................................. 8
2 Problemstellung ................................................................................................... 9
3 Theoretische Grundlagen .................................................................................. 10
3.1 Fused Filament Fabrication Verfahren ........................................................ 10
3.1.1 Fertigungsprinzip und Anlagentypische Eigenschaften ......................... 10
3.1.2 Anlagentypische Eigenschaften ............................................................ 11
3.2 Messtechnik ................................................................................................ 12
3.2.1 Beschleunigungsmessung .................................................................... 12
3.2.2 Neigungsmessung ................................................................................ 13
3.3 Additive Fertigung an Bord und maritime Anwendungen ............................. 14
3.3.1 Additive Fertigungsverfahren auf seegehenden Plattformen ................ 14
3.3.2 Maritime Anwendungsfälle der additiven Fertigung .............................. 14
4 Experimentaldesign ........................................................................................... 16
4.1 Aufbau der Anlagen ..................................................................................... 16
4.1.1 Fortus 450mc ........................................................................................ 16
4.1.2 Prusa i3MK3S+ ..................................................................................... 17
4.1.3 Additive Fertigungszentrale .................................................................. 18
4.2 Messeinrichtungen ...................................................................................... 18
4.2.1 Beschleunigungsaufnehmer ................................................................. 18
4.2.2 Neigungssensoren ................................................................................ 20
4.2.3 Messvorrichtung.................................................................................... 20
4.3 Referenzdrucke ........................................................................................... 20
4.3.1 Form und Funktion ................................................................................ 20
4.3.2 Dateityp ................................................................................................. 21
4.3.3 Materialien ............................................................................................ 21
5 Versuche ........................................................................................................... 23
5.1 Allgemeine Vorgehensweise ....................................................................... 23
5.1.1 Versuchsdurchführung .......................................................................... 23
5.1.2 Maritime Bedingungen .......................................................................... 24
5.2 Vorstellung der einzelnen Messreihen......................................................... 25
5.2.1 Messreihe 1: Hafenaufenthalt ............................................................... 26
5.2.2 Messreihe 2: Leichter Wellengang 0 m - 0.5 m ..................................... 32
5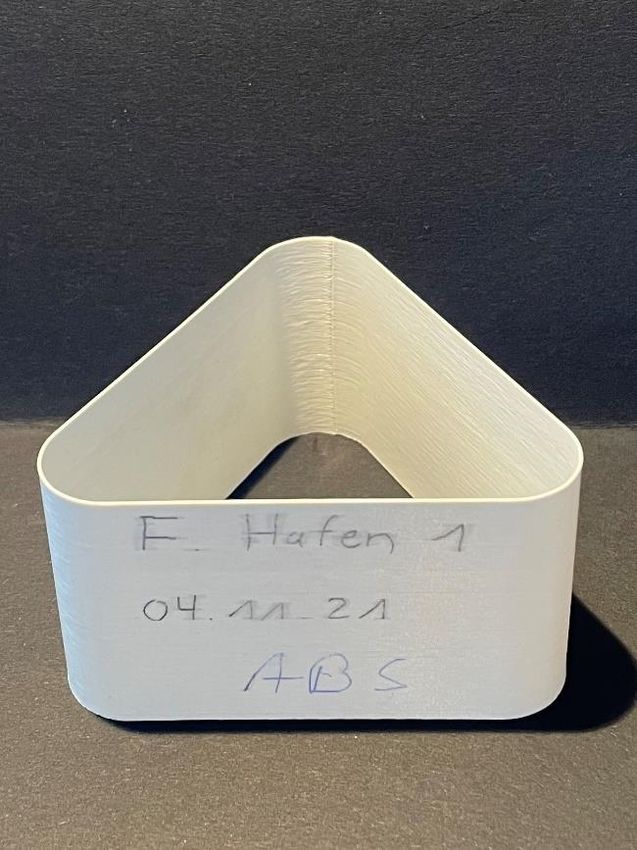
5.2.3 Messreihe 3: Wellengang bei 1 m – 2 m ............................................... 35
5.2.4 Messreihe 4: Wellengang mit bis zu 4 m .............................................. 37
5.3 Vergleiche der Messreihen untereinander ................................................... 40
5.3.1 Messreihen 1-4 der Fortus 450mc im Vergleich.................................... 40
5.3.2 Messreihen 1-4 des Prusa i3MK3S+ im Vergleich ................................ 41
6 Auswertung ....................................................................................................... 42
6.1 Einwirkung der Schwingungen der Maschinen ............................................ 42
6.1.1 Schwingungen und Beschleunigung an der Fortus 450mc ................... 42
6.1.2 Schwingungen und Beschleunigung an dem Prusa i3MK3S+ .............. 43
6.2 Einwirkung des Seegangs auf FFF-Bauteile ............................................... 45
6.2.1 Betrachtung der Messreihen 1-4 auf seegangsbedingte Einwirkungen 45
6.2.2 Betrachtung anderer FFF-Bauteile während der Seefahrt .................... 46
6.2.3 Vergleich mit dem derzeitigen Stand der Forschung ............................ 48
6.3 Einwirkung verschiedener Einflüsse auf FFF-Bauteile ................................ 48
6.3.1 Einwirkungen auf die Fortus 450mc ...................................................... 49
6.3.2 Einwirkungen auf den Prusa i3MK3S+ ................................................. 50
7 Zusammenfassung und Ausblick ....................................................................... 52
8 Literaturangaben ............................................................................................... 54
9 Abbildungsverzeichnis und Tabellenverzeichnis ............................................... 56
10 Anhang .............................................................................................................. 58
6
1 Einleitung
1 Einleitung
Zeitersparnis, Kostenreduktion, unabhängigere Versorgungswege und viele weitere
Vorteile sind nicht nur in der Industrie wichtige Kriterien, um Leistung zu steigern, son-
dern auch unabdingbare Eigenschaften, die für den Rüstungssektor und für die Streit-
kräfte essenziell sind. Mittels additiver Fertigung, umgangssprachlich auch 3D-Druck
genannt, werden diese genannten Vorteile und noch viele mehr kombiniert. Selbst der
Hobby- und Privatmarkt ziehen einen solchen Nutzen daraus.
Allgemein arbeitet das Fertigungsverfahren mit schichtweisem Aufbau der zu fertigen-
den Bauteile. Die additive Fertigung umfasst ein weites Spektrum verschiedener Fer-
tigungsverfahren mit verschiedenen Ausgangsmaterialien. Von verschiedenen Kunst-
stoffen über Harze bis hin zu Metall können diese Ausgangsmaterialen mit verschie-
denen Verfahren bearbeitet werden. [1] Dabei wird in dieser Arbeit nur das Fused Fila-
ment Fabrication (FFF) Verfahren als additives Fertigungsverfahren genauer bewertet.
Dieses FFF-Verfahren soll an Bord von Schiffen und Booten der Deutschen Marine
etabliert und genutzt werden.
1.1 Zielsetzung:
Für diese Etablierung an Bord gilt es zwei Fragen zu beantworten. Das Ziel dieser
Arbeit ist es diese Fragen so zu beantworten, sodass aussagekräftige Ergebnisse ge-
troffen werden können, um mögliche Vorteile von Druckern festzustellen.
Dabei ist die erste Frage ob und welche maritimen Einflüsse Einwirkungen auf FFF-
Bauteile besitzen. Durch die Anwendung des FFF-Verfahrens auf See sind die Pro-
zesse, die Drucker und auch die Bauteile zwangsläufig diesen maritimen Einflüssen
ausgesetzt. Dabei wird Hauptaugenmerk auf den Seegang als maritimer Einflussfaktor
gelegt. Es soll herausgearbeitet werden ob Seegang einen Einfluss auf FFF-Bauteile
auswirkt oder ob andere maritime Bedingungen Einwirkungen nehmen.
Die zweite Frage, die sich im Zuge dessen stellt, ist die Vermeidung von auftretenden
Fehlern und welche Prozessparameter, wie beispielsweise Anlagenbeschaffenheit
oder Lage im Schiff/ Boot, für die Druckergebnisse entscheidend sind. Aus diesen
Fehlern und Daten lassen sich dann Aussagen über Anlagenbeschaffenheit und Etab-
lierung an Bord treffen.
