Nanolote: Fügewerkstoffe der Zukunft? - Willkommen Welcome Bienvenue Prof. Dr.-Ing. habil. Jolanta Janczak-Rusch Empa, Swiss Federal Laboratories ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Willkommen
Welcome
Bienvenue
Nanolote: Fügewerkstoffe der Zukunft?
Prof. Dr.-Ing. habil. Jolanta Janczak-Rusch
Empa, Swiss Federal Laboratories for Materials Science and Technology
Abteilung für Fügetechnologie und Korrosion
Mikroelektronik und die Anforderungen an
die Fügetechnologie
VERBINDUNGSDICHTE IN EINEM
8
6x10
8
5x10
8
4x10
PRODUKTGRÖSSE
PROUDKT
8
3x10
2x10
8 Jede 2 Jahre verdopellt sich die
Anzahl der Fügeverbindungen
1x10
8 per Produktvolumen
Eine zweifache
Grössenreduktion 0
alle 17 Jahren
8
-1x10
1995 2000 2005 2010 2015 2020
Jahr Jahr
YEARS
Bildquelle: M.Waldrop, Nature, 2016
Anforderungen an Fügeverbindungen: Anforderungen an die Fügetechnologie:
kleine Dimensionen kurze Prozesszeiten, niedrige Prozess-
höchste Leistung Temperaturen, Präzision
hohe Zuverlässigkeit bei extremen Umweltfreundlichkeit
Einsatzbedingungen Fügbarkeit von stark unterschiedlichen
Werkstoffen
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017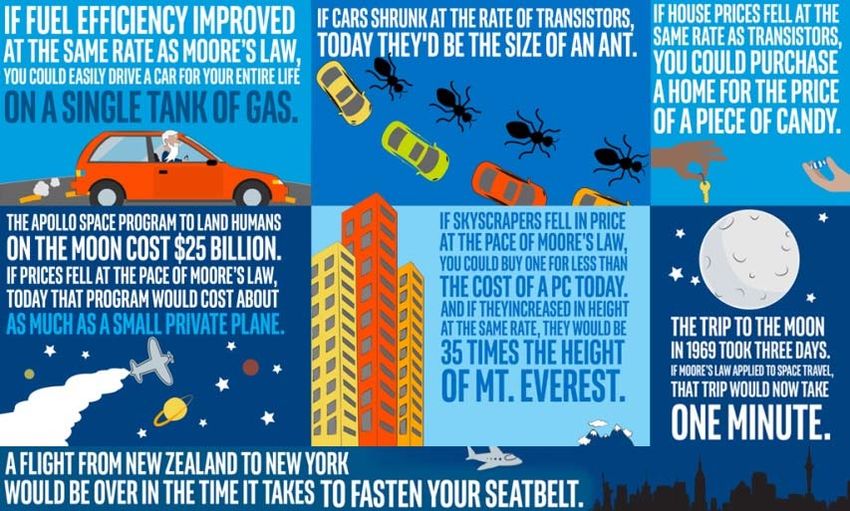
Miniaturisierung
«Moore’s Law»
Zahl der Transistoren
19.04.1965
Im Jahr 1965 prognostizierte Gordon Moore,
dass sich die Anzahl der Transistoren auf
einem Mikroprozessor im Schnitt jährlich
verdoppelt
Bild (Intel): Electronics Magazine, 19.04.1965
Jahr der Einführung
Das Mooresche Gesetz: der Tragpfeiler des technologischen Fortschritts
der Mikroelektronik-Industrie … und der Fügetechnologie
Verdoppelung der Anzahl der Transistoren per Schaltkreis alle 2 Jahre
→ Verdoppelung der Anzahl der Fügeverbindungen per Schaltkreis alle 2 Jahre
Verkleinerung der Elemente
→ kleinere Fügeflächen, höhere Dichte der Fügeverbindungen/Objektfläche
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Bildquelle: www.svz.de/ratgeber/digital/50-jahre-moore-s-law-id9488406.html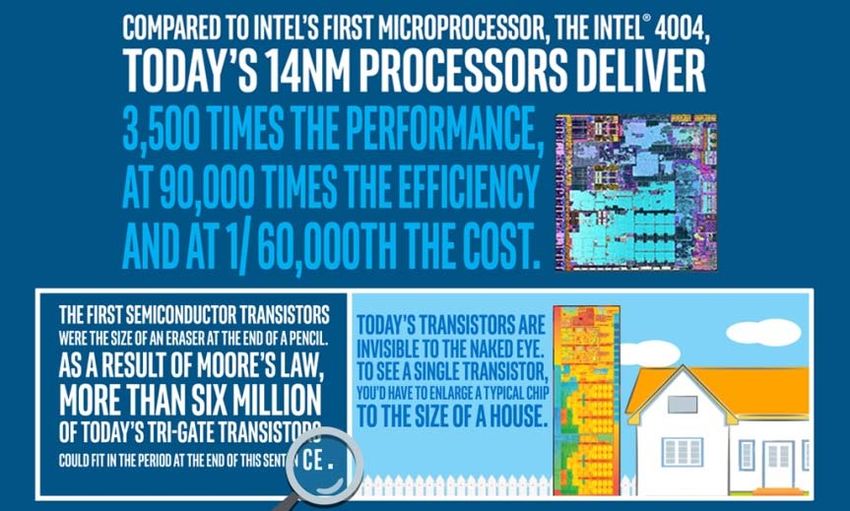
Miniaturisierung
«Moore’s Law»
Zahl der Transistoren
Bildquelle: https://b2bstorytelling.wordpress.com/ Jahr der Einführung www.svz.de
Die Anzahl der Komponenten auf einem Mikroprozessor hat sich in den letzten
52 Jahren im Schnitt alle zwei Jahre verdoppelt, die Komponenten wurden
kleiner als viele Viren
Intel 4004: 2’300 Transistoren, Strukturbreite von 10m (10’000nm), Fläche von 144mm2
Core i7: 1’300 000 000 Transistoren, Strukturbreite von 14nm, Fläche von 82mm2
Die Verbindungstechnik hielt sich an den Fahrplan der Halbleiterindustrie und
folgte das Mooresche Gesetz.
