Neuer Temperaturfühler für Innenmischer ermöglicht präzisere Prozessführung - HF Mixing Group
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Messung der Mischungstemperatur Neuer Temperaturfühler für Innenmischer ermöglicht präzisere Prozessführung M. Hesse, H. Keuter, B. Koop, M. Schlichting Die Verfügbarkeit von Maschinen und Anlagen, deren Langlebigkeit und die verfahrenstechnische Prozessführung sind wesentliche Kostenfaktoren im Mischsaal. Die genaue Messung der Materialtemperatur zu jedem Zeitpunkt des Mischzykluses ist für eine genaue Prozessführung maßgeblich. Aufgrund der rauen Umgebungsbedingungen im Innenmischer müssen Temperaturfühlerspitzen robust gebaut werden, was jedoch insbesondere bei großen Temperaturgradienten zu Abweichungen zwischen der gemessenen und der realen Temperatur führt. Die HF Mixing Group hat daher einen Temperatursensor mit verbessertem Ansprechverhalten entwickelt, der auch kritische Temperaturgrenzen genau bestimmen kann. The availability of machines and equipment, their durability and the procedural process control are essential cost factors in the mixing room. The accurate measurement of material temperature at any given point in the mixing cycle is critical for a precise process control. Due to the harsh conditions in the internal mixer, temperature sensor tips must be built robustly, which, however, leads to deviations between the measured and the real temperature, especially in the case of high temperature gradients. The HF Mixing Group has therefore developed a temperature sensor with improved response behaviour that can accurately measure even critical temperature limits. 1 Einleitung geraten [1]. Die Zuliefererindustrie wird in eine exaktere Prozessführung Risiken mini- der Konsequenz Herstellungsprozesse wei- miert und die Wirtschaftlichkeit erhöht. Si- Seit 2018 erlebt die Automobilindustrie ter optimieren und Potenziale heben müssen. cherlich gibt es noch deutlich mehr Beispiele, weltweit stark sinkende Absatzzahlen. Der die die Bedeutung einer genaueren Tempe- Verkauf von Neufahrzeugen ist um ca. 30 % Wesentliche Kostenfaktoren im Mischsaal raturmessung belegen könnten. gesunken, was nur zum Teil durch die Co- sind durch die Verfügbarkeit von Maschinen vid-19-Pandemie verursacht war. Hierdurch und Anlagen, deren Langlebigkeit und durch sinkt nicht nur der Bedarf an Reifen in der die verfahrenstechnische Prozessführung ge- 2 Entwicklung eines neuen Neuausrüstung, sondern auch von anderen geben. Die HF Mixing Group hat sich daher Temperaturfühlers Gummiprodukten für Fahrzeuge, was zu ei- auf die Fahnen geschrieben, entsprechende ner geringeren Auslastung in der kautschuk- Kostensenkungspotenziale zu untersuchen Für eine genaue Prozessführung ist die verarbeitenden Industrie führt. Es ist davon und Lösungen zur weiteren Senkung von exakte Messung der Materialtemperatur zu auszugehen, dass sich hierdurch eine Kon- Kosten in der Mischungsherstellung anzu- jedem Zeitpunkt des Mischzykluses von ent- solidierungsphase von Kapazitäten ergibt bieten. scheidender Bedeutung. Übersteigt die Tem- und Zulieferer preislich weiter unter Druck peratur eine materialabhängige Grenztem- Es ist allgemein bekannt, dass die Kenntnis peratur im Innenmischer, führt dies zu ther- der genauen Mischtemperatur in bestimm- mischer Schädigung der inneren Strukturen ten Mischphasen von großer Bedeutung ist. des Mischgutes und vermindert die Qualität Dr.