Flussmittel- und Feststoffanteile in modernen Lötmitteln
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Löt- und Verbindungstechnik
Flussmittel- und Feststoffanteile in modernen
Lötmitteln
Wie Flussmittel- und Feststoffanteile in aktuellen Lötmitteln mit moderner Lötanlagentechnik zusammenspielen,
erklärt dieser Artikel.
dere sogenannte No-Clean-Fluss-
mitteltypen.
Flussmittelgefüllte
Weichlotdrähte (Röhrenlote)
Weichlotdrähte mit Flussmittel
seele(n) müssen nach der Norm DIN
EN ISO 12224-1 „Massive Lötdrähte
und flußmittelgefüllte Röhrenlote –
Festlegung und Prüfverfahren – Teil
1: Einteilung und Anforderungen“,
die Anforderungen an die entspre-
chende Legierung nach ISO 9453
und den entsprechenden Flussmit-
teltyp nach ISO 9454-1 erfüllen. Die
aktuelle EN ISO 9454-1:2016 und
die Prüfnormen EN ISO 9455-1 ff.
bestimmen die Eigenschaften der
Flussmittel. Beschränkt man die
Tabelle 1: Klassifizierung von Flussmitteln nach der EN ISO 9454-1:2016 Auswahl der Flussmittel auf die in
der Baugruppenfertigung gängigen
„Wir sind auf der Suche nach brechen, verlangen aber eine auf- Typen (Flussmittelrückstände mit
einem rückstandsfreien Flussmit- wändige und kostenintensive Ofen- einen hohen SIR-Wert [Oberflä-
tel!“ oder „Gibt es nicht auch eine technologie, die zudem (wie auch chenwiderstandswert] >100 MOhm
SMD-Lötpaste ohne Flussmittel?“ die Dampfphasentechnologie) nur und keinerlei Korrosionswirkung),
So oder so ähnlich lauten häufige eingeschränkt inlinefähig sind. dann sind das die halogenidfreien
Anfragen in der Lötmittelbranche. „State of the Art“ in der Bau- Typen 1111, 1131, 1231, 2231 und die
Die Vision von einem Lötprozess gruppenfertigung sind also fluss- schwach halogenidaktivierten Typen
ohne lästige Flussmittel und deren mittelbasierende Lötprozesse und 1122,1222 und 2222. (Tabelle 1).
Rückstände beschäftigt seit Jahr- die entsprechenden Lötmittel. Die Die in der DIN EN ISO 12224-
zehnten gleichermaßen Lötmittel- wichtigsten sind Lötpasten für das 1:1998 beschriebene Ausbrei-
hersteller, Lötanlagenbauer und Reflowlöten vonSMDs, feststoff- tungsprüfung und die darin aufge-
Baugruppenfertiger. arme Flussmittel für das Schwall- führten Mindestausbreitungswerte,
löten von THT-Bauteilen in Wel- bezogen auf spezielle Röhrenlote,
Möglichkeiten mit Knackpunkten len- und Selektivlötanlagen sowie sind ausschließlich für bleihal-
Sauerstoffarme Lötatmosphären Lötdrähte mit Flussmittelseele(n) tige Legierungen – Sn63Pb37(E),
wie Vakuum und Schutzgas oder für händische und automatisierte Sn60Pb40(E) oder Sn62Pb36Ag2
aber gesättigter Dampf (Dampf- Kolben-, Induktions-, Heißluft- und – zulässig. Da die Ausbreitung
phase) reduzieren oder vermeiden Laserlötprozesse. bleifreier Lote grundsätzlich etwas
zwar die Entstehung von Oxiden im Die aktuell sinnvollen Flussmit- schlechter ist als die von bleihal-
Autor: Lötprozess, können aber bestehende telanteile in Lötdrähten und SMD- tigen Loten, würden die in Tabelle 2
U. Grimmer-Herklotz Oxidschichten auf den Lötpartnern Lötpasten sowie die Feststoffan- aufgeführten Werte eventuell nicht
Technischer Vertrieb Lote, nicht beseitigen. teile in Flussmitteln für besagte erreicht werden können.