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017
Mehr von Moore
( «More Moore»)
10m 65nm 45nm 32nm 22nm 14nm 10nm 7nm 5nm
1971 … 2006 2008 2010 2012 2014 2016* 2018 2020+
Bildquelle: Intel
Die Einhaltung des Mooresches Gesetzes war nur dank gemeinsamen
Anstrengungen aller Komponentenhersteller und der ständigen Material- und
Technologieentwicklung einschliesslich der Fügetechnologie möglich.
Die Fügetechnologie ist zur Schlüsseltechnologie («enabling technology») der
miniaturisierten Elektronik geworden.
Strukturbreiten unter 14nm dank innovativen «Interconnects»
Kleine Dimensionen bleiben einer der Fügetechnologie-Hauptanforderungen
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017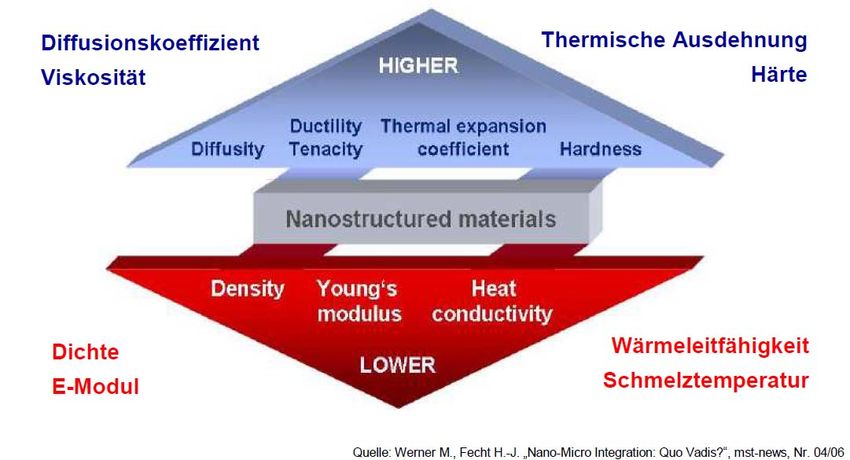
Physikalische Grenzen der Miniaturisierung
«End of Moore»
Magische Grenze für Halbleiter: 5nm
Quantenmechanik
2021: das «offiziele» Ende des Moore’sches Gesetzes (strategischer
Plan der Halbleiterindustrie, 2016)
3D CPU-Architektur, neue Materialien und Technologien bieten die
Chance, dass das Moore’sches Gesetz länger weiterbestehen könnte
Tick (Produktionsverfahren)-Tock(CPU-Architektur)-Tock Zyklus: 2,5 Jahre
Nano-Fügekonzepte sind unabdingbar !
