UNSERE ENGAGEMENTS : REAKTIONSBEREITSCHAFT PRÄZISION QUALITÄT - N 172679 - FMI
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

N° 172679
UNSERE
ENGAGEMENTS :
REAKTIONSBEREITSCHAFT
PRÄZISION
QUALITÄT
1
Inhaltsverzeichnis
Adresse des unternehmens ____________________________________________________________ 1
Kontaktdaten des unternehmens _______________________________________________________ 1
Aktivitäten und Ausstattungen _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 2
Mechanische Präzisionsbearbeitung ____________________________________________________________________ 2
Programmierung ___________________________________________________________________________________ 5
Montage, Dichtigkeitskontrolle und -test ________________________________________________________________ 5
Logistik _________________________________________________________________________________________ 6
Tätigkeitsbereiche unserer Kunden _____________________________________________________ 7
Anwendungsbereich _________________________________________________________________ 8
Liste unserer Verfahren ______________________________________________________________ 8
Kartografie unserer Verfahren ________________________________________________________ 9
Beschreibung der Interaktionen ______________________________________________________ 10
Beschreibung der Prozesse __________________________________________________________ 11
Unser Engagement _________________________________________________________________ 15
Aufmerksamkeit gegenüber dem Kunden und dessen Zufriedenheit _________________________ 16
Unsere Qualitätspolitik______________________________________________________________ 16
Qualitätsplanung und Führungskontrolle ______________________________________________ 16
Hierarchisches Organigramm ________________________________________________________ 17
Ressourcen _______________________________________________________________________ 18
Infrastrukturen und Arbeitsumfeld ____________________________________________________ 18
Planung der Produkterstellung _______________________________________________________ 19
Lenkung der Kontrollmittel __________________________________________________________ 19
Internes Audit _____________________________________________________________________ 20
Verwaltung eines nicht konformen Produktes ___________________________________________ 20
Permanente Verbesserung ___________________________________________________________ 20
2
Adresse des unternehmens
N° 172679
245, chemin de Montava
ZA Argonay
74370 ARGONAY - FRANKREICH
Tél : +33 4.50.27.37.89
Fax : + 33 4.50.27.39.05
contact@fmi-industrie.com
www. fmi-industrie.com
Effectif : 23
Code APE : 2562B
N° TVA : FR29381838598
Kontaktdaten des
unternehmens
Geschäftsführer
M. Cyril FRUGER
+33 4.50.27.37.89
+33 6.07.01.67.53
+33 4.50.27.39.05
