Vernetzte Produktionsanlagen - Praxisnahe Informationen für Hersteller, Anwender und Dienstleister Band 4 - Digitale Technologien
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Innovationspolitik, Informationsgesellschaft, Telekommunikation Vernetzte Produktionsanlagen Praxisnahe Informationen für Hersteller, Anwender und Dienstleister Band 4 www.nextgenerationmedia.de
Text und Redaktion VDI/VDE Innovation + Technik GmbH, Berlin MMB-Institut für Medien- und Kompetenzforschung, Berlin Gestaltung und Produktion iserundschmidt GmbH, Berlin Druck Elch Graphics, Berlin Fotos Titel/S. 6: Festo S. 11: EnOcean S. 9/10: Festo S. 16: Sm@rt Logistics S. 17: TCS, TU Dresden S. 18 oben: WLZ, RWTH Aachen, unten: Simcron S. 19: TU Dresden Herausgeber Bundesministerium für Wirtschaft und Technologie Referat Öffentlichkeitsarbeit (BMWi) 10115 Berlin info@bmwi.bund.de www.bmwi.de Stand 11/2008
Innovationspolitik, Informationsgesellschaft, Telekommunikation Vernetzte Produktionsanlagen Praxisnahe Informationen für Hersteller, Anwender und Dienstleister Band 4

4
Inhalt
Vorwort . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Vernetzte Produktionsanlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
EnAS
Die Zukunft der Fabrik ist digital . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Was ist neu?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Use Cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Wege zur Adaption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Visionen für vernetzte Produktionsanlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Sm@rt Logistics
Alles in einem Kreis – Flexible Produktion durch dynamische Steuerung . . . . . . . . . . . . . . . . . . . 16
Was ist neu? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Use Cases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Empfehlungen für den Einsatz von Sm@rt Logistics-Systemen . . . . . . . . . . . . . . . . . . . . . . . . 20
HOMEPLANE
WLAN und Ressourcenverwaltung in Produktionsumgebungen . . . . . . . . . . . . . . . . . . . . . . . 21
Ansprechpartner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22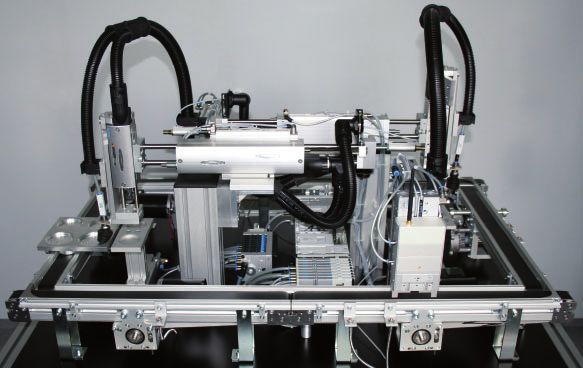
5
Vorwort
Rainer Glatz, Geschäftsführer der Fachverbände Software und Elektrische Automation im VDMA
Der Maschinen- und Anlagenbau hat in den letzten Langfristig gesehen bietet die stärkere „Digitalisierung und
fünf Jahren eine außergewöhnliche Erfolgsgeschichte Informatisierung“ der Produktionswelt noch enorme Po-
geschrieben. Enorme Umsatzsteigerungen, der Ausbau tenziale. Es ist deshalb auch nicht verwunderlich, dass beim
der internationalen Wettbewerbsfähigkeit sowie die Manufuture-Prozess, in dem strategische Forschungsfelder
Schaffung vieler tausend Arbeitsplätze sind hierfür sicht- des Maschinenbaus diskutiert werden, die Entwicklung „In-
bare Belege. telligenter Produkte“ als das Topthema identifiziert wurde.
Fragt man die Maschinenbauer nach den Strategien zur Bei aller Euphorie über die zukünftigen Potenziale dürfen
Verbesserung der Wettbewerbsfähigkeit, stehen aber die Risiken nicht außer Acht gelassen werden. Eine
3 forcierte Produktinnovationen erst kürzlich durchgeführte Trendbefragung zeigt, dass
3 verstärkte Mitarbeiterqualifikation im Maschinenbau ein wachsender Bedarf an Entwicklern
3 stärkere Erschließung ausländischer Märkte im Umfeld von industrieller IT und Automatisierung
3 mehr kundenspezifische Problemlösungen entsteht, der schon heute nicht gedeckt werden kann. Es
ganz oben auf der Liste. Dem Maschinenbau muss es also müssen deshalb auch neue Wege zum effektiven Tech-
immer wieder gelingen, die technologischen und wirt- nologietransfer und zur interdisziplinären, vernetzten
schaftlichen Herausforderungen zu erkennen und zur Aus- und Weiterbildung gefunden werden.
Entwicklung weltweit marktfähiger Produkte zu nutzen.
Der weltweite Erfolg der Branche hat leider auch zu
In diesem Zusammenhang spielt die Nutzung moderner einem stetigen Wachstum der Produktpiraterie geführt,
Informations- und Kommunikationstechnologien (IKT) die nach Schätzung des VDMA bereits zu einem jähr-
eine immer größere Rolle. Nachdem in den Unterneh- lichen Schaden von ca. 7 Mrd. € im deutschen Maschinen-
men lange Zeit die Unterstützung administrativer und und Anlagenbau führt. Nachdem bisher rein physischen
konstruktiver Tätigkeiten im Vordergrund stand, dringen Kopieren wird zunehmend auch versucht, direkt auf
IK-Technologien nun auch in die Produktion. illegal besorgtes Produkt- und Unternehmens-Know-how
aufzusetzen. Bei der weltweiten und mobilen Vernetzung
Die in diesem Leitfaden vorgestellten Projekte belegen der Produktionswelt muss deshalb der Informations-
eindrucksvoll, dass die Produktion inzwischen auf allen sicherheit hohe Priorität eingeräumt werden.
Ebenen – vom Gesamtsystem bis hinein in das Maschinen-
element – vernetzbar wird. EnAS, Sm@rt Logistics und Insgesamt gesehen sind wir zuversichtlich, dass der deut-
HOMEPLANE machen deutlich, dass neben bereits etab- sche Maschinen- und Anlagenbau in der intelligenten
lierten Technologien wie IPC, Industrial Ethernet oder Vernetzung der Produktionswelt – auch dank der techno-
Soft-SPS auch teilweise noch kritisch beäugte Entwicklun- logiepolitischen Schwerpunktsetzungen – weltweit eine
gen wie RFID oder WLAN nutzbringend einsetzbar sind. Führungsrolle einnehmen wird.
