Flammlöten mit NOCOLOK Flux Flame Brazing with NOCOLOK Flux
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

® Flammlöten mit NOCOLOK® Flux Flame Brazing with NOCOLOK® Flux

Einführung Introduction
Das Flammlöten von Aluminium ist Flame brazing of aluminum is not new.
nicht neu. Denn bereits die allerersten In fact the very first brazed aluminum
hartgelöteten Aluminiumbaugruppen assemblies were produced using a
wurden mit einem Flussmittel auf chloride based flux and a flame as the
Chloridbasis und einer Flamme als heat source.
Wärmequelle hergestellt.
What has changed over the years is
Geändert hat sich im Laufe der the sophistication of the types of fluxes
Jahre nur die Qualität der verfügba- available and to a certain extent the alloy
ren Flussmittelarten und zu einem selection. However, even if one returns
gewissen Grad auch die Wahl der to the absolute basics of a flame, filler
Legierungen. Dennoch gibt es noch metal and flux, there remains a great
bei Lötflamme, Lot und Flussmittel eine deal to be learned about the funda-
Menge zu lernen über die Grundlagen mentals of flame brazing of aluminum.
des Aluminiumlötens. Dies stellen This becomes especially evident when
Lötingenieure oft fest, wenn sie versu- the brazing engineer applies his tech-
chen, ihre Verfahren und Ausrüstung niques and equipment to NOCOLOK ®
auf das NOCOLOK ® Flux Flammlöten flux flame brazing and years of learned
anzuwenden und dabei ihre im Laufe practice seem to fail. This is largely due
der Jahre gesammelten praktischen to the fact that the years of acquired
Erfahrungen umzusetzen. Dies liegt knowledge of flame brazing aluminum
in erster Linie daran, dass ihre jahre- has come from corrosive chloride-
langen Erfahrungen im Flammlöten based flux brazing.
von Aluminium auf der Verwendung
Unfortunately, the same techniques can
korrosiver chloridhaltiger Flussmittel
not be directly applied to NOCOLOK ®
basieren.
flux flame brazing. It is therefore the
Leider sind beim Flammlöten mit intention of this article to re-familiarize
NOCOLOK ® Flux nicht dieselben the brazing engineer with the funda-
Verfahren direkt anwendbar. Daher soll mentals of flame brazing aluminum
der Lötingenieur in dieser Broschüre and use those fundamentals to realize
noch einmal mit den Grundlagen all the advantages of NOCOLOK ® flux
des Flammlötens von Aluminium ver- brazing.
traut gemacht werden und dabei all
die Vorteile des NOCOLOK ® Flux
Lötprozesses erkennen.
®
Pioneered Flux Technology
– Connected Thinking.
2 Solvay Special Chemicals Flammlöten mit NOCOLOK® Flux
Was ist What is
Flammlöten? Flame Brazing?
Die American Welding Society definiert According to the American Welding
Hartlöten als das Verbinden von Metallen Society, brazing is the joining of metals
mit Hilfe eines geschmolzenen Lotes, using a molten filler metal, which on cool-
das bei Abkühlen eine Lötverbindung ing forms a joint. The filler metal melt-
bildet. Die Schmelztemperatur des ing temperature is above 450 °C, but
Lotes liegt über 450 °C, jedoch unter below the melting point of the metals.
dem Schmelzpunkt der Bauteile. Beim Flame brazing then implies the use of a
Flammlöten wird für den oben beschrie- flame as the heat source to accomplish
benen Vorgang als Wärmequelle eine what is described above.
Flamme verwendet.
Flame brazing lends itself well to join-
Das Flammlöten eignet sich zum ing components with simple configu-
Verbinden von Bauteilen mit einfa- rations such as tube-to-tube, tube-to-
cher Bauform, wie z.B. Rohr-Rohr, fitting and joints having large thermal
Rohr-Anschlussstück und zum mass differences. Since much faster
Zusammenfügen von Bauteilen mit heating rates are possible than in fur-
sehr unterschiedlicher thermisch wirk- nace brazing, flame brazing is versatile
samer Masse. Da das Flammlöten weit- and as will be explained in more detail
aus höhere Aufheizgeschwindigkeiten later, can braze some Mg containing
erlaubt als das Ofenhartlöten, ist es alloys.
vielseitig einsetzbar und ermöglicht,
wie unten beschrieben, das Hartlöten
magnesiumhaltiger Legierungen.
Flammlöten
Flame Brazing
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 3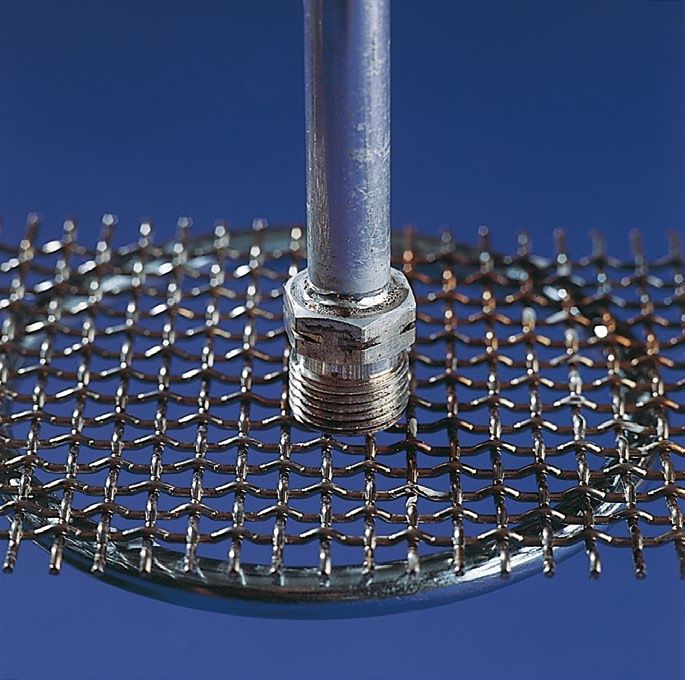
Was ist What is
NOCOLOK® NOCOLOK®
Flux? Flux?