-Ing. Markus Hesse Im Folgenden soll daher auf die schwierige des Endprodukts. markus.hesse@hf-mixinggroup.com Messung der Mischungstemperatur im In- Dr.-Ing. Harald Keuter nenmischer eingegangen werden. Bei der In einem Innenmischer herrschen raue Börge Koop Verarbeitung von Silicamischungen ist es Umgebungsbedingungen. Abrasive Materi- Martin Schlichting z. B. von ausschlaggebender Bedeutung, alien werden unter Einwirkung großer Kräfte die Silanisierungstemperatur in der ent- miteinander vermischt. Durch ihre exponier- Harburg Freudenberger Maschinenbau GmbH, sprechenden Silanisierungsphase nicht zu te Lage müssen besonders die Temperatur- Freudenberg überschreiten, da es dann zu Vernetzungs- fühler robust gebaut und geschützt werden. www.hf-mixinggroup.com effekten kommen kann. Fährt man den Pro- Aus diesem Grund haben viele konventio- zess aus Sicherheitsgründen mit zu niedri- nelle Sensoren dickwandige, massive Tem- Alle Abbildungen und Tabellen wurden, sofern ger Silanisierungstemperatur, verzögert sich peraturfühlerspitzen, welche die von außen nicht anders angegeben, freundlicherweise von der Mischprozess, da die Silanisierungsge- aufgeprägten Temperaturen nur langsam an den Autoren zur Verfügung gestellt. schwindigkeit kleiner ist. Aber auch bei Fer- das eigentliche Thermoelement weiterleiten. tigmischprozessen ist leicht vorstellbar, dass Diese Trägheit führt besonders bei großen 466 GAK 11/2021 – Jahrgang 74 466-469__211007 06 be d_Hesse_GAK_11-2021_DL_1111.indd 466 11.11.21 09:49
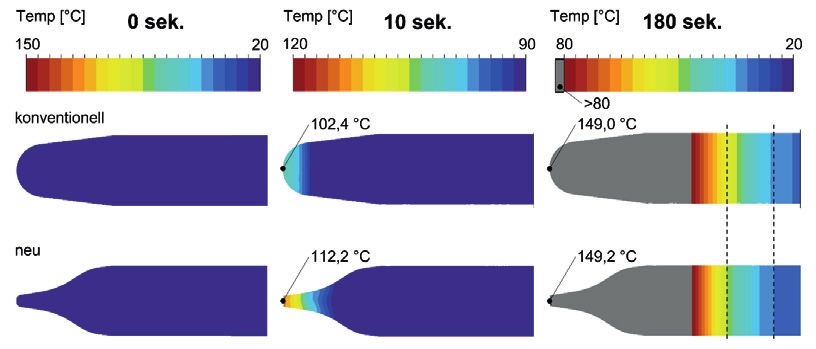
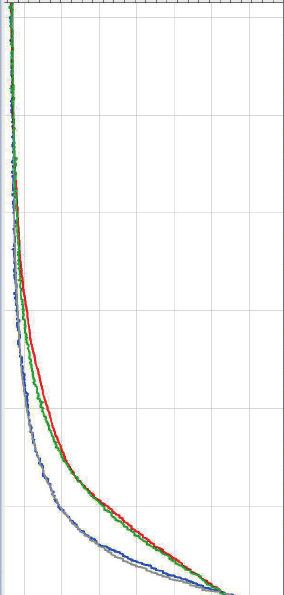
Temperaturgradienten zu Abweichungen Abb. 1: Abweichungen zwischen gemessener und realer Temperatur zwischen der gemessenen und der realen Temperatur (Abb. 1). Ein sensibler, stabiler Temperatursensor, der auch schnelle Temperaturänderungen agil und genau bestimmen kann, war die Zielvorgabe bei diesem Entwicklungsvor- haben. Um eine schnellere Ansprechzeit der Materialtemperaturfühlerspitze im Vergleich 2. ach 180s ist der Schaft des neuen Fühlers weniger stark erwärmt siehe Abbildung /2 . zu der konventionellen Fühlerspitze zu errei- Auch dies ist ein Indiz für ein verbessertes dynamisches Ansprechverhalten des Sensors. chen, wurde die Geometrie der Fühlerspitze Abb. 2: Geometrievergleich der Sensorspitzen verbessert (Abb. 2). Die stromlinienförmige Ausführung des Sensors hat zwei Vorteile. Zum einen wird der Sensor weniger durch die Reibungswär- me des vorbeiströmenden Materials beein- flusst und zum anderen reduziert sich die auf den Sensor wirkende Kraft. Dies in Kombina- tion mit einer inneren Versteifungsstruktur 2. ach 180s ist der Schaft des neuen Fühlers weniger stark erwärmt siehe Abbildung /2 . ermöglicht dünnere Außenwände der Sen- Auch dies Abb. 3: FEM-Simulation deristAufheizung ein Indiz fürdes einkonventionellen verbessertes dynamisches Ansprechverhalten und des neuen Sensors. des Sensors. sorspitze bei gleicher Stabilität und Haltbar- keit. 1 2 In der Entwicklungsphase wurden die Reaktionszeiten der Sensoren mithilfe der bbildung : FEM imulation der ufheizung des konventionellen und des neuen ensors. Finite-Elemente-Methode (FEM) analy- siert (Abb. 3). Für die Simulation wurden beide Sensorspitzen schlagartig von 20 °C ach der Herstellung des neuen Fühlers wurde die Reaktionszeit der beiden Sensoren mithilfe eines auf 150 °C erwärmt und die Wärmeübertra- temperierten lbads auch praktisch untersucht. Für die Analyse wurden die Sensoren zeitgleich in gungsprozesse für einen Zeitraum von 180 s ein auf 150 vorgewärmtes lbad getaucht. Besonders deutlich wird die verbesserte Ansprechzeit berechnet. 