7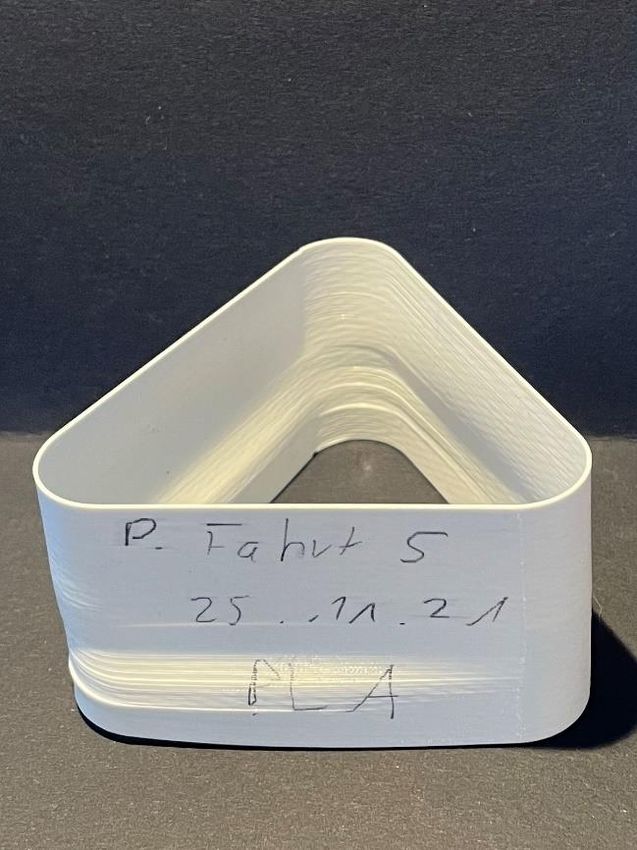
1 Einleitung
1.2 Motivation für die Arbeit
Die Motivation für die Arbeit ist in den oben genannten Vorteil begründet. Damit diese
Vorteile aber in der Deutschen Marine genutzt werden können, müssen Daten erhoben
werden, die Aussagen über den Nutzen und Fähigkeiten des 3D-Drucks an Bord auf-
zeichnen. Damit diese Aussagen aufgenommen werden können und analysiert wer-
den kann, inwieweit das FFF-Verfahren an Bord genutzt werden kann, sind die mess-
technische Aufzeichnung des Seegangs und die resultierenden Druckergebnisse es-
senziell. Somit können Fähigkeiten und Grenzen des FFF-Verfahrens an Bord über-
prüft werden, um einen effektiveren Umgang mit späteren Anlagen zu schaffen. Damit
realistische Ergebnisse erfasst werden konnten, wurde das Experiment vier Wochen
an Bord eines deutschen Schiffes getestet.
Die vierwöchige Zeit an Bord und auf See war gleichzeitig ein weiterer Motivationsfak-
tor. Während der Zeit auf See war es möglich den normalen Dienstbetrieb und die
späteren Aufgabenfelder im schiffstechnischen Bereich kennen zu lernen, sowie eine
mögliche Integration des 3D-Drucks an Bord eines deutschen Schiffes mitzuerleben.
8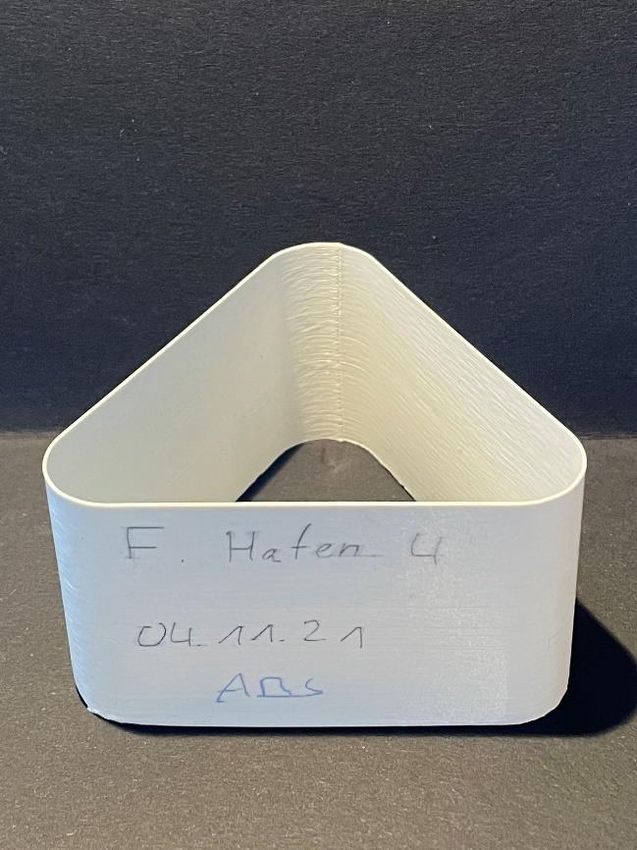
2 Problemstellung
2 Problemstellung
Der 3D-Druck wird seid Längeren durch internationale Streitkräfte als allgewärtige und
mögliche Technologie genutzt. So haben beispielsweise die Amerikaner das Potenzial
des 3D-Drucks zur schnellen Versorgung und Rüstung erkannt und frühzeitig etabliert
[2]. Diese Fähigkeit soll auch in der Bundeswehr als nützliche Ressource der Versor-
gung erkannt und umgesetzt werden. Dabei soll diese Fähigkeit von einfachen Teilen
für den Bordalltag bis hin zu additiv gefertigten Ersatzteilen mit Prüfung, durch die In-
dustrie, durch die Deutsche Marine genutzt werden.
Die Problematik, die dem Thema zugrunde liegt, ist die Versorgung von autark operie-
renden Systemen wie Schiffe oder Boote der Deutschen Marine, die von einer logisti-
schen Versorgungskette weitgehend abgeschottet sind [3]. Eine Erhaltung der Anla-
gen, die zum Bord- oder Operationsgeschehen beitragen, ist oberstes Ziel und additive
Fertigungsverfahren bieten einen großen Vorteil zur Einhaltung dieser Ziele. Es kön-
nen jedoch nicht nur Interimsbauteile gefertigt werden, sondern auch Teile, die von der
Besatzung zur Erfüllung ihres Auftrages genutzt wird. Additive Fertigung auf Schiffen
oder Booten der Deutschen Marine bietet ein großen Ressourcengewinn und Nutzen
für die Streitkräfte.
Wegen der Komplexität einiger additiver Fertigungstechnologien ist eine Einführung
von Druckern des Fused Filament Fabrication Verfahrens, die auch im Hobby und
Heimgebrauch genutzt werden, eine Lösung, um die Verfahren an Bord zu etablieren.
Diese Arbeit prüft inwieweit diese FFF-Verfahren an Bord umsetzbar sind und in wel-
chem Maß diese genutzt werden können, damit 3D-Druck als mögliche Ressource zur
Versorgung und Instandhaltung im Bordbetrieb genutzt werden kann. Dabei steht die
Frage im Fokus ob und welche maritimen Einflüsse Einwirkungen auf FFF-Bauteile
besitzen. So wird die Betrachtung auf maritime Einflüsse gelegt, mit einer herausge-
hobenen Stellung des Seegangs. Durch Beschleunigungs- und Neigungssensoren,
die an den verwendeten Drucker angebracht sind, wird geprüft welche Einwirkungen
Seegang auf die FFF-Bauteile nimmt.
9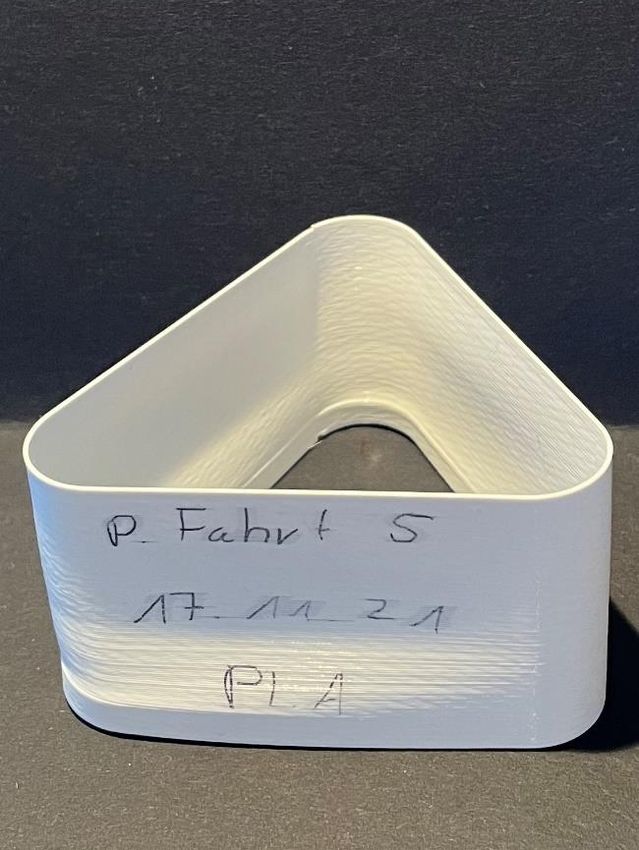
3 Theoretische Grundlagen
3 Theoretische Grundlagen
In dem folgenden Kapitel wird das FFF-Verfahren vorgestellt und das Fertigungsprin-
zip anhand von den verwendeten Druckern betrachtet. Ebenso wird die Messtechnik
zur Aufnahme von Beschleunigung und Neigung generell erörtert. Zuletzt befasst sich
das Kapitel mit dem momentanen Stand und der bisherigen Forschung in Bezug auf
additive Fertigung im maritimen Bereich.