® NOCOLOK ® Flux ist ein weißes NOCOLOK ® flux is a white powder
Pulver, das aus einem Gemisch aus consisting of a mixture of potassium
Kaliumfluoraluminaten der allgemei- fluroaluminate salts of the general
nen Formel K1-3 Al‑F4-6 besteht. formula K1-3 Al‑F4-6. The flux has a
Das Flussmittel hat einen defi- defined melting point range of 565 °C
nierten Schmelzpunktbereich von to 572 °C, below the melting point of
565 °C bis 572 °C, der unterhalb der the Al-Si brazing alloy. The flux is non-
Schmelztemperatur des Al-Si-Hartlots corrosive and non-hygroscopic and
liegt. Das Flussmittel ist nichtkorrosiv is only very slightly soluble in water
und nichthygroskopisch und in Wasser (0.2 % to 0.4 %). The shelf and pot life
kaum löslich (0,2 % bis 0,4 %). Deshalb of the flux is therefore indefinite. The
ist das Flussmittel für unbestimmte flux does not react with Al at room tem-
Zeit lagerbeständig und haltbar. Bei perature or at brazing temperature and
Zimmer- oder Löttemperatur erfolgt only becomes reactive when molten.
keine Reaktion des Flussmittels mit
Aluminium. Es wird nur in geschmolze- Role of the Flux
nem Zustand reaktionsfähig. Once molten the flux works by dissolv-
ing the oxide film on the Al surfaces to
Die Rolle des Flussmittels be joined and prevents further oxida-
In geschmolzenem Zustand löst tion. The flux wets the Al surfaces and
das Flussmittel das auf den Alu- allows the filler metal to flow freely into
miniumoberflächen der zusammen- the joints by capillary action. Upon
zufügenden Bauteile vorhandene cooling, the flux solidifies and remains
Oxid und verhindert ein weiteres on the surfaces as a thin, tightly adher-
Oxidieren. Das Flussmittel benetzt ent film, which need not be removed.
die Aluminiumoberflächen, sodass
das Lot durch Kapillarwirkung frei in Joint Clearances
die Lötstellen fließen kann. Nach dem The recommended gap tolerances
Abkühlen härtet das Flussmittel aus for flame brazing range from 0.1 mm
und bleibt als dünne, stark haftende to to 0.15 mm. Larger gap clearances
Schicht auf der Oberfläche zurück. can be tolerated, but capillary action is
reduced, gravity activity is increased
Lötfugenweite and more filler metal may be required.
Die empfohlenen Lötfugentoleranzen Friction fits should also be avoided as
liegen beim Flammlöten zwischen this will restrict filler metal flow and
0,1 mm und 0,15 mm. Größere Lötfugen result in discontinuities in the brazed
sind zwar zulässig, doch sie vermin- joint area.
dern die Kapillarwirkung, erhöhen die
Schwerkraft und erfordern u. U. mehr
Lot. Es sollte vermieden werden, dass
die Lötflächen zu sehr aneinander
gepresst werden, da dies den Lotfluss
behindert und zu Unregelmäßigkeiten
in der Lötstelle führt.
4 Solvay Special Chemicals Flammlöten mit NOCOLOK® Flux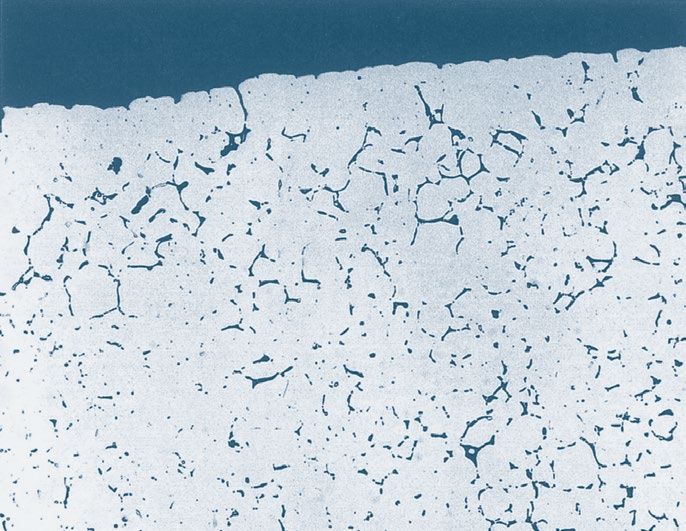
Empfohlene Recommended
Ausrüstung equipment for
für das flame brazing
Flammlöten Since the principles of flame braz-
ing can be explained using the most
Da die Prinzipien des Flammlötens basic equipment, only the equipment
anhand der grundlegenden Ausrüstung necessary for manual flame brazing is
erklärt werden können, wird hier nur described. From the basic principles,
die für das manuelle Flammlöten all other equipment is only a matter of
erforderliche Ausrüstung beschrie- the degree of automation the end user
ben. Höher entwickelte Systeme wishes to achieve.
unterscheiden sich hiervon nur durch
den vom Verbraucher gewünschten Hardware
Automatisierungsgrad. Torch
It is critical that the joint area is brought
Ausrüstung up to temperature uniformly. For this
Brenner reason a dual headed torch capable of Zweiköpfiger Brenner
heating the joint from 2 sides is recom- Dual headed torch
Ein gleichmäßiges Erwärmen der
Lötstelle ist sehr wichtig. Daher emp- mended.
fiehlt sich die Verwendung eines Torch Tip
zweiköpfigen Brenners, mit dem die A multi-orifice tip generates a broader
Lötstelle von zwei Seiten erwärmt wer- flame at the exit of the tip. This feature
den kann. enhances component temperature
Brennerdüse uniformity during heat up. Pin-point
Bei einer Brennerdüse mit mehreren flames should be avoided as burn-
Öffnungen entsteht am Düsenausgang through can easily occur.
eine breitere Flamme. Dadurch
lässt sich das Bauteil gleichmäßi-
ger erwärmen. Flammen mit kleinem
Durchmesser sind zu vermeiden, da
sie leicht zum Durchbrennen führen.
Brennerdüse
Torch Tip
Lot
Filler metal
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 5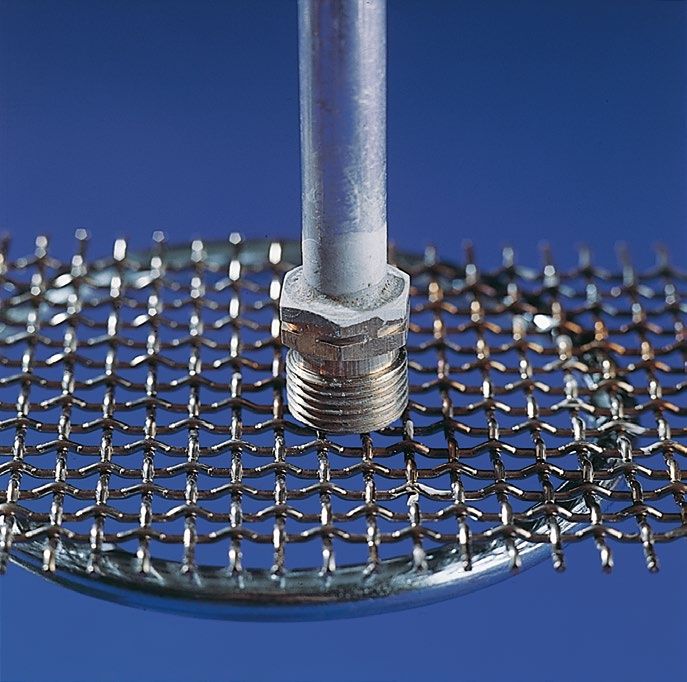
Hilfsstoffe Consumables
Gas Gas
Die meisten handelsüblichen Gas- Most commercial gas mixtures are
gemische sind für das Flammlöten von acceptable for flame brazing Al:
Aluminium verwendbar:
■■ oxygen – propane
■■ Sauerstoff – Propangas ■■ oxygen – methane
■■ Sauerstoff – Methangas ■■ oxygen – natural gas
■■ Sauerstoff – Erdgas ■■ oxygen – acetylene (oxyacetylene)
■■ Sauerstoff – Azetylen
Oxyacetylene combination produces
Die Kombination Azetylen-Sauerstoff the hottest flame and may be used, but
erzeugt die heißeste Flamme. Bei with extreme care to avoid overheating
ihrer Verwendung ist äußerste Sorgfalt and burn-through.