direction@ fmi-industrie.com
Qualitätsleiter Produktionsleiter Handelsattachee
Mme Lydie BRUNIER M. Olivier LARDET Mme Marta GUILLERET
+ 33 4.50.27.51.66 +33 4.50.27.51.65 +33 4.50.27.37.89
+33 4.50.27.78.18 +33 4.50.27.78.18 +33 4.50.27.39.05
+33 6.79.34.31.55
qualite@fmi-industrie.com production@fmi-industrie.com comercial@fmi-industrie.com
N° Technicienne Qualité : MQ 92 11 89 0101 H 1
UIMM de la Haute-Savoie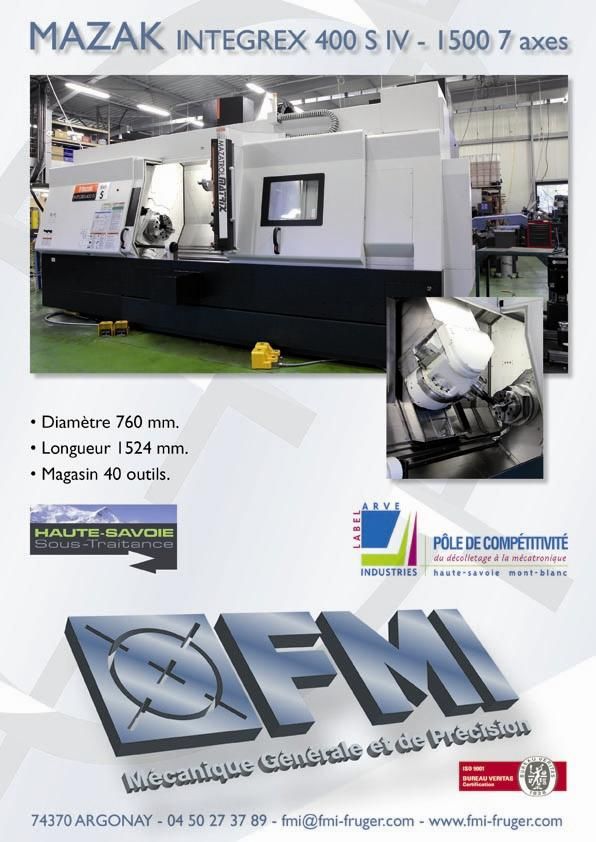
Aktivitäten und Ausstattungen
Mechanische Präzisionsbearbeitung
MULTITASKING-ZENTRUM MAZAK INTEGREX 400 S IV-1500
Mit Lagerleiter MAZATROL MATRIX MT,
40 Werkzeugen und Teilesammler
Kapazität: Ø660 über Bett
Ø760 Bearbeitungsgrenze
1524 mm maximale Bearbeitungslänge
WASSERSTRAHLSCHNEIDEN FLOW IFB INTEGRATED FLYING BRIDGE
Mit Schnitttechnologie Dynamic Waterjet
Steuerung und Programmierung per Computer mit Software FlowMaster
Arbeitsbereich: 3600 x 2000 Achse Z 200
2
Digitales Drehen
Digitale Drehbank SOMAB Transmab 350 3 Achsen
ISO- und Dialogprogrammierung
Kapazität: Spitzenweite 600
Ø410 über Bett
Drahterodieren und Senkerodieren
Drahterodieren CHARMILLES Robofil
Kapazität : X 550 Y 350 Z 400
Senkerodieren CHARMILLES Roboform
Kapazität : X 300 Y 250 Z 250
Digitales Fräsen
numérique
2 Bearbeitungszentren DAEWOO type MYNX 500
Kapazität : X 1200 Y 600 Z 600
Ausgestattet mit einem 5-Achsen-Teilkopf Golden Sun mit einer
Kapazität von Ø180
Digitale Fräsmaschine PMER
Kapazität : X 700 Y 400 Z 550
3-Achsen-Bearbeitungszentrum KITAMURA FANUC 3M
Kapazität : X 450 Y 300 Z 400
3
Konventionelles Fräsen
Fräsmaschine GRAFF Fräsmaschine DUFOUR 250
Kapazität : X 1000 Y 400 Z 350 Kapazität : X 1000 Y 350 Z 400
2 fräsmaschinen DECKEL Fräsmaschine DUFOUR 231
Kapazität : X 500 Y 400 Z 400 Kapazität : X 800 Y 300 Z 380
Fräsmaschine RAMBAUDI 4 fräsmaschinen WIRTH & GRUFFAT
Kapazität : X 560 Y 270 Z 400
Konventionelles Drehen
Drehbank CAZENEUVE 590 HBY
Kapazität : spitzenweite 1000
Ø560 sur 100
Ø290 sur chariot
Drehbank CAZENEUVE 360 HBX
Kapazität : spitzenweite 700
Ø320 sur 100
Ø200 sur chariot
Drehbank VICTOR
Kapazität : spitzenweite 1400
Ø400 sur 50
Ø220 sur chariot
Planschleifmaschinen
Planschleifmaschinen ELB
Kapazität : X 600 Y 300 Z 300
Planschleifmaschinen MICROMASTER
Planschleifmaschinen BROWN & SHARPE Kapazität : X 350 Y 150 Z 200
Kapazität : X 600 Y 250 Z 250
Planschleifmaschinen CAMUT
Planschleifmaschinen JONES & SHIPMAN Kapazität : X 2000 Y 400 Z 500
Kapazität : X 350 Y 150 Z 140
Verschiedene Ausrüstungen
Bett mit 6 Gewindebohrmaschinen
Markiermaschine PRO-PEN 3000
Sandstrahlgebläse GUYSON JET 44 BLAST SYSTEM
4
Programmierung
Software MISSLER
Topsolid : 3D-Konzeption
Topcam : Programmierung und Werkzeugweg
Topwire : Drahtweg
Topélectrode : Senkerodierelektrode
Topmold : Formstudie
Montage,
Zusammenbau
und Lagerverwaltung
Détecteur de fuites ALCATEL ASM 121 H
Détecteur de fuites ALCATEL ASM 151 TURBO
