www.massiverLEICHTBAU.de Phase III Hybrid-Pkw und konventionelles Lkw-Getriebe 2017 2018 - Massiver Leichtbau
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

www.massiverLEICHTBAU.de
Phase III Hybrid-Pkw
und konventionelles
Lkw-Getriebe
2017 – 2018
Vollbilddarstellung mit STRG+ L weiter
Leichtbau in Fahrzeugen durch Massivumformung
Initiative
Massiver Leichtbau
Massivumformung und Stahlindustrie
Industrielle Industrielle Forschungs- Industrielle
Leichtbau- Leichtbau- verbund Leichtbau-
Potenzialstudie Potenzialstudie „Massiver Potenzialstudie
mit 24 Partnern mit 28 Partnern Leichtbau“ mit 39
internationalen
Partnern
Phase I Phase II Phase III
Pkw LNfz Hybrid Pkw /
konv. Lkw
2013 – 2014 2015 – 2016 2015 – 2018 2017 – 2018
Seite 2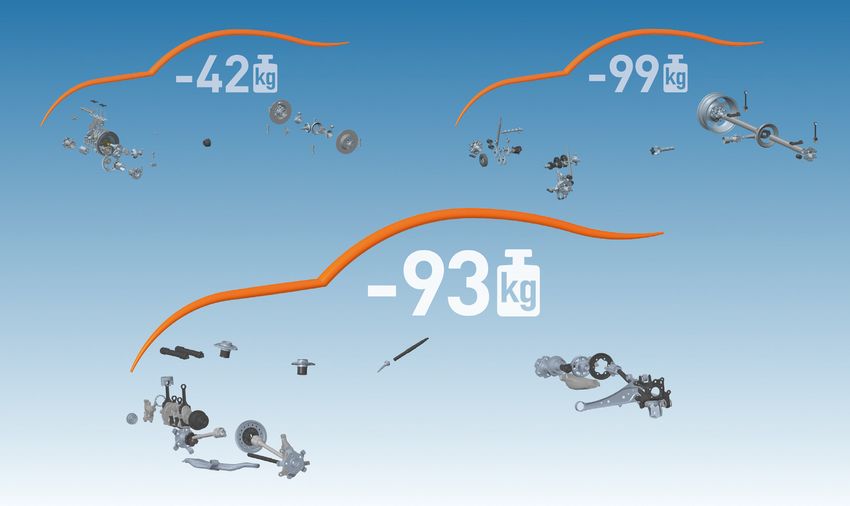
Leichtbau in Fahrzeugen durch Massivumformung
l Phase I (2013 – 2014) – Mittelklasse-Pkw
l 15 Umformunternehmen
l 9 Stahlhersteller
l 42 kg Leichtbaupotenzial
l Phase II (2015 – 2016) – Leichtes Nutzfahrzeug (bis 3,5 t)
l 17 Umformunternehmen
l 10 Stahlhersteller
l 1 Ingenieurdienstleister
l 99 kg Leichtbaupotenzial
l Phase III (2017 – 2018) – Hybrid-Pkw und konventioneller Lkw
l 22 Umformunternehmen
l 12 Stahlhersteller
l 3 Maschinenhersteller für Umformanlagen
l 2 Automobilfirmen
l Erstmalig eine internationale Kooperation (Westeuropa, USA, Japan)
l 93 kg (Pkw) und 124 kg (Lkw) Leichtbaupotenzial
l Forschungsverbund „Massiver Leichtbau“ (2015 – 2018)
l 64 Unternehmen aus der gesamten Prozesskette,
4 Forschungsvereinigungen und 10 Forschungsstellen
l 6 Teilprojekte
l Ziel: mit modernen Stahlwerkstoffen, Bauteilkonstruktionen
und Fertigungsmethoden Fahrzeuge leichter machen
Deutliche Minderung des Energieverbrauchs und des CO2-Ausstoßes
durch NEUE konstruktive und stoffliche Leichtbaulösungen
mit massivumgeformten Komponenten
Seite 3
Massiver Leichtbau ...
Phase I Pkw Phase II LNfz
Phase III Hybrid-Pkw
... in Antriebsstrang und Fahrwerk
Seite 4
Massiver Leichtbau ...