1 in den ersten 20 Sekunden, also bei großen Temperaturgradienten. Hier2konnten Temperaturunter- schiede von bis zu 20 gemessen werden. Die Ergebnisse der vergleichenden FEM- bbildung : FEM imulation der ufheizung des konventionellen und des neuen ensors. Abb. 4: Sensorvergleich im Ölbad (vier Messungen) Simulation zeigen zwei Unterschiede: 1. In der Anfangsphase zeigt der neue Sen- 150 T [ ] ach der Herstellung des neuen Fühlers wurde die Reaktionszeit der beiden Sensoren mithilfe eines sor eine schnellere Erwärmung im Be- temperierten 121 lbads auch praktisch untersucht. Für die Analyse wurden die Sensoren zeitgleich in ein auf 150 vorgewärmtes lbad getaucht. Besonders deutlich wird die verbesserte Ansprechzeit reich der Fühlerspitze (Abb. 3/1). Die neuer Sensor [6 Hier/s]konnten Temperaturunter- in den ersten 98 20 Sekunden, also bei großen Temperaturgradienten. simulierte Reaktionszeit auf Tempera- schiede von bis zu 20 gemessen werden. turänderungen ist somit kürzer. /s] Konventioneller Sensor [ ,9 /s] 2. Nach 180 s ist der Schaft des neuen Füh- T[ ] 150 lers weniger stark erwärmt (Abb. 3/2). 121 Auch dies ist ein Indiz für ein verbes- 98 neuer Sensor [6 /s] sertes dynamisches Ansprechverhalten 0 10 20 /s] 0 0 50 60 des Sensors. Konventioneller Sensor [ ,9 /s] Zeit [s] Nach der Herstellung des neuen Fühlers bbildung : ensorvergleich im lbad ( Messungen) wurde die Reaktionszeit der beiden Senso- Temperaturgradienten. Hier konnten Tempe- direkter Vergleich mit der herkömmlichen 0 10 20 0 0 50 60 ren mithilfe eines temperierten Ölbads auch raturunterschiede von bis zu ach den erfolgreichen 20 °C gemes- Vorversuchen Bauform im lbad, wurdewardermöglich, da das neue Senor Entleerungs- in die Entleerungsklappe Zeit [s] praktisch untersucht (Abb. 4). Für die Ana- sen eines werden. IM 5 E eingebaut. Ein direkter Vergleichklappenoberteil der Testmaschine mit der herkömmlichen Bauform war mitmöglich, zwei da das lyse wurden die Sensoren zeitgleich in ein Entleerungsklappenoberteil der Testmaschine bbildung : ensorvergleich im lbad ( Messungen) mit zwei Temperaturfühlerbohrungen Temperaturfühlerbohrungen ausgestattet ausgestattet ist ist auf 150 °C vorgewärmtes Ölbad getaucht. und somit eine parallele Nach denacherfolgreichen Aufzeichnung Vorversuchen im der Temperatur von zwei Sensoren ermöglicht. und somit eine parallele Aufzeichnung der den erfolgreichen Vorversuchen im lbad, wurde der neue Senor in die Entleerungsklappe Besonders deutlich wird die verbesserte An- Ölbad wurde einesder IM neue SensorEinindirekter 5 E eingebaut. die Entlee- Vergleich mitTemperatur von Bauform der herkömmlichen zwei Sensoren war möglich,ermöglicht da das sprechzeit in den ersten 20 s, also bei großen Entleerungsklappenoberteil rungsklappe eines IM 45 E eingebaut. der Testmaschine Ein mit(Abb. zwei Temperaturfühlerbohrungen 5). ausgestattet ist und somit eine parallele Aufzeichnung der Temperatur von zwei Sensoren ermöglicht. GAK 11/2021 – Jahrgang 74 467 466-469__211007 06 be d_Hesse_GAK_11-2021_DL_1111.indd 467 11.11.21 09:49