Dichtigkeitskontrolle und -test
Dreidimensional ZEISS CONTURA G2 - Dreidimensional MITUTOYO CRYSTA-PLUS
indexierbarer Scan-Kopf M443
Kapazität : X 700 Y 700 Z 600 Kapazität : X 400 Y 400 Z 300
Mit Software ausgestattet CALYPSO Mit software ausgestattet GEOPAK COSMOS
Motorisierte Messsäule MITUTOYO LH600 Leckmelder MITUTOYO MF 1020
Kapazität : 0-600 Ausgestattet mit einem Kalkulator MITUTOYO
Ausgestattet mit einem KalkulatorMITUTOYO QM QM DATA
DATA 100
5
DREIDIMENSIONALE MESSMASCHINE MIT DIGITALER
ZEISS-STEUERUNG MIT SCAN-KOPF
CONTURA G2 700 RDS
einer Kapazität von 700 x 700 x 600,
ausgestattet mit einem indexierbaren Scan-Kopf
mit motorisierter Positionierung. Diese von
ZEISS entwickelte Technologie ermöglicht 20736
Abtastpositionen in Schritten von 2,5°
(gegenüber 720 Positionen in Schritten von 7,5°
eines Standardkopfes).
Diverse traditionelle Kontrollmöglichkeiten: Mikrometer innen und außen, Komparatoren etc.
Logistik
transport :
GPAO PEUGEOT 307
software CLIPPER 4.1 PEUGEOT Expert
PEUGEOT Boxer
6
Tätigkeitsbereiche unserer Kunden
Vakuumpumpen, Kernenergie
Schieber, Sanitäranlagen
und Automatismus
Luftfahrt
Werkzeugmaschinen
Metallurgie
Feinmechanik
Wartung Sondermaschinen
7
Anwendungsbereich
Unser Qualitätsmanagementsystem findet auf die Herstellung von Feinmechanikteilen und die
Industriemontage Anwendung sowie auf alle anderen Dienstleistungen, die wir unseren Kunden anbieten,
um deren Bedürfnissen permanent Genüge leisten zu können.
Das Kapitel 7.3 „Konzeption und Entwicklung“ der ISO-Norm 9001-2000 findet keine Anwendung.
Liste unserer Verfahren
Referenz Titel des Dokuments
PR.42.01 Verwaltung der Qualitätsunterlagen und der Aufnahmen
PR.71.01 Funktionsweise der Paletten
PR.71.02 Funktionsweise der Montage
PR.72.01 Ausarbeitung von Angeboten und Bearbeitung der Bestellungen
PR.72.02 Eilverfahren zur Bearbeitung der Bestellungen
PR.72.11 Bearbeitung der innergemeinschaftlichen Eingänge
PR.74.01 Einkäufe
PR.82.01 Interne Audits
PR.82.02 Kontrolle
PR.83.01 Verwaltung des nicht konformen Produktes
PR.83.02 Verwaltung der nicht konformen Paletten
PR.83.03 Verwaltung des nicht konformen Produktes bei der Montage
PR.85.01 Korrigierende Aktionen / vorbeugende Aktionen
8Kartografie unserer Verfahren
Bedürfnisse KUNDE
Indikatoren
Geschäftlich
Programmierung
-
Methoden
Indikatoren Personal
Einkäufe
Indikatoren Herstellung
Qualitäts-
management
Indikatoren Kontrolle
Logistik
-
Administrativ
FERTIGPRODUKT MESSUNG
KUNDE Zufriedenheit
Legende:
Informationsfluss Materialfluss Zuweisung der Ressourcen
9Beschreibung der Interaktionen
KUNDE
KUNDENWERBUNG Kundenbestellung
Kundenbestellung +
Ausschreibung Plan + Nomenklatur
Bedürfnisse Angebote Angebot AUFNAHME
STUDIE AUFNAHME
AUSARBEITUNG
ANGEBOT
Plan
METHODEN
NACHFASSUNG
VERHANDLUNG METHODEN
Baureihe
Baureihe
Nomenklatur „Kunde“
Preisanfrage
Angebote EINKÄUFE Plan +
