Lithography-based Metal Manufacturing - Ein additives Fertigungsverfahren zur Herstellung höchstpräziser, kleiner Metallbauteile - Hochschule ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Additive Fertigung
Lithography-based Metal Manufacturing
Ein additives Fertigungsverfahren zur Herstellung höchstpräziser,
kleiner Metallbauteile
Andreas Baum, Chiara Armbruster, MetShape GmbH und Carlo Burkhardt,
Institut für strategische Technologie- und Edelmetalle (STI)
Additive Fertigungsverfahren, umgangssprachlich auch 3D-Druck genannt, ge-
hören seit einigen Jahren zu den Megatrends der modernen industriellen Ferti- Lithography-based Metal Manufacturing –
gung. Vielfältige, branchenspezifische Anforderungsprofile führten so zu einer New Additive Manufacturing Technology
großen Anzahl an unterschiedlichen additiven Fertigungsverfahren und -verfah- to Produce Small High-precision Metal
Components
rensvarianten mit großer Werkstoffvielfalt. Bei erfolgreicher Identifikation der
jeweils geeigneten Technologie ermöglicht deren Einsatz dem Anwender Vor- Additive manufacturing (AM) has become one
teile wie Funktionsintegration, Leichtbau oder Effizienzsteigerungen. Allerdings of the biggest trends in modern, industrial ma-
nufacturing. The diverse requirements of various
stehen viele additive Fertigungsverfahren vor technologischen und vor allem industries have led to many different AM pro-
wirtschaftlichen Herausforderungen, die ihren breiten industriellen Einsatz zum cesses and process variants. By using AM, advan-
aktuellen Zeitpunkt hemmen. Hier bietet die innovative Lithography-based Metal tages such as function integration, lightweight
Manufacturing-Technologie (LMM) neue Möglichkeiten und Chancen, insbeson- construction or increased efficiency can be
dere für die wirtschaftliche Herstellung von kleinen und kleinsten metallischen enabled. But most of the known AM processes
are still facing technological and economic chal-
Präzisionsbauteilen mit hohen Genauigkeitsanforderungen. lenges. Especially in applications requiring high
accuracy for small parts, production has often
been uneconomic until now. Here, the new Li-
In der inzwischen über 30-jährigen Geschichte und die komplexen thermischen thography-based Metal Manufacturing technol-
der additiven Fertigung wurden die ersten in- Prozesse erfordern für einen er- ogy offers new possibilities and opportunities.
dustriell relevanten Anwendungen erst vor etwa folgreichen Einsatz allerdings Keywords:
20 Jahren entwickelt. Vorreiter waren hierbei ad- eingehendes Prozessverständ- additive manufacturing, lithography-based
metal manufacturing, LMM-technology, pre-
ditive Fertigungsverfahren zur Herstellung von nis, welches nur durch intensive cision, post-treatment, surface quality, L-PBF,
Teilen aus unterschiedlichsten Kunststoffen, die praktische Anwendung der Tech- MBJ, FDM, MEX, MIM
heute in großem Umfang in industriellen Ent- nologie zu erlangen ist. Techno-
wicklungs- und Produktionsprozessen im Einsatz logische und wirtschaftliche He-
sind. Die frühe Phase der Industrialisierung me- rausforderungen, bauteilspezifisch aufwendige
tallischer additiver Fertigung begann Anfang der Nacharbeitsprozesse sowie Einsatzgrenzen ins-
2000er Jahre und erlangte zu diesem Zeitpunkt besondere bei kleinen Bauteilen mit hoher De-
aufgrund ungenügender Technologiereife nicht tailgenauigkeit oder Oberflächengüte rückten in
die erwartete industrielle Resonanz. Aufgrund den letzten Jahren verstärkt sinterbasierte addi- Dr.-Ing. Andreas Baum ist Geschäfts-
der hohen Komplexität der Anforderungen dau- tive Fertigungsverfahren als Alternative zu L-PBF führer der MetShape GmbH, die
Entwicklungs- und Produktionsdienst-
erte es einige Jahre, bis sich die Bemühungen in den Fokus. In diesen Verfahren wird über ei- leistungen mit der LMM-Technologie
anbietet.