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 http://iq.intel.de/moores-law-seit-50-jahren-antrieb-fur-die-tech-industrie/
Klein, kleiner, intelligenter
«More Moore» und «More than Moore»
Miniaturisierung + Diversifizierung
«Nanobonding»: die Schlüsseltechnologie der Zukunft
- Verbinden von unterschiedlichen (nanostrukturierten) Werkstoffen und diversen,
miniaturisierten Komponenten auf Nanoskala
- Fügen von und mit Nanowerkstoffen
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017
Nanowerkstoffe und Nanotechnologie
Definitionen gemäss 13. EE Kolleg (2010)
Nanowerkstoffe: eine Dimension kleiner als 100nm
- kleines Volumen V und grosse Oberfläche A (A/V > 60m2/cm3)
Nanotechnologie: „Oberflächentechnik“
Bsp. (nach Prof. W. Jillek)
- Ein kompakter
Würfel 10x10x10cm3:
Oberfläche= 0.06m2
(~A4 Blatt)
- Der gleiche Würfel
aus 10x10x10nm3
Partikel (n=1023):
Gesamtoberfläche
von 600 000m2
(~ 85 Fussballfelder)
Vortrag Dr. A. Novikov
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017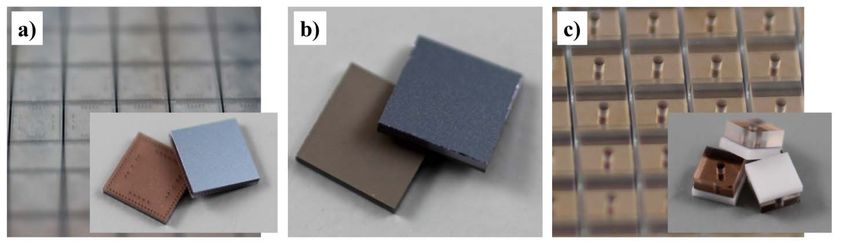
«Nanojoining»
Nutzung der Nanoeffekten in der Fügetechnologie
Grosse spezifische Oberfläche Grosser Volumenanteil an Korn-
→ neue Thermodynamik-Gesetze grenzen → erhöhte Diffusivität
Schmelzpunkternidrigung (~1/d) Schnelle Diffusionswege
(Bildquelle Prof. W. Jillek/13.EE-Kolleg)
Tiefere Fügetemperaturen Kürzere Prozesszeiten
Neuartige Phasen in der Fügezone
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017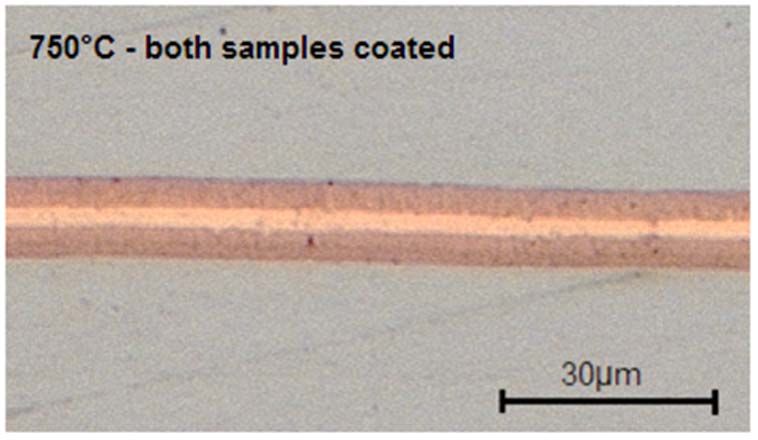
Schmelzpunkterniedrigung ∆T
Nanopartikel Dünnfilm
Buffat and Borel, 1976, “Size effect on the
melting temperature of gold particles", Phys.
Rev. A.
961
∆T
Geben Sie hier eine Formel ein.
N.T. Gladkich et.al,
1966, Ph. Stat. Sol
Aus: C. Yang et al. J. Mater. Chem. C, 2013, 1, 4052 Aus: J.Wilden, Nanotechnologie, DVS Abschlussbericht, 2006
∆T kann bis mehrere Hunderte Grad betragen
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Schnelle Diffusion in Nanowerkstoffen
Diffusionskoeffizient D [m²/s]
Q: die Aktivierungsenergie [J/mol]
R : allgemeine Gaskonstante [J·K−1mol−1]
T: Temperatur [K]
D0: Frequenzfaktor [m²/s]
- Die Diffusivität hängt von dem Diffusionsweg ab
- Aktivierungsenergie für die Grenzflächendiffusion ist
deutlich geringer als für die Volumendiffusion
- Die Antriebskraft für Diffusion ist invers proportional
zu dem Nanopartikelradius
- Kürzere Diffusionswege = deutlich kürzere
Diffusionszeiten
Der Materialtransport infolge Korngrenzen- und
Oberflächen-Diffusion ist um mehrere Zehner- Sebstdiffusion von Ag
potenzen schneller als durch Volumen-Diffusion
Das Nanofügen kann durch Oberflächendiffusion ohne
Zufuhr von externen Energie stattfinden
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Ref: University of Virginia, MSE2090Nanowerkstoffe für die Fügetechnologie
Nanopartikeln 500 Nanoschichten
423 Schmelzpunkterniedrigung
400
nano-Cu (model G.Kaptay, 2012)
300
MPD, K
250
200
150
100
Nanopartikel 20nm
50
Nanoschicht
0
0 10 20 30
d, nm
d = diameter/thickness
Nanopartikeln (NP) Nanoschichten
∆T gross 1/3 von NP (d=const)
Probleme Agglomeration, Oxidation Kornwachstum, Rekristallisation
Risiko Einzelpartikel kein
Technologieentwicklung Asia Europa
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Nanosilver-Lotpasten
bleifreies Weichlot für Hochtemperaturanwendungen
- Prozesstemperatur < 275° C (Tm Ag = 961°C)
- Einsatztemperatur “Löt“verbindungen > 250° C
“not attainable with any existing solder-based materials”
- Bessere thermische Stabilität als 60Sn40Pb nach Peng et al. , Appl. Mater. Interfaces, 2015
- Prozess: konventionelle Lötapparatur
Komerziell erhältlich
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Eigentum: NBE NanoTach®, Senju Metal Industry Co.Nanokupfer-Lotpasten
2010 Majorca: 2012 Californien:
….«würde es gelingen den
Nanogrösseneffekt bei einem
unedelem Metall zu realisieren….»