Z Nomenklatur „Kunde“ +
U Bestellung Baureihe
L
I
E Lieferschein HERSTELLUNG
F Material
ANNAHME
E
KONTROLL
R
E
E
R KONDITIONIERUNG
Rechnung Zulieferer
Bezahlung Zulieferer ADMINISTRATIV
LIEFERUNG
Rechnung Bezahlung
Lieferschein client Kunde Produkt
KUNDE
Légende :
Informationsfluss
Materialfluss
10Beschreibung der Prozesse
Prozess : GESCHÄFTLICH
Prozess Eingangs- Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts daten Aufgaben daten abwärts
Kunde Bedürfnisse Kunden- Geschäfts- PR.72.01 Erfolgsrate Bestellschein Programmie-
Kunde werbung führer „Aus- der Kunde rung und
- - arbeitung der Angebote - Methoden
Ausschrei- Angebote Angebote und Fertigungs- -
bungen ausarbeiten Bearbeitung programm + Einkäufe
- - der Kanban -
Bestellung Nachfassen / Bestellungen“ - Herstellung
Kunde verhandeln - IGES- -
- PR.72.02 Dateien Kontrolle
Aufnahme „Eil- -
der verfahren zur Teileplan
Bestellungen Bearbeitung
der
Bestellungen“
Prozess : PROGRAMMIERUNG UND METHODEN
Prozess Eingangs- Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts daten Aufgaben daten abwärts
Geschäftlich Bestellung Studien Entwick- ohne Keine Plan Einkäufe
- Werkzeuge + lungsbüro stichhaltigen - -
IGES- Aufspannung + Indikatoren NC-Bearbei- Herstellung
Dateien - Methoden tungspro- -
- Ausarbeitung gramm Kontrolle
Teileplan der -
Baureihen Baureihen
Prozess : EINKÄUFE
Prozess Eingangs- Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts daten Aufgaben daten abwärts
Geschäftlich Plan + Zulieferer Geschäfts- PR.74.01 Bewertung Bestellungen Herstellung
- Nomenklatur bewerten führer „Einkäufe“ der -
Programmie- „Kunde“ und + Zulieferer – Unterschrie-
rung und - auswählen Werkstatt für jeden bener und
Methoden Baureihen - Material- abgestempel-
- Bestellungen typen ter
Kaufanfra- bearbeiten müssen Lieferschein
gen - mindestens Zulieferer
Mengen- zwei
kontrolle Zulieferer
Annahme verfügbar
sein
11Prozess : HERSTELLUNG
Prozess Eingangs- Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts daten Aufgaben daten abwärts
Geschäftlich Plan Drehen Werkstatt PR.83.01 Kosten- Fertig- Kontrolle
- - - „Verwaltung spiegel der produkte
Programmie- Nomenklatur Fräsen des nicht nicht -
rung und - - konformen konformen Zur
Methoden Baureihen Draht- Produktes“ Produkte Bearbeitung
- - erodieren und - genutzte
Einkäufe NC- Senkerodieren PR.83.02 Montage
Bearbeitungs- - „Verwaltung -
programm Schleifen der nicht Mit
- konformen Anmerkun-
Zusammen- Paletten“ gen
bau - versehene
PR.83.03 Pläne
„Verwaltung
des nicht mit
der Montage
konformen
Produktes“
Prozess : KONTROLLE
Prozess Eingangs- Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts daten Aufgaben daten abwärts
Geschäftlich Vom Tests Montage PR.82.02 Kosten- Kontrollier- Logistik und
- Kunden für - - „Kontrolle“ spiegel der tes Produkt Verwaltung
Programmie- Test Automa- Werkstatt nicht -
rung und geliefertes tische - konformen Konformi-
