Hohe Qualität in der Produktion & Trainings im Fokus Steuerung lokaler Wärmezentren im Druckguss Prüfung von Speisern und Speisermassen ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

2021 | 05
Hohe Qualität in der
Produktion & Trainings im Fokus
Steuerung lokaler Wärmezentren im Druckguss
Prüfung von Speisern und Speisermassen
Verlässliche automatische Sichtprüfungssysteme
EDITORIAL
Liebe Leserinnen und Leser,
Die Verschärfung globaler Umweltschutz Vorschriften
und der Durchbruch der e- Mobilität forciert die Entwick-
lung neuer Fahrzeugarchitekturen. Aluminium Leichtbau-
Strukturbauteile sollen dabei das Fahrzeuggewicht weiter
nach unten treiben und neben einem Mindestmaß an
Festigkeit insbesondere eine zuvor in Gussstücken noch
nicht gekannte hohe Duktilität ermöglichen. Von derarti-
gen Werkstoffen ausgehend hat sich die Anwendung von
Aluminium-Druckguss bei Strukturbauteilen in den letzten
Jahren bei Automobilherstellern im In- und Ausland deut-
lich erweitert.
Hierfür sind sowohl Prozesswissen als auch ausgebilde-
te Mitarbeiter essenziell. Wie Versuche und Tests dabei
helfen, die idealen Prozessparameter für die Produktion
von Druckgussteilen zu ermitteln zeigt im ersten Beitrag
im neuen C.O.M. die Firma Bühler AG.
Die Temperierung von Druckgießformen nimmt einen
wichtigen qualitativen Aspekt innerhalb der Fertigung von
Druckgussteilen ein. Für hochkomplexe Teile muss die
gesamte Temperierung des Werkzeuges auf das Guss-
teil und den lokalen Abkühlungsbedingungen abgestimmt
sein. Wie dies mit Hilfe maschineller Lernmethoden (ML) Zu guter Letzt berichten wir über verlässliche automati-
optimal gelöst werden kann sind Forschungsthemen am sche Sichtprüfungssysteme von Laempe Mössner Sinto.
Institut für Technologien der Metalle der Universität Duis- Aktuell wird die Sichtprüfung in vielen Gießereien noch
burg-Essen und wird im zweiten Beitrag beschrieben. durch eine manuelle Kontrolle ausgeführt, beispielswei-
se bei der Endprüfung von Rohguss-Bremsscheiben
Die Prüfung von Speisern ist Voraussetzung für die Quali- vor dem Verpacken. Die Zukunft ist eine automatische
tät von Gussteilen. Speiser sollen die mit der Erstarrung 100%ige Kontrolle. Lesen Sie hier über moderne, auto-
einhergehende Volumenreduzierung ausgleichen. Dabei matische Sichtprüfungssysteme.
erwarten Gießer, dass Speiser - entsprechend den Kata-
logangaben der Hersteller - zuverlässig und gleichmäßig Wie immer wünsche ich Ihnen viele neue Erkenntnisse
funktionieren und die Gussteile sicher speisen. Chemex bei Lesen und stehe Ihnen für Kritik, Anregungen und
Foundry Solutions erläutert im dritten Beitrag wie dies ge- Verbesserungen gern zur Verfügung.
nau durchgeführt werden kann.
Dr.mont. Stephan Hasse
Geschäftsführer
Foundry Technologies & Engineering GmbH
Herausgeber des www.giessereilexikon.com
Unser Titelbild
Die Verschärfung globaler Umweltschutzvorschriften und der Durchbruch der e-Mobilität forciert die
Entwicklung neuer Fahrzeugarchitekturen. Ein wesentlicher Bestandteil moderner Automobilkaros-
serien und -fahrwerke sind Strukturbauteile aus Leichtmetalldruckguss, vorranging aus Aluminium
und Magnesium. Diese Bauteile lassen sich mit Druckgießverfahren zuverlässig herstellen und er-
füllen wichtige Anforderungen hinsichtlich Leichtbau, Festigkeit und Crash-Verhalten.
Das Bild zeigt ein typisches Strukturbauteil für die Automobilindustrie (Längsträger) hergestellt im
Aluminiumdruckguss.
Quelle: Bühler AG
01 Casting Online Magazine 2021 | 05
INHALT
I N H A LT S V E R Z E I C H N I S
OEE verbessern – hohe Qualität in der Seite 03
Produktion & Trainings im Fokus
Erfassung und Steuerung von lokalen
Wärmezentren im Druckguss Seite 07
Prüfung von Speisern und
Speisermassen Seite 13
Für fehlerfreie Bremsscheiben:
Verlässliche automatische Seite 21
Sichtprüfungssysteme
von Laempe Mössner Sinto
Internationale Messen Seite 25
IMPRESSUM
Ausgabe 2021 / 05
Redaktion: Foundry Technologies & Engineering GmbH | Dr.mont. Stephan Hasse
Design und Satz: ident-IT GmbH
02
HOHE QUALITÄT IN DER PRODUKTION & TRAININGS IM FOKUS
OEE verbessern – hohe Qualität in der Produktion &
Trainings im Fokus
Adrian Buob
OEE steht im Zentrum der Betrachtung, wenn es um die optimale Leistung von Druckgiesssystemen geht.
Sowohl Prozesswissen als auch ausgebildete Mitarbeiter sind hierfür essenziell.
Prozessoptimierung im Fokus Prüfung nach P81Qualität steigern, Ausschuss mini-
mieren
Effiziente Prozesse sind entscheidend für den wirtschaft-
lichen Erfolg von Druckgiessereien. Produzenten versu- Qualitätsverbessernde Massnahmen führen erst dann
chen daher ihre Prozessabläufe fortlaufend zu optimieren zum Ziel, wenn die auftretenden Gussfehler eindeutig
und so die Produktqualität und den Gewinn zu erhöhen. identifiziert sind. Dabei handelt es sich um einen physi-
Doch viele Faktoren beeinflussen den Produktionspro- kalischen Prozessfehler, welcher am Bauteil verschie-
zess und entsprechend vielfältig ist die Zahl der zielfüh- dene Funktionsfehler verursachen kann. Dazu zählen
renden Massnahmen. In der Praxis hat es sich bewährt, einerseits Gestaltfehler wie Deformation, Verzug oder
die Gesamtanlageneffektivität oder OEE (Overall Equip- Formversatz. Andererseits sind auch innere Fehler wie
ment Effectiveness) zu betrachten. Die drei wichtigsten Mikroporosität, Lunker oder Oxideinschlüsse sowie Ober-
Faktoren dieser Kennzahl sind der Ausschuss, der Nut- flächenfehler wie Risse, Kaltlauf und Grat zu berücksich-
zungsgrad der Maschine und auftretende Stillstände, so- tigen. Je nach Mangel – diese können auch in Kombi-
wie die Produktivität der Druckgiesszelle selbst. nation auftreten – werden spezifische Massnahmen zur
Korrektur ergriffen. Dafür werden in der Regel Parameter
der Druckgiessmaschine und der Peripheriegeräte ange-
passt, sowie Modifikationen an der Druckgießform vorge-
nommen.
Bild 1: Modernste Laboreinrichtungen für die Qualitätsüberwachung
00
03 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05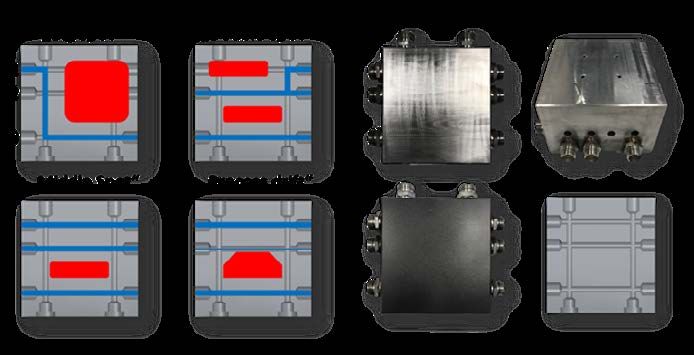
„Kontinuierlich wird in Richtung der Vision der
Digitalen Zelle gearbeitet – diese umfasst 0%
Ausschuss, 40% weniger Zykluszeit und 24/7
Verfügbarkeit für Giessereien“
Versuche und Tests im Bühler Technologiezentrum – Training im Fokus
zur Verbesserung der Qualität
Ausgebildete Fachkräfte für die Arbeit in der lauten und
Versuche und Tests helfen, die idealen Prozessparame- rauen Giessereiumgebung zu finden, zählt derzeit zu
ter für die Produktion von Druckgussteilen zu ermitteln. In den grössten Herausforderungen unserer Branche, denn
den Bühler Technologiezentren stehen Druckgiesszellen qualifizierte Fachkräfte können einen erheblichen Beitrag
mit bis zu 14000 kN Schliesskraft (Formzuhaltekraft) zur zu einem besseren OEE leisten.