Prof. W. Jillek
Ref: Lockheed Martin, High-Performance Nanoenabled Electronics.
Nanokupfer-Paste: HT-bleifreie Alternative
- Prozesstemperatur > 100°C (TmCu: 1085°C)
- Elektrische und thermische Leitfähigkeit:
bis zu 10x höher als von Sn-Loten
P. Peng, et.al. Applied
- Festigkeitswerte vergleichbar mit Materials and
Interfaces, 2015
Nanosilver-”Löt”Verbindungen
- Kosten: ¼ Sn-, 1/100 Ag-, 1/10.000 Au-Preis
- Anwendungsbereich: Raumfahrt
- CuantumFuseTM , Pilotproduktion
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Nanomultischichtsysteme fürs Fügen
Empa Entwicklung
Brazing Filler Metal
Material 1 Ceramic Diffusion Barrier
sample
Diiffusionsbarierre
Brazing Filler Metal
Nanomultilayer
Ceramic Diffusion Barrier
Lotwerkstoff Ar or Ar/N2 plasma
Repetition Brazing Filler Metal
unit
Ceramic Diffusion Barrier
Brazing Filler Metal
target 2
Material 2 20nm target 1
Ceramic Diffusion Barrier
PVD Nanoschichten (Sputtern)
Alternierende Nanoschichten vom Lotwerkstoff und Diffusionsbarrieren
Lot-Nanoschichten (3-20nm) Funktionelle Nano-Barriereschichten
Schmelzen unter dem Schmelzpunkt "Einfrieren" der Nanostruktur des
des bulk Lot-Materials Lotwerkstoffs
Schnelle Diffusion bei niedrigen hoher Schmelzpunkt, keine Reaktion
Temperaturen mit dem Lotwerkstoff
Ausfliessen aus dem Multischicht- mechanischer und Oxidationsschutz
system um Fügeverbindung zu Transport vom Lotmaterial zum
bilden Grundwerkstoff möglich
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Nanomultischichtsysteme fürs Fügen
Beispiele
Diffusionsbarriere 10 nm
Lotwerkstoff: 2-20 nm
Ag, Cu, Ag-Cu, Al-Si,
… Wiederholungseinheit: 20- 250
Substrat (Si, Al2O3 , Gesamtdicke: 250 -3000 nm
Stahl, Ti, …)
Ag10nm/AlN10nm (dark) Cu10nm/AlN10nm (20x) Ag-Cu10nm/AlN10nm
Lot-Nanomultischichtsysteme abgeschieden durch Sputtern
Dünnfilme des Lotwerkstoffs separiert mit Diffusionsbarrieren (DB)
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Nanomultischichtsysteme fürs Fügen
Diffusion und Aufschmelzen (Bsp.: Ag/AlN nach Aufheizen)
Hoher Lotwerkstoff-
transport durch den
Ag Schichtsystem bei
niedrigen Temperaturen
AlN Viele grosse Ag-Inseln auf der
Oberfläche des Ag/AlN
Schichtsystems @420°C/30Min
Oben (REM-Aufnahmen)
Ceramic Diffusion Barrier
Brazing Filler Metal
Ag AlN Ag
Ceramic Diffusion Barrier
BrazingAg
Filler Metal
Quer
Ceramic Diffusion Barrier
(TEM)
Brazing Filler Metal AlN
AlN
Ceramic Diffusion Barrier
Brazing Filler Metal
Querschnitt (TEM-Bilder)
A.A Mazilkin & B. Straumal
Substrat: Al2O3-R
Ag/AlN @600°C: “Karrotenähnliche” Kanäle Richtung Oberfläche
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017
unterhalb der Ag Inseln (TEM)Nanomultischichtsysteme fürs Fügen
Diffusion und Aufschmelzen
«Ausfliessen» des Lotwerkstoffs
aus dem Multilagensystem ab
T>265°C für 10nm Lotschichten
(Ag, Cu, Ag-Cu, Al-Si Lotwerkstoffe, AlN
Barriere)
Ag-Cu10nm/AlN10nm, 420°C/30’ Cu10nm/AlN10nm, 750°C/30’
TEM-Aufnahme (Querschliff) He-FIB Aufnahme (Querschliff)
In-situ HT-XRD (Synchrotron) Messungen Ag10nm/AlN10nm
M. Chiodi et. al. Massive Ag migration through metal/ceramic nano-multilayers.
J,.Mat. Chem.C, 4[22]2016(4927-4938).