3.1 Fused Filament Fabrication Verfahren
In den letzten Jahren wuchs der Markt gerade für 3D-Drucker und 3D-Druck-Bauteile
sowohl im privaten als auch im industriellen Sektor. Die einfache Erzeugung meist
auch schwierig zu fertigenden Bauteilen überzeugt auf vielen Ebenen. Umgangs-
sprachlich wird 3D-Druck für additiv gefertigte Bauteile verwendet, welche nochmals
in viele Kategorien und Verfahren aufgeteilt werden. Additive Fertigung beschreibt den
schichtweisen Aufbau von Bauteilen. Das FFF-Verfahren ist eines von diesen. Unter
anderen ist das FFF-Verfahren auch als Fused Deposition Modeling Verfahren (FDM)
bekannt. Da dieser Ausdruck aber durch die Firma Stratasys geschützt wurde [4] , wird
für die Arbeit der nicht patentierte Begriff Fused Filament Fabrication genutzt.
3.1.1 Fertigungsprinzip und Anlagentypische Eigenschaften
Das Fused Filament Fabrication Verfahren ist ein, durch Verschmelzen einzelner
Schichten arbeitendes, additives Fertigungsverfahren. Für das FFF-Verfahren werden
thermoplastische Kunststoffe als Ausgangsmaterialien benötigt, welche als Art Draht
auf eine Spule aufgerollt sind und als Filament bezeichnet werden. Das Filament wird
erhitzt und durch eine Düse gepresst. Durch die Erhitzung wird das Material aufge-
schmolzen und danach extrudiert, das teigartige Rohmaterial wird dann auf einer
Ebene formschlüssig miteinander verbunden. Diese werden auf eine Bauplattform ab-
gelegt und können in beliebiger Kontur auf der x-, y-Ebene gezogen werden. [1, 5] Um
die Haftung des Bauteils an der Platte zu erhöhen, wird diese separat beheizt, damit
ein Ablösen des Bauteils verhindert wird. Die Bauteile werden durch Herabsenken der
Platte oder durch Herauffahren des Extruders in der z-Ebene aufgebaut. Folgende Ab-
bildung veranschaulicht dieses Funktionsprinzip:
103 Theoretische Grundlagen
Fused Layer Modeling/ Fused Deposition Modelling (FDM)
1) Beheizte Düsen
2) Linie-für-Linie-Auftrag
3) Materialvorrat in Drahtform
4) Generiertes Bauteil
5) Stützkonstruktion
6) Bauplatte
7) Bauplattform mit Hubtisch
Abbildung 1: Schaubild FFF-Verfahren aus [1]: Lachmayer, R., Lippert, R. B. u. Kaierle, S. (Hrsg.)
Die Abbildung zeigt das Funktionsprinzip eines FFF-Druckers. In der verwendeten Ab-
bildung ist ein Drucker mit zwei Düsen zu erkennen. Die oben genannten Unterschiede
in dem Aufbau in z-Richtung lassen sich nun anhand zweier Vertreter für das jeweilige
System beschreiben.
3.1.2 Anlagentypische Eigenschaften
Abbildung 2: Stratasys Fortus 450mc aus [6] Abbildung 3: Prusa i3MK3S+ aus [7]
Zum einen wird der Industriedrucker Fortus 450mc der Marke Stratasys und ein Dru-
cker, der für den privaten Markt ausgelegt ist, der Prusa i3MK3S+ der Firma Prusa
miteinander verglichen, diese Drucker sind in Abb. 2 und 3 dargestellt. Die Drucker
arbeiten mit einem kartesischen System, in dem sowohl die x-, y,- und z-Achse separat
113 Theoretische Grundlagen
angesteuert werden. Dabei ist eine Möglichkeit dieses System auszulegen, dass die
Bauplattform frei in y-Richtung und der Extruder beziehungsweise der Druckkopf auf
der x-Achse verfährt. Nach jeder Schicht fährt die gesamte Extrusionsvorrichtung in z-
Richtung nach oben. Der Prusa i3MK3S+ ist ein Beispiel für dieses System. Dieses
System bietet einen Preisvorteil und eine einfache Einrichtung der Steuerung und ein-
fache Handhabung. Eine andere Möglichkeit ist, dass zwei Motoren separat die x- und
y-Bewegung auf einer Ebene steuern. Die Bauplattform verfährt mit dem aufgebauten
Bauteil auf der z-Achse nach unten, womit das Bauteil schichtweise aufgebaut wird [1,
5]. Die Fortus 450mc ist ein Vertreter für dieses System.
Eine weitere Eigenschaft für FFF-Drucker ist, dass diese teilweise einen gekapselten
Bauraum besitzen, um bessere Druckergebnisse zu erzeugen. Die Bauplattform hat
ein homogenes Wärmefeld um sich und ist von äußeren Einflüssen wie Kälte oder
Luftzug geschützt, wodurch Haftung an der Bauplattform verbessert und Verzug des
Bauteils minimiert wird [8]. Die Fortus 450mc besitzt so einen beheizten und gekap-
selten Bauraum, der Prusa i3MK3S+ besitzt diesen wiederrum nicht, wodurch der Dru-
cker und das Bauteil den Umgebungseinflüssen ausgesetzt ist.
Somit kann davon ausgegangen werden, dass aufgrund derselben Steuerung und er
Kapselung des Bauraums, die Fortus 450mc bessere Druckergebnisse hervorbringen
wird.
3.2 Messtechnik
Damit verlässliche Aussagen hinsichtlich maritimer Einflüsse und gerade zum See-
gang getroffen werden kann, muss dies durch messtechnische Auswertung verifiziert
werden. Die durch Seegang verursachten Einflüsse, die Einwirkungen auf das FFF-
Verfahren nehmen könnten, werden im Folgenden betrachtetet.
3.2.1 Beschleunigungsmessung
Eine durch Seegang auftretende Einflussgröße ist die Beschleunigung. Die Beschleu-
nigung wird mittels Beschleunigungsaufnehmer gemessen. Die Messeinrichtung ist in
planarer Scherung ausgeführt und besteht aus zwei rechteckig angeordneten Schei-
ben piezoelektrischen Materials (PZ 23) und zwei seismischen Massen, die an den
Breitseiten eines Zentralpfostens angebracht sind [9].
123 Theoretische Grundlagen
Abbildung 4: Aufbau eines piezoelektrischen Beschleunigungssensors aus [10]: Gevatter, H.-J. (Hrsg.)
Die Abbildung veranschaulicht den Aufbau eines piezoelektrischen Beschleunigungs-
sensors. Die Messung erfolgt, indem die Eigenschaft des piezoelektrischen Materials
genutzt wird, dass bei Krafteinwirkung eine proportionale elektrische Ladungsver-
schiebung stattfindet, die gemessen und verarbeitet werden kann [10]. Weitere Infor-
mationen zur piezoelektrischen Beschleunigungssensoren sind aus „Gevatter, H.-J.
(Hrsg.): Handbuch der Mess- und Automatisierungstechnik in der Produktion” zu ent-
nehmen.