Verfügung, um Teile unterschiedlicher Grösse und Kom-
plexität zu testen. Kunden können ihre Form nach Uzwil Bühler Online-Kurse
senden, diese wird dann auf einer der Zellen installiert.
Während der Testphase werden systematische Anpas- Für ein effektives Training, unabhängig vom Ort, hat Büh-
sungen an den Prozessparametern vorgenommen. Die ler eine Reihe von Online-Kursen entwickelt. Die Schu-
Resultate können im Labor überprüft werden, bis die lung durch erfahrene Trainer, erfolgt über mehrere Tage
Einstellungen optimal definiert sind (Bild 1). Daraufhin mit einer 3-stündigen Lerneinheit pro Tag. Bei Bedarf kann
können die Parameter direkt auf die Druckgiessmaschi- der Kurs mit einem praktischen Teil direkt am Arbeitsplatz
ne des Kunden übertragen werden, damit der Ausschuss des Teilnehmers oder in einem der Schulungszentren von
der Zelle minimiert wird und die Produktion so produktiv Bühler ergänzt werden.
wie möglich läuft.
Versuche und Tests sind möglich, ohne nach Uzwil zu rei-
sen. Mit verschiedenen Kameras in den Zellen können
die Versuche online übertragen werden. Kunden verfol-
gen den Versuch aus verschiedenen Blickwinkeln und
können die weiteren Schritte mit Bühler-Experten bespre-
chen (Bild 2).
Bild 2: Durch mehrere Kameras in der Druckgusszelle wird ein guter Prozessüberblick gewährleistet und kann vom Kunden online verfolgt werden
04
HOHE QUALITÄT IN DER PRODUKTION & TRAININGS IM FOKUS
Die angebotenen Trainings reichen von einer Einführung Der OEE der Kunden steht bei Bühler im Mittelpunkt.
in den Druckguss, bis hin zu spezifischen, auf Bühler-Ma- Kontinuierlich wird in Richtung der Vision der Digitalen
schinen zugeschnittenen, Trainings oder technologischen Zelle gearbeitet – diese umfasst 0% Ausschuss, 40% we-
Schulungen wie Prozessoptimierung oder Formentwick- niger Zykluszeit und 24/7 Verfügbarkeit für Giessereien.
lung. Individuelle Schulungen mit individuellen Inhalten
sind ebenfalls möglich.
Über Bühler Druckguss
Bühler ist der weltweite Technologiepartner für alle Be-
dürfnisse im Bereich Druckguss und unterstützt seine
Autor:
Kunden in allen Investitionsphasen. Das Schweizer
Adrian Buob Unternehmen liefert optimierte Druckguss-Zellenlö-
Team Manager Bühler Die sungen, vollständig integrierte Prozesssteuerungen,
Casting Application Technology Know-how im Bereich Anlagenplanung sowie welt-
adrian.buob@buhlergroup.com weiten Kundendienst. Mit einem starken globalen
Dienstleistungsnetz, modernen Anwendungszentren
und eigener Produktion, Maschinenrevision und Tech-
nologiestandorten in Europa, Asien und Nordamerika,
unterstützt Bühler seine Kunden.
Druckgusslösungen der Experten
Die Lösungen für Aluminium- und Magnesiumdruckguss sind auf Ihre Gießerei zugeschnitten, um Produktivität und
Effizienz zu steigern. Unser globales Netzwerk an Technikern und Experten steht Ihnen von der Planung über die Ins-
tallation bis hin zum Betrieb zur Seite.
00
05 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05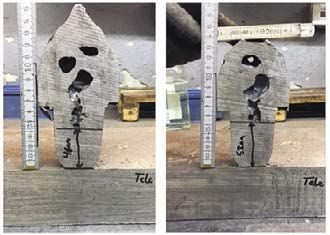
Druckgusslösungen
von Bühler mit
bis zu 84.000 kN
Schliesskraft.
Sie möchten Ihre Druckguss-
Produktion erweitern? Das vergrösserte
Carat-Portfolio mit der Carat 560,
Carat 610 und Carat 840 verfügt über
die bekannten Vorteilen der Baureihe:
• hohe Massgenauigkeit dank
bewährter Zwei-Platten-
Technologie
• reproduzierbare Teilequalität
mit einzigartiger Bühler SC (Shot
Control) Giesstechnik
• einfache unt intuitive
Bedienung mit DataView
Multi-Touch-Bildschirm
Sie haben Interesse?
Kontaktieren Sie uns:
die-casting@buhlergroup.com
Weitere Informationen zur Carat-Serie
finden Sie auch auf unserer Website:
buhlergroup.com/de/carat
Innovations for a better world.
STEUERUNG LOKALER WÄRMEZENTREN IM DRUCKGUSS
Erfassung und Steuerung von lokalen Wärmezentren
im Druckguss
Torben Disselhoff
Der moderne Aluminiumdruckguss wird vor immer komplexere Herausforderungen gestellt. Diese
umfassen unter anderem die wirtschaftlichen und ökologischen Herausforderungen der deutschen
Industrie, die Energie- und Mobilitätswende sowie die Verringerung des CO2-Ausstoßes. Dem gegenüber
stehen die Anforderungen an die immer komplexer werdenden Gussstücke, welche nur mit neuster
Technologie qualitativ hochwertig gegossen werden können. Hinzu kommt, dass Druckgießanlagen für
die Fertigung von Gussteilen einen immensen Energieeinsatz benötigen. Dabei spielt die Temperierung
der Gießwerkzeuge eine entscheidende Rolle, denn ein nicht zu unterschätzender Teil der benötigten
Energiemenge wird auf die Temperierung bzw. den thermischen Haushalt einer Druckgießanlage zurückge-
führt. [1][2][3]
Einführung Während dieser Zeitspanne wird außerhalb des vorher
definierten Prozessfensters gefertigt. Dies kann zu einer
Das Forschungsvorhaben wird in Zusammenarbeit mit verminderten Ausbringungsleistung der Anlagen sowie
dem Unternehmen thermobiehl Apparatebau GmbH zu fehlerhaften bzw. qualitativ minderwertigen Gussteilen
durchgeführt. führen.
Die Temperierung von Druckgießformen nimmt einen Dabei ist zu beachten, dass das Prozesswissen der ein-
wichtigen qualitativen Aspekt innerhalb der Fertigung von zelnen Phasen durch die Komplexität des Prozesses und
Gussteilen ein. Für hochkomplexe Druckgussteile muss Werkzeuges unvollständig ist. Durch Analysen der Guss-
die gesamte Temperierung des Werkzeuges auf das fehler wird dieses Prozesswissen stetig erweitert. Ma-
Gussteil und den (lokalen) Abkühlungsbedingungen ab- schinelle Lernmethoden (ML) finden bei den genannten
gestimmt sein. Dies wird mittels Temperiergeräten, bau- Analysen selten bis keinen Einsatz. Der große Vorteil ma-
teilspezifischen Kühlkonzepten und einem expertisiertem schineller Lernmethoden liegt darin, komplexe Zusam-
Prozesswissen erreicht. [4] menhänge zu erkennen, die mit klassischen Analyse-
methoden nicht aufgedeckt werden. Die Prozess- sowie
Das Druckgießwerkzeug selbst hat ebenfalls einen Ein- Temperierdaten beim Druckgießverfahren sollen daher
fluss auf die Fertigung und Temperierung der Gussteile. mit ML untersucht werden, um diese verdeckte Abhängig-
Deswegen kann ein Werkzeug während der Produktion keiten zu untersuchen. Im gleichen Zug können die Ursa-
in drei Zustandsgrade (Condition level) eingeteilt. chen von Prozessdrifts besser analysiert, verstanden und
bestenfalls behoben werden.