Flussmittel und Lötpasten Lötverfahren mit aktiven Prozess- Schwalllötprozesse sollen hier aus Die wesentlich aktuellere EN ISO
Felder GmbH gasen wie z.B. in Niederdruckplasma der Sicht eines Lötmittelherstellers 9455-10:2013 ermöglicht neben
https://www.felder.de/ sind in der Lage, die Oxide aufzu- näher betrachtet werden, insbeson- Sn60Pb40 und Sn96,5Ag3Cu0,5
auch „jede andere Lot- und Test-
temperatur-Kombination, wie zwi-
schen Kunde und Hersteller verein-
bart.“ Eine Mindestausbreitungsflä-
che bzw. ein Mindestausbreitungs-
verhältnis wird allerdings nicht vorge-
geben. Die Wirksamkeit des Fluss-
mittels wird durch das Ausbreitungs-
verhältnis im Vergleich zu vorgege-
Tabelle 2: Mindestausbreitung für spezielle flussmittelgefüllte Röhrenlote nach der EN ISO 12224-1:1998 benen Standard-Referenzflussmit-
42 3/2021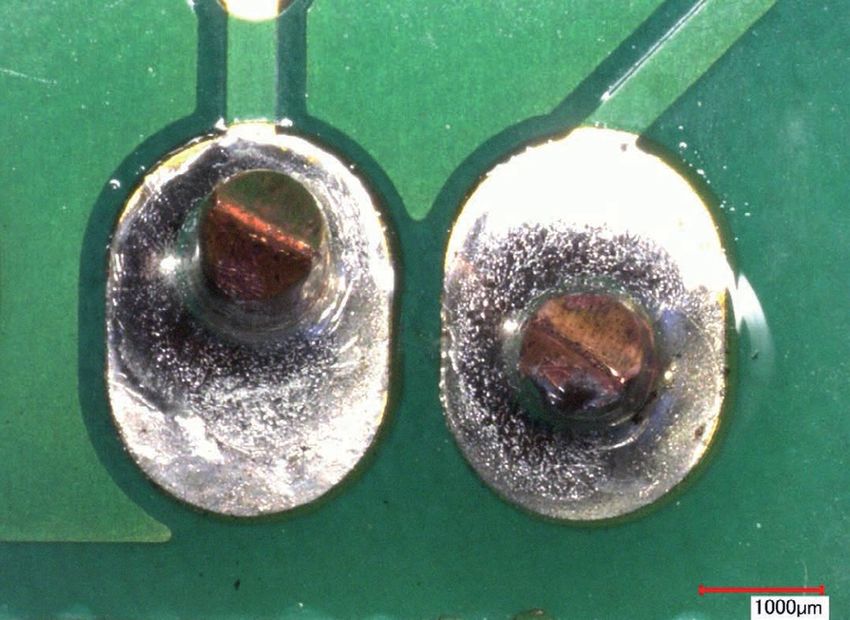
Löt- und Verbindungstechnik
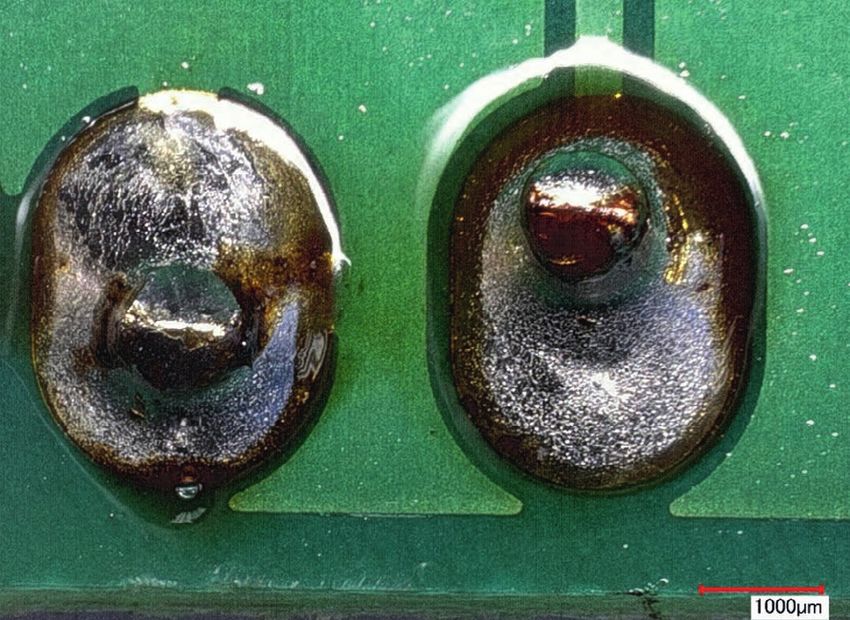
Bild 1: Flussmittelrückstand „alter“ Rezeptur Bild 2: Heller Rückstand eines modernen Lötdrahtes
teln bestimmt. Die „typgerechte“ diese Rezepturen 1:1 auch für blei- bonsäuren mit passender (höherer) Entwicklung neuer Lotlegierungen,
Wirksamkeit zu erreichen, ist nicht freie Lötdrähte zu übernehmen. Da Aktivierungstemperatur und Addi- Flussmittel und auch Löttechniken
nur von der qualitativen Aktivierung, die Löttemperatur der Schmelztem- tive gefunden und natürlich auch ist aber sicherlich noch nicht abge-
sondern auch vom Feststoffgehalt peratur der bleifreien Lotlegierungen ins „richtige“ Mischungsverhältnis schlossen, sodass innovative Röh-
im Flussmittel, bzw. vom Fluss- angepasst und somit um 30...50 K gebracht werden. renlote mit Fluxanteilen angeboten
mittelanteil (in Draht oder Paste) angehoben werden musste, war Moderne bleifreie Röhrenlote sind werden, die um 0,5 bis 1 % gerin-
abhängig. Der Feststoffgehalt gän- dies allerdings nur eine Notlö- stabil gegenüber den, im Lötpro- ger sind als oben aufgeführt (mit
giger No-Clean Flussmittel für den sung. Die Wirksamkeit der Fluss- zess auftretenden Temperaturen, Ausnahme der Rework-Lötdrähte).