6
Vernetzte Produktionsanlagen
7
Einführung
Autos kauft man nicht von der Stange. Silber oder doch Das Bundesministerium für Wirtschaft und Technologie
lieber Weiß, Stoffsitze oder edles Leder, Schaltgetriebe greift diese Herausforderungen mit der Förderung der
oder Automatik? Die Variantenvielfalt hat erhebliche Projekte EnAS und Sm@rt Logistics sowie HOMEPLANE
Auswirkungen auf die Produktion, die flexibel auf diese beispielgebend auf.
Anforderungen reagieren muss. Wer im Wettbewerb be-
stehen und diese Flexibilität gewährleisten will, muss sei- Die drahtlose Steuerung von Produktionsmaschinen und
ne Produktion entsprechend gestalten. Maschinen- und der Einsatz energieautarker Sensoren zur Erfassung von
Anlagenbauer sind deshalb gefordert, ihren Kunden neue Maschinendaten sind das Ziel der Entwicklungen von
und intelligente Lösungen für die Industrieautomation EnAS.
zu liefern. Dabei geht es zum Besipiel um eine Maschi-
nenkonfiguration, die im Verlauf eines oder mehrerer Sm@rt Logistics geht unter Nutzung von RFID und
Fertigungsprozesse verändert werden muss, oder auch WLAN der Frage nach, wie man mit innovativen IT-Sys-
mobile autonome Fertigungsstationen, die selbstständig temen logistische Produktionsabläufe schneller, billiger
miteinander kommunizieren müssen, um einen optima- und flexibler gestalten kann. Ausgangspunkt dabei ist das
len Prozessfluss zu erreichen. japanische Kanban-System.
Die Potenziale, die in der drahtlosen Kommunikation Schwerpunkt des aus der Heimvernetzung kommen-
zur Steuerung von Maschinen und Anlagen stecken, sind den HOMEPLANE-Projektes ist die Verbesserung der Ver-
ebenso bei Weitem noch nicht ausgeschöpft. Neuartige bindungsqualität (Quality of Service) in WLAN-basierten
Aktoren und Sensoren, die ihre Energie aus der Umgebung Netzen. Was zunächst für die WLAN-Optimierung inner-
ernten und sich damit wie der Solartaschenrechner selbst halb der stark ausgelasteten Heimnetzwerke entwickelt
versorgen, sowie verbesserte Drahtlostechnologien für wurde, ist ebenso in der Produktion nutzbar und kann
die Kommunikation sind der Anfang auf dem Weg in die dort als Alternative zu drahtgebundenen Kommunikati-
vernetzte Fabrik der Zukunft. onslösungen genutzt werden.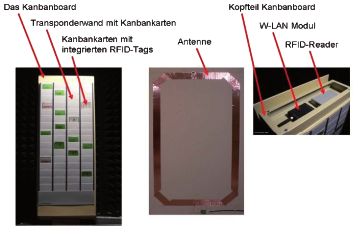
8
Die Zukunft der Fabrik ist digital
EnAS – Energieautarke Aktor- und Sensorsysteme
für die intelligente drahtlose Vernetzung von Vorteile energieautarker Aktoren und Sensoren
Produktionsanlagen
3 Deutliche Kosteneinsparung bei der
Fertigungsanlagen mit ihren oft und schnell bewegten Verdrahtung von Neuanlagen
Teilen stellen hohe Anforderungen an die Versorgung
3 Einfaches Nachrüsten von bestehenden Anlagen
mit Energie und Daten und somit an die Verkabelung. Ist
eine Maschine defekt, steht oft die gesamte Produktion 3 Hohe Flexibilität beim Umrüsten
still – manchmal stundenlang. Die Verluste sind immens. von Fertigungsanlagen
Und meistens ist ein Defekt in der Verkabelung die
3 Deutliche Energieeinsparung durch verbesserte
Ursache. Viele Unternehmer wünschen sich daher schon
Prozesssteuerung mit zusätzlicher Sensorik
lange eine Technik, die ohne empfindliche Strom- und
Datenkabel auskommt. Reichten vorhandene Technolo- 3 Erschließung neuer Anwendungsbereiche,
gien dazu bisher nicht aus, ist die intelligente drahtlose die nicht mit klassischen Kabellösungen realisiert
Vernetzung von Produktionsanlagen in nahe Zukunft werden können
gerückt. Neuartige, energieautarke Komponenten, die 3 Hohe Lebensdauer
Energie aus der Umgebung beziehen, sind der Schlüssel
zum Erfolg. 3 Kein Batteriewechsel notwendig
Die drahtlose Steuerung von Produktionsmaschinen
und der Einsatz energieautarker Sensoren zur Erfassung
von Maschinendaten stehen im Mittelpunkt von EnAS.
Daneben befasst sich EnAS auch mit der dezentral ange- Die Integration der im Rahmen von EnAS entwickelten
legten Informationsverarbeitung der gesammelten energieautarken Teilsysteme wird in einem anwendungs-
Prozessdaten. Im Rahmen des Verbundprojektes wurden nahen Gesamtdemonstrator umgesetzt und erprobt. Der
neuartige, energieautarke Funksensoren und Aktoren Demonstrator zeigt an einem praktischen Beispiel (Füllen
für den industriellen Einsatz, insbesondere für Bauteile und Entleeren von kleinen Dosen) die Vorteile und Zuver-
aus dem Bereich der Fabrik- und Prozessautomatisierung, lässigkeit der neu entwickelten Sensoren und Aktoren in
definiert und entwickelt. Deren Einsatz führt in der Praxis einer Anlage und deren Einbindung in ein übergeordnetes
zu erheblichen Vorteilen. Steuerungskonzept.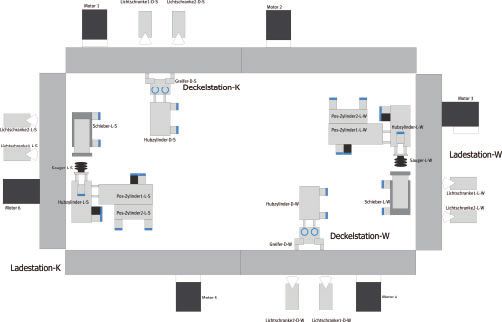
9
Vorteile durch EnAS
Bisher Mit EnAS
Erfassung von Messgrößen an bewegten Leichte Erfassung von beweglichen
oder rotierenden Teilen schwer oder Sensoren
nicht machbar (z.B. Reifendrucksensor)
Feste Anordnung von Geräten und Flexible Anordnung der Geräte
Anlagenteilen
Energie aus Batterien oder per Kabel Wartungsfreie Energieversorgung aus
der Umgebung
Information an feste Klemmstellen Information in einem Raum oder einer
gebunden Halle verfügbar
Begrenzte Zuverlässigkeit durch Verbesserte Verfügbarkeit bewegter
bewegte Kabel (Schleppketten) Geräte oder Maschinenteile durch Ersatz
von bewegten Kabeln
Hoher Programmier- und Montageauf- Rekonfiguration und Erweiterung
wand bei Änderung der Anlagenkonfi- der Anlage im laufenden Betrieb wird
guration ermöglicht
Keine oder schwierig zu erfassende Infor- Leichte Erfassung von Informationen
Der EnAS-Demonstrator mation von unzugänglichen Stellen von unzugänglichen Sensoren
Hoher Verkabelungsaufwand für Übertragung aus Schutzbereich
explosionsgeschützte Anwendungen
Funk hat keine definierten Antwortzeiten Echtzeitfähige, zuverlässige drahtlose
Kommunikation10
Was ist neu?