3.2.2 Neigungsmessung
Eine weitere essenzielle Einflussgröße, die bei Seegang auftritt, ist die Neigung. Dabei
soll geprüft werden inwieweit Neigung und die Lage des Schiffers Einfluss auf FFF-
Bauteile nimmt. Die Neigungsmessung beruht auf der einer „bulk micromachined“
Technologie. Es ist ein Pendel aus einkristallinem Silizium in die dreidimensionale
Struktur des Sensorelements eingearbeitet. Das Pendel ist hermetisch zwischen zwei
Siliziumplatten eingeschlossen. Es ist in Normalzustand (0° Position) durch die Erd-
anziehung nach unten geneigt. Bei Ausschlag in einer der zwei Achsen lässt sich der
Winkel über Kennwerte errechnen. [11]
133 Theoretische Grundlagen
3.3 Additive Fertigung an Bord und maritime Anwendungen
Additive Fertigung ist ein Fertigungsverfahren, um schnell und effizient Bauteile zu fer-
tigen. Deshalb ist das Interesse groß, solche Fertigungsprozesse auf Einrichtungen zu
integrieren, die von einem logistisches Versorgungssystem abgeschnitten sind, bei-
spielsweise auf Schiffen. Im Folgenden werden Versuche beschrieben, die eine In-
tegration eines 3D-Drucks an Bord beschreiben. Ebenso werden Anwendungen von
3D-Druck im maritimen Bereich vorgestellt.
3.3.1 Additive Fertigungsverfahren auf seegehenden Plattformen
Die oben genannten Vorteile, wie effiziente Bauteilfertigung und schnelle Beschaffung
dieses Fertigungsprozesses, veranlasste andere Forschungsgruppen ähnliche Ver-
fahren an Bord zu testen. Daniel M. Vogt et. al arbeitete mit dem Stereolithographie
(SLA) Verfahren auf einem Segelschiff. Bei diesem Verfahren wird ein flüssiges Pho-
topolymer/ Harz durch Einstrahlung eines Lasers an einer definierten Stelle ausgehär-
tet. Nachdem das Bauteil auf der Schicht ausgehärtet ist, verfährt die Bauplattform in
dem flüssigen Harzbecken herab und es wird flüssiges Ausgangsmaterial gleichmäßig
auf die neue Schicht verteilt [1]. Die Problematik in dem Versuch war das flüssige Harz,
welches bei Seegang ruhig gehalten werden musste. Abhilfe wurde durch eine Lage-
rung des gesamten SLA Druckers geschaffen. Eine Auswertung der Beschleunigung
und Neigung bei dem gelagerten SLA Drucker zeigte in diesem Beispiel, dass die
Druckergebnisse nahezu identisch zu denen an Land waren. [12]
Eine weitere Forschergruppe nutzte das FFF-verfahren auf einem Forschungsschiff
und produzierte mittels additiver Fertigung Teile für deren Forschung. Bei Seegangs-
bedingungen mit bis zu 4 Metern und Rollen und Gieren des Schiffes, waren keine
Einflüsse auf die Qualität des 3D Drucks zu erkennen. Dadurch konnte die Ressource
des 3D-Drucks effektiv genutzt werden [13].
3.3.2 Maritime Anwendungsfälle der additiven Fertigung
Additive Fertigung an Bord hat sowohl für die Handelsschifffahrt als auch für Kriegs-
schiffe enorme Vorteile. Um Platz und Kostenersparnis an Bord zu erlangen, nutzen
beispielsweise die Reederei Maersk oder die US Navy bereits 3D-Drucker an Bord,
um bei Bedarf Ersatzteile zu fertigen.1 Ebenso verfolgte die Studentengruppe Lab-Rev
1 https://www.3dnatives.com/de/maritime-anwendungen-des-3d-drucks2-30820171/#!
143 Theoretische Grundlagen
aus Frankreich ein Projekt, um 3D Druck an Bord von Segelschiffen zu erforschen,
welches mit positiven Ergebnissen abgeschlossen wurde. Diese Beispiele von 3D-
Druck an Bord lassen sich ebenfalls durch maritime Anwendungsfälle erweitern. Bei-
spiele für 3D-Druck Anwendungen im maritimen Bereich sind gedruckte Schiffspropel-
ler2, Prototypen eines Tauchfahrzeugs der US-Navy3 oder eine 3D-gedrucke Yacht4.[2]
2 https://www.3dnatives.com/de/maritime-anwendungen-des-3d-drucks2-30820171/#!; Erste 3D-ge-
druckte Schiffspropeller
3 Ebd.; Prototyp eines Tauchfahrzeuges des US-Navy
4 Ebd.; Erste 3D-gedruckte Yacht
154 Experimentaldesign
4 Experimentaldesign
Das Experiment, mit dem sich diese Arbeit befasst, ist während einer Studie des Pla-
nungsamtes der BW zu 3D-Druck in der Truppe in dem Versuch Limeted Object Ex-
periment 4 (LOE 4) auf der Fregatte SACHSEN veranstaltet worden. Dazu wurden die
in Kapitel 3.1.2 erwähnten 3D-Drucker eingeschifft und erprobt. Die folgenden Ab-
schnitte veranschaulichen das Vorgehen des Experiments, indem die verwendeten
Anlagen, die Messeinrichtungen und die Referenzdrucke betrachtet werden.
4.1 Aufbau der Anlagen
Um zu veranschaulichen unter welchen Bedingungen und mit welchen Anlagen das
Experiment verlief, wird nun der allgemeine Aufbau vorgestellt. Beide Drucker standen
im Steuerbord Hangar der Fregatte SACHSEN. Die Arbeitsebene war die Bordhub-
schrauber E-Technik Werkstatt (BHS E-Werkstatt), die an den Hangar angeschlossen
war.
4.1.1 Fortus 450mc
Der Industriedrucker Fortus 450mc der Marke Stratasys, ist ein FDM/ FFF Drucker.
Die Fortus 450mc arbeitet mit zwei Düsen, die mit einem Modeling Material und einem
löslichen Support Material betrieben werden. Wie in Kapitel 3.1.2 beschrieben, besitzt
die Fortus einen gekapselten und beheizten Bauraum mit einer Gesamtbauvolumen
von 406.4 mm x 355.6 mm x 406.4 mm. Es können gleichzeitig 2 Kanister eines Ma-
terials geladen werden. [6]
Die Fortus 450mc wurde mit zwei Spanngurten an vier Verzurrpunkten im Hangar ver-
spannt. Die Spanngurte wurden vorne und hinten durch den Rahmen geführt. Die fol-
genden Abbildungen 5 und 6 zeigen diesen Aufbau:
164 Experimentaldesign
Neigungssensor
Abbildung 5: Frontalansicht der verzurrten Fortus Abbildung 6: Rückseite der Fortus 450mc und Ver-
450mc im Stb. Hangar schraubung des Prusa i3MK3S+
Auf den Abbildungen sind die Front und die Rückseite der verzurrten Fortus 450mc,
sowie der Prusa i3MK3S+, an der Rückseite der Fortus 450mc, zu erkennen. Die Art
der Verzurrung wurde gewählt, damit der Drucker bei Seegang gesichert und nicht
umsturzgefährdet ist. Zwischen Hangar Boden und dem Drucker liegt eine ca. 2 cm
hohe Gummimatte, auf der eine Palette steht, worauf wiederum die Fortus 450mc ver-
schraubt ist.
4.1.2 Prusa i3MK3S+
Der Prusa i3MK3S+ der Firma Prusa, ist ein FFF Drucker, der im zumeist im privaten
Segment genutzt wird. Der Drucker arbeitet mit dem in Kapitel 3.1.2 beschriebenen
System und hat einen nicht gekapselten Bauraum mit einem Bauvolumen von 250 mm
x 210 mm x 210 mm. [7]
Der Prusa i3MK3S+, der in Abb.3 gezeigt wurde, wurde auf einem Stahltisch montiert,
der sowohl als Befestigung für den Prusa als auch für die Messverstärker dient. Dieser
Stahltisch wurde mittels Aluminiumschienen an der Rückseite der Fortus am Rahmen
der Palette angebracht und miteinander verschraubt. Danach wurde der Tisch durch
einen Spanngurt am Boden des Hangars verzurrt, um diesen gegen Seegang zu
174 Experimentaldesign
sichern. Die Verzurrung und Anbringung des Prusa i3MK3S+ ist auf der Abb. 6 eben-
falls zu erkennen.
4.1.3 Additive Fertigungszentrale
Die meiste Arbeit geschah in der sogenannten Additiven Fertigungszentrale, welche
im Normalbetrieb als BHS E-Werkstatt fungiert. Dort liefen die Messdaten der Senso-
ren zusammen und wurden verarbeitet und die Konstruktion und Nachbearbeitung der
Teile wurde in diesem Raum vorgenommen. Zur Konstruktion und Verarbeitung der
CAD-Dateien standen zwei Lenovo Thinkpads und zwei Laptops zur Verfügung. Die
Messdaten der Sensoren liefen auf einem Rechner zusammen.
4.2 Messeinrichtungen
Die in Kapitel 3.2 beschriebenen Beschleunigungs- und Neigungsmesseinrichtungen
wurden an Bord der FGS SAC und an den Druckern angebracht, um Messdaten der
maritimen Einflüsse aufnehmen zu können.