geboten, um ein Überhitzen oder
Filler Metal
Durchbrennen zu vermeiden.
The filler metal alloy most commonly
Lot used for flame brazing Al is AA4047
Als Lot wird beim Al-Flammlöten meist which contains 11 to 13 % Si. The Al-Si
die Legierung AA4047 verwendet, phase diagram shows the eutectic
die 11 bis 13 % Si enthält. Im Al-Si- at 577 °C with 12.6 % Si. AA4047 filler
Phasendiagramm liegt das Eutektikum alloy therefore has the lowest melting
mit 12,6 % Si bei 577 °C. Somit hat temperature with the highest fluidity,
das Lot AA4047 die niedrigste ideal properties for flame brazing Al.
Schmelztemperatur mit der höchsten
The filler metal is available in a variety of
Fließfähigkeit – ideale Eigenschaften
shapes and forms including wire, rings,
für das Flammlöten von Aluminium.
foil and powder. When used as a pow-
Das Lot ist in den verschiedensten der, it is usually mixed with flux and a
Formen erhältlich, wie z.B. als Draht, carrier to form a paste (more on pastes
Ring, Folie und Pulver. In Form below). The filler metal wire is also avail-
von Pulver wird es in der Regel able commercially either cored or coat-
mit Flussmittel und einem Binder/ ed with flux, precluding the application
Trägersubstanz zu einer Paste ver- of flux.
mischt (mehr zu Pasten, siehe unten). In
Brazing Paste
Form von Draht ist es im Handel auch
Commercially available brazing pastes
mit Flussmittel gefüllt oder beschichtet
consist of the flux, powdered filler
erhältlich, sodass kein Flussmittel mehr
metal and a binder/carrier to keep eve-
aufgebracht werden muss.
rything in uniform suspension. This
Lotpaste paste is all inclusive, there is no need
Handelsübliche Lötpasten sind eine to supply flux or filler metal to the joint
homogene Suspension aus Flussmittel, separately. Brazing pastes can also
Lot in Pulverform und einem Binder/ be applied with automatic dispensers,
Trägersubstanz. Da die Paste alle with syringes or by brush application.
Komponenten enthält, muss kein
Flussmittel oder Lot mehr aufgetragen
werden. Die Lötpaste kann auch mit
automatischen Dosiervorrichtungen,
mit Spritzen oder Pinsel aufgetragen
werden.
6 Solvay Special Chemicals Flammlöten mit NOCOLOK® Flux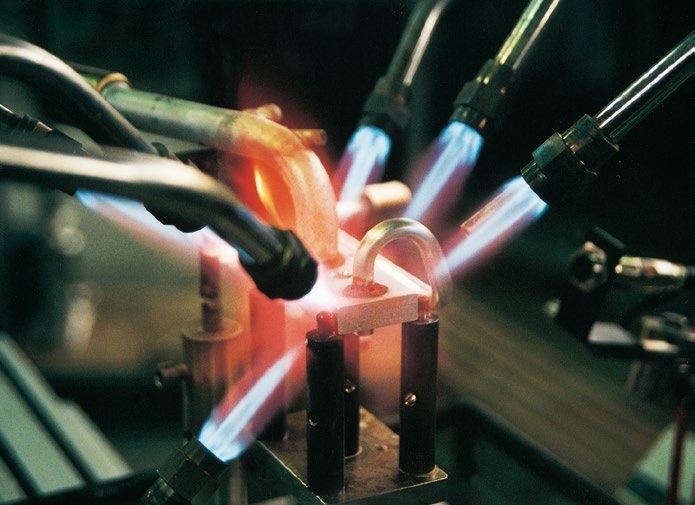
Flussmittelpaste Flux Paste
Diese unterscheidet sich von Lotpaste This is very similar to brazing pastes
nur dadurch, dass sie kein Lot in except that there is no powdered
Pulverform enthält. Daher erfordert filler metal present, meaning that flux
die Verwendung von Flussmittelpaste pastes requires filler metal in one form
auch das Auftragen von Lot in irgend- or another to be added to the joint
einer Form auf die Lötfläche. Der separately. The advantage of using a
Gebrauch von Flussmittelpaste hat flux paste is that the end user does not
den Vorteil, dass der Anwender die have to prepare his own paste.
Paste nicht selbst herzustellen braucht.
In-House Paste Preparation
Selbst hergestellte The least expensive and most com-
Flussmittelpaste mon is the in-house preparation of flux
Das Anrühren von Flussmittelpaste pastes. The flux is mixed with either
ist die preiswerteste und übliche water or alcohol and/or water at 40 %
Methode. Das Flussmittel wird im to 60 % solids. Using some alcohol in
Verhältnis 40 % zu 60 % Flüssigkeit mit the paste formulation allows for quicker
Wasser oder Alkohol oder beidem ver- drying. Using pastes prepared in-house
mischt. Die Zugabe von Alkohol führt of course requires that the filler metal
zum schnelleren Trocknen der Paste. be supplied to the joint separately.
Bei Verwendung selbst angerühr- These pastes are not easily dispensa-
ter Pasten muss das Lot separat auf ble automatically and are most often
die Lötstelle gegeben werden. Diese applied with a brush.