• Condition level 1: Einfahren des neuen Werkzeuges
• Condition level 2: Produktion mit leicht verschlissenem
Werkzeug
• Condition level 3: Produktion mit (stark) verschlissenem „Der große Vorteil maschineller Lernmethoden
Werkzeug → Prozessdrift liegt darin, komplexe Zusammenhänge zu
erkennen.“
Innerhalb der ersten beiden Level entstehen nur wenige
Abweichungen des Prozessfensters und eine reprodu-
zierbare Produktion findet statt. Während des condition Mit dieser Forschung sollen folgende Ziele erreicht
level 3 entstehen vermehrt Abweichungen des spezifisch werden:
eingestellten Proessfensters, die sogenannten Prozess-
drifts. Diese führen zu einer verminderten Qualität der • Verringerung der Einfahrzeit von Druckgusswerkzeugen
Gussteile sowie eines schlecht laufenden Prozesses. Oft • Vermeidung von thermisch bedingten Fehlern innerhalb
werden Gussfehler und Gefügeanomalien erst im weite- des condition level 3
ren Verlauf der Prozesskette bzw. bei der Begutachtung • Einführung von Datenanalysen mittels ML
der Gussteile entdeckt und mit einer verspäteten Reak- • Analysen sollen ohne große Investitionen möglich sein
tion behoben. → erreichen von KMU
07 Casting Online Magazine 2021 | 05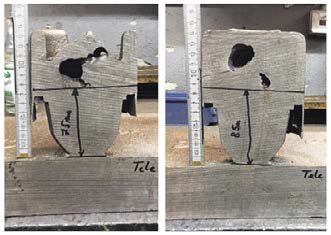
Theoretische Überlegungen
Für die Umsetzung der genannten Ziele wurde zuerst ein
Modellwerkzeug entworfen, mit dem die Möglichkeit be-
steht, verschiedene Kühlkonzepte zu untersuchen. Der
gesamte Versuchsaufbau ist dabei realitätsnah zu ge-
stalten, sodass ein Transfer der Ergebnisse zur Praxis
erfolgen kann.
Der Grundkörper bietet die Möglichkeit eine Vielzahl an
Kühleinstellungen einzustellen und zu testen. Das Mo-
dellwerkzeug (Bild 1B) sowie einige der möglichen Kühl-
varianten (Bild 1A) sind in Bild 1 zu sehen.
Bild 1: Theoretische Kühlvarianten (links) und Modellwerkzeug (rechts)
Durch die verschiedenen Kühlvarianten entstehen die lo-
kalen Wärmezentren an unterschiedlichen Stellen. Diese „Durch die verschiedenen Kühlvarianten
sind hier durch rote Markierungen an ihrem theoretischen entstehen die lokalen Wärmezentren an
Erscheinungspunkt eingetragen. Die Veränderung des lo- unterschiedlichen Stellen.“
kalen Wärmezentrum eines möglichen Prozessdrifts (Bild
1A), welcher z.B. durch Kalzination oder Leckage entste-
hen kann, wird ebenfalls berücksichtigt. Der Prozessdrift
wird hier durch eine verminderter Kühlleistung des zwei-
ten Kühlkanals erzeugt.
Mit Hilfe des Grundkörpers gilt es zu überprüfen, ob Wär-
mezentren gezielt eingestellt und verschoben werden
können. Gleichzeitig soll die Erzeugung von Prozessdrifts
kontrolliert werden.
08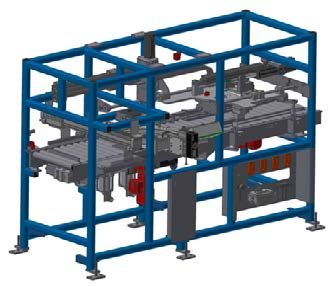
STEUERUNG LOKALER WÄRMEZENTREN IM DRUCKGUSS
Praktische Durchführung
Im Anschluss an die theoretischen Überlegungen wurde
ein Teststand konzipiert. Ein Teilausschnitt ist in Bild 2 zu
sehen.
Dieser enthält neben dem Grundkörper (siehe Bild 1) ei-
nen Sprüher, eine Wärmebildkamera zur Erfassung und
Auswertung der Oberflächentemperaturen, ein Stempel-
werkzeug, welches in spezifischen Programmen geheizt
und auf die Formoberfläche gepresst werden kann und
ein Temperiergerät zur Einstellung der Temperierparame-
ter. Für eine Demonstration folgen Sie dem QR-Code in
Bild 2. Dort finden Sie ein Video, dass den Teststand in
Betrieb zeigt.
Die thermischen Reaktionen des Grundkörpers auf unter-
schiedlichen Kühlvariationen werden mit der Thermogra-
fie Kamera aufgenommen und vermessen. In Bild 3 sind Bild 2: Teilausschnitt des Versuchsaufbaus und QR-Code
die entstandenen thermografischen Bilder gezeigt.
Darauf ist deutlich zu erkennen, dass die vorherigen theo-
retischen Überlegungen im realen Prozess umzusetzen
sind. Das Bedeutet, dass verschiedene Wärmezentren
gezielt zu generieren sowie zu steuern sind. Ein weite-
rer wichtiger Aspekt ist, dass Prozessdrifts experimentell
nachgestellt und untersucht werden können. Dies zeigt
der Vergleich der Bilder „Middle Spot“ und „Process drift“.
Es ist deutlich zu sehen, dass die Kühlung durch die ver-
minderte Leistung des Kühlkanals stark beeinträchtigt
wird und nicht mehr dieselben Eigenschaften aufweist
wie bei einem einwandfreien Prozess (vgl. Middle Spot).
Anhand der erfassten Prozessdaten ist dieser Unter- Bild 3: Vergleich der thermografischen Bilder mit den
schied ebenfalls erkennbar. theoretischen Überlegungen
Datenanalyse
Die Analysen der Daten zeigen, dass die Möglichkeit
besteht, einen Prozessdrift qualitativ darzustellen. Zur
Erfassung wurde eine Region of Interest (ROI) auf dem
Grundkörper definiert und mittels Thermografie Kamera
vermessen. Die Temperaturdaten aufgetragen über die
Zeit sowie die ROI sind in Bild 4 zu sehen.
Bild 4: Vergleich Temperaturen „Middle Spot“ und „Prozessdrift“
„Dabei ist deutlich zu erkennen, dass die Kühlung
während des Prozessdrifts zu einem späteren
Zeitpunkt einsetzt und damit eine verminderte
Kühlleistung über die Zeit aufweist.“
09 Casting Online Magazine 2021 | 05Dabei ist deutlich zu erkennen, dass die Kühlung wäh-
rend des Prozessdrifts zu einem späteren Zeitpunkt ein-
setzt und damit eine verminderte Kühlleistung über die
Zeit aufweist. Nach ca. 40s Kühlzeit liegt eine Tempera-
turdifferenz von etwa 10°C vor. Tritt ein solcher Prozess-
drift in temperaturkritischen Bereichen auf, kann solch ein
Temperaturunterschied die Qualität des Gussstücks be-
einflussen.
Somit kann mittels der Temperaturdaten eine erste Ein-
schätzung über die Kühlwirkung erfolgen. Die bisherigen
Analysen haben gezeigt, dass sowohl die Bildaufnah- Bild 5: Prognosefunktion des Wasserdurchflusses
men sowie die Temperierdaten wesentliche Erkenntnisse
über das Kühlverhalten des Grundkörpers liefern. Die
Ursache bzw. der Entstehungsverlauf dieser verringer- Denn mit einer hohen Prognosequalität kann eine detail-
ten Kühlleistung kann jedoch nur sehr schwer oder gar lierte Analyse des Prozesses ermöglicht werden. Dieses
nicht dargestellt werden. In diesem Punkt soll der Einsatz Prozesswissen kann dann zur entsprechenden Prozess-
maschineller Lernmethoden einen entschiedenen Beitrag optimierung genutzt werden. Auch hinsichtlich der Fra-
leisten. gen, wie ein Prozessdrift kontrolliert werden kann und
woher ein Prozessdrift kommt, können die Algorithmen
Dazu wurde die gesamte Datenmenge, bestehend aus entscheidende Vorteile bringen.