Wellen- und Selektivlötprozess liegt mittel war zwar ausreichend nach ermöglichen adäquate Prozess- Die Felder-Lötdrähte ISO-Core
zwischen 2 und 5 Gew.- %. SMD- EN ISO 9455-10, aber die Fluss- zeiten, hinterlassen helle, unauffäl- „Ultra-Clear“ (1231, REL0), ISO-Core
Lötpasten haben, abhängig von der mittelrückstände wurden wesent- lige Flussmittelrückstände (Bild 2) „Clear“ (1222, REL1) und ISO-Core
Applikation, einen Flussmittelanteil lich dunkler (Bild 1) und das Fluss- und gewährleisten auch einwand- „RA-Clear“ (1223, REM1) mit jeweils
von 10 bis 30 Gew.- % und flussmit- mittel spritzte stark beim Löten. freie, reproduzierbare Lötergebnisse. 2,2 % Standard-Fluxanteil wurden
telgefüllte Lötdrähte werden, heute Zudem wurden neue, kontaktlose Die Flussmittelanteile dieser den Anforderungen der modernen
wie gestern, also bleihaltig oder blei- Lötprozesse wie das Laser- oder Drähte und die daraus resultierenden Baugruppenfertigung angepasst:
frei, mit Flussmittelanteilen von 0,7 Induktionslöten entwickelt, die noch Flussmittelrückstands-Mengen auf
bis 3,5 Gew.- % angeboten. mehr Wärmeenergie in noch kürze- den Baugruppen haben sich aber • minimale, glasklare, hochohmige,
Die in der „Bleizeit“ entwickelten rer Zeit in die Lötstelle einbringen. nicht merklich verändert. Durch die kolophoniumfreie, nicht korrosive
Flussmittelrezepturen und Flussmit- Um diesen Anforderungen gerecht höheren Löttemperaturen entsteht Flussmittelrückstände
telgehalte für Röhrenlote waren per- zu werden, mussten die Flussmit- allerdings mehr Lötrauch. Dadurch • hohe Benetzungsgeschwindigkeit
fekt abgestimmt auf die, durch die tel nicht nur modifiziert, sondern in verkürzen sich die Reinigungs- bzw. und große Ausbreitung
Schmelztemperatur der bleihaltigen den meisten Fällen vollständig neu Wechselintervalle von Absaugein- • keine Flussmittelspritzer
Lotlegierungen, vorgegebenen Pro- entwickelt werden. Hierzu mussten richtungen und von deren Filtern. • geringe, geruchsarme Lötdämpfe
zesstemperaturen beim Kolbenlö- andere flussmitteltaugliche Harze Die oben aufgeführten Flussmittel- • lötspitzenschonend
ten. Bei einer Lötspitzentempera- (ideal mit Eigenaktivierung), Dicar- anteile sind weiterhin gängig. Die • keine Flussmittelaussetzer
tur von 330 bis 350 °C sind die,
im Flussmittel enthaltenen, Akti-
vatoren über die komplette Lötpro-
zesslaufzeit funktionstüchtig und
auch die Harzkomponente(n) ver-
färben sich kaum. Je nach Fluss-
mitteltyp, Aktivierung oder auch
Anwendung haben sich folgende
Flussmittelanteile in der Baugrup-
penfertigung etabliert:
• halogenidfreie Drähte auf Harz-
basis: 2,5...3,5 % Flux
• halogenidhaltige Drähte auf Harz-
basis: 2,2...2,8 % Flux
• Spezialdrähte für SMD-Rework:
0,7...1,5 % Flux
Mit Inkrafttreten der RoHS im
Jahr 2006 wurde zunächst versucht, Tabelle 3: Einstufung der Flussmittel nach IPC J-STD-004 (ohne die anorganischen Stoffe)
3/2021 43
Löt- und Verbindungstechnik
gruppen-Fertigungslinie: Pasten- In der Reihenfolge der Prozesse
auftrag (Drucken/Dosieren) – Bau- werden der Paste folgende Eigen-
teilebestückung – Reflowlöten (Kon- schaften abverlangt:
vektion/Dampfphase) – Inspektion
(AOI/ICT). 1. Drucken
Wie die Röhrenlote sind auch • Konturenstabilität (Bild 3)
SMD-Lötpasten durch entspre- • konstante Druckbarkeit
chende Normen reguliert. Seit • konstantes Pastendepotvolumen
die nationale Norm DIN 32513-1 • gutes Auslöseverhalten
aus 2005 ersatzlos zurückgezo- • gutes Abrollverhalten am Druck-
gen wurde, empfiehlt der Regel- rakel
Bild 3: Konturenstabilität setzer die Anwendung der DIN EN • gleichmäßige Viskosität über
61190-1-2 „Verbindungsmaterialien lange Zeiträume
für Baugruppen der Elektronik – Teil
1-2: Anforderungen an Lotpaste für 2. Dosieren
hochwertige Verbindungen in der • kein Absetzen des Metallpulvers