Die in EnAS entwickelten Technologien leiten im Hinblick
Monoenergetischer Greifer
auf die adressierten Branchentrends Miniaturisierung,
Der Aktor zum Schließen der Dosendeckel
Flexibilisierung, Ressourceneffizienz sowie Energie-Auto-
wird von einem pneumatischen Greifsystem
nomie einen Paradigmenwechsel ein. Kabelgebundene
gebildet, das durch seitlichen Druck auf
Verknüpfungen der Sensoren und Aktoren mit Steuerungs-
und Versorgungseinheiten – heute allgemeiner Stand der den Deckel die Dose verschließt.
Technik – werden dank kabelloser, energieautarker, funk- Die Energie zur Umsetzung des
gestützter EnAS-Lösungen zunehmend der Vergangen- Greifprozesses wird komplett
heit angehören. aus der ver wendeten Druckluft
gewonnen. Zur Versorgung
3 Autarke Energieversorgung für Sensoren und Aktoren der elektrischen Komponenten
Der Schlüssel zu wirklich drahtlosen Komponenten ist wären herkömmliche Verfahren
die Frage der Energieversorgung. Im Projekt wurden wie Solarzellen oder Piezowand-
Wandler entwickelt, die die Umgebungsenergie nutzen. ler nicht ausreichend. Daher
3 Drahtlose Kommunikation wurde ein Motor-Generator-
In zwei Anwendungsbeispielen wurden energiearme, System integriert, das ähnlich
zuverlässige und deterministische Verfahren wie ein Dynamo funktioniert.
entwickelt.
3 Dezentrales, flexibles Steuerungskonzept
Die Ablaufsteuerung erfolgt in autonom agierenden
Teilkomponenten. Das ist die Grundlage zur
Flexibilisierung der Anlage.
Die Innovationen werden exemplarisch
an Komponenten des Demonstrators aufgezeigt:
Autonomer Drucksensor
Der Drucksensor überwacht den Druck im Vakuumsauger
während des Greifvorgangs. Dieser Druck gibt Aufschluss
darüber, ob das Objekt korrekt gegriffen wurde. Die
Energie zur Versorgung des Drucksensors wird aus der
System-Druckluft gewonnen. Wird am Sauggreifer ein
Greifvorgang eingeleitet, so ändert sich gleichzeitig der
Druck in einer dafür vorgesehenen Membran-Dose. Die
Verformung der Membran wird an ein Piezoelement aus
Keramik übertragen, das die nötige elektrische Energie
liefert.11
Use Cases
Verdrahtungsfreie Kabelbaum-Prüfung
Für die Kabelbaum-Prüfung wurde innerhalb des Pro-
jektes EnAS ein drahtloses Verfahren entwickelt, das nicht
nur die umständliche Verkabelung im Prüftisch bzw. auf
der Rückseite des Montagebrettes verringert, sondern
auch die damit verbundene Dokumentation. Nicht selten
müssen mehrere Hundert Bauteile kontrolliert werden.
Für jede Verbindung muss zwischen Prüfeinheit und
Steckkarte (Bus-System) eine elektrische Verbindung
bestehen, die sauber dokumentiert und bei Änderungen
gepflegt werden muss. Drahtlos verbunden werden Prüf-
einheiten leichter, transparenter und schneller änderbar,
ohne große Dokumentation und umständliche Umbau-
maßnahmen. Der schnelle Austausch der Prüfkomponen-
te ist möglich, ohne die Haltevorrichtung verändern zu
müssen.
Das System befindet sich bei einigen Zulieferern in der
Automobilindustrie bereits im pilothaften Einsatz.12
Energieautarke Schaltgeräte an den Bearbeitungs- tionen oder Fußschalter zum Auslösen von Maschinen-
zentren der AXA Maschinenbau GmbH befehlen. Auch in der Gebäudeautomation, z.B. bei der
Überwachung der Klappen von Lüftungsanlagen, erge-
Zu den Pionieren unter den industriellen Anwendern ben sich interessante Einsatzmöglichkeiten.
von energieautarken Funk-Schaltgeräten gehört die AXA
Maschinenbau GmbH. AXA entwickelt und fertigt Werk- Ein besonderes Anwendungsfeld schließlich sind
zeugmaschinen, darunter auch Bearbeitungszentren. explosionsgefährdete Zonen. Energieautarke Schalter
Dabei handelt es sich um große Werkzeugmaschinen, können in solchen Zonen Funksignale versenden, ohne
bei denen sich das übliche externe Bedienpanel nicht in dass besonders geschützte Steckverbindungen oder
unmittelbarer Nähe des Bedieners befindet, wenn er die wartungsintensive Batterien benötigt werden. Erste
seitlich verschiebbare Schutztür öffnet. Deshalb hat AXA Schaltgeräte dieser Art werden zurzeit bereits im Markt
wichtige Bedien- und Anzeigeelemente wie z. B. LEDs zur eingeführt.
Zustandsanzeige und einen Taster für die Entriegelung
der Zuhaltung in den Schutztürgriff integriert. EnAS im Montageroboter
Die bisher eingesetzte aufwendige und verschleiß- Die in EnAS entwickelte Technologie erlaubt eine kabel-
anfällige Kabelschleppvorrichtung zur Übertragung der lose Ansteuerung der Greifsysteme an automatisierten
Signale und der Energieversorgung von der Maschinen- Montagesystemen. Solche Applikationen werden nach
steuerung bis zum Türgriff wurde in einer Pilotanwendung Abschluss des Projektes zeitnah in konkreten Pilotprojek-
durch drahtlose Kommunikation ersetzt. ten mit Endanwendern erschlossen. Solch sensible und
anspruchsvolle Anwendungen erfordern eine detaillierte
Die Signalübertragung in der industriellen Auto- Evaluierung mit entsprechenden Funktionsnachweisen,
mation ist für Funknetze ausgesprochen ungünstig. Die die auch Sicherheitsaspekte beinhalten.