Phase III Lkw
... in Getriebe, Kardanwelle und Hinterachse
Seite 5
Kooperationspartner der Initiative Massiver Leichtbau
Setforge
In Zusammenarbeit mit:
Seite 6
Projektüberblick
Leichtbau-Forschungsprojekte – öffentliche F&E- und Metastudien
Projekt 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018
ULSAB/S/C
NewSteelBody
SuperLIGHTCar
InCar / InCar plus
Allgemeine Automobilindustrie
FutureSteelVehicle
FEV LDV
Mass Reduction
EDAG LDV
Mass Reduction
E-Light
Light e-Body
EVolution
ALIVE
Urban-EV
BEHICLE
Initiative
Massiver Leichtbau
Seite 7
Projektmotivation Hybrid-Pkw
Emissionsgesetzgebung Megatrends
l R
eduktion der CO2-Emission, um die Flottenziele zu
erreichen à Zielvorgabe 2020 in der EU: 95 g CO2/km
m die globale CO2-Gesetzgebung zu erfüllen,
l U Elektromobilität
Haupttreiber
ist eine signifikante Effizienzsteigerung erforderlich l P
otenzial für globale
egulierung der Lärmemission und zeitabhängiger Lärmschutz
l R CO2-Reduktion
l L okale Emissions- und
Geräuschreduzierung
Einfahrbeschränkungen
l A
usweitung der Umweltzonen
Autonomes Fahren
l V
erschärfung der Einfahrbeschränkungen in Städten
l P
otenzial für bessere
Kraftstoffeffizienz
l P
otenzial für weniger Unfälle
l R
eduktion des Zeitaufwands
Leichtbau
Gewichtsspirale
Motivation für Leichtbau
l R
eduzierung des Kraftstoff-
Steigende l S teigende Anforderungen führten verbrauchs
Anforderungen: zu steigender Fahrzeugmasse
l S chonung der Umwelt und
Sicherheit [+kg] l U
mkehrung der Gewichtsspirale Beitrag zur Nachhaltigkeit
durch Leichtbau l R
eduktion von Ressourcen
Komfort [+kg]
Lösungsansatz
Fahrleistung [+kg]
l Z ulieferer können einen l E rhöhung des Fahrerlebnisses
Fertigungs-Know-how Beitrag und der Fahrsicherheit
Platzangebot [+kg] leisten (Bottom-Up Ansatz) l K
ompensation Zusatzgewicht
Variabilität [+kg] durch elektrischen Antriebsstrang
und Aufwand Fahrsicherheit
Qualität [+kg]
l E rhöhung Zuladung
Seite 8
Projektmotivation konventioneller Lkw
Emissionsgesetzgebung Megatrends
l m die globale CO2-Gesetzgebung zu erfüllen,
U
ist eine signifikante Effizienzsteigerung erforderlich
l E
missionsstandards erfordern neue Technologien Elektromobilität
Haupttreiber
egulierung der Lärmemission und zeitabhängiger Lärmschutz
l R l P
otenzial für globale
CO2-Reduktion
l L okale Emissions- und
Geräuschreduzierung
Kostenreduktion
Nutzfahrzeugbereich ist TCO der wichtigste Faktor
Im
l
Autonomes Fahren
l Innovation
zur Senkung der Anschaffungs- und/oder Betriebskosten
l R
eduktion der Personalkosten
l L
eichtbau kann Transportkapazität (Zuladung) steigern
l A
utonom angetriebene Fahrzeuge könnten das Personal l P
otenzial für bessere
um bis zu 90 % reduzieren Kraftstoffeffizienz
l P
otenzial für weniger Unfälle
Einfahrbeschränkungen Leichtbau
l Insbesondere innerstädtischer Lieferverkehr mit Nutzfahrzeugen l R
eduzierung des Kraftstoff-
ist eingeschränkt verbrauchs bzw. Erhöhung
Sekundärtreiber
l In Zukunft ist mit einer deutlichen Ausweitung der Umweltzonen der Nutzlast
und einer Zunahme der Einfahrbeschränkungen zu rechnen l S teigerung der Energieeffizienz
l R
eduktion von Ressourcen
l S chonung der Umwelt und
Neue Anforderungen Beitrag zur Nachhaltigkeit
l ahmenbedingungen wie der zunehmende E-Commerce
R l V
erringerung der Straßen-
erfordern globale Lösungen von OEMs und Zulieferern belastung
l D
iverse Kundenanforderungen machen immer mehr
unterschiedliche Fahrzeugvarianten notwendig
l R
eduzierung der Lärm-
belästigung
Seite 9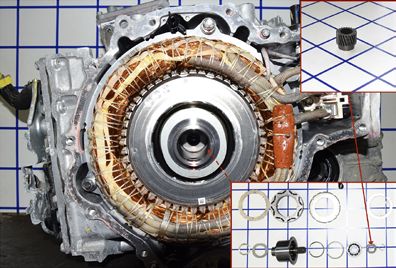
Projektablauf Hybrid-Pkw – 1
Methodische Vorgehensweise 1. Bestimmung des Fahrzeuggesamtgewichts
Referenzfahrzeug: Kompakt-SUV
Umfeldanalyse Hybrides Antriebssystem, Systemleistung: 145 kW (197 PS)
l T
rends und Treiber der Pkw-Branche Batterie: 1,6 kWh
l A
nalyse der Entwicklungen im Antriebsstrang
Höchstgeschwindigkeit: 180 km/h
zGG: 2.205 kg
l Ü
bersicht der öffentlichen Forschung
2. Zerlegung des Gesamtfahrzeugs
Benchmarking
l S
ystematische Zerlegung und Erfassung
eines Referenzfahrzeugs
l A
ufbau eines Online-Dokumentationstools
zur Dokumentation und Auswertung ICE Getriebe HV Batterie
3. Listen und Benennung aller Einzelteile
Workshops 4. Einzelteilanalyse
l D
urchführung von moderierten Workshops
zu Antriebsstrang und Fahrwerk
mit Experten der Initiative
und zusätzlich ...