Pasten sind für die automatische
For brazing a tube-to-tube joint, the
Dosierung schlecht einsetzbar und
table below summarizes the complex-
müssen oft mit einem Pinsel aufgetra-
ity level in applying the flux and filler
gen werden.
metal in their various forms:
Die Tabelle zeigt die Komplexität
des Auftragens von Flussmittel und
Lot in ihren verschiedenen Formen
beim Herstellen einer Lötverbindung
zwischen zwei Rohren:
Mit Flussmittel gefüllter oder
Lotpaste Flussmittelpaste Selbst hergestellte Paste
beschichteter Draht
Brazing Pastes Flux Pastes In-House Paste Preparation
Flux Cored or Coated Wire
1. Paste auf Lötstelle
1. Ring auf Lötstelle legen auftragen oder dosieren 1. Ring auf Lötstelle legen 1. Paste anrühren
1. Preplace ring at the joint 1. Apply or dispense paste 1. Preplace ring at the joint 1. Prepare paste
at the joint
2. Paste auf Lötstelle auftragen
2. Löten 2. Trocknen oder dosieren 2. Ring auf Lötstelle legen
2. Apply or dispense paste
2. Braze 2. Dry 2. Preplace ring at the joint
at the joint
3. Löten 3. Trocknen 3. Paste auf Lötstelle auftragen
3. Braze 3. Dry 3. Apply paste at the joint
4. Löten 4. Trocknen
4. Braze 4. Dry
5. Löten
5. Braze
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 7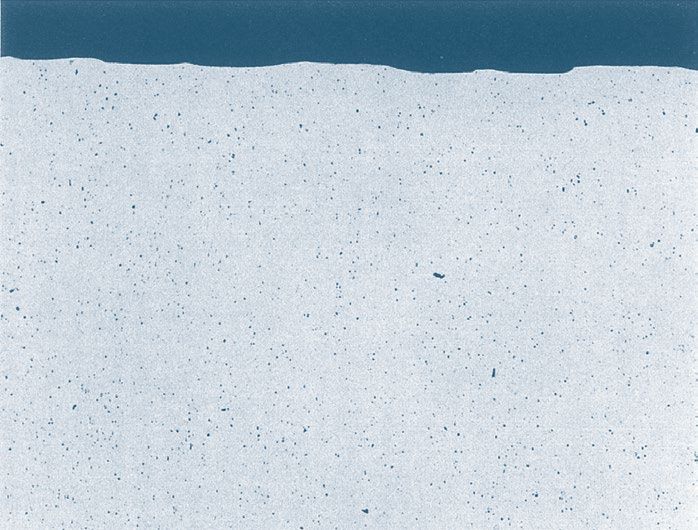
Verfahren Procedure
Dieser Abschnitt behandelt die notwen- This section describes the neces-
digen Schritte und Kontrollverfahren sary steps and control procedures to
zur Gewährleistung einer zuverlässigen ensure a properly brazed joint.
Lötverbindung.
1. Clean the Components
1. Bauteile reinigen The joint area must be cleaned free
Die Lötfläche muss von Schneid- of cutting and machining lubricants.
öl- und Bearbeitungsrückständen Aqueous cleaning, solvent dipping or
befreit werden. Reinigen mit wasch- wiping are acceptable procedures.
aktiven Substanzen, Eintauchen oder
2. Assemble the Components
Abwischen mit einem Lösungsmittel
The components are assembled with
sind zulässige Verfahren.
the filler alloy ring in place. There must
2. Bauteile zusammenfügen be intimate contact between the two
Die Bauteile einschließlich Lötring wer- components to be joined and the alloy
den zusammengefügt. Dabei müssen ring.
die beiden zusammenzufügenden
Bauteile eng mit dem Lötring verbun-
den sein.
1 2
Bauteile reinigen Bauteile zusammenfügen
Clean the Components Assemble the Components
8 Solvay Special Chemicals Flammlöten mit NOCOLOK® Flux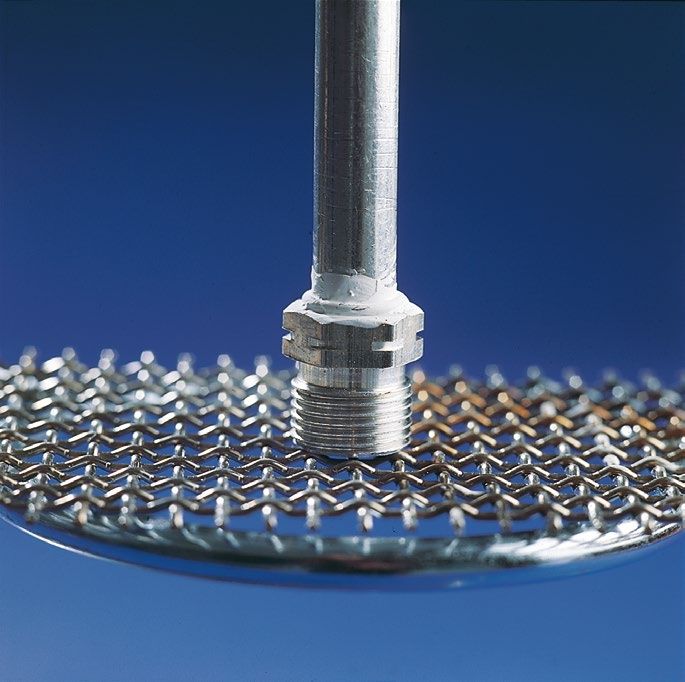
3. Flussmittel auftragen 3. Apply the Flux
Dann wird rund um die Lötstelle mit The flux is then applied with a small
einem kleinen Pinsel das Flussmittel brush around the circumference of
aufgetragen, und zwar etwa 25 bis the joint at a loading of about 25 to
30 g/m2. 30 g/m2.
4. Flussmittel trocknen 4. Dry the Flux
Bevor mit dem Aufheizen begon- The flux should be allowed to dry
nen wird, sollte das Flussmittel before the application of intense heat
erst trocknen. Dies kann durch to begin brazing. This can be done by
Belüftung oder leichtes Erwärmen der allowing the joint to air dry or alterna-
Lötstellenumgebung mit der Flamme tively by gently heating the surrounding
erfolgen, sodass das Metall erwärmt joint area with the flame, which will heat
wird und das Flussmittel trocknet. Bis the metal and dry the flux. Intense heat
das Flussmittel getrocknet ist, darf der should be avoided before the flux has
Bereich nur vorsichtig erhitzt werden, dried, otherwise splattering and flux
um ein Abplatzen und Abfallen des fall-off will occur.
Flussmittels zu vermeiden.