4.2.1 Beschleunigungsaufnehmer
Die verwendeten Beschleunigungsaufnehmer der Marke Brüel & Kjaer, sind zwei ver-
schiedene Sensoren mit verscheiden Aufgabenfeldern. Beide Sensoren funktionieren
nach dem Prinzip der Piezoelektrik, wie in Kapitel 3.3.1 beschrieben. Beide Sensorar-
ten können triaxial in einem Frequenzbereich von 0.3Hz bis 10kHz messen. Der Un-
terschied liegt an dem Anbringungsort der Sensoren. Der Sensor des Typs 4227-001
ist hitzebeständig, weshalb dieser Sensor im Bauraum, an der Bauplattform der Fortus
450mc angebracht wurde. Die Sensoren des Typs 4535-B-001 wurden am äußeren
Rahmen der Fortus 450mc, an dem Rahmen des Prusa i3MK3S+ und an dem Schiffs-
körper angebracht. Sie sind keinen besonderen Einflüssen ausgesetzt, weshalb der
Sensor für allgemeine Zwecke ausgelegt ist. [9]
184 Experimentaldesign
Abbildung 7: Beschleunigungssensor an der Bau- Abbildung 8: Beschleunigungssensor am Rahmen des
plattform der Fortus 450mc; Quelle: S.Hartig Prusa i3MK3S+; Quelle: S.Hartig
Abbildung 9: Beschleunigungssensor am Rahmen der Fortus 450mc; Quelle: S.Hartig
Die Abbildungen 7, 8 und 9 zeigen den Anbringungsort der jeweiligen Beschleuni-
gungssensoren. Zu erkennen ist der Sensor der an der Bauplattform der Fortus 450mc
(Abb. 7), der Sensor an den Rahmen des Prusa i3MK3S+ (Abb. 8) und der Sensor der
am Rahmen der Fortus 450mc (Abb. 9) angebracht ist. Durch die Vielzahl der Senso-
ren an verschiedenen Stellen können sowohl die Beschleunigungen erfasst werden,
die allgemein im Hangar herrschten und die unterschiedlichen Beschleunigungen an
den verschiedenen Maschinen.
194 Experimentaldesign
4.2.2 Neigungssensoren
Der Neigungssensor der Marke a.b.jödden GmbH, arbeitet mit der in Kapitel 3.3.2
beschriebenen Technologie. Der Sensor der Serien KAS90x misst zweiachsig in posi-
tiver und negativer Richtung die Neigung der jeweiligen Achsen. Der Sensor ist wie in
Abbildung 6 eingezeichnet, an der Unterseite des Stahltisches angebracht. Somit
misst er die allgemeine Neigung, die an dem Ort im Hangar auftritt. Durch die in Kapitel
3.2.2 angewendete Technologie resultiert ein langzeitstabiler, hochauflösender und
schickfester Sensor. [11]
4.2.3 Messvorrichtung
Die Messdaten der Sensoren liefen auf einem Messverstärker zusammen und wurden
dann mittels der Datenverarbeitungssoftware Catman verarbeitet. Die Daten wurden
in Echtzeit aufgenommen und verarbeitet. Es wurden alle Beschleunigungen in x-, y-
und z-Richtung, die Neigung in x- und y-Richtung aufgenommen und ein Videosignal
einer Kamera gespeichert. Die Daten wurden so gespeichert, dass diese im Nach-
hinein miteinander verglichen werden können.
4.3 Referenzdrucke
Um aussagekräftige Ergebnisse präsentieren zu können, muss auch ein Druckjob so
wenig Veränderungen beinhalten wie möglich, um auf Fehlerquellen Rückschlüsse zu
ziehen. Dazu wurde ein Referenzdruck erstellt, der in den Testreihen gedruckt wurde.
Die Referenzdrucke des Prusa i3MK3S+ wurden mit einer 0.4 mm Düse erstellt und
einer Schichthöhe von 0.3 mm. Die Drucke auf der Fortus 450mc wurden mit einer T16
Düse mit einer Schichthöhe von 0.254 mm gedruckt. Anzumerken ist, dass der Prusa
i3MK3S+ direkt anfängt das geladene Bauteil zu drucken. Er legt eine Kontur um das
Bauteil und startet dann mit dem eigentlichen Bauteil. Die Fortus 450mc legt unter
jedem Bauteil drei Schichten Modeling Material und dann zwei Schichten Support Ma-
terial, um die Haftung zwischen Bauteil und Bauplattform zu erhöhen und um nach
dem Druck das Entfernen des Bauteils zu erleichtern.
4.3.1 Form und Funktion
Der Referenzdruck hat eine dreieckige Grundform mit abgerundeten Ecken mit einer
Höhe von 40 mm, einer Länge von 65 mm und eine Breite von 71 mm. Die Dreiecke
sind so modifiziert, dass nur eine Außenkontur durch den Drucker abgefahren wird.
204 Experimentaldesign
Beide Drucker fahren diese Kontur ab, sodass Rückschlüsse auf die einwirkenden
Kräfte gezogen werden können. Die Funktion eines einwandigen Bauteils besteht da-
rin, dass sofort auf kleinste Fehler geachtet werden kann. Durch Beschleunigung oder
Neigung kann es zu Verschiebung der Schichten im Bauteil kommen. Wenn mehrere
Außenkonturen oder Infill im Bauteil untergebracht wären, könnten diese nicht so ge-
nau erkannt werden. Durch die Messtechnik, die Zeit und die Kamera kann aufgenom-
men werden, welche Einflüsse zu welcher Zeit geschehen und auf welche Schicht sie
einwirken.
4.3.2 Dateityp
Die Ausgangsdatei für beide Drucker ist eine so genannte STL-Datei (Standard Tri-
angle Language). Diese Datei wird in einem Slicer verarbeitet. Beide Drucker nutzen
in dem Fall eine andere Software, um die STL-Datei zu verarbeiten. Die Fortus 450mc
nutzt als Slicer das firmeneigene Programm Insight, der Prusa i3MK3S+ nutzt den ei-
genen PrusaSlicer. In den beiden Programmen werden die Druckparameter angepasst
und auf die vorhandenen Hardwareeinstellungen, wie beispielsweise Düsengröße
oder Material, eingestellt. In diesen Programmen wurde auch bei beiden Druckern die
Einstellung getroffen, dass nur die Außenkontur der Dreiecke zu drucken ist. Wenn die
Einstellungen getroffen wurden, wird die Datei gesliced und weiterverarbeitet. Beim
PrusaSlicer wird die Datei in 3MF Format auf eine SD-Karte gezogen und den Drucker
durch einen SD-Port zugeführt. Das Programm Insight erstellt während des Slicens
eine so genannte Stratasys CMB File, die dann in das Control Center Programm ein-
gepflegt wird, welches dann Einstellungen wie beispielsweise Anzahl der Bauteile, An-
ordnung und Position auf dem Druckbett vornimmt. Diese Auswahl wird dann mittels
Lan-Verbindung zum Drucker weitergeleitet, an dem der Druckjob gestartet wird
4.3.3 Materialien
Die Materialvielfalt, die auf den Drucker verarbeitet werden kann, ist größer als die
Anzahl der Materialien, die in dem Experiment genutzt wurden. Im Allgemeinen wur-
den drei Materialien auf den Druckern für das Experiment genutzt. Der Prusa erstellt
die Referenzdrucke mit dem Filament PLA. Polyactid Acid ist ein kostengünstiges und
weit verbreitetes Filament mit Druckeigenschaften, wie keine Verzugsanfälligkeit. Es
ist aber nicht UV-Licht und Hitzebeständig. [14] Die Referenzdrucke auf der Fortus
450mc wurden mit ABS (Acrylnitril-Butadien-Styrol) und ASA (Acrylnitril-Styrol-
214 Experimentaldesign
Acrylat). ABS ist ein temperaturstabiler Kunststoff mit hohen Festigkeitswerten. ASA
ist ebenfalls temperaturbeständig mit einer guten UV-Licht Beständigkeit. Beide Mate-
rialen (ABS; ASA) müssen bei höheren Temperaturen gedruckt werden. Die Fortus
450mc arbeitet mit dem Stützmaterial SR-30 für beide verwendeten Materialien. Auf-
grund der langen Rüstzeit und der Material Knappheit der Fortus 450mc an Bord, wur-
den die Referenzdrucke mit den beiden Materialen, unter Annahme von gleichen Ei-
genschaften, verwendet [15].