180 Datenzeilen und 46 Datenspal-ten, genutzt. Die ge-
wählte funktional abhängige Variable Wasserdurchfluss Zur Verifizierung sollen die Ergebnisse in einen realen
Kanal 2 soll mit Hilfe der maschinellen Lernalgorithmen Prozess überführt werden, um die entwickelte Methodik
aus den verbleibenden 45 funktional unabhängigen Va- zu prüfen und auf Gießereibetriebe anzupassen. Gleich-
riablen prognostiziert werden. Da die Zahlenwerte der zeitig bietet diese Lösung der Gießereiindustrie die grund-
Variable Wasserdurchfluss Kanal 2 dem System bekannt sätzliche Implementierung maschineller Lernmethoden.
sind, wird hier von überwachtem maschinellen Lernen
(supervised machine learning) gesprochen. Mit der er-
lernten Prognosefunktion besteht die Möglichkeit die Literatur:
Durchflusswerte des zweiten Kühlkanals unter Berück-
sichtigung neuer Prozessdaten zu prognostizieren. [1]: Friedrich Ostermann, Anwendungstechnologie Alumi-
nium, 3. Auflage, 2014, Springer-Verlag Berlin Heidelberg
Bild 5 zeigt die grafische Darstellung der Gegenüberstel-
lung der real gemessenen Werten und den prognostizier- [2]: Christoph Hermann, Helge Pries, Götz Hartmann,
ten Werten, also die Ergebnisses der Prognosefunktion Energie- und ressourceneffiziente Produktion von Alumi-
des Versuchs. Die hohe Übereinstimmung der Werte niumdruckguss, 1. Auflage, 2013, Springer-Verlag Berlin
(gute Approximation der 45°-Achse) weist zum jetzigen Heidel-berg
Zeitpunkt auf einen vielversprechenden Einsatz maschi-
neller Lernmethoden hin. [3]: Christian Wilhelm, Lothar H. Kallien, Einfluss der
Elektromobilität auf die Gussproduk-tion in der deutschen
Gießereiindustrie – Teil 2, Giesserei, 105, 7, 2018
Ausblick
[4]: Dr.-Ing. Boris Nogowizin, Theorie und Praxis des
Im weiteren Verlauf des Forschungsvorhabens sollen
Druckgusses, 1. Auflage, 2011, Fach-verlag Schiele &
weitere sowie komplexere Formen und Kühlvarianten
Schön GmbH, Berlin
getestet werden. Dazu müssen entsprechend neue Mo-
dellwerkzeuge konstruiert werden, mit denen z.B. die
Möglichkeit besteht, konturnahe Kühlungen oder auch
allgemein den Einfluss von Konturen zu erfassen. Autor:
Darüber hinaus werden die generierten Daten mit Metho- M.Sc. Torben Disselhoff
den des maschinellen Lernens untersucht. Dies kann vor Mitarbeiter am
allem für den Aspekt der verringerten Einfahrzeit von Be- ITM - Institut für Technologien der Metalle
deutung werden. Universität Duisburg-Essen
Torben.Disselhoff@uni-due.de
10STEUERUNG LOKALER WÄRMEZENTREN IM DRUCKGUSS Über ITM Das Institut für Technologien der Metalle (ITM) ist der Abteilung Maschinenbau und Verfahrenstechnik der Fa- kultät Ingenieurwissenschaften an der Universität Duisburg-Essen zugeordnet. Der Lehrstuhl Mathematik für Ingenieure (MfI) von Prof Dr. rer. nat. Johannes Gottschling hat sich forschungsmäßig dem ITM für eine praxis- nahe Forschung sowie Lehre angeschlossen. Der Gießereiingenieur Dr.-Ing. Sebastian Tewes vertritt am MfI die Gießereitechnik in Lehre und Forschung. Diese enge Verknüpfung von Theorie und Praxis erlaubt einen kontinu- ierlichen Ergebnistransfer in die Entwicklung und Optimierung innovativer Prozesse und Anlagen. Der Lehrstuhl besitzt umfangreiche Kompetenzen und langjährige Erfahrung in den Bereichen Prozessoptimierung, Daten- banksysteme, statistische Auswertung, Prozesssimulation und Predictive/Prescriptive Analytics. Durch die enge Zusammenarbeit mit Unternehmen der Gießereiindustrie verfügt der Lehrstuhl MfI nicht nur über das theoreti- sche Hintergrundwissen, sondern auch über umfangreiche Kenntnisse im Einsatz und Verknüpfung von statisti- schen sowie maschinellen Lernmethoden in der industriellen Praxis. Mit seinem engagierten wissenschaftlichen Team hat sich die Forschungsgruppe mittlerweile als zuverlässiger Entwicklungspartner der Industrie etabliert. ROBAMAT AUTOMATISIERUNGSTECHNIK GMBH Mehrzonentemperiergerät Das fortschrittliche Temperierkonzept verkürzt die Zykluszeiten massiv und verbessert dabei in Kombination mit kontur- nahen Kühlkanälen und angepasstem Sprühkonzept die Bauteilqualität. Kurzinformationen finden Sie im Video. 11 Casting Online Magazine 2021 | 05
For more information please visit:
www.robamat.comPRÜFUNG VON SPEISERN UND SPEISERMASSEN
Prüfung von Speisern und Speisermassen
Sandra Lehmann, Heiko Schirmer, Sven Dommen
Die Prüfung von Speisern ist Voraussetzung für die Qualität von Gussteilen. Speiser sollen die mit der
Erstarrung einhergehende Volumenreduzierung ausgleichen. Dabei erwarten Gießer, dass Speiser –
entsprechend der Katalogangaben der Hersteller – zuverlässig und gleichmäßig funktionieren und
die Gussteile sicher speisen. Aktuell existieren drei BDG-Richtlinien zur Prüfung von Speisern. Für
isolierende und exotherme Speiser finden die Richtlinien P82 „Prüfung der Wirksamkeit von Speisern
im Stahlguss“ sowie P83 „Prüfung der Wirksamkeit von Speisern im Eisenguss“ Anwendung. Die P81
„Prüfung exothermer Massen“ dient zur Kontrolle ausschließlich der exothermen Massen.
Kurzfassung
Für erste Erfassungen der Speisungseigenschaften wer- Häufig wird allgemein angenommen, dass die Richtlinie
den bei der Chemex Foundry Solutions GmbH F&E in- P81 auch als Wirksamkeitsprüfung für die exothermen
terne Gießversuche durchgeführt. Im Anschluss folgen Speiser herangezogen werden kann, wobei man eine
nach dieser Vorauswahl Modulversuche, um weitere Korrelation zwischen Abbrennverhalten und Wirksam-
Daten für die Entwicklung neuer Speiserrezepturen zu keit des Speisers annimmt. Da jedoch beim Abbrennen
erhalten. Nach der Entwicklung einer Speisermasse er- von außen der Luftsauerstoff für die Reaktion der Spei-
folgt die Prüfung nach der Richtlinie P81. Beim Vergleich sermasse mitgenutzt wird, während beim Gießen im
der Kenndaten des internen Prüfverfahrens mit denen vollständig eingeformten System nur der innerhalb der
des Prüfverfahrens P81 ist keine Korrelation zwischen Rezeptur vorliegende Sauerstoff zur Verfügung steht
Abbrandverhalten und Abgussverhalten erkennbar. Che- und diese Sauerstoffverbindungen erst aufgespalten
mex Foundry Solutions arbeitet zusammen mit weiteren werden müssen, sind Brennverhalten und Abgussver-
Speiserherstellern an der Entwicklung einer verbesserten halten zwei verschiedene Reaktionsmechanismen, die
Prüfmethode von Speisern, die auch beim Kunden zum nicht miteinander korrelieren. Dies wird unter dem Ras-
Einsatz kommen soll. terelektronenmikroskop (REM) deutlich (Bild 1).
Prüfung nach P81 Aus diesem Grund erfolgt die Entwicklung von Speiser-
rezepturen bei den Herstellern über den Abguss und
Die Richtlinie P81 soll eine Kontrolle zur Gleichmäßig- entsprechende Modulversuche. Erst im Anschluss er-
keit der thermischen Eigenschaften exothermer Speiser- folgt die Erarbeitung der Zünd-, Brenn- und Heizzeiten
massen ermöglichen, d.h. es erfolgt eine Rezepturüber- als Temperatur-Zeit-Kurve für die Produktionsprüfung
prüfung beim Hersteller. Die Wirkungsweise exothermer der Massen nach P81.