einzelner Pionierunternehmen auszahlten und nen 3D-Druckprozess zunächst ein sogenanntes
im Laser-Powder-Bed-Fusion-Verfahren (L-PBF), Grünteil hergestellt, das aus Metallpulver besteht
auch unter der Bezeichnung Laserschmelzen und durch einen verfahrensspezifischen Binder
(SLM) bekannt, der Einstieg in die industrielle in Form gehalten wird. Dieses Grünteil wird im
Fertigung gelang. Unterstützt durch den zu die- zweiten Prozessschritt vom Binder befreit und
sem Zeitpunkt vorherrschenden allgemeinen im Anschluss gesintert, wodurch ein dichtes rein
Hype um den 3D-Druck, erkannten zahlreiche metallisches Bauteil entsteht. Sinterbasierte ad- B. Sc. Chiara Armbruster ist Mitarbeite-
rin der MetShape GmbH.
Branchen die möglichen Potenziale dieser Tech- ditive Fertigung verspricht unter anderem eine
nologie. Aufgrund komplexerer und werkzeugin- höhere Produktivität und damit kostengünsti-
tensiver Produktionsprozesse bei der klassischen gere Bauteile sowie geringere geometrische Ein-
Fertigung von metallischen Bauteilen verspricht schränkungen und eine breite Palette möglicher
der Einsatz der werkzeuglosen, additiven Ferti- Werkstoffe.
gungsverfahren zur Herstellung von metallischen
Bauteilen einen gegenüber Kunststoffen noch Derzeit sind vor allem drei sinterbasierte ad-
Prof. Dr. Carlo Burkhardt leitet das
größeren Mehrwert. L-PBF ist heute aufgrund ditive Technologien im Fokus industrieller An- Institut für strategische Technologie-
und Edelmetalle (STI) der Hochschule
seines relativ hohen Technologiereifegrads das wender. Es handelt sich dabei um die Material Pforzheim.
verbreitetste, additive Fertigungsverfahren im Extrusion (MEX), das Binder-Jetting (MBJ) und info@metshape.de
Metallbereich. Die große Anzahl von Parametern das Lithography-based Metal Manufacturing www.metshape.de
https://doi.org/10.30844/I40M_20-4_S7-10 7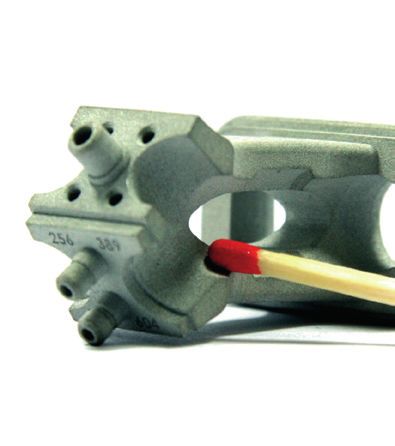
Additive Fertigung
(LMM). Die Material Extrusion (auch als Fila- men eine gewisse Investitionszurückhaltung
mentdruck oder FDM bekannt) ist bereits im zu erkennen.