Messung der Mischungstemperatur Das verbesserte Ansprechverhalten des ringerten Fließwiederstand der neuen zesse zu steuern (…mische bis zu einer neuen Sensors kann schon aus der Kurven- Fühlerspitze und die damit verbundene gewissen Temperatur, dann…). In die- geometrie abgeleitet werden (Abb. 6). Die reduzierte Reibungswärme zurückzu- sem Fall führt eine genauere Bestim- relative Trägheit der herkömmlichen Füh- führen (Abb. 6/1). Im weiteren Prozess- mung der Materialtemperatur zu einer lerspitze dämpft und glättet das Messsig- verlauf kommt es aufgrund der zuneh- verbesserten Prozessführung und kür- nal. Der Kurvenverlauf ist aus diesem Grund menden Inkorporation der Füllstoffe zu zeren Mischzyklen. gleichmäßiger und weniger schwankend. erhöhten Energieeinträgen. Der damit 2. Nach einem Lüftschritt erreicht der verbundene schnelle Temperaturanstieg Stempel die Endlage. Der Energieein- Des Weiteren konnten drei Vorteile festge- wird von dem herkömmlichen Sensor trag ist in dieser Mischphase sehr hoch. stellt werden: nur zeitversetzt erfasst, sodass die Tem- Der resultierende Temperaturanstieg 1. In der Materialeinzugsphase (Abb. 6/1) peraturkurve des neuen Sensors die des wird von dem neuen Sensor genauer liegt die gemessene Temperatur des herkömmlichen übersteigt (Abb. 6/2). und 10 s schneller erfasst (Abb. 6/3). neuen Sensors unter der des Standard- Vorteil: Oft wird die Materialtemperatur Vorteil: Kautschukmischungen dürfen fühlers. Dieses Verhalten ist auf den ver- in dieser Phase genutzt, um Mischpro- in der Regel bestimmte Temperatur- grenzen nicht überschreiten. Durch eine Abb. 5: Entleerungsklappenoberteil mit zwei Fühlerbohrungen agile präzise Bestimmung der Material- temperatur in dieser Prozessphase kön- nen kritische Temperaturgrenzen ge- nauer „angefahren“ werden. Hierdurch entstehen dem Betreiber verschiedenen Vorteile: – bessere Materialqualität (keine Über- hitzung) – kürzere Mischzeiten und höhere Durchsätze – weniger Energieverbrauch Abb. 6: Sensorvergleich im ineinandergreifenden Innenmischer 468 GAK 11/2021 – Jahrgang 74 466-469__211007 06 be d_Hesse_GAK_11-2021_DL_1111.indd 468 11.11.21 09:49
Prozessdaten: Zykluszeit: ! = 300 Zykluszeit: Füllfaktor: ! = 300 = 0,65 Füllfaktor: = 0,65 Mischzeitreduzierung durch neuen Sensor: ! = 10 Mischzeitreduzierung durch neuen Sensor: Materialdaten: ! = 10 Materialdaten: Dichte: = 1,2 !" !"³ 3. Nach der Entleerung kühlt sich die neue Für den oben!" beschriebenen Mischer er- eingeleitet werden können. Hieraus ergeben Dichte: Für den oben6/4). beschriebenen = 1,2Mischer ergibt sich somit eine Durchsatzsteigerung durch den Einsatz Fühlerspitze schneller ab (Abb. gibt sich somit !"³ eine Durchsatzsteigerung sich dem Anwender verschiedene Vorteile. Für den obennachfolgenden beschriebenen des neuen Vorteil: Die Temperaturmessung Mischer Fühlers ergibtvon: der durch den Einsatz des neuen Fühlers sich somit eine Durchsatzsteigerung durch von: den Einsatz Rezeptur wird weniger Kritische Temperaturgrenzen werden des neuen Fühlers von: durch eine vorgewärmte Fühlerspitze ! ! = ∙ ∙ ∙ ℎ ∙ 3600 ∙ ( - schärfer ) ≈ 643aufgelöst, wodurch eine temporäre / ℎ beeinflusst. ! !! ! ! ! Überhitzung ! durch ein zeitversetztes träges ! ! = ∙ ∙ ∙ ℎ ∙ 3600 ∙ ( - ) ≈ 643 / ℎ Messsignal vermieden wird. Die Vermeidung !! !!! !! von thermischen Schäden verbessert die 3 Wirtschaftliches Potenzial Qualität des Mischguts. Wird das zusätzliche Volumen nicht benö- Neben den positivenWird das zusätzlichetigt, verfahrenstechni- Volumen ist durch nicht benötigt, istProzess den effizienteren durcheine den effizienteren ProzessMischphasen, Temperaturgeregelte ein Energieeinspa- in wel- schen Auswirkungen ergebenrung sich vondurch die Energieeinsparung von chen definierte Materialtemperaturen den