Speiser wird dagegen über den Abguss definiert und in
den Richtlinien P82 und P83 beschrieben. Dabei wird
durch das Gießen von exothermen Speisern auf Würfeln
oder Platten das Modul überprüft, welches auch die cha-
rakterisierende Eigenschaft der Speiser in den Katalogen
der Hersteller darstellt.
Bild 1: REM-Aufnahmen einer exothermen Speisermasse, links nach dem Abbrand nach P81, rechts nach dem Abguss auf dem Modulwürfel.
00
13 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05Die Prüfung nach P81 geschieht mit zylindrischen Norm- Die Wirksamkeit des exothermen Speisers wird außer-
prüfkörpern. Dabei werden Zünd-, Brenn- und Heizzeiten dem durch den Einsatz leistungsstarker feuerfester Füll-
sowie das Temperaturmaximum mittels einer Messung stoffe, die einen guten Wärmehaushalt und damit gute
der Temperatur, die im Inneren des Prüfkörpers herrscht, Isoliereigenschaften ermöglichen, gesteuert (s. a. Che-
gegen den Zeitverlauf bestimmt. Die Position des Ther- mex-Patente DE102007012660, DE102011079692,
moelements ist genormt. Nicht genormt sind der Typ des DE102011079692, DE102015120866,
Thermoelements und die Beschaffenheit des Schutz- DE102016205960).
rohrs, welches das Thermoelement ummantelt. Dies sind
Daten, welche die Ergebnisse beeinflussen und entspre- Für die Entwicklung der Rezepturen werden zahlreiche
chend in den Prüfberichten angegeben werden. Als Me- Gießversuche durchlaufen. Einer der ersten Tests ist der
dium zur Zündung der exothermen Speisermassen wird Gießversuch nach P14-84 (interne Nomenklatur). Dabei
der Einsatz von Heizplatten empfohlen, es können aber werden Speiser einer definierten Geometrie, geformt in
auch Zündzylinder einer definierten Zusammensetzung einer Sandform, mit einer definierten Eisenschmelze ab-
zum Einsatz kommen. Die Art und Weise der Zündung gegossen. Innerhalb der Schmelze wird die Temperatur
der Prüfkörper führt immer wieder zu berechtigten Dis- im Verlauf der Zeit gemessen. Dazu dienen Pt/Rh-Pt-
kussionen. Thermoelemente, ummantelt mit Quarzglasrohren de-
finierter Abmessung. Auch bei dieser Methode wird der
Die Wirkweise exothermer Speiser beruht auf der Gold- Sitz des Thermoelements definiert. Der Gießversuch er-
schmidt´schen Reaktion: folgt als 3-fach-Bestimmung. Die Speiser werden mit der
2Al + Fe2O3 → Al2O3 + 2 Fe Öffnung nach oben abgegossen. Die dabei große Wär-
(Metall + Metalloxid → Metalloxid + Metall) meabstrahlung der offenen Oberfläche wird in diesem
Versuchsaufbau bewusst toleriert, weil dieser Versuchs-
Dies ist eine exotherm verlaufende Reaktion, die hohe aufbau es erlaubt, die Zündung und den Brennverlauf in-
Temperaturen erreicht. Um sie zu starten, bedarf es einer nerhalb der Speiserwand zu beobachten (Bild 2).
Aktivierungsenergie. Beim Abgießen erfolgt die Zündung
der exothermen Speiser durch das Gießmetall. Um die
Höhe der Aktivierungsenergie abzusenken, werden der
Speiserrezeptur Zünd- sowie weitere Oxidationsmittel
zugesetzt. Ziel der Rezeptentwicklung einer exothermen
Speisermasse ist es u. a., eine sichere Zündung der Re-
aktion beim Abgießen zu gewährleisten. Beim Abbrennen
der Speisermasse nach P81 ist es notwendig, eine ent-
sprechend hohe Aktivierungsenergie durch Zufuhr der
Zündtemperatur zu erbringen. Teilweise ist dies beim
Einsatz von Heizplatten, insbesondere bei fluorarmen
und -freien Speisermassen, nicht immer zuverlässig ge-
geben. Daher ist es zu begrüßen, wenn alternative Zünd- Bild 2: Aufbau der Abgussversuche nach der internen Methode P14-84
vorrichtungen entwickelt werden.
Neue Speiserrezepturen Mit der internen Methode P14-84 lassen sich die wirk-
samkeitsrelevanten Parameter wie Tmax, Haltezeit und
Die Chemex Foundry Solutions GmbH hat es sich zur Liquidus- Solidus-Übergang erarbeiten. Ein weiterer Vor-
Aufgabe gemacht, neue moderne Speiserrezepturen zu teil der Methode ist zudem, dass auch isolierende Spei-
erarbeiten. Wichtig ist es, aus Gesundheits- und Umwelt- ser hinsichtlich ihrer Wirksamkeit geprüft werden können.
gründen zunehmend auf fluorhaltige Wirkstoffe zu ver- Entsprechend der Auswertung der nach P14-84 ermittel-
zichten und die Reaktionsmechanismen über besser ge- ten Temperatur-Zeit-Kurven folgen in der nächsten Op-
eignete Zünd- und Oxidationsmittel zu steuern (siehe auch timierungsphase der Rezepturen Modulversuche. Das
Chemex-Patente DE 0104289 und DE102012213840). Speisungs- und Lunkerbild der gesägten Würfel oder
Quader gibt im Vergleich zum Naturspeiser Auskunft über
den Modulverlängerungsfaktor und damit die Speisungs-
sicherheit. Sowohl bei der Methode P14-84 als auch bei
den Modulversuchen werden die Speiser nach dem Ab-
gießen hinsichtlich ihrer Reaktionsmechanismen und der
„Wichtig ist es, aus Gesundheits- und Umwelt- Güte der Reaktion beurteilt. Basis dafür sind u. a. REM-/
gründen zunehmend auf fluorhaltige Wirkstoffe zu EDX-Untersuchungen an den Speisern.
verzichten.“
14PRÜFUNG VON SPEISERN UND SPEISERMASSEN
Prüfergebnisse
Nachfolgend sollen ausgewählte Ergebnisse einer exo-
thermen, nach dem oben beschriebenen Verfahren ge-
prüften Speiserrezeptur dargestellt werden. In Bild 3 sind
die „Brennkurven“ nach P81 einer exothermen Speiser-
masse, gekennzeichnet mit „A“ als Doppelbestimmung,
dargestellt. Dabei handelt es sich um in der F&E herge-
stellte und abgeprüfte Laborproben. Gemessen wird die
Temperatur über die Zeit mit Thermoelementen des Typs
B, Pt30 % Rh/Pt6 %Rh (Genauigkeit Class 3 ±4,0 °C
oder ±0,005 | t |). Die Thermoelemente werden mit kera-
mischen Schutzrohren (610 Pythagoras) mit definiertem
Innen- und Außendurchmesser ummantelt, um die Schä-
digung der Thermoelemente zu vermeiden.
Bild 4 zeigt die Temperatur-Zeit-Kurven von drei F&E- Bild 3: Temperatur-Zeit-Kurve einer exothermen Speisermasse
Proben und fünf Proben aus der laufenden Produktion nach P81, Doppelbestimmung einer F&E-Herstellung
der exothermen Speisermasse „A“. Dargestellt sind der
besseren Übersichtlichkeit wegen jeweils Einzelmessun-
gen.