Elektronikmontage“. in der Kartusche
Bezüglich der Flussmitteleigen- • konstantes Pastenvolumen
schaften der Pasten wird auf die • kein Nachtropfen (Bild 4)
DIN EN 61190-1-1 „Verbindungsma-
terialien für Baugruppen der Elek- 3. Bestücken
tronik – Teil 1-1: Anforderungen an • hohe, langanhaltende Klebrigkeit
Weichlöt-Flussmittel für hochwer-
tige Verbindungen in der Elektro- 4. Löten
nikmontage“ verwiesen, für den • gute Benetzung und Ausbreitung
Bild 4: Pastenvolumen und Nachtropfen Metallpulveranteil gilt der Teil 1-3: • keine Lotperlenbildung
„Anforderungen an Elektroniklote • geringe Neigung zum Voiding
und an Festformlote mit oder ohne • geringe Ausgasung
Flussmittel für das Löten von Elek-
tronikprodukten“. 5. Inspektion
Neben dieser ist die IPC J-STD- • geringe, nicht klebrige Flussmit-
004 ein international anerkannter telrückstände
Standard für die Einstufung von • möglichst geringer Einfluss auf
Weichlötflussmitteln in der elek- AOI (Bild 5)
tronischen Baugruppenfertigung
der im Europäischen Raum sogar Einzeln sind diese Anforderungen
noch populärer ist, als die vorge- recht leicht zu erfüllen. Die Abde-
nannten Normen. ckung sämtlicher „Pflichten“ führt
Bild 5: AOI-Pseudofehler (Brücke?) In Tabelle 3 wurde die Flux-Kate- aber automatisch auch zu „Kompro-
gorie Anorganic (IN) sowie auch der missen“, da sich einige der maßgeb-
Insbesondere die Einhaltung der • kontinuierlichen Überwachung Activity-Level „High“ aus Gründen lichen Eigenschaften leider wider-
Zusammensetzung der Lotlegie- des Drahtquerschnittes (mehr- der Übersichtlichkeit nicht aufge- sprechen. Die für die Bestückung
rung, des Flussmittelanteils und achsige Durchmesserkontrolle) führt. Diese sind in der Elektronik- maßgebliche Nassklebekraft der
des Draht-querschnittes erfordern Bei Abweichungen von den ein- fertigung unbedeutend. Paste wirkt sich z.B. negativ auf
eine genaue, kontinuierliche Pro- gestellten Messgrößen wird der feh- Wirft man einen Blick auf die Liste die Auslösung der Paste aus der
duktionsüberwachung und werden lerhafte Draht aussortiert, sodass der durchzuführenden Prüfungen Druckschablone aus. Eine Redu-
durch modernste Inline-Prüfsysteme Kunden eine gleichbleibende Draht- zur Pastenqualifikation nach DIN zierung der Viskosität (die Paste
im Produktionsprozess der Felder qualität gewährleistet werden kann. EN 61189-5-3, dann sind neben wird flüssiger), die für die Einstel-
GmbH gewährleistet: der Lotlegierung und dem Fluss- lung der Druck-bzw. Dosierbar-
SMD-Lötpasten mittel die Pulverpartikelgröße, -ver- keit einer Paste maßgeblich ist,
• Identifizierung von Flussmittel- teilung und -form, der Metallgehalt, geht auch mit einer Erhöhung des
aussetzern und -schwankungen Eine SMD-Lötpaste stellt somit die Viskosität, die Konturenstabilität Flussmittelanteils einher (also auch
• Feststellung von Veränderungen wohl das komplexeste Lötmittel dar. und der Verlauf, die Aktivität (mit- mehr Flussmittelrückstände), was
in der Lotlegierung Lot und Flussmittel in einem Pro- tels Lotkugelprüfung), die Klebefä- wiederum die Konturenstabilität
• Identifizierung von Einschlüssen dukt, optimal abgestimmt auf meh- higkeit und letztlich die Benetzung des Pastendepots beeinflusst. Im
und anderen Drahtanomalien rere Prozesse innerhalb der Bau- der Paste zu prüfen. Umkehrschluss kann der Flussmit-
telanteil nicht ohne Auswirkung auf
die rheologischen Eigenschaften der
Paste reduziert werden.
Berechnet man aus dem Gewichts-
anteil des Flussmittels einer SMD-
Paste mit 89 % Metallpulveranteil
dessen Volumen, so ergibt sich ein
Tabelle 4: Gängige Flussmittelanteile in SMD-Pasten in Abhängigkeit von der Applikation Fluxanteil von ca. 50 Vol.- %! Redu-
44 3/2021
Löt- und Verbindungstechnik
zwischen 2 und 2,7 % verwendet.