verbesserte Wird Prozesseffizienz das zusätzliche auch wirtschaft- Volumen nicht benötigt, ist durch den effizienteren Prozess ein nächsten Prozessschritt freigeben, verkürzen Energieeinspa- liche Vorteile. Wird eine Mischzeitreduktion ∙ ! ∙ sich. Versuche haben gezeigt, dass Tempera- rung von = ≈ 165.517 ℎ/ ℎ von 10 s angenommen, so lässt sich an fol- ∙ ∙ ∙ 3600 turweiterschaltmarken um bis zu 10 s früher gendem Fallbeispiel eine Wirtschaftlichkeits- ∙ ! ∙ erreicht wurden. Dies wird sich positiv auf betrachtung durchführen. möglich. = ≈ 165.517 ℎ/ ℎ Durchsatz bzw. Energieverbrauch der Misch- ∙ ∙ ∙ 3600 linie auswirken. Bei einem Strompreis von 0,12 €/KW beträgt somit die Kosteneinsparungen ca. 20.000, - €/Jahr. möglich. Maschinendaten: möglich. Bei einem Strompreis von 0,12 EUR/ Maschinengröße: IM320E kWh beträgt somit die Kosteneinsparung Zusammengefasst kann gesagt werden, Bei einem Strompreis Mischkammervolumen: von 0,12 V = 332 L €/KW beträgt somit die ca. 20.000 EUR/Jahr.Kosteneinsparungen ca. 20.000, dass die - €/Jahr. verbesserte Transparenz der Tem- Anlagenverfügbarkeit/Jahr: . h =azit6.000 h/Jahr peraturentwicklung Qualität, Durchsatz und Durchschnittliche Energieeffizienz einer Produktionslinie er- Leistungsaufnahmen: Die Untersuchungsergebnisse P = 800 kW 4 Fazit haben gezeigt, dass die entwickelte höhen kann.Temperaturfühlerspitze eine ge- Darüber hinaus gewährleisten . azit nauere Prozessführung ermöglicht. Besonders deutlich wirdMaterial, dies z.B.Form in der und Inkorporationsphase, Struktur des Sensors ei- in Prozessdaten: Die welcher die Untersuchungsergebnisse habenMaterialtemperatur gezeigt, Die dass dieschnell ansteigt. entwickelte Untersuchungsergebnisse Die großen Temperaturgradienten Temperaturfühlerspitze haben ge- nen eine ge- reibungslosen werden Betrieb sowie genauer eine lange Zykluszeit: t erfasst, = 300 so s dass Regel-zeigt, unddass die entwickelte Steuerungsprozesse Temperaturfühler- nauere Prozessführung ermöglicht. Besonders deutlich wird dies z.B. in der Inkorporationsphase, in Z präzise Sensorlebensdauer. einleiten werden können. Hieraus ergeben Füllfaktor: sich fdem = 0,65Anwender spitze eine genauere verschieden Prozessführung ermög- Vorteile. welcher die Materialtemperatur schnell ansteigt. Die großen Temperaturgradienten werden genauer Mischzeitreduzierung licht. Besonders deutlich wird dies z. B. in der erfasst, so dass Regel- und Steuerungsprozesse präzise einleiten werden können. Hieraus ergeben durch neuen Sensor: Kritische tR = 10Temperaturgrenzen s werdenin welcher Inkorporationsphase, schärfer aufgelöst, 5wodurch die Material- Literatur eine temporäre Überhitzung sich dem Anwender verschieden Vorteile. temperatur schnell ansteigt. Die großen Tem- durch ein zeitversetztes träges Messignal vermieden wird. Die Vermeidung von thermischen Schä- Materialdaten: peraturgradienten werden genauer erfasst, so [1] Global Automotive Supplier Study, August Kritische Temperaturgrenzen den verbessert werden die schärfer Qualität des Mischguts. aufgelöst, wodurch eine temporäre Überhitzung Dichte: = 1,2 kg/dm³ dass Regel- und Steuerungsprozesse präzise 2019; Lazard & Roland Berger durch ein zeitversetztes träges Messignal vermieden wird. Die Vermeidung von thermischen Schä- Temperaturgeregelte Mischphasen, in welchen definierte Materialtemperaturen den nächsten Pro- den verbessert die Qualität des Mischguts. zessschritt freigeben, verkürzen sich. Versuche haben gezeigt, dass