Tabelle 1 fasst die wesentlichen Kennwerte der Spei-
sermasse „A“ zusammen. Die Gegenüberstellung der
Produktions- und Labordaten zeigt eine gute Überein-
stimmung. In den Methodenfehler gehen Messfehler,
verursacht durch die Messunsicherheiten der Thermo-
elemente, durch die Ausgleichsleitungen zwischen Ther-
moelement und Datenlogger sowie die Fehler bedingt
durch die Mantelung mit dem keramischen Schutzrohr
ein. Diese Fehler lassen sich durch die Auswahl geeigne-
ter Thermoelemente unter Berücksichtigung von Anwen-
dungstemperaturen und Genauigkeitsklassen minimie-
ren. Außerdem kann eine Kalibration des Messaufbaus,
d.h. Thermoelement, Ausgleichsleitung und Datenlogger,
erfolgen. Größere Fehler beruhen auf der Handhabung
Bild 4: Temperatur-Zeit-Kurve einer exothermen Speisermasse
der Methode selbst, z. B. durch Einsatz ungeeigneter nach P81. Bestimmung an fünf Produktionschargen im
Thermoelemente, ungeeigneter oder ungleichmäßig aus- Vergleich zu drei F&E Proben
gebildeter Schutzrohre sowie ungleichmäßiger Bohrung
der Löcher für die Thermoelemente.
Auf diese Weise werden die Temperatur-Zeit-Kurven
jeder exothermen Speisermasse ermittelt (Bild 5). Die
Kenndaten Zünd- und Brennzeit dienen als Sollwerte für
die laufende Produktionskontrolle, die weiteren Kenn-
daten zur Kontrolle der Rückstellproben im Falle von Be-
anstandungen.
Von der Prüfung des Abbrennverhaltens von organisch
gebundenen Speisern in Anlehnung an die BDG Richtlinie
P81 mittels Infrarot- oder Pyrometermessung wurde bei
der Chemex nach Versuchen mit Geräten verschiedener
Hersteller Abstand genommen. Bei dieser Messmethode Tabelle 1: Übersicht der Kennwerte einer exothermen Rezeptur, die F&E-
wird die vom Prüfkörper emittierte Infrarotstrahlung erfasst. Laborproben und Produktionschargen der Speiserrezeptur „A“ enthält
00
15 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05Der Emissionsgrad ist dabei vom Material, der Oberflä-
chenbeschaffenheit, von der Temperatur, der Wellenlän-
ge und dem Messaufbau abhängig. Dabei weisen feuer-
feste Füllstoffe andere Emissionsgrade auf als Metalle.
Da es sich bei den Pyrometermessungen um Punkt-
messungen von wenigen Millimetern Durchmesser auf
der Oberfläche (meist werden 1 bis 3 mm von den Her-
stellern empfohlen) handelt und die Rohstoffe innerhalb
der Speiser, sowohl Nichtmetalle als auch Metalle, meist
im Korngrößenbereich von 0 bis 1 mm liegen, variiert, je
nachdem welche Körner beim Abbrand erfasst werden,
das Messergebnis in einem nicht akzeptablen Bereich.
Bild 5: Vergleich der Temperatur-Zeit-Kurven nach P81
verschiedener exothermer Standardspeisermassen
„Bei dieser Messmethode wird die vom Prüfkörper
emittierte Infrarotstrahlung erfasst.“
Die mögliche Rauchentwicklung in Abhängigkeit vom
verwendeten Bindersystem kann die Messergebnisse
zusätzlich verfälschen. In Bild 6 sind F&E-Proben der
Speisermasse „A“ als 3-fach-Bestimmung dargestellt.
Die Messdifferenzen bei einer Mehrfachbestimmung sind
dabei nicht akzeptabel.
Prüfung nach interner Gießmethode
Die oben beschriebene interne Gießmethode P14-84 zur
Rezepturerarbeitung führt ebenfalls zur Erfassung von Bild 6: Temperatur-Zeit-Kurven gemessen mittels
Temperatur-Zeit-Kurven. Die Messungen erfolgten mit Quotientenpyrometer, Messfleck 1 mm
Thermoelementen des Typs B, Pt 30 % Rh / Pt 6 % Rh
(Genauigkeit Class 3 ±4,0 °C oder ± 0,005 | t |). Die Ther-
moelemente sind mit Quarzglasrohren mit definiertem
Innen- und Außendurchmesser ummantelt. Als zu prü-
fende Speisergeometrie wird EK 40/70 verwendet. Wirk-
samkeitsrelevante, aus diesen Kurven gewonnene Kenn-
daten sind Tmax sowie die Zeit bis zum Erreichen von
1200 °C und 1140 °C. Da die Messung bei offener Spei-
seroberfläche erfolgt, sind die Kenndaten nicht mit einem
geschlossenen System beim Abgießen in der Gießerei
vergleichbar. Die Methode gestattet aber den Vergleich
von Rezepturen für eine erste Beurteilung der Speisungs-
wirkung. Bild 7 zeigt die Temperatur-Zeit- Kurven aufge-
nommen beim Gießen nach Methode P14-84. Es handelt
sich jeweils um zwei F&E-Chargen, die jeweils als 3-fach-
Bestimmung an zwei verschiedenen Gießtagen geprüft
wurden. Tabelle 2 gibt die aus den Kurvenverläufen er- Bild 7: Temperatur-Zeit-Kurve nach P14-84. Bestimmung an
mittelten Kenndaten wieder. zwei F&E-Chargen der Speiserrezeptur „A“.
16PRÜFUNG VON SPEISERN UND SPEISERMASSEN
In Bild 8 sind die Temperatur Zeit-Kurven von vier Pro-
duktionschargen der Speiser „B“ dargestellt. Abgeprüft
wurde hier nicht die Geometrie EK 40/70, sondern EKD
70T. Tabelle 2: Übersicht der Kennwerte exothermer Speiser von
F&E-Laborproben der Speiserrezeptur „A“
Die vier Produktionschargen zeigen im Rahmen des Me-
thodenfehlers vergleichbare Speisungswirkungen. Dies
geht auch aus den Kenndaten der Tabelle 3 hervor.
Auch bei dieser Messmethode ist der Messfehler, bedingt
durch die Messunsicherheiten der Thermoelemente,
durch die Ausgleichsleitungen zwischen Thermoelement
und Datenlogger sowie durch das Schutzrohr, kleiner als
der Messfehler durch die Methodendurchführung. Der
größere Fehleranteil wird durch die Gießtemperatur und
die Speiserfüllung hervorgerufen. Bild 9 zeigt die Tem-
peratur-Zeit-Kurven verschiedener exothermer Standard-
speiser, ermittelt nach dem internen Gießverfahren P14-
84 zur Erfassung der speisungswirksamen Kenndaten.
Bild 8: Temperatur-Zeit-Kurve nach P14-84. Bestimmung an
vier Produktionschargen der Speiserrezeptur „B“
„Die vergleichende Prüfung des Lunkerverhaltens
auf Modulwürfeln oder -platten ist immer noch
die anschaulichste aber auch die aufwendigste
Prüfung.“
Tabelle 3: Übersicht der Kennwerte exothermer Speiser von
vier Produktionschargen der Speiserrezeptur „B“
Die vergleichende Prüfung des Lunkerverhaltens auf
Modulwürfeln oder -platten ist immer noch die anschau-
lichste aber auch die aufwendigste Prüfung, da neben der
Kasten- und Formherstellung auch zusätzlich noch Säge-
schnitte notwendig sind. Das Speisungsmodul wird durch
die Geometrie des Speisers und durch die Speiserrezep-
tur bestimmt. Gießt man vergleichend zum zu prüfenden
Speiser einen Naturspeiser ab, lässt sich so der Modul-
verlängerungsfaktor im Vergleich zum Naturspeiser be-
stimmen (siehe P82 und P83). Für Gießtests innerhalb
der F&E werden Würfelversuche mit einer standardisier-
ten Speisergeometrie, Formherstellung und Schmelze
(ENGJS- 400-15) vorgenommen.
Bild 9: Temperatur-Zeit-Kurven nach P14-84 verschiedener
exothermer Standardspeiser
00
17 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05Bild 10: Würfel aus Modulversuchen, a) Naturspeiser, Modul 1,0 cm, b) exothermer Speiser „A“, Modul 1,4 cm und c) exothermer Speiser „A“, Modul 1,7 cm.
In Bild 10 sind die Ergebnisse der exothermen Speiser-
masse „A“ im Vergleich zum Naturspeiser dargestellt. Aus
den Bildern geht hervor, dass der exotherme Speiser „A“
einen Modulverlängerungsfaktor von 1,4 bis 1,6 aufweist.
Neben einfachen Würfel- oder Plattenversuchen in der
F&E zur Erfassung der Kenndaten der Speiserrezeptu-
ren erfolgen auch das Abgießen über verschiedene Spei-
sergeometrien und -rezepturen, z. B. als Tele-Speiser für
eine umfassende Kundenberatung (Bilder 11 und 12).