Methoden - Produkt Kontrolle Qualität Produkte tätszeugnis
Herstellung - - -
Hergestelltes Endgültige Dichtig-
Fertig- Kontrolle keitszeugnis
produkT -
Kontroll-
bericht
Prozess : LOGISTIK UND VERWALTUNG
Prozess Eingangs- Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts daten Aufgaben daten abwärts
Kontrolle Kontrollie- Konditionie- Werkstatt ohne Keine Geliefertes Kunde
rtes Produkt ren - stichhaltigen Produkt
- - Admini- Indikatoren -
Bestellung Verpacken strativ Lieferschein
Kunde - -
- Liefern Rechnung
Programm -
der Liefer-
Herstellung scheine
ausstellen
-
Rechnungen
schreiben
12Prozess : QUALITÄTSMANAGEMENT
Prozess Eingangs-daten Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts Aufgaben daten abwärts
Kunde Sämtliche Indikatoren Geschäfts- PR.82.01 Durch- Protokoll der Personal
- Indikatoren analysieren führer „Interne schnitt der Führungs- -
Sämtliche - - - Prüfung“ Kunden- kontrolle Sämtliche
Prozesse Zufriedenheits- Die Verwal- - zufrieden- - Prozesse
bewertung Fragebögen tungsleiter PR.85.01 heit Interne -
Kunden zur - „Korrigie- - Prüfberichte Kunde
- Bewertung Qualitäts- rende Umsatz- -
Markt- der Kunden- leiter Aktionen – entwicklung Investitionen
entwicklung zufriedenheit Vorbeugende
- auswerten Aktionen“
Entwicklung -
der Normen Bench-
und marking
Vorschriften -
- Technologie-
Vorschläge überwachung
Kunden -
- Aufmerk-
Finanzdaten samkeit
- gegenüber
Prüfberichte Kunden
Kunden -
- Finanzanalyse
Einmaliges -
Dokument Interne
Prüfung
-
Führungs-
kontrolle
13Prozess : Personal
Prozess Eingangs-daten Anstehende Beteiligte Prozeduren Indikatoren Ausgangs- Prozess
aufwärts Aufgaben daten abwärts
Kunde Sämtliche Schulungs- Geschäfts- ohne Durchschnitt Definitive Sämtliche
- Indikatoren plan führer der Einstellung Prozesse
Sämtliche - ausarbeiten - Angestell- -
Prozesse Bewertung der - Verwaltungs- tenzufrieden- Gehälter
Kunden- Schulungen leiter heit -
zufriedenheit durchführen - - Durchge-
- und Qualitäts- Entwicklung führte
Marktent- kontrollieren leiter der Schulungen
wicklung - - Kompetenz -
- Personal Produktions- Wohlbefin-
Entwicklung einstellen und leiter den des
der Normen Verträge Personals
und ausarbeiten
Vorschriften -
- Funktionen
Vorschläge von definieren
Kunde -
- Gehälter
Finanzdaten regeln
- -
Kundenprüf- Arbeitszeiten
berichte festlegen
- -
Einmaliges Die
Dokument Fragebögen
zur
Bewertung
der
Angestellten-
zufriedenheit
auswerten
-
Arbeitsposten
sichern
-
Firmeninterne
Vorschriften
ausarbeiten
14Unser Engagement
Unser Hauptziel liegt darin, unsere Kunden so gut wie möglich zufrieden zu stellen, deren aktuelle und
zukünftige Bedürfnisse zu verstehen und deren Erwartungen zu übertreffen.
So erfordern unsere Ambitionen und Interessen, die uns dazu zwingen, qualitativ hochwertige Produkte
herzustellen, eine größere Strenge in Bezug auf die Formalisierung unserer Aktionen.