Temperaturweiterschaltmarken Temperaturgeregelte um bis zu 10 s in Mischphasen, früher erreicht welchen wurden. definierte Dies wird sich positiv Materialtemperaturen denaufnächsten Durchsatz bzw. Energieverbrauch Pro- Deutsche Kautschukindustrie: der Mischline auswirken. zessschritt freigeben, verkürzen sich. Versuche haben gezeigt, dass Temperaturweiterschaltmarkengen, z. B. von bereits angefallenen Projekt- um bis zu 10 s früher erreicht wurden. Dies wird sich positiv auf Durchsatz bzw.und Energieverbrauch Automobilzulieferer am Rande des Abgrunds der Mischline auswirken. Zusammengefasst kann gesagt werden, dass die verbesserte Transparenz Werkzeugkosten deroder durch finanziel- Temperaturentwick- le Beteiligung an der Rohstoffbeschaffung lung Qualität, Durchsatz und Energieeffizienz einer Produktionslinie erhöhen kann. Darüber hinaus stützten. Andernfalls würden der aktuellen Zusammengefasst gewährleisten kann gesagt Material, werden, dass Form die und Struktur verbesserte des Sensors Transparenz einen der Wie der Wirtschaftsverband der deutschen Kautschukindustrie e. V. (wdk) berichtet, errei- reibungslosen Betrieb sowie eine lange Temperaturentwick- Halbleiter-Knappheit weitere Mangelberei- lung chenQualität, den Verband Sensorlebensdauer. Durchsatz aus den und Energieeffizienz verschiedensten einer Produktionslinie erhöhen Automobilzuliefer-Industriebranchen Meldun- kann. che Darüber folgen. hinaus gewährleisten Material, Form gen über existenzbedrohende und Struktur des Sensors einen reibungslosen Betrieb sowie eine lange Liquiditätsengpässe. Sensorlebensdauer. „Am Beispiel japanischer Automobilher- Die Stillstände bei denAutoren: Automobilherstel- abrissen kommen, so die mit der Situation Dr.-Ing. Markus Hesse, Dr.-Ing. Harald Keuter, Börge Koop,steller zeigt sich, dass auch Martin in der aktuel- Schlichting; Harburg lern aufgrund fehlender Halbleiter seien vertrauten Experten. len Situation eine bessere Kommunikation Freudenberger Maschinenbau GmbH, Asdorfer Strasse 60, 57258 Freudenberg. öffentlich bekannt. Weit weniger beachtet zwischen Automobilherstellern und Zulie- Autoren: Dr.-Ing. Markus Hesse, Dr.-Ing. Harald Keuter, Börge Koop, Martin Schlichting; Harburg werde die sich zuspitzende Situation bei den Aus Sicht von Boris Engelhardt, Haupt- ferunternehmen möglich ist. Hersteller und Freudenberger MaschinenbauDie Automobilzulieferunternehmen: GmbH, LagerAsdorfer Strasse 60, geschäftsführer des57258 Freudenberg. wdk, müssen die Ein- Zulieferer müssen schnellstmöglich das Mit- seien voll, die LiquiditätKontakt: markus.hesse@hf-mixinggroup.com der Unternehmen kaufsabteilungen der Automobilhersteller einander stärken und gemeinsam Problem- sei so gebunden. Banken zeigten aktuell we- und ihre Zulieferer ganz zeitnah und offen lösungen finden. Und zwar jetzt!“, so Engel- nig Bereitschaft, Kontakt: kurzfristig weitere Kredite markus.hesse@hf-mixinggroup.com miteinander kommunizieren. Es sei dringend hardt abschließend. zu gewähren. Bis zum Jahresende [1] werde es erforderlich, dass die Automobilhersteller die Global Automotive Supplier Study, August 2019; Lazard & Roland Berger in der Lieferkette zu Insolvenzen und Liefer- Liquidität der Zulieferer durch Teilzahlun- www.wdk.de [1] Global Automotive Supplier Study, August 2019; Lazard & Roland Berger GAK 11/2021 – Jahrgang 74 469 466-469__211007 06 be d_Hesse_GAK_11-2021_DL_1111.indd 469 11.11.21 09:49
Sie können auch lesen

















