225 Versuche
5 Versuche
Um Einwirkungen maritimer Einflüsse auf FFF-Bauteile an Bord zu testen, stand die
Fregatte SACHSEN als Plattform für das Experiment zur Verfügung. Während der
Bordexperimente konnten Hafenaufenthalte und Seefahrten als Einflussfaktoren ab-
gebildet werde. Die Zeit an Bord wurde genutzt, um das Projekt LOE 4 des Planungs-
amtes umzusetzen und die Verwendung des 3D-Drucks an Bord zu prüfen. Das fol-
gende Kapitel wird die allgemeine Vorgehensweise der Versuche und die Bedingun-
gen beschreiben, unter denen das Experiment aufgenommen wurde. Ebenso werden
die einzelnen Messreihen der jeweiligen Drucker einzeln vorgestellt und weitergehend
miteinander verglichen.
5.1 Allgemeine Vorgehensweise
Um eine allgemeine Vorstellung zu schaffen, wie die Versuche durchgeführt, welche
maritimen Bedingungen untersucht und wie die Daten verarbeitet wurden, werden im
Folgenden diese Punkte beschrieben.
5.1.1 Versuchsdurchführung
Der Versuch startete mit der Vorbereitung der Drucker. Der Prusa i3MK3S+ wurde
vorbereitet, indem der Druckjob, mit dem in Kapitel 4.3.2 beschriebenen Verfahren,
auf die vorhandene SD-Karte geladen und das Druckbett mit Isopropanol gereinigt
wurde, damit Verunreinigungen die Haftung zwischen Bauteil und Bauplattform nicht
verschlechtern. Das Druckmaterial des Prusa i3MK3S+ war weißes PLA der Firma
filamentworld. Die Vorbereitung der Fortus 450mc erfolgte, indem der Druckjob auf
den Drucker geladen wurde. Der Druckjob unterschied sich beim Material. Aufgrund
der angesprochenen Umrüstzeit und des wenigen Materials wurde entweder ABS oder
ASA genutzt. Nachdem der Druckjob mit den richtigen Parametern bereitstand, musste
ein sogenanntes Buildsheet auf das Druckbett der Fortus 450mc platziert werden, wel-
ches mittels Vakuum angesaugt wird. Nachdem dies geschah, wurde der Bauraum
geschlossen und der Referenzdruck in die untere rechte Ecke des Bauraums platziert,
um gleiche Abfahreigenschaften und Zeiten des Druckkopfs zu erzeugen. Nach der
allgemeinen Vorbereitung der Drucker, wurde die Messung im Programm Catman ge-
startet. Danach wurden beide Druckjobs gestartet, die jeweils 30 Minuten dauerten.
Nachdem die Drucke beendet waren, wurde die Messung beendet und abgespeichert,
die Druckjobs von dem jeweiligen Drucker entfernt und mit Nummer der Messung, dem
235 Versuche
Datum und dem verwendeten Material beschrieben. Diese Messung wurde dann ins-
gesamt fünf Mal durchgeführt, um aussagekräftige Ergebnisse für die jeweilige Mess-
reihe zu erhalten.
5.1.2 Maritime Bedingungen
Die Betrachtung von Einwirkungen maritimer Bedingungen war Hauptaugenmerk der
Arbeit. Der Begriff ist aber sehr weit gefasst. Da es aufgrund der Lage im Schiff zu
vielen Änderung der Parameter wie beispielsweise Verhalten des Seegangs auf das
Schiff, Luftfeuchtigkeit oder äußeren Umwelteinflüssen kommen kann, sind die gewon-
nenen Erkenntnisse auf den Hangar von Fregatten der Klasse 124 zu beschränken.
Maritime Einflüsse beschränken sich in dieser Arbeit auf seegangsbedingten Einfluss
und dabei auftretenden Beschleunigungen und Neigungen im Schiff. Während der
Seefahrt konnten vier verschiedene Messreihen zu verschiedenen Wetter- bezie-
hungsweise Seegangsverhältnissen aufgenommen werden. Zunächst wurden Refe-
renzdrucke erstellt, die im Hafen während der Hafenroutine erstellt wurden, um die
Grundschwingungen im Schiff aufzeichnen zu können, wie beispielsweise laufende
Anlagen und Personen. Dann wurde je nach Wetterlage eine Messreihe gestartet. Eine
Testreihe bei sehr leichter See (0 m - 0.5 m Wellengang), während Seegang von 1 m
- 2 m und eine bei Wellengang von bis zu 4 m. Bei den letzten beiden Messreihen ist
zu erwähnen, dass die Wellen eine Rollbewegung, also ein seitliches Schaukeln, im
Schiff hervorgerufen haben. Diese Einflüsse konnten anhand von Beschleunigungs-
und Neigungssensoren im Schiff verarbeitet werden.
Dem Experiment unterlagen jedoch noch anderen Einflüssen maritimer Basis, die sich
auf die Bauteile, die Drucker oder die Versuche auswirkten. Luftfeuchtigkeit war ein
Faktor, der nicht in diesem Experiment als maritimer Einfluss gemessen wurde, sich
jedoch auf Grund des Standortes der Drucker und des Dienstbetriebes variierte. Da
die Drucker im Hangar standen und der Dienstbetrieb das Öffnen und Schließen der
Hangar Tore verlangte, waren die Drucker immer anderer Luftfeuchtigkeit ausgesetzt.
Im gleichen Zuge auch Temperaturschwankungen und Zugluft, die bei geöffneten
Toren und Schotten geherrscht haben.
245 Versuche
5.2 Vorstellung der einzelnen Messreihen
Nun folgt die Vorstellung der einzelnen Messreihen. Es werden die einzelnen Mess-
reihen und die Fehler, die aufgetreten sind, präsentiert. Gleichzeitig werden die aufge-
tretenen Beschleunigungen und Neigungen, die an den Druckern herrschten, aufge-
zeigt und gegenübergestellt. Die folgenden Abbildungen der Referenzdrucke sind mit
den Bezeichnungen wie beispielsweise: „F.Hafen 1; 04.11.21; ABS“ oder „P.Fahrt 5;
17.11.21; PLA“ betitelt. Der vordere Buchstabe gibt den Drucker entweder Fortus
450mc (F) oder Prusa i3MK3S+ (P) an, die Bezeichnung Hafen oder Fahrt gibt an bei
welchen Bedingungen die Messreihe aufgenommen wurde, die Zahl gibt die Anzahl
der Messung an, das Datum gibt das Datum der Messreihe an und somit auch die
Anzahl der Messreihe und nach dem Datum wird das Material des Referenzdrucks
vorgestellt.
Tabelle 1: Veranschaulichung der Fehler der einzelnen Messungen der Messreihen 1-4 der Fortus 450mc und des
Prusa i3MK3S+
Messreihe See- M1 M2 M3 M4 M5 Fehler
und Drucker gang
MR 1 (F) 0m nein nein nein ja ja Kein Aufbau der Sup-
portschichten
MR 2 (F) 0 m – nein nein nein nein nein Leichter Verzug
0.5 m
MR 3 (F) 1 m – 2 nein nein nein nein nein Leichter Verzug
m
MR 4 (F) Bis 4 m nein nein nein nein nein Leichter Verzug
MR 1 (P) 0m nein nein nein ja nein Verschmutzung des
Filaments, Layerschift
und Brandtraube
MR 2 (P) 0 m – nein nein ja ja nein Leichter Layerschift
0.5 m
MR 3 (P) 1 m – 2 nein nein nein nein ja Ablösen der linken Ecke,
m Verzug im Bauteil
MR 4 (P) Bis 4 m ja nein ja nein ja Ablösen der linken Ecke,
der Bauteile und Verzug
Die dargestellte Tabelle 1 veranschaulicht vorab die Fehleranfälligkeit der Drucker, die
während der Messreihen aufgetreten sind. Dabei werden die Messreihen 1-4 und de-
ren jeweiligen Messungen 1-5 vorgestellt. Die Eintragungen der Tabelle stehen für ja:
es ist ein Fehler aufgetreten und nein: es ist kein Fehler aufgetreten. Die letzte Spalte
veranschaulicht grob die Art des Fehlers in der gesamten Messreihe.
255 Versuche
5.2.1 Messreihe 1: Hafenaufenthalt
Die folgende Betrachtung beziehen sich auf die Messreihe, die im Hafen aufgenom-
men wurde. Wenn die Fregatte nicht zu See fährt, liegt sie im normalen Dienstbetrieb
an der Pier. Dieser Zustand wurde genutzt, um die erste Messreihe vorzunehmen. Es
wird mit der Betrachtung der Referenzdrucke der Fortus 450mc begonnen.