Auch die meisten erhältlichen VOC-
freien Flussmittel sind ausschließlich
mit Sprüh- oder Jetfluxern applizier-
bar. Obwohl schon mehrfach „totge-
sagt“, verwenden kleine und mittel-
ständische Dienstleister aber auch
immer noch Lötanlagen mit Schaum-
fluxersystem (Bild 8). Harzhaltige
Flussmittel mit Feststoffanteilen
>2,5 % gewährleisten eine stabile
feinporige Schaumkrone und eine
Bild 6: Bildliche Darstellung des Unterschiedes zwischen Gew.- % und Vol.- % gleichmäßige Flussmittelverteilung
auf der Leiterplatte.
ziert man den Flussmittelgehalt die- Die qualitativen Anforderungen
ser Paste um nur 1 Gew.- % (was sollten der DIN EN 61191-1 Abschnitt
nebenbei zu einer Erhöhung der Vis- 5.3 „Flussmittel“ entnommen wer-
kosität um bis zu 100 Pa·s führen den. Demnach sollen für die Bau-
würde und erheblichen Einfluss auf gruppenfertigung Flussmittel nach
die Druckeigenschaften der Paste DIN EN 61190-1-1 (Tabelle 3) ver-
hätte), reduziert sich die Flussmit- wendet werden, die den Typen L
telmenge auf dem Board auf gerade oder M entsprechen. Für Baugrup-
einmal 45 %, was im Vergleich zu pen, bei denen die Flussmittelrück-
allen anderen Lötprozessen mit stände nach dem Löten nicht entfernt
Abstand immer noch die Höchste ist! werden (No-Clean-Lötprozesse)
Unter bestimmten Vorausset- sollten ausschließlich Flussmittel
zungen (Löten in inerten Prozess- der Gruppe L verwendet werden,
gasen, Vakuum oder Heißdampf) die die Anforderungen nach DIN
lassen sich die aktiven Bestandteile EN 61191-1 Abschnitt 9.2.2 „Rein-
des Flussmittelanteils einer SMD- heitsgrad“ ohne Reinigung/Prüfung
Lötpaste sehr wohl auf ein Mindest- (C-00) erfüllen (Tabellen 5 und 6).
maß reduzieren. Auf die Menge der Auch die Anforderung an die ther-
Flussmittelrückstände hat dies aller- mische Stabilität des Flussmit-
dings keinen merklichen Einfluss, Bild 7: 2-Kopf-Sprühfluxer tels ist von Lötanlage zu Lötan-
da die Aktivatoren und Harze im lage unterschiedlich. Wellenlötan-
Flussmittelanteil durch Bindemittel somit die Voidbildung bei großen lagen mit einer Doppelwelle erfor-
und Füllstoffe ersetzt werden müs- Kontaktflächen stark reduziert. dern eine hohe thermische Stabili-
sen, um die für die unterschiedlichen • hervorragende Druckqualität hohe tät des Flussmittels. Dies wird mit
Applikationen erforderlichen rheo- Standzeit von mind. 72 h einem entsprechenden Feststoffan-
logischen Eigenschaften zu errei- • einwandfreie Lötergebnisse mit teil im Flussmittel erreicht. Ein Fest-
chen (Tabelle 4). allen gängigen Lötprofilen stoffanteil von 2,5 bis 3,5 % ist unter
Da also die Menge der Flussmit- • unempfindlich gegen Umwelt- Normalatmosphäre ausreichend um
telmischung in der SMD-Lötpaste einflüsse die Funktionalität des Flussmittels
durch die Anforderungen der SMD- • Beständigkeit der Viskosität auch über den gesamten Lötvorgang bis
Bestückungs- und Lötprozesse fest- bei langen Druckpausen zum Austritt der Baugruppe aus der
gelegt ist, kann Optimierungspoten- Die Felder ISO-Cream „Clear“ und letzten Lötwelle zu gewährleisten.