3 4
Flussmittel auftragen Flussmittel trocknen
Apply the Flux Dry the Flux
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 9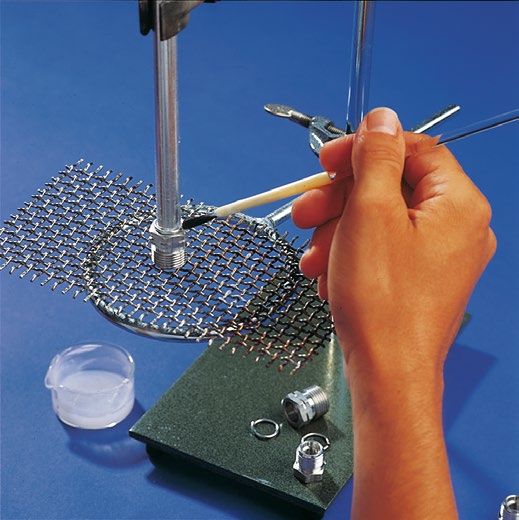
5. Aufheizen 5. Heating
Sobald das Flussmittel getrocknet Once the flux has dried, more intense
ist, kann die Lötstelle stärker erhitzt heat to begin the actual braze sequence
werden, um mit dem eigentlichen can be applied. The braze flame should
Lötprozess zu beginnen. Dabei soll- not be allowed to impinge on any one
te die Lötflamme nicht zu lange auf area very long to avoid overheating and
einen Punkt gerichtet sein, um ein burnthrough. The component with the
Überhitzen und Durchbrennen des higher thermal mass should be heated
Materials zu vermeiden. Das Bauteil more. The flame should not be allowed
mit der größeren thermisch wirksamen to rest on the flux or preform ring to
Masse sollte stärker erhitzt werden. avoid premature melting before the
Die Flamme sollte nicht zu lange auf joint area is uniformly heated to braze
das Flussmittel oder den Lötring ein- temperature. The flame should be
wirken, damit diese nicht schmelzen, kept moving at all times, moving back
bevor die Lötfläche gleichmäßig auf and forth between the components
die Löttemperatur gebracht worden of different mass in such a way as to
ist. Die Flamme ist ständig zwischen bring the entire joint to temperature
den Bauteilen unterschiedlicher Masse uniformly.
hin und her zu bewegen, sodass sich
There are three temperature indica-
die gesamte Lötfläche gleichmäßig
tions in NOCOLOK ® flux flame brazing.
erwärmt.
The first is the appearance of a yellow
Beim Flammlöten mit NOCOLOK ® Flux flame at the Al surface. This indicates
gibt es drei Temperatur-Indikatoren. that the surface is starting to overheat/
Der erste Indikator, eine gelbe Flamme burn, since the aluminum skin always
an der Aluminiumoberfläche, weist runs hotter than the component center.
auf ein beginnendes Überhitzen/ The flame must visit the area less fre-
Durchbrennen der Oberfläche hin, quently to avoid burning. The second
denn an der Oberfläche ist die indicator is the first sign of flux melt-
Temperatur stets höher als im Inneren ing, that is the fluxed area turns from
des Bauteils. Um ein Durchbrennen white to clear. This indicates that
zu verhindern, darf die Flamme den the joint temperature is about 565 °C.
betroffenen Bereich nicht mehr so At this point the flames can be played
häufig passieren. Der zweite Indikator directly on the joint and filler metal
weist darauf hin, dass das Flussmittel ring. Very shortly after flux melting, the
zu schmelzen beginnt. In diesem Fall filler metal ring begins to loose shape
5 5
Aufheizen Schmelzpunkt
Heating Melting point
10 Solvay Special Chemicals Flammlöten mit NOCOLOK® Fluxwird der weiße, mit Flussmittel verse- (third temperature indicator) and
hene Bereich durchsichtig. begins to melt at 577 °C. The molten
filler metal is quickly drawn into the
Die Temperatur an der Lötstelle liegt
joint by capillary action. As soon as the
bei 565 °C. Jetzt können die Flammen
full preform ring is molten, the flame
direkt auf die Lötstelle und den Lötring
should be quickly removed and the
gerichtet werden. Kurz nach dem
brazed joint allowed to cool.
Schmelzen des Flussmittels beginnt
der Lötring an Form zu verlieren, wel- 6. Post Braze Treatment
ches der dritte Temperatur-Indikator After cooling, no further treatment is
ist, um bei 577 °C zu schmelzen. Das required. The flux, although visible
geschmolzene Lot fließt durch die is non-hygroscopic and in standard
Kapillarwirkung rasch in den Lötspalt. applications non-corrosive. With the
Sobald der Ring vollständig geschmol- brazing conditions optimized, mean-
zen ist, sollte die Flamme sofort ing minimal flux residue, the surfaces
abgestellt werden und die Lötstelle can be painted with relatively good
abkühlen. paint adhesion over the flux residue.
If absolutely desired, the flux residue
6. Nachbehandlung
can be removed, but only by mechani-
Nach dem Abkühlen ist keine
cal means such as wire brushing and
Nachbehandlung erforderlich. Das
grit blasting. Removing the flux resi-
Flussmittel ist sichtbar, jedoch nicht
due is recommended only when joint
hygroskopisch und in Standard-
cleanliness is absolutely imperative.
anwendungen nicht korrosiv. Aufgrund
der optimierten Lötbedingungen weist
die Oberfläche nur minimale Fluss-
mittelrückstände auf und lässt sich
mit recht guter Farbhaftung direkt
überstreichen. Wenn der dringende
Wunsch besteht, kann das Flussmittel
auch entfernt werden. Zu diesem
Zweck sind nur mechanische Mittel
anzuraten, wie z.B. Drahtbürsten
oder Sandstrahlen. Ein Entfernen der
Flussmittelrückstände empfiehlt sich
nur, wenn eine saubere Lötstelle abso-
lut erforderlich ist.
6
Gelötete Verbindung
Brazed joint
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 11Alternativen Alternatives
Flussmittelauftrag vor dem Fluxing Prior to Assembly
Zusammenfügen The procedure described above is the
Das oben beschriebene Verfahren most common and reliable method to
ist die übliche und zuverlässigste, ensure good quality brazed joints, but
doch nicht die einzige Methode zur is not the only one. For instance with a
Gewährleistung einer hochwertigen tube-to-tube joint, with the filler metal
Lötverbindung. Bei Rohrverbindungen ring in place, the flux can be applied to
mit vorher aufgebrachten Lötring kann the lower portion of the straight tube
das Flussmittel z.B. auf den unteren Teil prior to insertion in the expanded tube.
des einzuführenden Rohres aufgetra- In this case, a light flux loading around
gen werden, bevor dies in das gewei- the circumference of the joint after
tete Rohr eingesetzt wird. In diesem assembly is still required to cover the
Fall muss nach dem Zusammenfügen filler metal ring.
rings um die Fuge etwas Flussmittel
nachgetragen werden, sodass der Feeding the Joint with Filler Metal
Lötring bedeckt ist. Another alternative to using a preform
ring is to feed the filler metal into the
Zuführen von Lot in die Lötfuge joint with filler alloy wire or rod dur-
Eine Alternative zur Verwendung von ing heating, after the flux is molten.