Neue Möglichkeiten für die
Fügetechnologie
Schnelle Prozesse, deutlich unterhalb Tm
Ag10nm/AlN10nm, 450°C/30’
des Lotes (bulk)
Selektives Löten (definierte Lot- Ag10nm/AlN10nm, 450°C/30’
REM-Aufnahme (Oberfläche)
REM-Aufnahme (Oberfläche)
Verteilung und Form möglich)
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Löten mit Nanoloten (TLöt300°C
bei 580°C im AlSi12/AlN unter Tm
Al Steel joints with Cu/AlN
Vakuum nanomultilayer (200 repetitions) TmCu=1083°C
Stahl
Gute Bindung in AlN/Cu
Cu
der Kontaktzone
AlN/Cu
Stahl
Fügezone der Al Verbindung Fügezone der Stahlverbindung
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 M. Türpe, et. al, Approach for Al brazing with nano B. Lehmert, et. al., Copper-Based Nanostructured Coatings for Low-Temperature
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 filler metals, DVS-Berichte, Band 289, (2012)125-129. Brazing Applications, Mater. Trans., Vol. 56, No. 7 (2015)1015-1018.Schmelzpunkt des Al-Si Nano-Lotwerkstoffs
Nano-Multischichtsystem mit AlN-Barierre
600
550 20 nm Al-Si bulk (Tm = 577°C)
10 nm
Temperature [°C]
500
Liquidus-Temperatur
450 Regressionskoeff:
R2=0.99
400
Lot
350 Si-Wafer
2.3 nm
300
0 0.1 0.2 0.3 0.4 0.5
1/dAlSi [nm-1]
Schmelzpunktermittlung: HT-XRD Messungen und
REM Beobachtungen
Patent DE102008050433.5,
Erfinder: V.Bissig, M.Türpe, P.Englert, J. Janczak-Rusch
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Aufheizverhalten des Ag-Cu Nano-Lotwerkstoffs
Nano-Multischichtsystem mit AlN-Barierre
Schichtsystem nach dem Aufdampfen (RT) Schichtsystem bei 420°C: Cu-»Ausfliessen»
REM-Aufnahme des Querschliffs, hell: Ag-Cu REM-Aufnahme des Querschliffs
Nanostrukturierte Lotlegierungen
weisen ein komplexes Verhalten auf
- Nano-Phasendiagramme
Cu Ag Al
- Heterogenes Schmelzverhalten
Phasenseparation in Ag-Cu Schichten, 400°C - Eutektische Lotlegierungen verlieren
ihre Bedeutung auf Nanoskala
(bezüglich Schmelzpunkterniedrigung)
G. Pigozzi, J.Janczak-Rusch et al., Appl. Phys. Lett., 2012
Cu/AlN Grenzfläche Ag/AlN Grenzfläche J.Janczak-Rusch, M.Chiodi, C.Cancellieri, F.Moszner, G.Pigozzi and L.P.H. Jeurgens,
Structural evolution of Ag-Cu nano-alloys confined between AlN nanolayers upon fast
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 heating, Phys. Chem. Chem. Phys., 2015Nanomultischichtsysteme fürs Fügen
Nichtreaktive und reaktive Systeme
Lotwerkstoffe mit speziellen oder/und interne Wärmequelle
Eigenschaften (reaktive Systeme)
Bauteil 1
Bauteil 1
20nm
Bauteil 2
Cu/AlN, Ag/AlN, Ni/AlN, Ti/AlN,
Bauteil 2
Ag-Cu/AlN, Al-Si/AlN, Al/CuO…
Cu/W,….
Klassisches Löten: Löten mit Reaktivfolien:
Wärmezufuhr von aussen lokale Wärmeerzeugung
Verringerung der
thermischen Belastung !