Kunststoffbereich aufgrund der einfachen
Handhabung und geringen Maschinenkosten Neben den hohen Investitionskosten sind
sehr weit verbreitet. Beim Metal-MEX-Verfah- heute bei additiven Fertigungsverfahren für
ren wird ein mit Metallpulver gefülltes Filament Metalle mehr oder weniger aufwendige Nach-
über einen Druckkopf auf eine Bauplattform arbeitsschritte erforderlich, die sich aus den
schichtweise zu einem Grünteil extrudiert. Das jeweiligen Anforderungen an Oberflächen-
Binder-Jetting ist im Metallbereich eine noch qualität und Bauteilgenauigkeit ergeben. Die
relativ junge Technologie, die jedoch großes Gründe hierfür sind beispielsweise der Trep-
Zukunftspotenzial durch hohe Genauigkeit penstufeneffekt aufgrund des schichtweisen
und höchste Produktivität verspricht. Dabei Aufbaus, prozessbedingte Oberflächenrau-
wird analog zum Prinzip eines Tintenstrahldru- higkeiten, mangelnde Maßhaltigkeit sowie
ckers ein Binder auf ein Pulverbett gespritzt, Formabweichungen durch Eigenspannungen
der die Metallpulverpartikel an den entspre- infolge thermischer Prozesse und das nach-
chenden Stellen verbindet. Durch Absenken trägliche Entfernen prozessbedingter Stütz-
der Bauplattform und Wiederholung des Pro- strukturen. Nach einer Studie von Roland
zesses entsteht ein schichtweise aufgebautes Berger verursacht die Nacharbeit bei L-PBF
Grünteil. Die LMM-Technologie ist aktuell das gefertigten metallischen Bauteilen zusätzlich
jüngste sinterbasierte Fertigungsverfahren für zu den Druckkosten weitere Kosten zwischen
Metalle. Es basiert auf einem lithographischen 60 % und 300 % [1, 2] und haben damit einen
Ansatz, bei welchem ein photosensitiver Bin- wesentlichen Einfluss auf die Wirtschaftlichkeit
der durch Maskenbelichtung die Pulverpar- der entsprechenden Anwendung.
tikel in Form hält. Lithographische additive
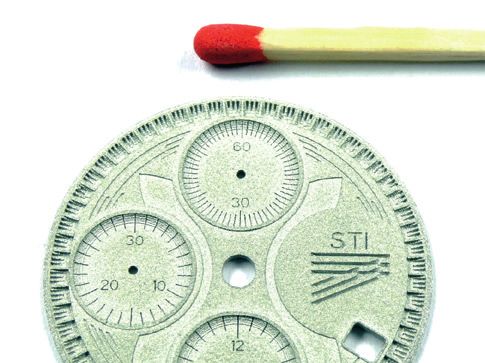
Fertigungsverfahren gelten allgemein als Ver- Höhere Genauigkeit des Druckprozesses, der
fahren mit höchster Präzision und Auflösung. Entfall der Notwendigkeit von Stützstrukturen
Die LMM-Technologie nutzt diese Vorteile zur und die Möglichkeit, nicht-schweißbare Werk-
Herstellung von Metallteilen mit exzellenter stoffe wie Hartmetalle oder hochkohlenstoff-
Oberflächenqualität. haltige Stähle zu verarbeiten, lassen für sin-
terbasierte additive Fertigungsverfahren eine
Chancen und Herausforderungen massive Kostenreduktion und Steigerung des
des 3D-Metall-Drucks Produktionsvolumens erwarten. Ein wichtiger
Aspekt, der die Effizienz der additiven Fertigung
Die additiven Fertigungsverfahren von Metall- in diesem Kontext erheblich steigert, ist dabei
bauteilen bieten einerseits vielversprechende die Berücksichtigung additiver Fertigungsme-
Chancen, stehen jedoch auf der anderen Seite thoden bereits im Entwicklungsprozess. Dies
auch einigen wirtschaftlichen und technischen bedingt einen Wandel im aktuell überwiegen-
Herausforderungen gegenüber, die den flä- den Bestreben, Bauteile, die mit dem Hinter-
chendeckenden Einsatz der additiven Ferti- grund einer subtraktiven, spanenden Bearbei-
gung hemmen. tung konstruiert wurden, nun in unveränderter
Form additiv zu fertigen. Auf diese Weise könnte
Die additive Fertigung wird im Allgemeinen in naher Zukunft ein breites Spektrum an An-
als teurer Produktionsprozess wahrgenom- wendungen wirtschaftlich mit additiver Ferti-
men. Analysiert man die Kostentreiber in deren gung hergestellt werden [3]. Insbesondere für
Prozesskette, so lassen sich vor allem zwei re- kleine, formkomplexe Präzisionsbauteile mit
levante Faktoren identifizieren. Diese sind zum hohen geometrischen und/oder Oberflächen-
einen hohe Investitionskosten für die Anlagen- anforderungen ist dabei das LMM-Verfahren
technik, die verbunden mit langen Druckzeiten eine hochinteressante Technologie.