Fazit
Diese Ausführungen zeigen, dass vielfältige Untersu- Bild 11: Vergleichende Abgussversuche von Tele Speisern als
chungen notwendig sind, um die speisungsrelevanten Kombination verschiedener Rezepturen
Kenndaten zu erfassen und eine zuverlässige Spei-
sungseigenschaft für die Kunden zu gewährleisten. Den
höchsten Stellenwert für den Entwicklungsprozess einer
Speisermasse haben dabei die Gießversuche auf Platten
oder Würfeln, gefolgt von den Abgüssen beim Kunden
für die optimale Anpassung an die Gießparameter beim
Kundeneinsatz. Für erste Erfassungen der Speisungs-
eigenschaften werden bei der Chemex die F&E-internen
Gießversuche nach P14-84 durchgeführt. Erst im An-
schluss folgen nach dieser Vorauswahl Modulversuche.
Dies gewährleistet eine zuverlässige und effiziente Da-
tenerfassung zur Entwicklung neuer Speiserrezepturen.
Dabei werden nicht nur die Wirkungen der exothermen
Systeme, sondern auch die Leistungen der feuerfesten
Füllstoffe zur Optimierung des Isolationsverhaltens von
Speisermassen ermittelt. Erst nach Entwicklung einer
Speisermasse erfolgt die Prüfung nach P81 zur Erfas-
sung der Kenndaten Zünd-, Brenn- und Heizzeiten für die Bild 12: Vergleichende Abgussversuche von Tele Speisern als
Kombination verschiedener Rezepturen
Produktionskontrolle und Prüfung bei Beanstandungen.
18PRÜFUNG VON SPEISERN UND SPEISERMASSEN
Wie aus Bild 13 erkennbar, unterscheiden sich die Kenn-
daten der Prüfverfahren P81 und P14-84 signifikant, da
a
keine Korrelation zwischen dem Abbrandverhalten und
dem Abgussverhalten erkennbar ist. Daher ist die Prü-
fung nach P81 ausschließlich zur Prüfung exothermer
Massen, nicht aber zur Wirksamkeitsprüfung der exo-
thermen Speiser geeignet. Aus diesem Grund arbeitet
die Chemex, gemeinsam mit weiteren Herstellern, an der
Entwicklung einer verbesserten Prüfmethode von Spei-
sern, die auch beim Kunden zum Einsatz kommen soll.
Der Umfang der Produktionsprüfung der Speiser und
Massen wird maßgeblich durch die vorgeschalteten
Qualitätsmaßnahmen, wie der F&E-Arbeiten bei der
Rezepturentwicklung, Spezifikationen der eingesetzten
Rohstoffe und Wareneingangsprüfungen sowie der Pro-
b
duktionsparameter, bestimmt. Neben der Produktion flu-
orfreier Speiserrezepturen setzt die Chemex auch auf die
Entwicklung neuer innovativer feuerfester Füllstoffe, um
ein Optimum an Speisungsqualität sicherzustellen.
Bild 13: Vergleich der Temperatur-Zeit-Kurven; a)
Abbrandverhalten nach P81 und b) Abgussverhalten nach
interner Abgussmethode P14-84.
Autoren:
Sandra Lehmann
R&D Senior Manager Feeding Systems,
Hüttenes-Albertus Chemische Werke GmbH,
Hannover
Sandra.Lehmann@ha-group.com
Heiko Schirmer
Betriebsleiter,
Chemex Foundry Solutions GmbH, Über CHEMEX
Delligsen
HSchirmer@chemex.de Chemex Foundry Solutions GmbH – kurz Chemex ge-
nannt – beliefert die Kunden auf der ganzen Welt mit
Sven Dommen einer großen Vielfalt moderner Speisersysteme.
Betriebsleiter, Das Unternehmen wurde 1974 gegründet und ist
Produktmanager seitdem zu einem globalen Technologieführer für
Chemex Foundry Solutions GmbH, Speisungssysteme gewachsen. Chemex ist eine
Düsseldorf 100%-Tochter der Hüttenes-Albertus-Gruppe.
SDommen@chemex.de
00
19 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05Die neue mobile Chemex App
Produkte schnell finden und visualisieren
4 5
Bitte wählen Sie den
gewünschten Produkt-Typ aus:
Tele-Speiser-System
(bis zu 50%)
Kompaktspeiser
(bis zu 35%)
EK-Kappen
(bis zu 30%)
chemex.de/appFÜR FEHLERFREIE BREMSSCHEIBEN
Für fehlerfreie Bremsscheiben:
Verlässliche automatische Sichtprüfungssysteme
von Laempe Mössner Sinto
Dirk vom Stein
Aktuell wird die Sichtprüfung in vielen Gießereien noch durch eine manuelle Kontrolle ausgeführt,
beispielsweise bei der Endprüfung von Rohguss-Bremsscheiben vor dem Verpacken. Allerdings kommt
es hierbei immer wieder vor, dass Gussfehler übersehen werden, was verständlich ist in Anbetracht
der Tatsache, dass pro Kontrolleur im 5-s-Takt um die 40 Lüftungskanäle inspiziert werden müssen. Ein
Augenzwinkern zum falschen Zeitpunkt kann hier schon ausreichen. Teilweise wird dieses Ausfallrisiko
durch eine doppelte Prüfung ausgeschlossen, wobei das Unternehmen jedoch durch die zusätzlichen
Kosten belastet wird. Einen Ausweg aus dieser Situation kann ein automatisches Prüfsystem leisten,
das jeden Lüftungskanal rund um die Uhr gleichermaßen genau bewertet. Durch die Integration von
„inspectomation“ hat sich Laempe in den vergangenen Jahren Expertise im Bereich der automatischen
Sichtprüfung aufgebaut.
Ein weiteres Hauptprodukt ist der „Laempe DISC-IN-
„Einen Ausweg aus dieser Situation kann ein SPECTOR®“ (Bild 1) für die Lüfterschlitz- und Ober-
automatisches Prüfsystem leisten, das jeden flächenkontrolle belüfteter Bremsscheiben - eine
Lüftungskanal rund um die Uhr gleichermaßen hochpräzise arbeitende Lösung, mit der die Automobil-
genau bewertet.“ zuliefererindustrie bislang bereits Millionen von Brems-
scheiben auf Gussfehler in den Lüftungskanälen geprüft
hat. Hier findet das System auch kleine Fehler und Blatt-
rippen und kann so den gestiegenen Anforderungen der
Das Team am Laempe-Standort Mannheim ist ein wei- Automobilindustrie an die Qualität der Zulieferteile ge-
terer wichtiger Baustein auf dem Weg zum Komplett- recht werden.
anbieter für Kernmachereien mit integrierter Qualitäts-
sicherung.
Sichtprüfung ohne Taktzeitverlängerung entdeckt
selbst kleinste Fehler
Die automatische Sichtprüfung von Laempe Mössner
Sinto ermöglicht Kunden ein großes Einsparpotential
durch den Entfall manueller Prüfungen und stellt rund
um die Uhr eine objektive, zuverlässige und reprodu-
zierbare hohe Prüfqualität sicher. Zentrales Produkt ist
„Laempe CORE-VISION®“ – es prüft Kerne, Kernmon-
tagen und Formen 100% inline ohne Taktzeitverlänge-
rung und kann dabei über Schattenwurf selbst kleinste
Fehler feststellen. Mit dem „Laempe 3D-FLEXINSPEC-
TOR“ (siehe Rückseite dieser Ausgabe des C.O.M.)
können dreidimensionale Daten durch Lasertriangu-
lation gewonnen werden. Er misst Abstände, Durch-
messer, Höhenunterschiede und andere geometrische Bild 1: Das Laempe DISC-INSPECTOR®-System zur automatischen
Daten, kann Reliefschriften erkennen und speichern. Qualitätskontrolle der Lüfterschlitze ausgewählter Rohguss-
Bremsscheiben
00
21 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05Häufig findet sowohl früh in der Prozesskette (Kern- und Nach Beendigung der Aufnahmen kann die Bremsschei-
Formherstellung) als auch relativ spät (Rohteilprüfung) be bereits weitertransportiert werden. Gleichzeitig mit
eine automatische Sichtprüfung statt, um sowohl zufäl- dem Einschieben der nächsten Scheibe wird die bereits
lige als auch systematische Fehler frühzeitig und sicher geprüfte Bremsscheibe ausgeschoben. Beide Scheiben
erkennen zu können. werden separat gefördert, so dass ein Verhaken der
Scheiben vermieden wird. Außerdem wird so gewährleis-
In einer oder mehreren Kernschießmaschinen werden tet, dass die letzte geprüfte Bremsscheibe nicht im Prüf-
die Lüfterschlitz-Kerne hergestellt und bereits dort mittels system verbleibt.