Mit dem Wunsch, unser Ziel zu konkretisieren, wendet FMI die nach der internationalen Norm geltenden
Zertifizierungsmethoden an.
Ich verpflichte mich persönlich dazu, dieser Politik all meine Unterstützung sowie das notwendige
Personal und Material zur Verfügung zu stellen.
Angesichts der Wichtigkeit, den Erwartungen unserer Kunden und den gesetzlichen Regelungen Genüge
zu leisten, möchte ich das gesamte Personal bitten, Engagement in Bezug auf diese qualitätsorientierte
Vorgehensweise zu zeigen und Teamgeist und gegenseitige Achtung sowie Offenheit und Innovation zu
beweisen.
Ich verpflichte mich dazu, darauf zu achten, dass die Umsetzung dieser Qualitätspolitik im Einklang mit
unserer kleinen Struktur steht und diese, ohne unsere Reaktionsbereitschaft in irgendeiner Weise bremsen
zu wollen, die Gewähr für Produkte von Qualität darstellt, die dank unseres Know-hows fristgerecht
geliefert werden können.
Aus diesem Grund ernenne ich den Qualitätsleiter Lydie Brunier, zum Vertreter der
Geschäftsführung, um die Prozesse des Qualitätssystems zu entwickeln, umzusetzen, aufrechtzuerhalten,
zu verbessern und zu prüfen, das Personal für die Erwartungen des Kunden zu sensibilisieren,
Qualitätssinn zu entwickeln, das Qualitätssystem des Unternehmens zu betreuen und über dessen
Funktionsweise Bericht zu erstatten.
Geschäftsführer
Cyril Fruger
15Aufmerksamkeit gegenüber dem Kunden und dessen
Zufriedenheit
Der Geschäftsführer des Unternehmens steht in ständigem Kontakt zu den Kunden, um deren Bedürfnisse richtig
beurteilen zu können. Während der Aufgabe einer Bestellung kann der Kunde direkten Kontakt zu den Leitern für
Programmierung/Methoden, Qualität oder Produktion aufnehmen.
Unter anderem erhalten unsere hauptsächlichen Kunden jedes Jahr einen Fragebogen, um deren Zufriedenheit
einschätzen zu können. Diese Fragebögen werden vom Qualitätsleiter digital und grafisch ausgewertet. Die
Ergebnisse werden dem gesamten Personal per Aushang bekannt gegeben und von der Geschäftsleitung analysiert.
Unsere Qualitätspolitik
Die Qualitätspolitik in Übereinstimmung mit der Bekanntmachung durch die Geschäftsleitung wird per Aushang
bekannt gegeben und muss auf folgenden zwei grundlegenden Prinzipien basieren:
Unsere Kunden zufrieden stellen: Durch konstante Kommunikation, um deren Erwartungen
verstehen und analysieren und ihnen gleichzeitig den bestmöglichen Service in Bezug auf
Kosten und Fristen bieten zu können. Wir bleiben weiter wachsam und offen gegenüber neuen
Techniken in sämtlichen Bereichen, um unsere Aktion unaufhörlich zu verbessern und die
Entwicklungen des Marktes zu verstehen
Eine Dynamik konstanter Verbesserung aufrechterhalten: Durch die Einrichtung eines
Systems zur Bemessung unserer Qualität, um eventuelle Störungen feststellen und diese
korrigieren zu können, wobei wir mangelnde Perfektion unserer individuellen und gemeinsamen
Aktionen analysieren und Verbesserungsmaßnahmen akzeptieren.
Qualitätsplanung und Führungskontrolle
Die Qualitätsplanung wird während den wenigstens einmal jährlich statt findenden Kontrollen der Geschäftsführung
entschieden und umgesetzt, im Anschluss an ein unerwartetes Ereignis oder wenn ein Verbesserungsplan der
Einrichtung erforderlich ist.
Im Rahmen dieser Führungskontrollen analysieren die verschiedenen Leiter sämtliche Dokumente, die eine
Gelegenheit zu Verbesserungen des Qualitätsmanagementsystems darstellen könnten.