Lötringen ist auch die Zufuhr von Lot This method is frequently adopted
in Form eines Lötdrahtes oder -sta- by brazers who have had experience
bes während des Aufheizens in die with choride flux flame brazing or who
Lötfuge, nachdem das Flussmittel have welding backgrounds. To the nov-
geschmolzen ist. Diese Methode ice brazer, this method is very difficult
wird oft von Hartlötern angewandt, because the window between when
die im Flammlöten mit Flussmitteln the flux becomes molten and when the
auf Chloridbasis oder im Schweißen flux dries out is very small, when braz-
über ausreichende Erfahrungen ing in air. The window of opportunity
verfügen. Für den Anfänger ist is in the order of a few seconds and
diese Methode sehr schwierig, da skilled brazers are able to work within
das Prozessfenster zwischen dem this window. By placing the preform
Schmelzen und Austrocknen des ring at the joint prior to heating ensures
Flussmittels sehr klein ist während des that the flux will not dry out before the
Lötens in Umgebungsluft. Es liegt in filler begins to melt.
der Größenordnung einiger weniger
The table below lists the chemical
Sekunden und nur erfahrene Hartlöter
composition and melting point
sind in der Lage, ihre Arbeit in so
range of common alloys suitable for
kurzer Zeit zu verrichten. Wenn der
NOCOLOK ® flux flame brazing.
Lötring dagegen vor dem Aufheizen
in die Lötfuge gelegt wird, kann das As shown in the Table, alloys that are
Flussmittel nicht austrocknen, bevor considered difficult or impossible to
das Lot zu schmelzen beginnt. braze by furnace methods can be flame
brazed. In furnace brazing, Mg diffuses
Die Tabelle zeigt die chemische
to the surface and reacts with the sur-
Zusammensetzung und den Schmelz-
face oxide to form MgO and spinels of
punktbereich handelsüblicher für das
MgO:Al2O3, which have reduced solu-
Flammlöten mit NOCOLOK ® Flux
bility in NOCOLOK ® flux. Furthermore,
geeigneter Legierungen.
Mg and/or MgO can react with the flux,
Wie die Tabelle zeigt, sind rendering it less effective. The rule of
Legierungen, deren Verwendung in thumb for furnace brazing is to limit the
Ofenlötverfahren als schwierig oder total amount to less than 0.5 wt %‑Mg.
unmöglich gilt, für das Flammlöten
12 Solvay Special Chemicals Flammlöten mit NOCOLOK® Fluxgeeignet. Beim Ofenlöten diffundiert In flame brazing, higher Mg levels can
Mg in die Oberfläche und reagiert mit be tolerated since the faster heating
den Oberflächenoxiden zu MgO und rates do not allow the diffusing Mg
Spinellen vom Typ MgO:Al2O3, die enough time to appreciably decrease
im NOCOLOK ® Flux weniger löslich the beneficial effects of the flux. Up to
sind. Darüber hinaus kann Mg und/ 1 wt %‑Mg can be brazed with relative
oder MgO mit dem Flussmittel reagie- ease, while greater than 1 wt %‑Mg
ren und dessen Wirkung herabsetzen. may be possible under some cir-
Beim Ofenlöten liegt der zulässige cumstances (increased flux loadings,
Magnesiumgehalt unter 0,5 Gew. %. extremely fast heating rates).
Beim Flammlöten ist ein höherer
Mg-Gehalt zulässig, da das dif-
fundierende Mg bei den höheren
Aufheizraten nicht genügend Zeit
hat, um die positive Wirkung des
Flussmittels zu beeinträchtigen. Bis zu
1 Gew. %‑Mg lässt sich mühelos verar-
beiten, unter bestimmten Umständen
auch mehr als 1 Gew. %‑Mg (erhöhte
Flussmittelbeladungen, extrem schnel-
le Aufheizraten).
Geeignete Legierungen zum Flammlöten
Alloys suitable for flame brazing
Legierung Zusammensetzung (in Gewichts-%) Schmelzpunktbereich etwa
Alloy Composition (% By Weight) Approx. Melting Range
AA- Si Fe Cu Mn Mg Zn Ti Solidus (C°) Liquidus (C°)
3003 0.6 0.7 0.05 – 0.20 1.0 – 1.5 – 0.10 – 643 654
1145 0.55 Si+Fe 0.05 0.05 0.05 0.05 0.03 640 655
1070 0.20 0.25 0.04 0.03 0.03 0.04 0.03 640 655
3005 0.60 0.70 0.30 1.0 –1.5 0.20 – 0.6 0.25 0.10 640 655
3105 0.60 0.70 0.30 0.30 – 0.80 0.20 – 0.80 0.40 0.10 635 655
6951 0.20 – 0.50 0.80 0.15 – 0.40 0.10 0.40 – 0.8 0.20 – 616 654
3102 0.40 0.7 0.10 0.05 – 0.40 – 0.30 0.10 645 655
6063 0.20 – 0.6 0.35 0.10 0.10 0.45 – 0.9 0.10 0.i0 616 652
6061 0.40 – 0.8 0.7 0.15 – 0.40 0.15 0.8 – 1.2 0.25 0.15 616 652
Zusammensetzung von Aluminiumlegierugen
Aluminum association alloy composition
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 13Vorsicht Precaution
Magnesiumhaltige Legierungen Mg containing alloys have lower melting
haben niedrigere Schmelzpunkte points than those alloys containing very
als Legierungen mit sehr geringem low or no Mg (see Table above). The
oder keinem Magnesiumgehalt (siehe most common high strength machi-
Tabelle oben). Die am häufigsten neable alloys for example are AA6061
eingesetzten hochfesten maschi- and AA6063 which typically contain
nell bearbeitbare Legierungen sind 1 wt‑% and 0.5 wt %, respectively. Note
z.B. AA6061 und AA6063 mit jeweils that both of these alloys have a soli-
1 und 0,5 Gew. %‑Mg. In beiden dus of 616 °C. This means that these
Fällen beträgt die Solidustemperatur alloys, when overheated are prone
616 °C, d.h. bei Überhitzung begin- to incipient grain boundary melting.
nen bei diesen Legierungen die The effect of overheating manifests
Korngrenzen zu schmelzen. Die Folgen itself as degradation of the microstruc-
sind eine Zerstörung des Mikrogefüges ture and a roughening of the skin, com-
und eine rauhe Oberfläche, bekannt als monly known as ‘orange peel’ effect.
„Orangenschaleneffekt“. Diese Effekte These effects are illustrated in the pho-
sind in nachfolgenden mikroskopi- tomicrographs below.
schen Aufnahmen veranschaulicht.