zu hohen Bauteilkosten führen, sowie zum an-
deren kostenintensive Nacharbeitsaufwände. Die LMM-Technologie
Die hohen Investitionskosten ergeben sich
einerseits aus geringen Anlagenstückzahlen Die Lithography-based Metal Manufactu-
und andererseits, insbesondere bei den pul- ring-Technologie ist ein neuartiges, additi-
verbasierten Verfahren, durch anspruchsvolle ves Fertigungsverfahren zur Herstellung von
Arbeits- und Gesundheitsschutzeinrichtungen. höchstpräzisen, kleinen Metallbauteilen. Diese
Verbunden mit der Tatsache, dass die additive lithographiebasierte Technologie ist eine Kom-
Fertigung umfangreiches Expertenwissen in bination und Weiterentwicklung der Prozesse
Bezug auf Bauteilkonstruktion, Anordnung der der Vat-Polymerisation (VP) und des Metallpul-
Bauteile im Bauraum und Parametrierung der verspritzgießens (MIM). Dabei wird das Aus-
Maschinen erfordert, ist bei vielen Unterneh- gangsmaterialgemisch aus Metallpulver und ei-
8 Industrie 4.0 Management 36 (2020) 4
Additive Fertigung
Abbildung 1: LMM Druckprozess
nem Photopolymer, der
DLP-
sogenannte Feedstock Projektor
in einem Materialreser-
voir gespeichert. Der
Feedstock weist bei Beschichtungsklinge
(beheizt)
Raumtemperatur eine Beschichtungslage
(flüssig)
„butterartige“ Konsis-
tenz auf. Bei Erwärmung
wird er flüssig und kann
mithilfe einer beheizten Grünteil
unbelichteter Feedstock
Beschichtungsklinge
gleichmäßig und dünn- belichteter Feedstock
schichtig (typischer- Bauplattform Bild 1: LMM-Druck-
weise zwischen 35 und prozess (schematische
(Material-Reservoir nicht dargestellt) Darstellung).
50 µm) auf die Bau-
plattform aufgetragen
werden. Diese wird dann durch einen Projektor dichte zwischen 96 und 99 % erfolgen in einem
lokal belichtet. In den belichteten Bereichen zweistufigen Verfahren in einem MIM-Sinter-
härtet das Photopolymer aus und hält so das ofen unter Schutzatmosphäre. Die gesinterten
Metallpulver in Form. Auf diese Weise werden Teile sind ca. 20 % kleiner als die gedruckten
schichtweise Grünteile hergestellt (Bild 1). Grünlinge, wobei der genaue Sinterschwin-
dungsfaktor von der verwendeten Materialzu-
Nach dem Druckprozess befinden sich die Grün- sammensetzung abhängt und eine sehr hohe
teile im Bereich der Bauplattform innerhalb ei- Reproduzierbarkeit aufweist [4, 5].
nes Materialblocks und sind von unbelichte-
tem Feedstock umgeben. Um die Grünteile aus Für die Grünteilherstellung kommt eine Ma-
dem Materialblock zu extrahieren, wird dieser schine der Incus GmbH zum Einsatz. Die Met-
auf ca. 50 °C erhitzt, wodurch der unbelichte- Shape GmbH ist auf die Folgeprozesse des
te Feedstock schmilzt und abfließt, sodass die Drucks spezialisiert und agiert als Entwick-
Grünteile freigegeben werden. Der abgeflos- lungspartner der Incus GmbH. Zudem bietet
sene Feedstock kann ohne Materialverlust für die MetShape GmbH Fertigungs- und Entwick-
weitere Druckvorgänge genutzt werden. Die lungsdienstleistungen an und ist kompetenter
Grünteile werden anschließend in einem Ultra- Ansprechpartner für alle Prozessschritte der
schallbad oder mithilfe eines manuellen Reini- LMM-Technologie.