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Reaktive Nano-Multischichtsysteme (RMS)
Fügen mit chemischer Reaktionswärme
Exothermes Schweissen und Löten: Nutzung der Wärme einer chemischen
Festkörperreaktion zum Aufschmelzen des Lotwerkstoffs
1890er: Erfindung von ab 1994: Reaktive Nano-Multischichten
Thermit® (Hans Goldschmidt) als lokale Wärmequelle (Tim Weihs, Troy
Barbee)
Alumnothermisches Löten mit reaktiven
Schweissen mit Thermit ® Nanofolien (RF oder RMS)
Pulver
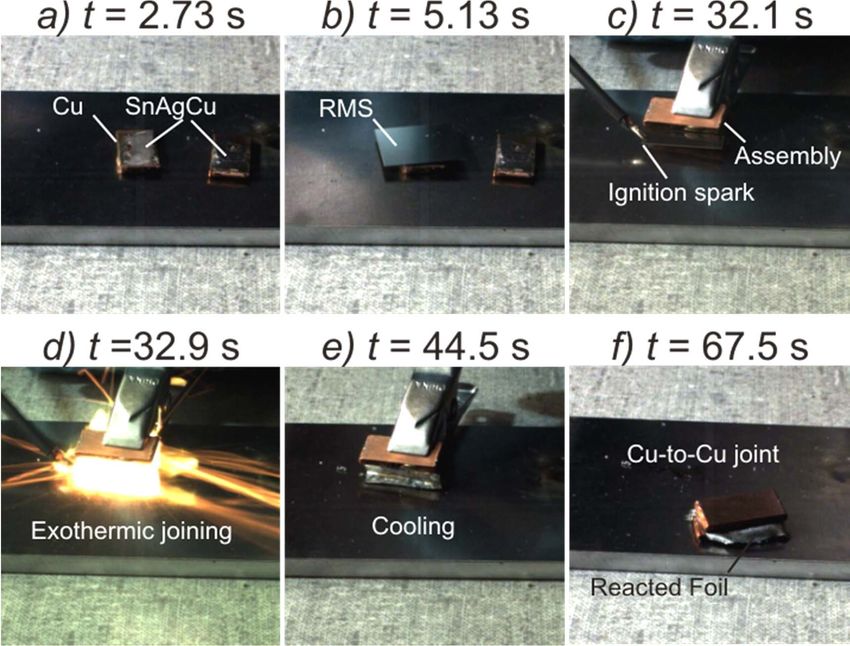
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Löten mit reaktiven Nanofolien
Aufbau und Funktionsprinzip
Zündung Druck
Bauteil 1 Lotwerkstoff Rasterelektronenmikroskopie-
Nano-Multilayer Aufnahme einer Reaktivfolie
Bauteil 2 Lotwerkstoff
Reaktive Nanofolien RMS
- hohe Reaktionstemperaturen
(>1000 °C)
↑Q̇ ↑ Lotwerkstoff - hohe Reaktionsgeschwindigkeiten
(mehrere m/s)
reagierter Material A
Bereich Material B - definierte Wärmeabgabe durch
Variation von System, Schichtdicke
↓Q̇ ↓ Lotwerkstoff
und Periodendicke
Reaktionsfortschritt
Typ Wärmemenge Bsp.
Voranschreitende Reaktion niedrig 30 -59 kJ/mol-atom Al/Ti
mit Wärmefreisetzung Q̇ mittel 60 -89 kJ/mol-atom Ni/Al
hoch > 90 kJ/mol Al/Pd
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Löten mit reaktiven Ni/Al Nanofolien
Nano‐
Al7475
NanoFoil®
Solder
-Wärmewelle:
1-30 m/s
-Zeit: ca. 30 s
(Anzünden –Abkühlen)
5 mm
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Empa, 2011: Longtin et al., Adv. Mater 23, 2011Löten mit reaktiven Nanofolien
Test-Fügeversuch mit Ni/AlFolien, EMPA, 2010
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Fügen von nano-Al mit Ni/Al Nanofolien
Thermische Belastung während des Prozesses
50 µm 60 µm 50 µm 50 µm 250 µm 50 µm
Aufbau Fügeverbindung
hochverformtes Al (SPD 7475 Al)
Ni-Al Nanofoils® und SnAg-Lot
Temperaturentwicklung im
Schichtsystem (Wärmebildkamera)
Empa, 2011: Benign Joining of Ultrafine Grained Aerospace Aluminum Alloys Using Nanotechnology
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Longtin et al., Adv. Mater 23, 2011Heat
Löten mit propagation
reaktiven Nanofolien
Nano-aluminium RF Nano-aluminium
Wärmeausbreitung in der Al-Fügeverbindung gemessen
mit Wärmebildkamera
Fügezone: 250 µm RF, SnAg Lötfolie, Ni/Au Metallisierung
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Fügeverbindungen von feinstrukturierten Al
Nano-Al
Ni Au
Crack in RMF Sn-Ag
NanoFoil
Nano-Al Nano-Al
25 µm 10 µm Ni
Au
Ni
Au-Ge
Au-Ge
NanoFoil
Sn-Ag
NanoFoil 10 µm 10 µm Ni 1µm
Gute metallurgische Verbindungen beim Löten mit RF
SnAg Lot (50 µm) + 60 µm und 250 µm Al/Ni NanoFoil® (Metallisierung: Ni/Au)
AuGe Lot (25 µm) + 60 µm and 250 µm Al/Ni NanoFoil (Metallisierung: Ni or Ni/Au)
Empa, 2011: Benign Joining of Ultrafine Grained Aerospace Aluminum Alloys Using Nanotechnology
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Longtin et al., Adv. Mater 23, 2011Fügen von Nano-Al mit RF
Wärmeeinflusszone
Mikrohärte-Messungen an Al-joints
60 µm Folie 250 µm Folie
Kein Wärmeeinfluss auf nAl Wärmeeinflusszone: max.200 μm in
die Materialtiefe (Tmax≈200°C) →
geringes lokales Erweichen von nAl
(20%)
Empa, 2011: Benign Joining of Ultrafine Grained Aerospace Aluminum Alloys Using Nanotechnology