Projektfortschritte haben aber gezeigt, dass die draht-
lose Signalübertragung ebenso zuverlässig funktioniert.
Auch die autarke Energieversorgung des Türgriffschalters
über eine Solarzelle an der Außenseite des Türgriffs funk-
tioniert einwandfrei.
Die bisherige Praxis zeigt, dass die energieautarken
Schaltgeräte überall dort sinnvoll einsetzbar sind, wo die
Verkabelung aufwendig ist, wo besondere Flexiblität
gefordert ist oder wo man für die Energie- und Signalver-
sorgung zusätzliche Komponenten wie Kabelschlepp-
einrichtungen oder Schleifleitungen benötigen würde.
Weitere interessante Einsatzfälle für energieautarke
Schaltgeräte sind z.B. Zugschalter zum Öffnen von Türen
und Toren, Drucktaster zum Freigeben von Maschinenfunk-Checkliste: Wie setze ich EnAS in meinem
Unternehmen ein?
13
Diese Liste wird mit der Absicht erstellt, die
Wege zur Adaption Realisierung der Applikationen zu erleichtern.
Folgende Fragen hat der Anwender zu klären:
3 Anforderungsprofil der Applikation, technische
Merkmale wie Reichweite, Übertragungszeit,
EnAS als Gesamtsystem beinhaltet Zuverlässigkeit, Sicherheitsanforderungen.
Projektergebnisse neue Komponenten für den Aufbau Hier kann auch auf die Merkmalsliste des EnAS-
3 Neue Komponenten von energieautarken und funkbasier- Lastenheftes zurückgegriffen werden.
3 Demonstrator ten Produktionsanlagen.
3 Entwicklungsplan Der Demonstrator zeigt die Umset- 3 Auswahl der geeigneten Funktechnologie
zung einiger Komponenten.
3 Energiebudget: Wie wird mit Energie versorgt;
in welchen Zykluszeiten muss gemessen oder
gesteuert werden?
Der Anwendungsfall bestimmt 3 Funkplanung: Welche Systeme belegen dasselbe
die Anforderungen an das Frequenzband? Hilfe dazu durch VDI-Richtline
System. Auf dem Weg zur Um- 2185 „Funkgestützte Kommunikation in der
setzung einer neuen Produkti-
Automatisierungstechnik“
onsanlage wird das individuelle Ihre Anforderungen
Profil ermittelt. Die erforder-
3 Pilotumgebung 3 Anforderungen der
lichen Komponenten können
3 Individuelles Profil Automatisierungsbranchen
– soweit bereits vorhanden – in
einer Pilotumgebung getestet 3 Erforderliche Komponenten 3 Auswahl anwendungsgerechter
werden. 3 Anwendungsszenario Funktechnologien
Das Schritt für Schritt ermittelte 3 Wirtschaftlichkeitsrechnung 3 Empfehlung zur Charakterisierung
Anwendungsszenario erlaubt, von Funklösungen
eine erste Berechung der Wirt- 3 Empfehlung zur Integration von
schaftlichkeit durchzuführen.
Funktechnologie in industrielle Geräte
3 Risikoanalyse
Wo stehe ich heute, wo möchte ich
hin? Ein Ist-Soll-Vergleich zeigt auf,
welche erforderlichen Komponen- 3 Zeitliches Verhalten/Determinismus
ten bereits vorhanden und einsetz- 3 Elektromagnetische Verträglichkeit
bar sind. Gleichzeitig wird der zu- 3 Safety
sätzliche Bedarf für den geplanten
Anwendungsfall ermittelt.
Ist-Soll-Vergleich Der Status quo zeigt auf, ob die
3 Neue Komponenten Ideen schon jetzt realisiert werden
3 Zusätzlicher Bedarf können. Sind noch Komponenten
3 Aktuelle Machbarkeit und Funktionen erforderlich, so er-
gibt sich aus dem Entwicklungsplan
3 Planungshorizont
ein kalkulierbarer Planungshorizont14
Visionen für vernetzte Produktionsanlagen
In Zukunft bieten intelligente, vernetzte Produktions-
anlagen noch weiter gehende Möglichkeiten. So könnten
untereinander kommunizierende Produktionsroboter
etwa bei kurzfristigen Engpässen am Anfang eines Ferti-
gungsablaufs „einspringen“, anstatt ungenutzt am Ende
der stockenden Prozesskette auf Bauteile warten zu müssen.
Mit der Vision „EnAS 2020“ entsteht hierfür ein erster
Ausblick auf die weiteren Schritte eines solchen oder
ähnlichen Gesamtsystems.
Die Roadmap der weiteren Entwicklung gibt einen
Eindruck, mit welchen neuen Komponenten zukünftige
Anlagen aufgebaut werden können. Die Vorausset-
zungen dafür lassen sich in zwei große Bereiche aufteilen:
Systemeigenschaften und Betriebseigenschaften.
Systemeigenschaften
Gesamte Anlagen werden aus eigenständigen Fertigungs-
modulen bestehen, welche eine schnelle Umkonfektio-
nierung ermöglichen. Die in der Fertigungsinsel verteilte
Steuerungsintelligenz übernimmt ablaufunabhängige15
Diagnosefunktionen, die eigenständig durchgeführt Die selbstständig arbeitende Fertigungszelle ermöglicht
werden. Dies bewirkt störungsresistente und effizientere eine automatische Materialflusssteuerung und Engpass-
Fertigungsprozesse. behebung, was bei Werkstücken mit eigener Identifika-
tion bis hin zu einem adaptiven Produktionsprozess fortge-
Komponenten können innerhalb einer Fertigungsstraße führt werden kann.
flexibel umgebaut werden. Der Austausch und Umbau
erfolgt im Sinne von „Plug-and-Play“. Das Netzwerk erkennt
automatisch seine Teilnehmer und kann diesen die jeweiligen Betriebseigenschaften
Funktionen und Parameter im Fertigungsprozess zuordnen.