gungsprozesses von anhängenden unbelich-
teten Feedstockresten befreit. Auf diese Weise LMM als Gamechanger
können nahezu 100 % des Ausgangsmaterials
genutzt werden. Dadurch bietet die LMM-Tech- Die LMM-Technologie ermöglicht neue An-
nologie auch die optimalen Voraussetzungen wendungen, welche aktuell kaum wirtschaft-
zur Verarbeitung von Edelmetallen [4]. lich herstellbar sind. Vorteil der Technologie
(Bild 2) sind insbesondere die hohe Auflösung
Die thermische Entbinderung des Photopoly- und Präzision sowie die gute Oberflächenqua-
Abbildung 2: Vorteile LMM
mers und das Sintern der Bauteile auf eine End- lität, wodurch kleine, komplexe und filigrane
Bild 2: Vorteile der
LMM-Technologie.
HÖCHSTE PRÄZISION + MINIMALE MAXIMALE
AUFLÖSUNG NACHARBEIT GESTALTUNGSFREIHEIT
https://doi.org/10.30844/I40M_20-4_S7-10 9
Additive Fertigung
Abbildung 3: Einordnung LMM
dem sind Mikrobohrungen
NUMBER OF PARTS P.A.
ab einem Durchmesser von
1.000.000 100 µm und Wandstärken ab
0.1 mm möglich [6].
MIM
100.000
Die LMM-Technologie bie-
10.000 tet so auch die Möglichkeit
MIM Metal Injection für neue Anwendungen,
MBJ Moulding
beispielsweise im Bereich
1.000 LMM Lithography-based
Metal Manufacturing
MBJ Metal Binder Jetting
der Mikrodosierung. Derzeit
100 LMM LPBF Laser-Powder-Bed- können neben 316L auch die
Fusion
Werkstoffe 17-4PH und Titan
DMD
MLPBF Micro Laser-Powder-
Bed-Fusion
10 Grade V verarbeitet werden.
LPBF DMD Direct Metal
Depostion
Weitere Werkstoffe wie Werk-
1 MLPBF zeugstähle und Edelmetalle
PART SIZE befinden sich im Qualifizie-
EXTRA SMALL SMALL MEDIUM LARGE
rungsprozess.
Ansprechpartner für Dienst-
Bild 3: Einordnung der Metallbauteile in bisher nicht erreichbarer Qua- leistungen rund um die LMM-Technologie ist
LMM-Technologie. lität hergestellt werden können. Zudem wer- die MetShape GmbH. Das Leistungsportfolio
den bei der LMM-Technologie, im Gegensatz zu des Start-Ups reicht von individuellen Bauteil-
anderen additiven Fertigungsverfahren, keine studien über die Qualifizierung von Werkstof-
Stützstrukturen benötigt und die Bauteile kön- fen bis hin zur Produktion von Prototypen und
nen dreidimensional im Bauraum angeordnet Kleinserien.
werden, wodurch die Bauraumnutzung maxi-
miert werden kann. LMM-Bauteile haben eine Ausblick
sehr hohe Endkontur- und Oberflächengüte,
Literatur
weshalb zeit- und kostenintensive Nacharbeit Die LMM-Technologie ist ein vielversprechen-
[1] Roland Berger Holding GmbH vermieden bzw. je nach Anforderung auf ein des sinterbasiertes additives Verfahren zur Her-
(Hrsg): Additive Manufactur- Minimum reduziert werden kann. Mithilfe der stellung kleiner und kleinster Metallbauteile
ing - next generation. Mün-
chen 2016. URL: https://alum- LMM- wie auch der MBJ-Technologie können mit hoher Präzision. Die MetShape GmbH ver-
ni.rolandberger.com/pages/ deutlich scharfkantigere Geometrien erzeugt folgt als Entwicklungs- und Produktionsdienst-
publications/2016/media/
rb_additive_manufacturing. werden, als mit der MEX-Technologie, bei wel- leister das Ziel, die junge LMM-Technologie in
pdf, Abrufdatum 11.03.2020. cher der Materialauftrag raupenförmig und eine breite industrielle Anwendung zu über-
[2] Munsch, M.; Schmidt-Lehr,
M.; Wycisk, E.: Additive Man- damit stets in abgerundeter Form erfolgt. Wei- führen. Hierdurch können Anforderungen und
ufacturing Make or Buy? An terhin können mit der LMM-Technologie Grün- Erkenntnisse aus den Feldanwendungen zur
overview of today’s supplier
market and cost structure for teile hoher Festigkeit erzeugt werden, was ins- Weiterentwicklung der Technologie genutzt
metal AM parts. Hg. v. AM- besondere bei filigranen Bauteilen einen Vorteil werden.