Die Referenzdrucke der Fortus 450mc wurden mit dem Material ABS gedruckt. Die
ersten drei Referenzdrucke der Messreihe zeigen optisch keine Fehler oder Ungenau-
igkeiten. Die Schichten liegen alle gerade aufeinander und es ist kein Verzug zu er-
kennen.
Abbildung 10: Referenzdruck der Fortus 450mc: F.Hafen 1; 04.11.21; ABS
Die Abbildung zeigt den ersten Druck der Messreihe als Vertreter der ersten drei Er-
gebnisse.
Die Beschleunigungs- und Neigungsparameter sehen bei den ersten drei Messungen
nahezu identisch aus. Beispielsweise sind die Beschleunigungen in z-Richtung an der
Bauplattform zwischen -0.6 m/s2 und 0.6 m/s2. Und die Neigungen in x-Richtung liegen
bei allen zwischen -0,2° und 2.1°.
265 Versuche
Messreihe 1: Hafen: Messung 1
Messreihe 1: Hafen: Messung 3
Abbildung 11: Beschleunigungen in z-Richtung an der Bauplattform der Fortus 450mc; Messungen 1 und 3;
Messreihe 1
Beispielhaft ist die Beschleunigung in z-Richtung des Beschleunigungssensors an der
Bauplattform zu erkennen. Die Daten zeigen gleiche Muster.
Eine optische Änderung gab es ab Messung 4. In den ersten Schichten ist eine unsau-
bere Ablage dieser zu erkennen, ebenso wie eine leichte Wölbung in den ersten
Schichten nach außen. Diese Fehler wurden in Laufe des Druckes abgestellt und der
Druck wurde fehlerfrei fortgeführt. Der fünfte Druck wies direkt bei der ersten Schicht
einen Fehler auf. Dieser Fehler trat im gesamten ersten Drittel des Drucks auf, da die
Schichten nicht korrekt übereinandergelegt wurden. Der Fehler wurde aber ab dem
zweiten Drittel übergangen und der Druck konnte wie vorgesehen weitergeführt wer-
den.
275 Versuche
Abbildung 12: Referenzdruck der Fortus 450mc: Abbildung 13: Referenzdruck der Fortus 450mc:
F.Hafen 4; 04.11.21; ABS F.Hafen 5; 04.11.21; ABS
Zu erkennen sind der vierte und fünfte Referenzdruck, mit den genannten Fehlern. Es
ist zu erwähnen, dass das in Kapitel 4.3 beschriebene Aufbauen der zwei Support-
schichten nicht stattgefunden hat. Die Messdaten zeigen keine signifikanten Beschleu-
nigungen oder Neigungen, die zu diesen Ergebnissen geführt haben könnten oder die
diese verursachen. Alle Beschleunigungen liegen wieder zwischen -0.6 m/s2 und 0.6
m/s2 und die Neigungen in x-Richtung liegen bei allen zwischen -0,2° und 2.1°.
Die nachfolgende Abbildung 14 veranschaulicht die Beschleunigung in z-Richtung an
der Bauplattform der Fortus 450mc beispielhaft für die Messungen 1,4 und 5. Die
Messwerte sehen nahezu gleich aus und es sind keine extremen Unterschiede zu er-
kennen, die die Fehler begründen würden.
285 Versuche
Messreihe 1: Hafen: Messung 1
Messreihe 1: Hafen: Messung 4
Messreihe 1: Hafen: Messung 5
Abbildung 14: Beschleunigung in z-Richtung an der Bauplattform der Fortus 450mc; Messungen 1,4 und 5; Mess-
reihe 1
Im Folgenden werden Referenzdrucke des Prusa i3MK3S+ betrachtet. Augenschein-
lich sind die Drucke der Messungen 1, 2, 3 und 5 fehlerfrei. Die Schichten liegen ohne
Verzug oder Abweichungen übereinander. Anzumerken ist, dass leichte Verunreini-
gungen des Filaments in den Schichten zu erkennen sind.
295 Versuche
Abbildung 15: Referenzdruck des Prusa i3MK3S+: P.Hafen 1; 04.11.21; PLA
Zu erkennen ist der Referenzdruck der ersten Messung, der beispielhaft für die ange-
sprochenen Messungen gezeigt wird. Die Beschleunigungen sowohl in x-, y- und z-
Richtung sehen bei allen Messungen nahezu identisch aus. Nach dem Anfahren des
Druckkopfs liegt die Beschleunigung zwischen -3 m/s2 und 3 m/s2 in z-Richtung.
305 Versuche
Messreihe 1: Hafen: Messung 1
Messreihe 1: Hafen: Messung 4
Messreihe 1: Hafen: Messung 5
Abbildung 16: Beschleunigung in z-Richtung am Rahmen des Prusa i3MK3S+; Messungen 1,2,3 und 5; Mess-
reihe 1
Abbildung 16 veranschaulicht dieses Verhalten. Nach dem Anfahren des Druckkopfs
stellen sich die oben genannten Beschleunigungen ein. Beim Vergleich der Beschleu-
nigungen fallen für die Messungen 1,4 und 5 keine ausschlaggebenden Unterschiede
auf. Der vierte Referenzdruck weist im oberen Viertel einen sogenannten Layerschift,
einen Versatz zwischen den Schichten auf. In dieser Schicht ist eine kleine
Brandtraube zu erkennen. Nachfolgend sind diese Fehler in den Abbildungen aufge-
zeigt.
315 Versuche
Abbildung 17: Referenzdruck des Prusa i3MK3S+: Abbildung 18: Vergrößerung der Brandblase des Re-
P.Hafen 4; 04.11.21; PLA ferenzdrucks P.Hafen 4
Anhand der Messdaten sind keine Auffälligkeiten in Bezug auf Beschleunigungen oder
Neigung zu im Gegensatz zu den anderen Drucken der Messreihe zu erkennen.
5.2.2 Messreihe 2: Leichter Wellengang 0 m - 0.5 m
Der Folgende Abschnitt befasst sich mit der Betrachtung der Referenzdrucke der zwei-
ten Messreihe. Die zweite Messreihe wurde unter Seegangsbedingungen von 0 m -
0.5 m aufgenommen. Während der Fahrt wurden auch verschiedene Kurse oder Fahrt-
stufen der Antriebsmaschinen getestet. Kurs- oder Fahrtänderungen wirken sich eben-
falls auf die Beschleunigung und Neigung an den Druckern aus.
Es wird mit der Betrachtung der Referenzdrucke der Fortus 450mc angefangen. Dies-
mal wurde das Material ASA zur Fertigung genutzt. Alle fünf Drucke der Fortus 450mc
aus ASA zeigen in der Messreihe keine Auffälligkeiten, welche die Druckqualität be-
trifft. Die Referenzdrucke zeigen beispielsweise keine Ablösung oder Überlagerung
der Schichten. Es ist nur ein sehr leichter Verzug im Bauteil in Richtung der Schichten
zu erkennen.
325 Versuche
Abbildung 19: Referenzdruck der Fortus 450mc: F.Fahrt 1; 11.11.21; ASA
Die Abbildung 19 zeigt den Referenzdruck der Fortus 450mc aus ASA. Er steht stell-
vertretend für alle fünf Drucke der Messreihe. Die messtechnische Auswertung ergibt
nahezu dieselben Werte für die jeweiligen Referenzdrucke. Es ist anzumerken, dass
die Datenspeicherung bei der zweiten Messung nicht funktionierte. Die Messungen
ergeben beispielsweise Beschleunigungen auf der Bauplattform der Fortus 450mc zwi-
schen -0.6 m/s2und 0.6 m/s2. Die Neigungen variieren in der Messreihe und pro Mes-
sung. Generell liegen diese zwischen -5° und 7° auf der x-Achse und zwischen -1,5°
und 2,5° auf der y-Achse.
Nachfolgend sind die Beschleunigungsdaten an der Baupattform der Fortus 450mc
und die Neigungen auf der x-Achse der Referenzdrucke 1,3,4 und 5 in Abbildung 20
zu erkennen:
335 Versuche
Messreihe 2: 0 m- 0.5 m: Messung 1
Messreihe 2: 0 m- 0.5 m: Messung 3
Messreihe 2: 0 m- 0.5 m: Messung 4
Messreihe 2: 0 m- 0.5 m: Messung 5
Abbildung 20: Beschleunigungen in z-Richtung an der Bauplattform der Fortus 450mc; Messungen 1,3,4 und 5;
Messreihe 2
Die Abbildung veranschaulicht, dass die Beschleunigungen im Bauraum bei allen Mes-
sungen im selben Wertebereich liegen, was dieselben Druckergebnisse erklärt.