Der Bediener einer Anlage kann zukünftig zu jeder Zeit
Innovative Wandlerprinzipien und die Nutzung lokaler eine eingriffsfreie, berührungslose Diagnose durch-
Energien führen zu einer hohen Energieeffizienz. Als führen, ohne den Betrieb zu beeinträchtigen. Wartungs-
Energiequellen kommen beispielsweise Licht, Wärme, kosten werden durch längere Wartungszyklen
Schwingung oder Druckdifferenzen in Betracht. Das gesenkt, weil energieautarke Komponenten weniger
Verlegen von Kabeln entfällt. Durch ein effizientes Ener- verschleißen. Rüstungs- und Wartungszeiten
giemanagement werden die Komponenten vollständig werden durch die modularen Plug-and-Play-Komponenten
autark betrieben. weiter sinken.
Bei Anlagenausfällen und Störungen kann in einen Der hohe Grad an Steuerungs- und Betriebsintelligenz
zuvor festgelegten Grundzustand gewechselt werden. der Anlage erfordert einen weniger hohen Grad an
Somit sind geringere Stillstand- und Wiederanlaufzeiten Qualifikation für die Mitarbeiter. Entsprechende Status-
zu erreichen, und Schäden an Material und Daten werden und Informationsanzeigen sowie die verminderte Anzahl
vermieden. Die intelligente Anlagensteuerung verhindert an Fehlerquellen (z.B. Steckverbindungen) erhöhen die
zudem, dass ein einzelner Ausfall eine komplette Anlage Betriebssicherheit der Anlage.
zum Stillstand zwingt.
Die Vorteile für den Betreiber der Anlage sind durch
Durch die neu geschaffenen und konsequent ver- ein Rechenmodell transparent dargestellt und ermögli-
wendeten Kommunikationsstandards ist eine Interopera- chen eine Prognose der eingesparten Kosten. Die Anlage
bilität zu verschiedensten Technologieanbietern möglich. der Zukunft bietet erhebliche Einsparpotenziale bei
Dies gewährleistet auch eine höhere Stabilität bei der Da- Personalkosten, Qualifikationskosten, Wartungskosten,
tenübertragung und Robustheit gegenüber Störungen. Anlaufzeiten und Stillstandzeiten.16
Sm@rt Logistics
Alles in einem Kreis –
Flexible Produktion durch dynamische Steuerung
Sm@rt Logistics: RFID-gestützte Produktions- gestalten. Dazu gehört unter anderem, die Produktions-
und Beschaffungslogistiksysteme logistik auf flexible und dynamische Materialsteuerung
für die Automobilbranche auszurichten. Ein herkömmliches Kanban-System erfüllt
diese Anforderungen nicht. Sm@rt Logistics geht unter
Für deutsche Maßstäbe haben amerikanische Supermärk- Nutzung von RFID und WLAN der Frage nach, wie man mit
te eine unvorstellbare Größe. Aber genau diese Größe innovativen IT-Systemen logistische Produktionsabläufe
und die Leistungsfähigkeit der Logistiksysteme war schon schneller, billiger und flexibler gestalten kann. Das papier-
Mitte der 50er Jahre die Grundlage dessen, womit der kartenbasierte Kanban wurde dabei zu einer RFID-gestützten
Japaner Ohno weltweit Produktions- und Beschaffungs- Version weiterentwickelt. Ziel ist eine dynamische Logistik,
systeme branchenübergreifend revolutionieren sollte. die auf über WLAN zu versendenden RFID-Daten basiert.
Angelehnt an das amerikanische Supermarktsystem
entstand in Japan Kanban, das maßgeblich am internatio- Ein besonders wichtiger Punkt des Konzeptes ist der
nalen Siegeszug der japanischen Autobauer beteiligt war flexible und auslastungsoptimierte Einsatz der Mitarbei-
und heute überall auf der Welt eingesetzt wird. ter, da diese zunehmend zum teuersten Produktionsfak-
tor werden.
Produzierende Unternehmen müssen allerdings in
einem zunehmend turbulenten Umfeld agieren, in dem Bei dem Automobilzulieferer und Projektpartner tedrive
Produktvarianten zunehmen und kleinere Losgrößen als in Düren werden die entwickelten Lösungskonzepte
Schlüssel zur Beherrschung der komplexeren Randbedin- exemplarisch umgesetzt, um hier die Wettbewerbsfähig-
gungen angesehen werden. Wer im Wettbewerb bestehen keit durch den Einsatz dieser neuen Lösung in der Produk-
will, muss seine Produktion so anpassungsfähig wie möglich tionslogistik unter Beweis zu stellen.
Vorteile mit Sm@rt Logistics
Vorher Mit Sm@rt Logistics
Bestandserfassung manuell durch Automatische Erfassung durch RFID-Chips am
Logistikpersonal Kanban-Board
-
Fixierte Kanban-Boards Örtlich flexible Kanban-Boards durch WLAN
Starre Touren zur Materialversorgung Dynamische Touren je nach Bedarf
Informationsdefizit im Logistikzent- Hochaktuelle Informationen überall verfügbar
rum und für die Mitarbeiter (z.B. durch mobile Assistenzsysteme)
Hohe Materialbestände an den Geringerer WIP durch kurze Reaktionszeiten
Arbeitsplätzen der Logistik
Aufgabenverteilung in der Logistik Digitale Aufgabenverwaltung mit automa-
per Zuruf tischer Tourenfreigabe
Sm@rt Logistics schließt den informatorischen Regelkreis
für Produktion und Logistik
Keine Datennetzwerk vorhanden Zuverlässige drahtlose Kommunikation für andere
Anwendungen nutzbarSm@rt Logistics 17
Was ist neu?
Alles auf eine Karte: Das Kanban-System wird
elektronisch
Ausgangspunkt für eine im Projekt entwickelte dyna-
mische Logistik, die auf RFID-erfassten Daten basiert und
per WLAN an das gesamte Personal verschickt werden Sm@rt Logistics-Kanban-Board
kann, ist das Kanban-System. Die Funktionsweise des
herkömmlichen Kanban-Systems ist einfach: Ist in der neue Transportrouten umgerechnet und auf Assistenzsys-
Produktion ein bestimmter Bestand an Produktionsma- temen (Handhelds) zur Verfügung gestellt. Der Logistik-
terial aufgebraucht, zieht ein Mitarbeiter die für dieses Mitarbeiter ruft die Auftragsdaten ab und weiß, welche
Material angelegte Kanbankarte aus dem Kanbanboard Route er fahren muss, um die erforderlichen Aufträge zu
und legt sie in einem Behälter ab. Anhand der Informa- erfüllen. Das besondere Innovationspotenzial des Pro-
tionen auf der Karte wird nur das benötigte Teil in der jektes besteht darin, dass Materialflussrouten mit dieser
jeweils erforderlichen Menge zum definierten Zeitpunkt Technologie flexibel und nach Bedarf abgefahren werden
angefordert (Just-in-Time-Prinzip). Bei der Auslieferung können. Starre Routen, die immer nach demselben Plan
wird die Kanban-Karte zurück an das Board gegeben, so abgefahren werden müssen, entfallen damit.
dass ein geschlossener Regelkreis entsteht.