Jede getroffene Entscheidung wird auf einem Plan zur Verbesserung des Qualitätsmanagementsystems festgehalten.
Hier werden die Ziele, Fristen und umzusetzenden Mittel entschieden.
16Hierarchisches Organigramm
GESCHÄFTSFÜHRER
Cyril FRUGER
ADMINISTRATIV /
GESCHÄFTLICH
QUALITÄTS- PRODUKTIONSLEITER
/KONTROLLEITER
Olivier LARDET
Lydie BRUNIER
WERKSTATT MONTAGE PROGRAMMIERUNG / „PALETTEN“
METHODEN
17Ressourcen
Unter Berücksichtigung der Marktentwicklung entscheidet der Geschäftsführer über die Investitionen (Gebäude,
Maschinen, Werkzeuge, Kontrollvorrichtungen, EDV-Material etc.).
Der Geschäftsführer und Produktionsleiter tragen die Verantwortung über die Personaleinstellungen, Schulungen
und eventuelle Entlassungen sowie über die Zeitarbeitsverträge, befristeten Arbeitsverträge und
Praktikantenverträge.
Das Kompetenzniveau jedes Angestellten wird eingeschätzt und in einer Kompetenztabelle festgehalten. Mit Hilfe
dieser Tabelle sind wir in der Lage, unseren Bedarf an Schulungen zu bestimmen, deren durch die Praxis erhaltene
Ergebnisse in Bezug auf Effizienz durch eine Aktualisierung der Kompetenztabelle bewertet werden.
Jedes Jahr wird dem Personal ein Fragebogen zur Bemessung der Zufriedenheit ausgegeben. Die Antworten werden
vom Qualitätsleiter digital und grafisch ausgewertet und per Aushang bekannt gegeben.
Infrastrukturen und
Arbeitsumfeld
Unser im Jahre 2001 in einem Industriegebiet erbautes Gebäude umschließt:
einen Verwaltungsbereich
einen Verwaltungsbereich
einen Entwicklungsbürobereich + Kontrollbereich in klimatisierten Räumlichkeiten
Die hauptsächlichen Einrichtungen (Programmierung, Bearbeitung und Kontrolle) sind im Abschnitt „Aktivitäten
und Ausstattungen“ dieses Handbuches beschrieben.
Sämtliche EDV-Arbeitsplätze der Büros und des Montagebereiches sind miteinander vernetzt und können mit dem
Internet verbunden werden. Der EDV-Arbeitsplatz des Montagebereiches ist mit der SAP-Software unseres
spezifischen Kunden verbunden, um die Verwaltung dessen Lagers zu ermöglichen.
18Planung
der Produkterstellung
Die Bedürfnisse der Kunden werden uns entweder durch Kundenwerbung oder Ausschreibungen bekannt. Im
Anschluss an die Machbarkeitsanalyse wird das Angebot ausgearbeitet, mittels EDV aufgenommen und dem
Kunden zugesendet.
Bei Eingang der Bestellung des Kunden wird letztere mit dem Angebot verglichen, aufgenommen und an die
entsprechende Abteilung weitergeleitet.
Sobald die Bestellung an die Methodenabteilung übergeben wurde, wird eine Baureihe ausgearbeitet.
Falls ein Kaufbedarf festgestellt wurde, folgt der Leiter der betroffenen Abteilung der Prozedur „Einkäufe“.
Bezüglich der Montage von Pumpen, Schieber und Zubehör für unseren spezifischen Kunden erhalten Sie gegen
Ende der Woche ein Wochenprogramm per E-Mail.
Die Planung der Bearbeitung der Paletten für unseren spezifischen Kunden erfolgt zum einen entsprechend den
KANBAN-Boxen und zum anderen entsprechend einer Reservierungsliste, die zu Anfang jeder Woche über die
SAP ausgedruckt wird.
Die Herstellung von mechanischen Teilen in der Werkstatt wird je nach Verfügbarkeit der Produktionsmittel sowie
der Kompetenz der Bediener organisiert.