CORE-VISION geprüft. Anschließend werden diese auto-
matisch in die Formen der Horizontalformanlage einge- Das zwei Zeilen-Kamera-System bringt Vorteile
legt. CORE-VISION prüft hierbei Unter- und Oberkasten
auf Formfehler und stellt die Präsenz und Vollständigkeit Dank einer Spezialoptik ist die schattenfreie Erfassung
der Einlegeteile (Kerne und Gießfilter) sicher. Nach dem der vollen Kühlkanalhöhe vom Boden bis zur Decke
Gießen, Abkühlen und Auspacken der Bremsscheiben möglich. Oft sind zwei Zeilen-Kameras im Einsatz, die die
werden diese anschließend an Außen- und Innendurch- abschattungsfreie Beobachtung linker und rechter Wän-
messer geschliffen, bevor alle vor dem Abpacken auto- de der Kühlkanäle gestatten. Bei Verwendung nur einer
matisch auf einer oder mehreren DISC-INSPECTOR- Kamera ergibt sich immer ein abgeschatteter Bereich an
Linien geprüft werden. Die Lüfterschlitzkontrolle findet den Kanalwänden, der nicht erfasst werden kann. Bei
dabei häufig wie folgt statt: Die Bremsscheiben laufen Verwendung zweier Kameras, die so ausgerichtet sind,
mit ihrer Topfseite nach oben gerichtet in das Prüfsystem. dass sie jeweils parallel zum linken bzw. rechten Rand
Dort laufen sie gegen einen Stopper, werden von einem der Stege schauen, kann dieses Problem vermieden
Vereinzelungssystem separiert und in den eigentlichen werden. Für Bremsscheiben mit schräg verlaufenden
Prüfbereich geschoben, so dass sie grob positioniert geraden oder gekrümmten Lüftungskanälen beziehungs-
sind. Im Prüfbereich liegen sie auf einem Drehteller mit weise mit Noppen sind die Kameraeinheiten entlang der
konzentrischer Öffnung. Diese Öffnung dient dazu, dass Förderrichtung individuell positionierbar. Somit können
die Lichtquellen für die innenbelüfteten Scheiben unge- zeitgleich zwei verschiedene Fluchten auf ihre Durch-
hindert die Lüftungskanäle ausleuchten können. Über ei- gängigkeit beziehungsweise eventuell vorhandene Quer-
nen von oben absenkbaren drehbaren Zentrierkegel wird schnittsverengungen überprüft werden. Grundsätzlich
die Bremsscheibe feinpositioniert und mit dem motorisch gilt: Für eine optimale Erkennbarkeit sollten die zu prüfen-
angetriebenen Drehteller in Rotation versetzt. Nun findet den Kanäle beziehungsweise Fluchten der Scheibe gera-
über die zwei Zeilen-Kameras die eigentliche Aufnahme de sein - um die Ecke schauen können auch die Systeme
der Lüftungskanäle statt - hierzu später mehr. von Laempe Mössner Sinto nicht (Bild 2). Bei gekrümm-
ten Kanälen lässt sich jedoch über die von den Kameras
In der Prüfeinheit kommen mehrere Spezial-Lichtquellen erfasste Lichtmenge sicher auf Voll- oder Teilverschlüsse
in LED-Technologie zum Einsatz, die typabhängig ein- rückschließen, eine ortsaufgelöste Erfassung feiner Feh-
oder ausgeschaltet werden, um innen- oder außenbe- ler ist dann aber nicht mehr möglich.
lüftete Bremsscheiben unterschiedlichster Geometrie für
die Prüfung möglichst optimal auszuleuchten.
Die Bilddaten werden an den Bildverarbeitungsrechner
übermittelt und dort in der Laempe DISC-INSPECTOR®-
Software ausgewertet, die darauf spezialisiert ist, neben
Teil- und Vollverschlüssen auch kleine Defekte wie Blatt-
rippen sowie Grate in Lüftungskanälen zu detektieren.
„In der Prüfeinheit kommen mehrere Spezial-Licht-
quellen in LED-Technologie zum Einsatz.“
Bild 2: Beispiele von prüfbaren Kanal Geometrien und verdeckte
innere Bereiche (hellgrau)
22FÜR FEHLERFREIE BREMSSCHEIBEN
Zusätzliche triangulationsbasierte 3D-Prüfung
Hier lässt sich die 2D-Kanalprüfung vorteilhaft mit 3D-
bildgebenden Verfahren kombinieren, um die Prüfleis-
tung im Kanalbereich zu verbessern oder zusätzliche
Kriterien der Scheibenqualität prüfen zu können.
So kann in den Außenbereichen der Scheibe eine deut-
liche Vergrößerung der erfassbaren und auswertbaren
Strukturen erreicht werden (Bild 3).
Bei einigen Kunden von Laempe Mössner Sinto kommt
die triangulatorische 3D-Prüfung des Erstaufnahmebe-
reichs am Außendurchmesser mittels des Laserlinien-
Lichtschnittverfahrens zum Einsatz - zur Detektion von
Oberflächenfehlern wie Lunker, Poren und sonstigen
Fehlstellen sowie von durch Formfehlern verursachten,
überschüssigem Material.
Bild 3: Erweiterung der Prüfleistung der 2D-Inspektion im Kühlkanal
(gelb) um die 3D-Inspektion auf Triangulationsbasis (grün).
„Bei der Entwicklung der Lüfterschlitzprüfsysteme
legt Laempe Mössner Sinto großen Wert auf die
Integrationsfähigkeit in bestehende Anlagen.“
Dieser läuft wie ohne Prüfsystem, denn durch das integ-
rierte Handling sorgt es selbst für die notwendige Verein-
Auch die Lichtschnitt-Einheit kann mittels einer spezi- zelung. Ausgeliefert wird die Anlage mit einer eigenen
ellen Verfahr Einheit automatisch in die optimale Prüf- SPS. Das reduziert den Integrationsaufwand erheblich.
position bezüglich des jeweiligen Bremsscheibentyps Bis auf eine Not-Aus-Verknüpfung und je nach Kunden-
verfahren werden. Die Prüfung erfolgt parallel zum Si- wunsch einige wenige Signale bedarf es nicht mehr, um
houettenverfahren, wird hiermit synchronisiert und im das System in den Produktionsfluss einzugliedern.
Bildverarbeitungsrechner verarbeitet.
Bei der Entwicklung der Lüfterschlitzprüfsysteme legt
Laempe Mössner Sinto großen Wert auf die Integra- Autor:
tionsfähigkeit in bestehende Anlagen.
Dirk vom Stein
Die modulare Bauweise der Laempe Sichtprüfungs- Leiter Bildverarbeitung bei
systeme ermöglicht es, das Prüfsystem zu installieren, Laempe Mössner Sinto
ohne den bestehenden Teilestrom zu verändern. pr@laempe.com
Über Laempe Mössner Sinto GmbH
Die Laempe Mössner Sinto GmbH ist Weltmarktführer für Kernschießmaschinen in der Gießereiindustrie und
deckt mit seinem umfassenden Produkt- und Dienstleistungsportfolio alle Bereiche der modernen Kernfertigung
ab. Das deutsche Traditionsunternehmen ist ein Komplettlösungsentwickler mit Hauptsitz im sachsen-anhalti-
nischen Barleben/Meitzendorf. An diesem hochmodernen Produktionsstandort sowie in den Niederlassungen
Schopfheim im Schwarzwald und Mannheim sind insgesamt rund 300 Mitarbeiter beschäftigt
www.laempe.com
00
23 Casting
Casting Online
online magazine
Magazine 2020
2021 | 07
05Sie können auch lesen