Eine der größten Herausforderungen stellt die Imple-
Sm@rt Logistics hat dieses Prinzip aufgegriffen und mentierung des RFID-Konzeptes in einem störbehafteten
erweitert. Im System wird eine physische Kanban-Karte Umfeld wie der Produktionsumgebung dar. Die typische
mit einen RFID-Tag ausgestattet. So bleibt der Prozess für Produktionsumgebung enthält zahlreiche Störeinflüsse
die Produktionsmitarbeiter unverändert. Diese nutzen z.B. allein aufgrund des umfangreich vorkommenden
weiterhin in gewohnter Weise das Kanban-Board zur metallischen Materials oder wegen Verschmutzung und
Abbildung der Bestände am Arbeitsplatz. Wird eine Kiste Luftfeuchtigkeit. Auch gebäudetechnische Barrieren
mit Material entleert, zieht der Produktionsmitarbeiter spielen eine Rolle. In Bezug auf WLAN heißt die Heraus-
die entsprechende Karte aus dem Board und legt sie in forderung, die Größe des Systems so auszulegen, dass ein
einem Behälter ab. flächendeckendes Verbindungsnetz garantiert ist.
Dagegen verändert sich der Prozess für die Logistik- Aufgrund der Vorgaben und Rahmenbedingungen
mitarbeiter und wird deutlich effizienter. Mussten vorher im Projekt wurde ein RFID-System, mit 13,56 MHz konfi-
regelmäßig alle Kanban-Boards manuell abgefahren wer- guriert nach Standard ISO 15693, gewählt. Die Bandbreite
den, um Änderungen im Bestand und somit neue Materi- an verfügbaren Elementen, RFID-Readern, RFID-Anten-
alanforderungen aufzunehmen, entfällt dieser Aufwand nen und Transpondern ist besonders für den ISO 15693-
mit Sm@rt Logistics komplett. Die Daten der RFID-Chips Standard sehr groß. Entsprechend der Forderung nach
werden an den Kanban-Boards per RFID-Reader gleich- einer großen Anzahl gleichzeitig auszulesender Karten
zeitig erfasst, in WLAN-fähige Signale umgewandelt und war ein RFID-Reader mit integrierter Antenne nicht ein-
an einen zentralen Server weitergeleitet. Durch geeignete setzbar. Deshalb wurde eine an die Bedürfnisse angepasste
Software werden die auf den Servern erfassten Daten in Antenne im Projekt entwickelt.18
Sm@rt Logistics
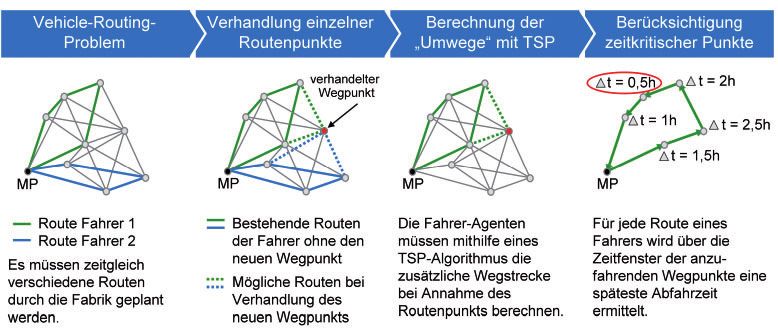
Vorgehen bei der Verhandlung von Aufträgen
zur Materialversorgung
Alles Verhandlungssache: Auftragsvergabe in der Bei der Gestaltung der grafischen Oberfläche für das
Materialversorgung mobile Assistenzsystem wurde besonderer Wert auf
die Übersichtlichkeit und Lesbarkeit der Informationen
Eine innovative flexible Materialversorgung erfordert die gelegt. Bei der Implementierung der Funktionalitäten
Implementierung einer dynamischen Steuerung. Ziel ist musste die Arbeitsweise der Mitarbeiter berücksichtigt
es, die eingesetzten Ressourcen optimal auszunutzen. werden, wie Bedienung mit einer Hand, keine Aktivie-
Als Steuerungsprinzip wird bei Sm@rt Logistics ein so ge- rung des Bildschirmschoners über einen noch näher zu
nannter „Multiagentenansatz mit integriertem Lösungs- bestimmenden Zeitraum. Dem Nutzer sollte es möglich
verfahren für Traveling-Salesman-Probleme“ eingesetzt. sein, mit geringem Aufwand zwischen den Funktionen zu
Das bedeutet, dass die Software-Systeme der Transport- navigieren und auch Fehlbedienungen möglichst rasch
fahrzeuge selbstständig untereinander den kürzesten korrigieren zu können.
Transportweg aushandeln. Im Unterschied zu üblichen
in der Speditionslogistik angewendeten Systemen ist hier
eine deutlich stärkere Echtzeitfähigkeit zu erreichen.
Alles im Blick: Anforderungsgerechte Visualisierung
von Aufgaben für das Logistikpersonal
Das mobile Assistenzsystem dient dem Fahrer als indi-
rektes Kommunikationsmittel zum Schichtführer und als
Informationssystem für anstehende Logistikaufgaben.
Tablet-PC zur Visualisierung von LogistikaufgabenSm@rt Logistics 19
Use Cases
Alles im Einsatz: Sm@rt Logistics bei tedrive
Für die tedrive GmbH, Entwickler und Produzent von
Antriebstechniken für die Automobilbranche, wurde die
flexible Materialbereitstellung so entwickelt, dass die
optimale Routenführung und Beladung der Transport-
mittel von Auftrag zu Auftrag permanent neu berechnet
werden kann. Das Transportmittel kann mehrere Aufträ-
ge gleichzeitig übernehmen. Anstelle von fahrerlosen
Transportsystemen werden mitarbeitergeführte Systeme
genutzt, die kleinere Transportlosgrößen ermöglichen
und flexibler einsetzbar sind. Als Strukturierungsprinzip
dient ein dezentrales Marktplatzkonzept.