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Longtin et al., Adv. Mater 23, 2011Fügen mit reaktiven Nanofolien
Anwendungsbeispiele
Beschleunigungssensor:
geringe mechanische
Belastung beim Fügen
Taupunktsensor:
gute Wärmeleitfähigkeit,
Temperatur- und
Feuchtigkeitsbeständigkeit
Gehäusedeckelung:
hermetische
Verkapselung Montage von Mikrosystemen mit reaktivem
Nanofügen in einer Fertigungsprozesskette (ReMTeC)
Abschlussbericht, IGF-Vorhaben-Nr. 17368 N, Axel
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Schumacher, Hahn-SchickardFügen mit reaktiven Nanofolien
Anwendungsbeispiele
Waferbonden mit «integriertem reaktivem nanoskaligem
Multilagensystem» (iRMS)
Bauteil 1
direkte
reaktive Multilayer Beschichtung im
Hochvakuum
Bauteil 2
Glas auf Glas
Si auf Glas Si auf LiTaO3 Glas auf Al2O3
Erarbeitung eines Raumtemperatur-Waferbondverfahrens basierend auf integrierten und
reaktiven nanoskaligen Multilagensystemen, Jörg Bräuer, Dissertation TU Chemnitz,
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Fraunhofer-Institut für Elektronische NanosystemeFügen mit reaktiven Nanofolien
Anwendungsbereiche und Märkte
lokale, einfach einsetzbare Wärmequelle SMD-Bauelemente
Schonung der Bauteile
Reduzierung von Eigenspannungen temperatursensitive
Einfache Prozessführung Substrate
Feststoff-Reaktion ohne Beteiligung von Gas hermetische
Einsatz unter Luft, Vakuum, Inertgas… Verkapselungen
Prototypen,
Schnelle, selbstfortschreitende Reaktion Kleinserien
Kurze Prozesszeiten
Fügen auch an unzugänglichen Bereichen komplexe
Aufbauten
Metallische Fügezone
Spezial-
gute thermische & elektrische Leitfähigkeit anwendungen
Temperaturstabilität, Feuchtigkeitsstabilität
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017Zusammenfassung und Ausblick
Nanoskalierte Fügewerkstoffe und nanotechnologische Fügeprozesse sind
die Zukunft
Durch Nutzung der Nanoeffekte lassen sich einzigartige Eigenschaften
erzielen und neuartige Prozesse entwickelt werden
Schmelzpunkterniedrigung um mehrere Hunderte Grad,
Diffusionszeiten um Potenzen kürzer (Milisekunden)
Selektives Löten Selbstanordnung
Die Mechanismen beim Fügen mittels eines Nano- werkstoffs
CuNi nanopillars
sind z.T. ganz anders als bei klassischen (Löt)Verfahren
Grenzen zwischen Verfahren mit Flüssig- oder Fest-Phase verschwinden (heterogenes
Schmelzen, semi-flüssigen Phasen)
Löten? Diffiusionslöten? Sintern? … Nanolot? … → neue Definitionen notwendig
Nanosinterpasten, Nanoschichtsysteme …: eine Vielfalt von nanoskaligen
Werkstoffen fürs Fügen
Ein grosses Innovationspotential und ein spannendes Forschungsfeld !
Lockheed Martin Tech. Centre
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 Bild: Beautiful Nanotechnology: CuNi nanopillars, http://www.revolutionfibres.com/2016/07/Danke für Ihre Aufmerksamkeit
Danke für Ihre Aufmerksamkeit !
Looking for collaboration
Acknowledgments:
Empa-Team: L.P.H. Jeurgens, B. Rheingans, M. Chiodi, C. Cancellieri, F. Moszner,
R. Hauert, J. Patscheider V. Arollo, G.Pigozzi, J. Lipecka, V. Bissig,
R. Longtin
Our collaborators: TU Warsaw, MPI Stuttgart, Mahle, Hahn Schickard, UJ Krakow,
TU Dortmund, Industry Partners
Funding Agencies: Interreg Alpenrhein-Bodensee-Hochrhein Projekt ABH28
EU FP7-PEOPLE-2013-IRSES Project EXMONAN
SNF: IZ32Z0_168361, IZ73Z0_152280, 200021-120241
Danke EE-Kolleg Organisers !