Messreihe 2: 0 m- 0.5 m: Messung 1
Messreihe 2: 0 m- 0.5 m: Messung 3
Messreihe 2: 0 m- 0.5 m: Messung 4
Messreihe 2: 0 m- 0.5 m: Messung 5
Abbildung 21: Neigungen auf der x-Achse; Messungen 1,3,4 und 5; Messreihe 2
345 Versuche
Abbildung 21 zeigt, die unterschiedlich einwirkenden Neigungen, die während der
Messungen auftraten, jedoch keinen Einfluss auf die Druckergebnisse hatten.
Die Referenzdrucke des Prusa i3MK3S+ der zweiten Messreihe zeigen an gewissen
Stellen unterschiedliche Fehler auf. Es sind an der hinteren Abrundung der Dreiecke
bei allen Drucken der Messreihe Unsauberkeiten im Filament zu erkennen.
Die Messungen 3 und 4 zeigen einen kleinen Layerschift auf. Der Versatz zwischen
den Schichten war so gering, dass der Druck beendet werden konnte. Bei den Refe-
renzdrucken mit dem Layerschift löste dich die Verbindung zwischen Bauplattform und
Bauteil. Die Beschleunigungen am Rahmen des Prusas sehen bei allen Messungen
auf allen Achsen annähernd identisch aus. Nachdem der Druckkopf angefahren ist,
stellen sich die Beschleunigungen auf der x-Ache zwischen -3 m/s2 und 3 m/s2, auf der
y-Achse zwischen -4 m/s2 und 4 m/s2 und auf der z-Achse zwischen -2 m/s2 und 2 m/s2
ein.
5.2.3 Messreihe 3: Wellengang bei 1 m – 2 m
Die folgende Messreihe drei wurde bei Seegangsbedingungen von 1 m – 2 m aufge-
nommen. Wie bereits beschrieben, geschahen bei diesen Messungen Rollbewegun-
gen im Schiff, also ein seitliches Auftreffen beziehungsweise Überfahren der Wellen.
Ebenso wurden während der Messreihe verschiedene Fahrübungen mit Kurs- und
Fahränderungen durchgeführt.
Die Drucke der Fortus 450mc sind mit dem Material ASA durchgeführt worden. Optisch
sind, wie bei den Versuchen in Kapitel 5.2.2, keine Ungenauigkeiten oder Fehler auf-
getreten. Die Schichten liegen ohne Versatz, jedoch mit leichtem Verzug in Schicht-
richtung, aufeinander. Die Beschleunigungen, die im Bauraum der Fortus 450mc herr-
schen liegen erneut zwischen -0.6 m/s2 und 0.6 m/s2. Während der Messung lagen
durchschnittlich die Neigungen in x-Richtung zwischen -3° und 3°. Aufgrund der Fahr-
übungen konnten auch Neigungen von bis zu 10° bzw. -10° aufgenommen werden,
die auch für mehrere Sekunden vorherrschten. Es konnten auch schnelle Änderungen
der Neigung aufgenommen werden, wie beispielsweise bei Messung 1 eine Änderung
innerhalb von 4 Sekunden von 7° auf -10°, was in folgender Abbildung 22 zu erkennen
ist:
355 Versuche
Messreihe 3: 1 m - 2 m: Messung 1
Abbildung 22: Neigungen auf der x-Achse; Messung 1; Messreihe 3
Die Neigung in y-Richtung liegt durchschnittlich bei -1° und 2° über die Messungen.
Bei der ersten Messung trat ein rascher Anstieg von 2° auf 20° und dann auf -15°
innerhalb von 0.01 Sekunden auf. Es war kein besonderer Grund für diesen Anstieg
festzustellen, was in folgender Abbildung 23 zu erkennen ist:
Messreihe 3: 1 m- 2 m: Messung 1
Abbildung 23: Neigung auf der y-Achse; Messung 1; Messreihe 3; Maximaler Ausschlag
365 Versuche
Die Referenzdrucke des Prusa i3MK3S+ der dritten Messreihe zeigen für die ersten
vier Messungen keine Auffälligkeiten oder Fehler im Druck. Die Schichten liegen ge-
rade übereinander und es ist kein Verzug im Bauteil festzustellen. Der fünfte Referenz-
druck weist Verformungen im gesamten Bauteil auf. Der Druck löste sich von der Bau-
plattform an der linken Ecke als das Bauteil 6 mm aufgebaut war. Ab dieser Schicht
verzog das Bauteil.
Abbildung 24: Referenzdruck des Prusa i3MK3S+: P.Fahrt 5; 17.11.21; PLA
Es ist zu erkennen, dass die Ablösung an der linken Ecke einen Verzug an der linken
Seite zur Folge hat. Die rechte Seite konnte verzugsfrei aufgebaut werden.
Die Beschleunigungen an dem Prusa i3MK3S+ zeigen für die Messungen eins bis 5
keine starken Abweichungen. Nach dem Anfahren des Druckkopfs stellten sich erneut
vergleichbare Beschleunigungen ein wie in Kapitel 5.2.2. Ebenso sind keine extremen
Neigungen in x- oder y-Richtung festzustellen.
5.2.4 Messreihe 4: Wellengang mit bis zu 4 m
Die letzte Messreihe wurde bei Seegangsbedingungen von bis zu 4 Metern Welle auf-
gezeichnet. Die Beschleunigungen und Neigungen, die auftraten, sind durch seitliches
375 Versuche
Eintreffen der Wellen auf den Schiffskörper entstanden, das so genannte Rollen. Da
die Messreihe während einer Transitfahrt aufgenommen wurde, waren keine größeren
Fahrt- und Kursänderungen vorhanden.
Die Referenzdrucke der Fortus 450mc wurden erneut mit dem Material ASA gedruckt.
Die Betrachtung der Schichten und der Druckqualität zeigt, dass die Drucke keinen
Layerschift oder sonstige Fehler aufweisen, jedoch erneut leichten Verzug in Richtung
der abgefahrenen Schichten. Die Beschleunigungen in z-Richtung im Bauraum der
Fortus 450mc liegen erneut zwischen -0.6 m/s2 und 0.6 m/s2. Die Neigungen haben in
x-Richtung maximale Ausschläge bis 12° bzw. -15°. Anhand der Messdaten sind ge-
nerell größere Amplituden der Schwingungen über einen längeren Zeitraum in x-Rich-
tung zu erkennen.
Die Referenzdrucke des Prusa i3MK3S+ sind in dieser Messreihe fehlerbelastet. Nur
die Messungen 2 und 4 sind annähernd fehlerfrei aufgebaut worden. Trotzdem ist bei
beiden Drucken ein geringer Layerschift und leichter Verzug, nach circa 4.3 mm bei
Messung 2 und bei circa 6.6 mm bei Messung 4, zu erkennen. Die Drucke 1 und 5
weisen größeren Verzug im Bauteil auf. Der Verzug geht jeweils von der linken Ecke
der Referenzdrucke aus, wie in Abbildung 25 markiert.
Abbildung 25: Referenzdruck des Prusa i3MK3S+: P.Fahrt 5; 25.11.21; PLA
385 Versuche
Zu erkennen ist der fünfte Druck der Messreihe und der Verzug, der von der linken
Seite des Bauteils ausgeht. Es ist erneut festgestellt worden, dass sich jeweils die linke
Ecke des Bauteils von der Bauplattform löste.
Die dritte Messung des Prusa i3MK3S+ wurde aufgrund einer kompletten Ablösung
des Bauteiles abgebrochen. Es wurden die ersten Schichten des Referenzdrucks auf-
gebaut, bevor sich der gesamte Druck ablöste. Nachfolgend ist die Ablösung und der
daraus entstehende Filament Aufbau zu erkennen:
Abbildung 26: Ablösung von Messung 3 aus Messreihe 4 des Prusa i3MK3S+
Es sind erneut keine ausfälligen Beschleunigungen für die Messreihen zu erkennen.
Die Beschleunigungen nehmen annähernd dieselben Werte an wie in Kapitel 5.2.2.
Die Neigungen für die die Messungen in 3, 4 und 5 sind im ersten Drittel der Druckzeit
von vielen hohen Auslenkungen und größeren Neigungswechseln geprägt.
39Sie können auch lesen

















