Mikroskopische Aufnahmen einer maschinell
bearbeitbaren Legierung AA7004 in extru-
diertem und wärmebehandeltem Zustand im
Querschnitt (Oberfläche und interne Struktur)
Cross-Section of As-Extruded and
Overheated Machineable Alloys
Erhitzt auf 630‑°C
Heated to 630‑°C
Extrudiert
As extruded
14 Solvay Special Chemicals Flammlöten mit NOCOLOK® FluxDieser Effekt ist an der Oberfläche This effect is worse in the outer skin
stärker ausgeprägt, da die Temperatur since this area sees a higher tem-
hier höher (Ts Oberflächentemperatur) perature (Ts surface temperature)
ist als im Inneren des Bauteils (Tj than deeper within the component (Tj
Lötstellentemperatur), siehe Abbildung joint temperature) as illustrated below.
unten. Diese Art von Beschädigung des Metallurgical degradation of this type
Mikrogefüges kann die Lebensdauer can cause problems with the longev-
und Funktionalität maschinell bearbei- ity and suitability of machined surfaces
teter Oberflächen, wie z.B. Gewinde in such as threads in fittings.
Formstücken, beeinflussen.
Rohr Ts
Tube
Lötring Tj
Filler Metal Ring
Ts
Formstück Tj
Fitting
Schematische Darstellung einer Lötverbindung*
Schematic of joint*
Temperature
Schmelzpunkt des Grundwerkstoffs
Melting point of parent material
Oberflächentemperatur Prozessfenster
Temperature of surface Process window
Temperatur
Ts
Schmelzpunkt des Lotes
Melting point of brazing alloy
Tj
Schmelzpunkt des Flussmittels
Melting point of flux
Lötstellentemperatur
Temperature of joint
Zeit Time
* Konzept Burner Flame Technology, Ltd.
* Concept courtesy of Burner Flame Technology, Ltd.
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 15Automatisierung Automation
Das oben beschriebene Verfahren The procedure described above is for
bezieht sich auf das manuelle manual flame brazing using a hand
Flammlöten mittels Handbrenner held torch and visual indicators (flux
und Orientierung an den sichtba- melting) for monitoring process param-
ren Indikatoren (Schmelzen des eters. Flame brazing is easily automat-
Flussmittels) zur Überwachung der ed and the level of automation can vary
Prozessparameter. Das Flammlöten between simple shuttle systems to fully
lässt sich leicht automatisieren, von automatic brazing carousels including
einfachen Shuttle-Systemen bis hin optical pyrometry temperature meas-
zu vollautomatischen Karussells mit urements. Regardless of the level of
optischem Pyrometer zur Temperatur- automation, the principles of manual
überwachung. Die Prinzipien des flame brazing still apply.
manuellen Flammlötens gelten für
jeden Automatisierungsgrad. Shuttle Systems
The shuttle system consists of a frame-
Shuttle-Systeme work on which one or two components
Shuttle-Systeme sind motorbetrie- requiring brazing are mounted where
bene Rahmen zum Aufspannen und the motor driven framework laterally
Transportieren von einem oder zwei shuttles the braze joints between one
zu lötenden Bauteilen. Sie führen die or two braze stations each equipped
Lötstellen der Bauteile seitlich an einer with opposing flames (the equivalent
oder zwei Lötstationen mit gegenüber- of a double headed torch). The shuttle
liegenden Flammen (Äquivalent eines is usually configured such that one or
zweiköpfigen Brenners) vorbei. Die two new components requiring braz-
Systeme sind in der Regel so ausge- ing can be installed on the return of the
legt, dass die gelöteten Bauteile jeweils shuttle to its original position and the
gegen fertige Bauteile ausgetauscht brazed units unloaded.
werden können.
Shuttle-Systems
Shuttle system
16 Solvay Special Chemicals Flammlöten mit NOCOLOK® FluxKarussells Carousels
Karussells zum Flammlöten stellen den Flame brazing carousels are at the
höchsten Automatisierungsgrad dar. upper level of automation. The car-
Das Karussell führt die zusammen- ousels move assembled components
gefügten, zu lötenden Bauteile fort- to be brazed continuously from flame
laufend an den kreisförmig angeord- station to flame station arranged in a
neten Flammstationen vorbei (daher circular pattern (hence the name car-
die Bezeichnung Karussell). In der ousel). Usually, each flame station con-
Regel besteht jede Flammstation aus sists of twostationary and opposing
zwei feststehenden, gegenüberliegen- torches between which the joint to be
den Brennerköpfen, zwischen denen brazed is indexed. As the component
das zu lötende Bauteil geführt wird. moves from station to station, the joint
Während das Bauteil an den Stationen temperature gets progressively hotter.
vorbeiläuft, nimmt die Temperatur an The number of stations depends on
der Lötstelle ständig zu. Die Anzahl the joint configuration and weight. The
der Stationen richtet sich nach der joint is thus uniformly heated to braz-
Konfiguration der Lötverbindung ing temperature. The last station where
sowie dem Gewicht und gewähr- brazing takes place may be equipped
leistet ein gleichmäßiges Aufheizen with an optical pyrometer to monitor
der Lötstelle. Die letzte Station, bei braze joint temperature. After brazing,
der der Lötprozess stattfindet, kann the joint may be cooled by air or water
mit einem optischen Pyrometer zur spray. Other options include automatic
Überwachung der Löttemperatur aus- application of filler metal and/or dis-
gestattet sein. Nach dem Löten wird pensing of flux (filler metal ring, flux/ * Fotos von Everwand & Fell
die Lötverbindung durch Belüftung brazing paste). * Photos from Everwand & Fell
oder Sprühwasser abgekühlt. Weitere
Möglichkeiten in der Ausstattung sind
automatische Transportsysteme für
Flussmittel und/oder Lotzuführung
(Lötringe, Flussmittel/Lotpasten).