POWER GmbH & Co. KG. Vol.
1. Hamburg 2017. gegenüber der MBJ-Technologie darstellt.
[3] Munsch, M.; Schmidt-Lehr, M.; Neben den heute verbreiteten Anwendun-
Wycisk, E.: Additive Manufac-
turing of Automotive Com- Wie in Bild 3 zu sehen, ist der Einsatz der gen in der Prototypen- und Einzelstückher-
ponents. A detailed view on LMM-Technologie insbesondere im Bereich stellung werden die sinterbasierten additiven
the Additive Manufacturing
process chain of automotive von Klein- und Kleinstbauteilen bis ca. 30 g Fertigungsprozesse in den Branchen Luft- und
components. Hg. v. AMPO- Bauteilgewicht bei kleinen bis mittleren Raumfahrt, Medizintechnik und Schmuck bei
WER GmbH & Co. KG. Vol. 2.
Hamburg 2018. Jahresstückzahlen sinnvoll. Hiermit füllt die kleinen bis mittleren Stückzahlen vermehrt Al-
[4] Burkhardt, C.: A beginners LMM-Technologie eine Lücke, die bisher we- ternativen zur konventionellen Produktion bie-
guide to sinter-based metal
Additive Manufacturing tech- der durch die MIM-Technologie noch durch ten. Ein weiteres interessantes, potenzielles An-
nologies. In: Powder Injec- andere additive Fertigungsverfahren in wirt- wendungsgebiet ist die Werkzeugherstellung,
tion Moulding International
March 2020 Vol. 14 (2020) 1, S. schaftlich sinnvoller Weise abgedeckt werden da hier die traditionelle Fertigung aufgrund
3–13. konnte. Da beim LMM-Verfahren im Vergleich hoher Komplexität und geringen Stückzahlen
[5] German, R. M.: Sintering the-
ory and practice. New York zum werkzeuggebundenen MIM keine hohen sehr teuer ist. Außerdem besteht ein großes
1996. Initialkosten durch Beschaffung eines Spritz- Potenzial für die additive Fertigung im Bereich
[6] Schöpf, G. (2020): Mit LMM zu
kleinsten Metallbauteilen. In: gusswerkzeugs anfallen, sind kleine Stückzah- der Einzelteil- und Ersatzteilherstellung [7].
Additive Fertigung (2020) 1, S. len, hohe Variantenvielfalt und damit hohe Fle-
24–25.
[7] Munsch, M.; Schmidt-Lehr, xibilisierung des jeweiligen Bauteilspektrums Schlüsselwörter:
M.; Wycisk, E.: Additive Manu- ohne Lagerkosten möglich. Aufgrund der ho- Additive Fertigung, Lithography-based Metal
facturing Business Strategy.
Be successful with Addi- hen Grünteilfestigkeit kann bei LMM-Bauteilen Manufacturing, LMM-Technologie, Nacharbeit,
tive Manufacturing. Hg. v. AM- eine deutlich höhere Abbildungsgenauigkeit Präzision, Oberflächenqualität, L-PBF, MBJ,
POWER GmbH & Co. KG. Vol. 5.
Hamburg 2019. als bei MBJ-Bauteilen erzielt werden, außer- FDM, MEX, MIM
10 Industrie 4.0 Management 36 (2020) 4



Sie können auch lesen

















