tial ausschließlich in der Qualität der „Active-Clear“ unterscheiden sich Um eine gute Benetzung und
Flussmittelbasis gefunden werden. ausschließlich in ihrer Aktivierung. Bild 8: Pillarhouse Drop-Jet-Kopf einen ausreichenden Durchstieg
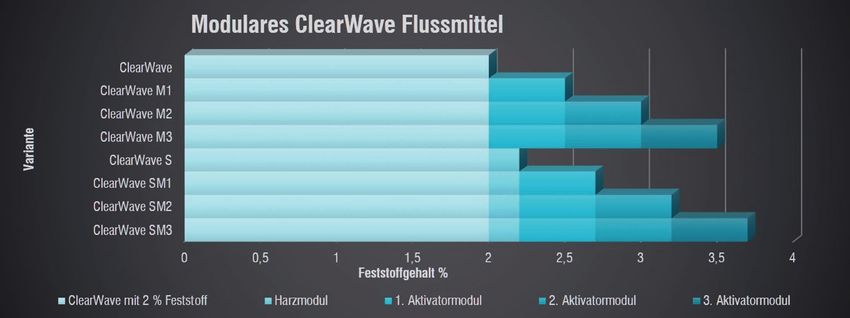
Die FELDER Lötpasten ISO-Cream Während es sich bei der „Clear“-Ver- Flussmittel für zu gewährleisten, ist die Lötwel-
„Clear“ und „Active-Clear“ wurden sion um einen REL0-Typen gänzlich Schwalllötprozesse lentemperatur in Selektivlötanla-
nach diesen Maßstäben weiterent- ohne Halogenide handelt (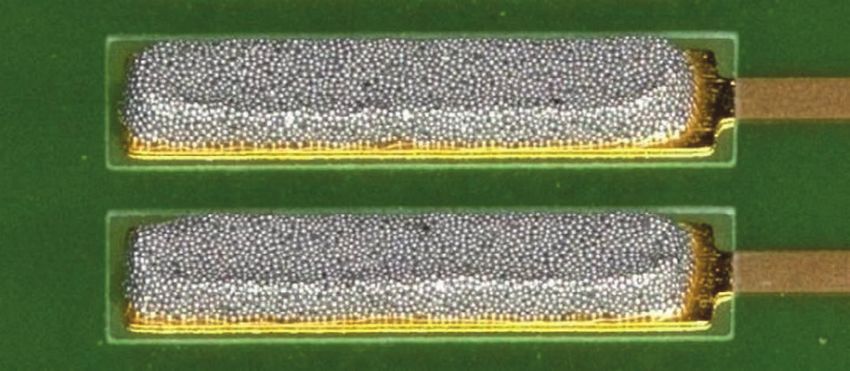
Löt- und Verbindungstechnik
mittel für die anspruchsvolle Bau- sehr feinporige Schaumkrone und
gruppenfertigung vor. Ausgehend bildet bei Flussmittelrückständen,
von einer ORL0-Basisversion mit die nicht vollständig ausreagiert
einem Feststoffgehalt von 2 %, wer- sind, eine physikalische Kapselung
den durch die Zugabe von Harz- (Inertisierung).
und Aktivatormodulen Varianten mit Diese beiden Basisvarianten wur-
bis zu 3,7 % Feststoff mit und ohne den bereits bei diversen Elektronik-
Harzanteil zur Verfügung gestellt. fertigern getestet und freigegeben.
Diese Harz- und Aktivator-Module Weitere Testresultate für Varianten
werden entweder von Felder für Kun- (M1 bis M3) mit höheren Feststoff-
den dem Basisflussmittel zugege- gehalten werden schnell Marktreife
ben und Kunden erhalten ein fer- erlangen.
tiges Produkt zum sofortigen Ein-
satz, z.B. ClearWave M3 (Harzfrei Zusammenfassung
mit 3,5 % Feststoffgehalt), oder Kun-
den fügen diese, je nach Bedarf, Entwicklungstechnisch sind die
selbst zu und generieren z.B aus bleifreie Löttechnik und die dazu-
dem Basisflussmittel ClearWave + gehörenden Lötmittel den „Kin-
Bild 9: Schaumfluxer zwei Aktivatormodulen + Harzmodul derschuhen“ entwachsen. Nach
die Variante ClearWave SM2 (Harz- 15 Jahren ist der Umgang mit blei-
Baugruppe durch Korrosion oder starke Oxidschicht aufweisen, kann haltig mit ca. 30 % höherer Aktivie- freien Loten in der Baugruppenfer-
Migration führen können! Flussmit- auf eine Befluxung nicht vollständig rung). Somit kann z.B. jeder EMS- tigung vom Grundsatz her klar, die
tel für selektive Lötprozesse sollten verzichtet werden. Dienstleister wesentlich flexibler auf Prozesse sind mittlerweile einge-
dementsprechend abgestimmt sein. Auf dem Markt für Elektronikfluss- wechselnde Kundenanforderungen fahren. Die Phase der Optimierung
Prozessunterstützenden Schutz- mittel gibt es eine unüberschaubare in der Baugruppen-fertigung reagie- dieser Prozesse ist angelaufen. Mit
gase, die den Löttiegel abdecken Anzahl von Produkten mit unter- ren und mit seinem Lötprozess eine dieser Prozessoptimierung wird
und im Bereich um die Lötwellen für schiedlichsten Eigenschaften. Ob größere Produktvarianz erreichen. nun auch eine Optimierung der
eine Reduzierung des Sauerstoffe- für bleifreie oder bleihaltige Lote, ISO-Flux „ClearWave“ und „Clear- entsprechenden Lötmittel erfor-
influsses sorgen, ermöglichen die für Wellen- oder Selektivlötpro- Wave S“ wurden entwickelt für die derlich. Insbesondere die Anfor-
Verwendung feststoffärmerer Fluss- zesse mit offenem oder gekapsel- hochqualifizierte bleifreie Fertigung derungen aus modernen Selektiv-
mittel. Insbesondere bei den soge- ten Prozessraum mit unterschied- kommerzieller Elektronikbaugrup- lötprozessen stellen für die Fluss-
nannten N2-Volltunnel-Wellenlötan- lichsten Applikationssystemen wie pen und erzielen bei Schaltungen mittelentwicklung eine Herausfor-
lagen sind Flussmittel mit Feststoff- Sprüh-, Schaum- oder auch Jet- mit Mischbestückung beste Löt- derung dar.