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017 LadyNanoBug http://www.revolutionfibres.com/2016/07/beautiful-nanotechnology/Literatur (Empa)
1. J. Lipecka, J. Janczak-Rusch, M. Lewandowska, M. Andrzejczuk, G.Richter, L.P.H. Jeurgens, Thermal stability of Al-Si12at.%
nano-alloys confined between AlN layers in a nanomultilayer configuration, Scripta Materialia 130(2017)210-213.
2. F. Moszner, C. Cancellieri, C.Becker, M. Chiodi, J. Janczak-Rusch and L.P. H. Jeurgens, Nano-Structured Cu/W Brazing Fillers for
Advanced Joining Applications, Journal of Materials Science and Engineering (A & B), 2016
3. C. Cancellieri, F. Moszner, M. Chiodi, S. Yoon, J. Janczak-Rusch and L.P.H. Jeurgens, The effect of thermal treatment on the
stress state and evolving microstructure of Cu/W nano-multilayers, Journal of Applied Physics, 2016.
4. C. Cancellieri, F. Moszner, M. Chiodi, S. Yoon, D.Ariosa, J. Janczak-Rusch and L.P.H. Jeurgens, Investigation of thermal stability
of Cu/W multilayers by in situ X-ray diffraction, Acta Crystallographica 72(a1):s418-s418, 2016.
5. F. Moszner, C. Cancellieri, M. Chiodi, S. Yoon, D. Ariosa, J. Janczak-Rusch, L.P.H. Jeurgens, Thermal stability of Cu/W nano-
multilayers, Acta Materialia, 107(2016) 345-353,.
6. G. Kaptay, J. Janczak-Rusch, and L.P.H. Jeurgens, Melting Point Depression and fast diffusion in nanostructured brazing fillers
confined between barrier nanolayers, Journal of Materials Processing Technology, 2016, vol:25, iss:6.
7. F. Moszner, C. Cancellieri, M. Chiodi, S. Yoon, D. Ariosa, J. Janczak-Rusch, L.P.H. Jeurgens, Thermal stability of Cu/W nano-
multilayers, Acta Materialia, 107(2016) 345-353.
8. J.Janczak-Rusch, M.Chiodi, C.Cancellieri, F.Moszner, R. Hauert, G.Pigozzi and L.P.H. Jeurgens, Structural evolution of Ag-Cu
nano-alloys confined between AlN nanolayers upon fast heating, Phys. Chem. Chem. Phys., 2015, 17, 282282015.
9. S. Delsante, G. Borzone, R. Novakovic, D. Piazza, G. Pigozzi, J. Janczak-Rusch, M. Pilloni and G. Ennas, Synthesis and
thermodynamics of Ag-Cu nanoparticles, Phys. Chem. Chem. Phys., 2015, 17, 283872015.
10. B. Lehmert, J.Janczak-Rusch, G.Pigozzi, P.Zuraw, F. La Mattina, L.Wojarski, W.Tillmann and L.P.H. Jeurgens, Copper-Based
Nanostructured Coatings for Low-Temperature Brazing Applications, Mater. Trans., Vol. 56, No. 7 (2015)1015-1018..
11. G. Kaptay, J. Janczak-Rusch, G. Pigozzi, and L.P.H. Jeurgens, Theoretical Analysis of Melting Point Depression of Pure Metals in
Different Initial Configurations, Journal of Materials Processing Technology 23(2014)1600-1607.
12. J. Janczak-Rusch, G. Kaptay and L.P.H. Jeurgens, Interfacial design for joining technologies – An historical perspective, Journal
of Materials Processing Technology 23(2014)1608–1613.
13. S. Brodacka, M. Kozlowski, R. Kozubski, J. Janczak-Rusch, Atomistic simulation of the eutectic mixture in bulk and nano-layered
Ag-40at.%Cu alloy, Computational Materials Science 89(2014)30-35.
14. G. Pigozzi, A. Antusek, J. Janczak-Rusch, M. Parlinska-Wojtan, D. Passerone, C.A. Pignedoli, V. Bissig, J. Patscheider, L.P.H.
Jeurgens, Phase constitution and interface structure of nano-sized Ag-Cu/AlN multilayers: Experiment and ab initio modelling,
Applied Physics Letters 101[17](2012).
15. G. Garzel, J. Janczak-Rusch, L. Zabdyr, Reassessment of Ag-Cu phase diagram for nanosystem including particle size and shape
effect, CALPHAD - Computer Coupling of Phase Diagrams and Thermochemistry 36 (2012)52–56.
16. S.S. Babu, S. Flowers, J. Janczak-Rusch, et al. Joining of nanomaterials, Chapter 4.5. in: GENNESYS White Paper, Eds. Max-Planck
Gesellschaft, 2008.
Empa/J.Janczak-Rusch/20.EE-Kolleg/2017
Kontakt: jolanta.janczak@empa.chSie können auch lesen