Fazit
Sm@rt Logistics wird durch das Anwenderunternehmen
sehr positiv bewertet. Folgende Vorteile machen
die Lösung attraktiv:
3 Effizienzsteigerung durch dynamische Routen
3 Geringerer Personal- und Equipmenteinsatz
(Trailerzüge)
3 Schnelle und systemgestützte Anpassung
an veränderte Umwelt
3 Reduzierung der WIP-Inventories durch
geringere Reaktionszeiten
3 Weniger Kosten für Container/Weniger Stellfläche
an den POFs
3 Reduzierung des Managementaufwands
3 Erhöhung der Versorgungssicherheit
3 Informationsgewinn (Automatische Erfassung
von Containerreichweiten, echte Bestandsdaten)
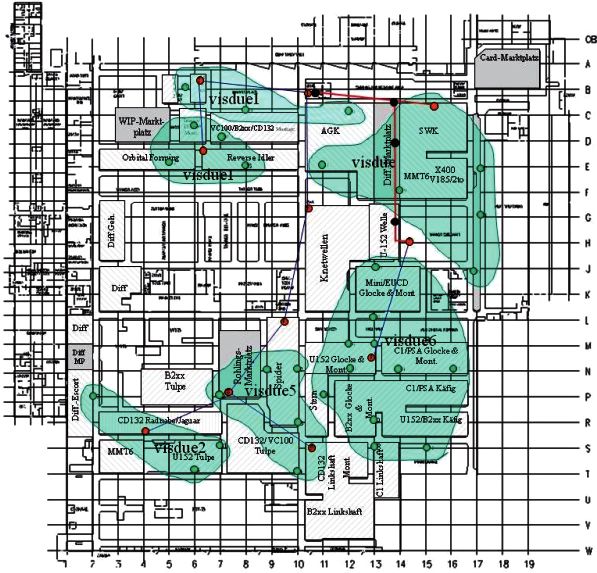
WLAN-Netz und Kanban-Boards20
Sm@rt Logistics
Empfehlungen für den Einsatz von
Sm@rt Logistics-Systemen
Problemerkenntnis Umsetzungsplanung
Unternehmen befinden sich mit ihrer Produktion und Logis- Ein Projekt zur Implementierung von neuen Planungs- und
tik zunehmend in einem Spannungsfeld zwischen Standardi- Steuerungsmechanismen für die Logistik ist aufwendig. Dabei
sierung und Individualisierung. Dieses Spannungsfeld kann müssen verschiedene Probleme gelöst werden.
durch die divergierenden Zielsetzungen Effizienzsteige-
Zum Ersten ist ein stabil laufendes Hardwaresystem notwendig.
rung durch Skaleneffekte und Effektivitätssteigerung durch
Dieses besteht aus Daten erfassenden Systemen wie Barcode-
angepasste und schlanke Prozesse beschrieben werden.
Scannern oder RFID-Sensoren, einem System zur Datenübertragung
Potenzialanalyse (können bestehende Netzwerke genutzt werden oder ist ein
Moderne IK-Technologien versprechen dieses Dilemma eigenständiges Netz z.B. per WLAN notwendig?) sowie einem
zunehmend aufzulösen. Dabei muss sich ein Unternehmen Datenserver zur Datenspeicherung und Interpretation der Roh-
über die eigentliche Zielsetzungen einer Implementierung daten. So müssen z.B. Fehler beim Auslesen von RFID-Chips über
klar werden. Eine Technologie wie RFID ist nur Enabler Logiken oder wiederholte Abfragen abgesichert werden, um
für eine verbesserte Prozessführung, aber nie die eigent- keine Fehlinterpretationen, sondern belastbare Informationen
liche Lösung für das Problem. So lassen sich mithilfe der zu erhalten.
genaueren und aktuelleren Informationen Logistikprozesse
Als Nächstes müssen die Prozesslogiken zur Steuerung der
besser planen und steuern. Diese verbesserte Planung und
Produktion oder Logistik detailliert und als stabile Softwarepro-
Steuerung bietet den eigentlichen Stellhebel für Effizienz
gramme implementiert werden.
und Effektivitätssteigerungen.
Ein wichtiger Faktor für eine erfolgreiche Umsetzung ist die früh-
Zur Abschätzung der Vorteile von Sm@rt Logistics-Systemen
zeitige Einbindung der Mitarbeiter, die mit dem System arbeiten
müssen diese Potenziale analysiert werden. Bei Sm@rt
sollen – oder besser: die von dem System profitieren sollen.
Logistics erfolgte eine Analyse über die Simulation der
Ohne eine breite Akzeptanz durch Benutzerfreundlichkeit,
Tourenplanung von Logistikzügen zur Materialversorgung
aber auch eine gute Vorbereitung und Schulung der Mitarbeiter
einer Serienproduktion in der Automobilzulieferindustrie.
können solche komplexen Systemen kaum erfolgreich einge-
Es konnte gezeigt werden, dass durch eine dynamische
setzt werden.
Routenführung die Logistikmitarbeiter mit ihren Zügen
deutlich effizienter wurden und so 20% Ressourceneinsatz Investitionsplanung
eingespart werden konnte. Zur Bewertung der Investition können klassische Investitions-
planungsverfahren eingesetzt werden. Zentrale Herausfor-
Systemkonzept
derung hierbei ist eine richtige Bewertung der Vorteile und
Im Konzept wird der informatorische Regelkreis durch
Einsparungen. Neben direkt monetär bewertbaren Potenzialen
automatisierte Datenerfassung geschlossen. Drei Kernfunk-
wie z.B. Einsparung von Ressourceneinsatz und Mitarbeitern
tionen müssen dabei aufeinander abgestimmt werden:
3 die Datenerfassung, können Sm@rt Logistics-Systeme auch viele Unternehmerische
3 die Informationsverarbeitung und Zielgrößen verbessern, die in einer Investitionplanung schwer
3 die Informationsbereitstellung. erfassbar sind. Dies sind insbesondere logistische Kenngrößen
wie Durchlaufzeiten, Bestände an den Arbeitsplätzen (WIP) und
eine verbesserte Termintreue. Ein weiterer Vorteil von RFID-
Systemen ist eine verbesserte Informationsbasis über Material-
bedarfe und Zeitpunkte, um Einkaufsprozesse effizienter zu
gestalten und Lieferzeitpunkte besser zu terminieren und somit
auch Bestände einzusparen und Liquidität zu sichern.21
WLAN und Ressourcenverwaltung
in Produktionsumgebungen
Die Vernetzung von Produktionsanlagen ist zusammen Als weiterer HOMEPLANE-Beitrag kann die auf Laufzeit-
mit der EDV in hohem Maße für die Effektivität einer Messung basierende WLAN-Lokalisierung im industriel-
Produktion verantwortlich. Je besser der Informations- len Umfeld die Lücke zwischen hochgenauen, dedizierten
fluss in einem Werk, desto effizienter können Ressourcen Lokalisierungstechnologien und den aus der Büro-Tech-
genutzt werden. Dies betrifft nicht nur die optimale Aus- nik bekannten weniger genauen Feldstärkemessungen
nutzung von Maschinen und Material, sondern auch eine schließen. Dies lässt z.B. den Einsatz im Bereich Asset-Tra-
sinnvolle Ablaufplanung für die Mitarbeiter. cking zur Gerätelokalisierung zu.