gehalten zwischen 1,8 und 2,2 % fluxern, für Baugruppen in der Kon- ergebnisse. Die Applikation des Die fortlaufende Miniaturisierung
„state of the art“. Da aber, abge- sumer-, Automobil-, Leistungselek- Flussmittels auf die Leiterplatte ist von Bauteilen erfordert u.a. eine
sehen von Leiterplatten und Bau- tronik oder auch Avionic, stehen dem mit allen bekannten Fluxverfahren Reduzierung der Körnung in SMD-
teilen mit ENIG-Oberfläche, sämt- Anwender diverse Spezialflussmit- durchführbar (z.B. Schäumen, Sprü- Lötpasten oder auch der Drahtquer-
liche Metallisierungen von elektro- tel zur Auswahl. hen, Jetten). schnitte von Lötdrähten. Je feiner
nischen Bauteilen und PCBs bereits Mit dem neuen ISO-Flux „Clear- ISO-Flux „ClearWave“ ist für Wel- das Metallpulver, desto größer wird
vor dem Eintritt in den inerten Pro- Wave“ stellt die Felder GmbH ein lenlötanlagen mit Sprühfluxer als die Gesamtoberfläche des Pulvers
zessraum einer Volltunnel-Wellen- innovatives, modulares und somit auch für modernste Selektivlötan- im Verhältnis zu seinem Volumen.
lötanlage eine mehr oder weniger multifunktionelles Elektronikfluss- lagen mit Dropjet-Fluxern bestens Dies erfordert eine stärkere Aktivie-
geeignet, da ein Verkleben der rung des Pastenflussmittels.
0 keine Oberfläche zu reinigen Jet-Düsen ausgeschlossen wer- Neue Technologien, wie z.B. der
den kann. Einzug von LEDs in der Fahrzeug-
1 Eine Seite (die mit der Lötmittelgruppe) ist zu reinigen. Die harzhaltige Variante ISO-Flux und Straßenbeleuchtung, haben
2 Beide Seiten der Baugruppe sind zu reinigen. „ClearWave S“ ist für Wellenlötanla- die Diskussion um die Reduzierung
gen mit Schaumfluxer-Auftrag und von Löttemperaturen neu entfacht.
Tabelle 5: Bezeichnung der zu reinigenden Flächen auch für das Selektivlöten mit Sprüh- Bismutbasierende Lotlegierungen
(Reinigungsoptionen) fluxersystem optimiert worden. Der stellen ein Lösungsweg dar, haben
minimale Harzanteil sorgt für eine aber Eigenschaften die noch genau
geprüft werden müssen. Hier ist eine
0 eine Prüfung erforderlich höher aktivierte Flussmittelformulie-
1 Prüfung für Kolophonium-Rückstände erforderlich rung erforderlich, da die Benetzung
mit diesen Loten schlechter ist als
2 Prüfung für ionische Rückstände erforderlich mit SAC-Loten.
3 Prüfen Sie den Oberflächen-Isolationswiderstand so wie es zwischen dem Anwender und dem Her- Neben der Aktivierung der Metalli-
steller vereinbart wurde. sierung der Bauteile und des Metall-
pulveranteiles der SMD-Lötpaste,
4 Prüfen Sie die Oberflächen auf organische Verunreinigungen so wie es zwischen dem Anwender und dient das Flussmittel in SMD-Löt-
dem Hersteller vereinbart wurde. pasten auch zur Einstellung der Vis-
5 weitere Prüfungen, wie zwischen dem Anwender und dem Hersteller vereinbart kosität und ist somit obligatorisch für
die Druck- und Dosierbarkeit und die
Tabelle 6: Prüfung der Rückstände für die Prozesssteuerung Klebrigkeit der Paste. Das wiede-
46 3/2021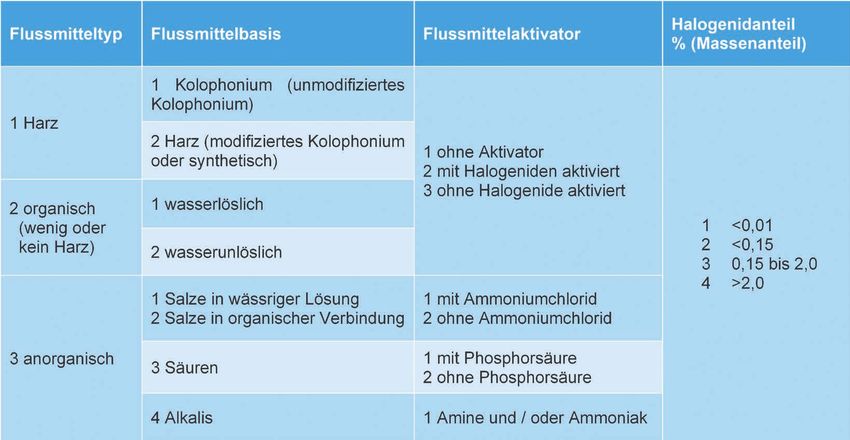