Karussell
Carousel
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 17Pyrometer zur optischen Optical Pyrometry Measurements
Temperaturmessung Automatic flame brazing carousels are
Automatische Flammlötkarussells often equipped with infra-red pyrom-
sind oft mit Infrarot-Pyrometern zur eters to measure the temperature of
Temperaturmessung der Lötstelle aus- the braze joint area. The information is
gestattet. Die Information wird in einen fed to a computer and the computer
Computer gespeist, der dafür sorgt, ‘tells’ the torches to flip away from the
dass die Brenner von der Lötstelle joint when the proper temperature is
zurückweichen, sobald die richtige reached. The pyrometer however can-
Temperatur erreicht ist. Die absolu- not determine an absolute accurate
te Temperatur kann das Pyrometer temperature. As aluminum heats up,
jedoch nicht mit hundertprozenti- the oxide layer changes and therefore
ger Genauigkeit bestimmen. Beim the emmissivity of the surface chang-
Aufheizen des Aluminiums ändert es and it becomes difficult to modify
sich mit der Oxidschicht auch der the pyrometer to track these changes
Emissionsgrad der Oberfläche und es dynamically. It is possible to get repro-
ist kaum möglich, das Pyrometer so ducible accurate relative temperatures
einzustellen, dass es die Änderungen of the heat affected zone, but not of
dynamisch erfasst. Das Pyrometer lie- the joint itself. In other words, optical
fert genaue relative Temperaturwerte pyrometry measurements can be used
des erwärmten Bereichs, nicht jedoch to monitor the consistency of the braz-
der Lötstelle selbst. Diese können ing process from part to part (for the
dann reproduziert werden, d.h. mit same given part), but the information
optischen pyrometrischen Messungen by itself for a single part would not be
lässt sich die Gleichmäßigkeit des that useful.
Lötprozesses von Bauteil zu Bauteil
überwachen (für ein bestimmtes
Bauteil). Die Information selbst wäre für
ein einziges Bauteil weniger hilfreich.
Verbindung Bimetallic
verschiedener Metalle Joining
Das Flammlöten von Aluminium Flame brazing aluminum to another
mit einem anderen Metall wie z.B. metal such as bronze, copper, steel and
Messing, Kupfer, Stahl oder Edelstahl stainless steel is possible, but requires
ist möglich, erfordert jedoch beson- special care and attention. Dealing
dere Sorgfalt und Aufmerksamkeit. with all Al-metal combinations in detail
Natürlich kann diese Broschüre is beyond the scope of this brochure,
nicht sämtliche Aluminium-Metall- but a few comments on Al-Cu joining
Kombinationen behandeln. Dennoch is noteworthy, since this combination
sollen hier einige wichtige Hinweise is common in the refrigeration indus-
zu Al-Cu-Verbindungen gegeben wer- try (copper tube to aluminum roll-bond
den, denn es handelt sich um eine in panel, for example).
der Kühlindustrie häufig verwende-
There is a eutectic between Cu and
te Kombination (z.B. Kupferrohr an
Al at 548 °C. When the flux melts and
Aluminiumverdampferplatte).
the surface oxides are removed, inter-
Das Eutektikum von Cu und Al liegt bei diffusion of Al and Cu is rapid and una-
548 °C. Wenn das Flussmittel schmilzt voidable. This means that at braze tem-
und die Oberflächenoxide gelöst wer- perature, the Al and Cu materials are
18 Solvay Special Chemicals Flammlöten mit NOCOLOK® Fluxden, ist ein schnelles gegenseitiges quickly consumed to form the eutec-
Diffundieren von Al und Cu unver- tic metal. Management of time and
meidlich, d.h. bei Löttemperatur lösen temperature is critical to minimize the
sich die beiden Werkstoffe Al und inter-diffusion and metal consumption.
Cu schnell gegenseitig an und bilden There is an advantage however. Since
das Eutektikum. Zeit und Temperatur filler metal is created in-situ, there is no
sind daher äußerst kritische Faktoren, need to supply filler metal to the joint.
um dieses gegenseitige Diffundieren The only requirement is that the design
sowie den Metallverbrauch gering zu of the joint allows metal consumption
halten. Die Kombination hat jedoch without sacrificing joint integrity.
auch einen Vorteil: Da sich das Lot bei
diesem Prozess in situ bildet, muss der
Lötstelle kein Lot zugeführt werden.
Die Lötstelle muss so beschaffen sein,
dass der Metallverbrauch die Stabilität
der Lötverbindung nicht beeinträchtigt.
Von links nach rechts: Al-Cu, Al-Edelstahl,
Schluss Conclusions
Al-Messing und Cu-Al
From left to right: Al-Cu, Al-stainless,
Al-brass and Cu-Al
folgerungen
Vorstehender Beschreibung zufolge From the preceeding discussions, it
ist das Flammlöten mit NOCOLOK ® is evident that NOCOLOK ® flux flame
Flux kein kompliziertes Verfahren. brazing is not a complicated process
Bei Befolgung der Grundlagen des and that if the fundamentals of manual
manuellen Hartlötens kann jeder brazing are followed, any level of auto-
Automatisierungsgrad erreicht wer- mation can be achieved. The most
den. Die wichtigsten Aspekte dieser important aspects of the discussion
Abhandlung sind folgende: are as follows:
■■ NOCOLOK ®Flux schmilzt kurz vor ■■ NOCOLOK ® flux melts just before
dem Schmelzpunkt des Lots. the filler metal temperature.
■■ Das geschmolzene Flussmittel ■■ Once molten, the flux remains
bleibt bis zum Austrocknen nur active only for a short period before
kurze Zeit reaktionsfähig. drying out.
■■ Esempfiehlt sich, erst das Lot auf ■■ Preplacing the filler metal in the joint
die Lötstelle zu bringen; doch bei is preferred, but with some skill may
ausreichender Erfahrung kann es be fed into the joint after the flux
auch zugeführt werden, nachdem melts.
das Flussmittel geschmolzen ist. ■■ Temperatureuniformity is critical
■■ Ein
gleichmäßiges Aufheizen ist and excessively high surfaces tem-
sehr wichtig; übermäßig hohe peratures must be avoided.
Oberflächentemperaturen sind zu
vermeiden.
Flame Brazing with NOCOLOK® Flux Solvay Special Chemicals 19Asia/Pacific
Europe North America Solvay Korea CO., LTD
31/345/09.13/007/PDF
Solvay Fluor GmbH Solvay Fluorides, LLC 5th Fl. Donghwa Bldg.58-7,
Postfach 220 3333 Richmond Avenue Seosomun-Dong, Jung-Gu
30002 Hannover, Germany Houston, TX 77098, USA Seoul, 100-736, Korea
Telephone: +49 511 857-0 Telephone: +1 713 525-6000 Telephone: +82 2 751 3509
Fax: +49 511 857-2146 Fax: +1 713 525-7805 Fax: +82 2 751 3576
www.solvay.com
www.ahlersheinel.de
Disclaimer:
All statements, information, and data given herein are believed to be accurate and reliable but are presented without guarantee, warranty or responsibility of any kind, express or implied.
Statements or suggestions concerning possible use of our products are made without representation or warranty that any such use is free of patent infringement, and are not recom-
mendations to infringe any patent. The user should not assume that all safety measures are indicated, or that other measures may not be required. In any case, the user is not exempt from
observing all legal, administrative and regulatory procedures relating to the product, personal hygiene, and protection of human welfare and the environment.Sie können auch lesen