Derzeit werden in Fertigungsanlagen Datenüber- Mindestens genauso wichtig wie ein leistungsfähiges
tragungen zu einem großen Teil über kabelgebundene WLAN ist in der Industrie ein gutes Netzmanagement.
Systeme realisiert. Vorteile sind hier Robustheit, Echtzeit- Hier können die in HOMEPLANE entwickelten Tech-
fähigkeiten sowie hohe Datenraten und eine gute Plan- nologien zur Diagnose bzw. zum Fehlermanagement
barkeit. Für mobile Endgeräte, wie z.B. Bedienterminals – auch im drahtgebundenen Teil – als erste Basis eines
und selbstfahrende Roboter, aber auch zur kostengüns- intelligenten, automatisierten Systems dienen. Ergän-
tigen Anbindung von Außenstandorten setzt sich jedoch zend zum klassischen, meist auf SNMP (Simple Network
mehr und mehr die Kommunikation über WLAN durch. Management Protocol) basierenden Monitoring und Ma-
Typische Netze sind bezüglich Bandbreiten, Routing und nagement kann das im HOMEPLANE-Projekt entwickelte
Funkfeld exakt geplant und werden per Netzmanage- Web-Service-basierte Management (Konfiguration/Feh-
ment bzw. Netzmonitoring überwacht. Änderungen oder lermanagement/Ressourcenverwaltung) mithilfe einer
auftretende Fehler führen häufig zu kostenintensiven XML-basierten Systemmodellierung und des darauf auf-
Untersuchungen und Planungen. setzenden computergestützten Schließens („Reasoning“)
intelligentere, automatisierte Algorithmen ermöglichen.
Das ursprünglich für Lösungen zur intelligenten Heim-
vernetzung geförderte Projekt HOMEPLANE setzt an den Eine konkrete Übertragung der HOMEPLANE-Ergeb-
genannten Problemstellungen an und bietet für beste- nisse auf Produkte im industriellen Umfeld, in der verblei-
hende WLAN-Produkte in Produktionsumgebungen zu- benden Projektlaufzeit bis Mitte 2009, steht noch aus. Im
sätzliche Optimierungsmöglichkeiten. Im Vordergrund Zusammenhang mit dem weltweiten Trend zu „smarten“,
des FuE-Projektes steht die Realisierung einer Drahtlos- d.h. selbstkonfigurierenden Systemen, dem Vormarsch
Lösung, mit der die von spezifischen Anwendungen gefor- drahtloser Systeme und den Diskussionen um Web-Ser-
derte Dienstgüte in dichten und stark ausgelasteten WLAN- vice-basiertes Netzmanagement ist HOMEPLANE jedoch
Netzen gewährleistet wird. Diese auf dem bestehenden gut aufgestellt, um zukünftig im industriellen Umfeld
WLAN-Standard aufsetzende Lösung ist gleichzeitig für einen wichtigen Beitrag leisten zu können.
eine automatische Optimierung von Prozessstrukturen in
der Industrie von Bedeutung und ergänzt die typischer-
weise verwendete 2-Kanal-Übertragung ideal.22
Ansprechpartner
www.energieautark.com
Konsortialpartner:
Festo AG & Co. KG TU Ilmenau
Bernd Kärcher Tom Ströhla
kch@de.festo.com tom.stroehla@tu-ilmenau.de
EnOcean GmbH Helmut-Schmidt Universität
Markus Kreitmair Prof. Dr. Gerd Scholl
markus.kreitmair@enocean.com gerd.scholl@hsu-hamburg.de
Fraunhofer TEG
Christof Giers
christof.giers@teg.fraunhofer.de
Sm@rt Logistics
Konsortialpartner:
tedrive Germany GmbH WZL RWTH Aachen
Fedor Bruencker Philip Attig
Fedor.bruencker@tedrive.com P.Attig@wzl.rwth-aachen.de
Simcron GmbH Intellion AG
Dagmar Wolfram Dr. Markus Dierkes
Dagmar.Wolfram@simcron.de markus.dierkes@intellion.com
TU Dresden TCS GmbH
Stephan Baumann Alexandre Schäfer
stephan.baumann@tu-dresden.de alexandre.schaefer@tcs-group.de23
www.homeplane.de
Konsortialpartner:
AllTec Automatisierungs- Siemens AG
und Kommunikationstechnik GmbH Hans-Peter Huth
Thomas Klagge hans-peter.huth@siemens.com
th.klagge@alltec-borna.de
Technische Universität Dortmund
IHP GmbH Prof. Dr. Rüdiger Kays
Prof. Dr. Rolf Kraemer ruediger.kays@tu-dortmund.de
kraemer@ihp-microelectronics.com
European Microsoft Innovation Center
Alexander Voss
Alexander.Voss@Microsoft.comDiese Druckschrift wird im Rahmen der Öffentlichkeitsarbeit des Bundesministeriums für Wirtschaft und Technolo- gie herausgegeben. Sie wird kostenlos abgegeben und ist nicht zum Verkauf bestimmt. Sie darf weder von Parteien noch von Wahlwerbern oder Wahlhelfern während eines Wahlkampfes zum Zwecke der Wahlwerbung verwendet werden. Missbräuchlich ist insbesondere die Verteilung auf Wahlveranstaltungen, an Informationsständen der Par- teien sowie das Einlegen, Aufdrucken und Aufkleben parteipolitischer Informationen oder Werbemittel. Untersagt ist gleichfalls die Weitergabe an Dritte zum Zwecke der Wahlwerbung. Unabhängig davon, wann, auf welchem Weg und in welcher Anzahl diese Schrift dem Empfänger zugegangen ist, darf sie auch ohne zeitlichen Bezug zu einer Wahl nicht in einer Weise verwendet werden, die als Parteinahme der Bundesregierung zugunsten einzelner politischer Gruppen verstanden werden könnte.
Sie können auch lesen

















