Löt- und Verbindungstechnik
Bild 10: Aufbau ClearWave-System
rum würde den Ersatz der aktiven Lote und Flussmittel im Zusammen- DIN EN 61190-1-1:2003 „Verbin- gruppen – Lotpaste für bestückte
Bestandteile durch neutrale „Füll- spiel zu betrachten. dungsmaterialien für Baugruppen Leiterplatten“
stoffe“ erforderlich machen, die aber der Elektronik – Teil 1-1: Anforde- DIN EN 61191-1:2015 „Elektro-
ebenso verhalten müssten wie die rungen an Weichlöt-Flussmittel für nikaufbauten auf Leiterplatten –
Aktivatorenmischung. Daher gibt es
Normen und Quellen hochwertige Verbindungen in der Teil 1: Fachgrundspezifikation –
keine flussmittelfreie SMD-Lötpaste DIN EN ISO 12224-1:1998 „Mas- Elektronikmontage“ Anforderungen an gelötete elek-
die in diesem Sinne besonders für sive Lötdrähte und flußmittelgefüllte DIN EN 61190-1-2:2014 „Verbin- trische und elektronische Baugrup-
einen Vakuumprozess geeignet ist. Röhrenlote – Festlegung und Prüf- dungsmaterialien für Baugruppen pen unter Verwendung der Ober-
Zwar wären die Reduzierung der verfahren – Teil 1: Einteilung und der Elektronik – Teil 1-2: Anforde- flächenmontage und verwandter
Flussmittelanteile bzw. Feststoffge- Anforderungen“ rungen an Lotpaste für hochwer- Montagetechniken“
halte in den einzelnen Lötmitteln EN ISO 9454-1:2016 „Flussmittel tige Verbindungen in der Elektro- IPC J-STD004 „Requirements
und die damit einhergehende Ver- zum Weichlöten – Einteilung und nikmontage“ for Soldering Fluxes
ringerung der Rückstände auf der Anforderungen – Teil 1: Einteilung, DIN EN 61190-1-3:2015 „Verbin-
Baugruppe wünschenswert, aller- Kennzeichnung und Verpackung“ dungsmaterialien für Baugruppen
dings nicht auf Kosten der Löt-Per- DIN EN ISO 9453:2014 „Weich- der Elektronik – Teil 1-3: „Anfor-
formance! lote — Chemische Zusammenset- derungen an Elektroniklote und an
Die Entwicklung und Optimie- zung und Lieferformen“ Festformlote mit oder ohne Fluss-
rung von Lötmitteln muss in enger DIN EN ISO 9455-10:2013 mittel für das Löten von Elektronik-
Bildnachweis
Zusammenarbeit mit dem Lötan- „Flussmittel zum Weichlöten – Prüf- produkten“ Bild 1 bis 6, 10, 11:
lagenherstellern den Innovationen verfahren – Teil 10: Bestimmung DIN EN 61189-5-3:2015 „Prüf- Felder GmbH Löttechnik
der Prozesstechnik geschehen. Für der Wirksamkeit des Flussmittels, verfahren für Elektromaterialien, Bild 7 und 9: Pedro Ximinez,
die Fertigungs-Projektierung neuer Ausbreitungsprüfung“ Leiterplatten und andere Verbin- Lizenz: CC BY-SA 2.0 de
Elektronikprodukte ist nicht nur die DIN EN 32513-1:2005 „Weichlot- dungsstrukturen und Baugrup- Bild 8: Fa. Pillarhouse Inter-
Performance moderner Lötanlagen, pasten – Teil 1: Zusammensetzung, pen – Teil 5-3: Allgemeine Prüf- national Ltd.
sondern auch die Eigenschaften der Technische Lieferbedingungen“ verfahren für Materialien und Bau-
Bild 11: Schematische Darstellung der modularen Flussmittelzusammensetzung
3/2021 47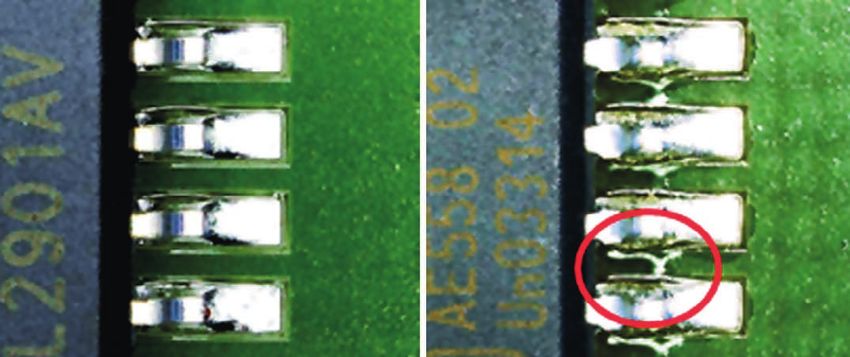

Sie können auch lesen