Die per EDV erzeugten Baureihen zusammen mit ihren entsprechenden Teileplänen werden zu Beginn jeder Woche
vom Produktionsleiter an die Bediener ausgeteilt. Entsprechend den Prioritäten werden die Lieferfristen bestimmt.
Die Prioritäten können im Laufe der Woche neu gesetzt werden und unvorhergesehenen Ereignissen angeglichen
werden, die eine Anpassung des Plans erforderlich machen.
Das Verfahren PR.82.02 präzisiert die Kontroll- und Selbstüberwachungsvorgänge, die zwischen jeder Etappe in
der Herstellung eines Produktes statt finden müssen.
Für die Herstellung einer Serie von mehr als 50 Teilen oder auf Anfrage des Kunden wird der Prozess durch eine
Vorserienkontrolle validiert.
Je nach Produkttyp kann dem Kunden auf Anfrage ein Maßkontrollbericht oder ein Zertifikat eines Helium-
Dichtigkeitstestes zugesendet werden.
Lenkung der Kontrollmittel
Der Abgleich der Kontrollmittel erfolgt im akkreditierten Labor COFRAC.
Sämtliche Kontrollmittel sind Gegenstand eines Datenblatts mit Details zu den Anforderungen in Bezug auf
Prüfung und Abgleich.
Die Planung des Abgleichs erfolgt über eine Software. Falls notwendig erinnert uns unser Zulieferunternehmen an
die Fälligkeitstermine eines Abgleichs.
Sämtliche traditionellen Kontrollmittel sind im Kontrollraum zusammengefasst. Bei einer Entnahme zur
Selbstüberwachung wird das Kontrollmittel vom Bediener überprüft. Falls es als suspekt angesehen wird, wird das
Mittel abgeschirmt und zur Prüfung in das Labor eingeschickt.
19Internes Audit
Die Planung des internen Audits sieht eine mindestens einmal jährlich statt findende Prüfung des gesamten
Qualitätsmanagementsystems vor. Dieser Plan wird entsprechend eventuellen Ereignissen in Bezug auf die Qualität
angepasst, um ein Auditprogramm aufzustellen.
Die Audits werden den zu prüfenden Abteilungen per Aushang bekannt gegeben. Ein Prüfbericht wird systematisch
an die Geschäftsleitung zur Führungskontrolle übergeben und für die folgenden Audits verwahrt.
Nicht konforme Punkte haben korrigierende Aktionen zur Folge.
Die Art und Weise der Durchführung von Audits ist im Verfahren PR.82.01 beschrieben.
Verwaltung eines nicht konformen Produktes
Produkte, die als nicht konform eingestuft werden, werden isoliert und mittels eines gelben Aufklebers
gekennzeichnet. Ganz gleich ob diese firmenintern oder vom Kunden entdeckt werden, erfolgt eine Eintragung in
den Abweichungsbericht.
Sollte die Haftung beim Zulieferer liegen, werden die Produkte zurückgegeben.
Andernfalls können die Produkte „zurückgenommen“ werden oder es kann eine Anfrage zu einer
Sondergenehmigung gestellt werden.
Je nach Entscheidung des Kunden werden die Produkte:
aufgrund einer Sondergenehmigung in ihrem aktuellen Zustand akzeptiert
repariert und kontrolliert
ausgesondert und mittels eines roten Aufklebers gekennzeichnet
Die Verfahrensweise ist im Verfahren PR.83.01 beschrieben.
Permanente Verbesserung
Die Analyse der verschiedenen Informationen, die zum Zustand des Qualitätsmanagementsystems erhalten werden,
gibt uns Gelegenheit zu permanenten Verbesserungen. Die entschiedenen Aktionen ermöglichen eine
Aktualisierung der Qualitätspolitik, der Qualitätsziele und des gesamten Systems.
Sämtliche korrigierenden, vorbeugenden und Verbesserungsaktionen werden auf einem Verbesserungsplan des
Qualitätsmanagementsystems festgehalten.
2021
22
23
Sie können auch lesen