Seite 10Projektablauf Hybrid-Pkw – 2
5. Gewichtsbilanzierung der Baugruppen
... Getriebemodellierung
l G
etriebemodell n Zylinderkopf n Ölversorgung
17 % 16 %
l B
ewertung der Einflussgrößen mit IPEK Karlsruhe 2 % n Motorblock n Kraftstoffeinspritzung
5% n Kurbeltrieb n Ansaugsystem
l E rarbeitung zulässiger Stahl-Alternativen ICE 13 %
4% 182,544 kg n Riementrieb n Lagerung
l B ewertung harter und weicher Einflussfaktoren
1%
10 %
n Zündanlage n Unterdruckversorgung
auf die Getriebeauslegung 26 %
n Kühlsystem n Abgasanlage
1%
n Kapselung
5%
6. Fotodokumentation
Ableitung von Leichtbaupotenzialen
l I dentifizierung
von Leichtbau-Potenzialen
massivumgeformter Komponenten in
Antrieb und Fahrwerk
l U
msetzung in konkrete Leichtbauvorschläge
Sonnenrad 2 Einbaulage
7. Datenbankimplementierung
Dokumentation
l B
egleitende Powerpoint-Präsentation
l A
ufbau einer Online-Datenbank
Seite 11Projektablauf Lkw – 1
Methodische Vorgehensweise 1. Referenz-Subsysteme
Drehmomentwandler:
Umfeldanalyse l 12-Gang-Getriebe
l T
rends und Treiber der Lkw-Branche l 290,34 kg
l A
nalyse der Entwicklungen im Antriebsstrang Hinterachse mit Differential und Kardanwelle:
l Ü
bersicht der öffentlichen Forschung l 618,91 kg
2. Zerlegung der Subsysteme
Benchmarking
l S
ystematische Zerlegung und Erfassung
l A
ufbau eines Online-Dokumentationstools
zur Dokumentation und Auswertung
Drehmomentwandler Hinterachse
3. Listen und Benennung aller Einzelteile
4. Einzelteilanalyse
Workshops
l D
urchführung von moderierten Workshops
zu Getriebe und Antriebsstrang
mit Experten der Initiative
und zusätzlich ...
Seite 12Projektablauf Lkw – 2
5. Gewichtsbilanzierung der Subsysteme
... Getriebemodellierung
l G
etriebemodell n Drehmomentwandler
8%
l B
ewertung der Einflussgrößen mit IPEK Karlsruhe 32 %
n Ausgleichs- und
Verteilergetriebe
l E rarbeitung von alternativen Stahlwerkstoffen 32 % 909,25 kg n Antriebswellen
l B ewertung harter und weicher Einflussfaktoren n Längs- und Querdynamik
17 % n Bremssystem
auf die Getriebeauslegung 11 %
Unterdruckversorgung
6. Fotodokumentation
Ableitung von Leichtbaupotenzialen
l I dentifizierung
von Leichtbau-Potenzialen
massivumgeformter Komponenten
l U
msetzung in konkrete Leichtbauvorschläge
Zahnrad Konstantstufe 1
Antriebswelle 1
7. Datenbankimplementierung
Dokumentation
l B
egleitende Powerpoint-Präsentation
l A
ufbau einer Online-Datenbank
Seite 13Gewichtsbilanzierung Hybrid-Pkw
Referenzfahrzeug: Kompakt-SUV
l Hybrides Antriebssystem,
21 %
Systemleistung: 145 kW (197 PS) 358,10 kg Analysierter Teil:
l Batterie: 1,6 kWh n Antriebsstrang
l Höchstgeschwindigkeit: 180 km/h n Fahrwerk
52 %
l zGG: 2.205 kg 888,55 kg 1.705 kg n Elektronik
21 % plus
359,35 kg
n Karosserie, Interieur,
Elektronik etc.
6%
99,00 kg
Gewichtsverteilung in analysierten Fahrzeugbereichen
Antriebsstrang Fahrwerk Elektronik
8% 6% 3%
n Verbrennungs- 17 % 27 %
n Vorderachse n Niedervolt-
15 % motor komponenten
n Hinterachse
n Drehmoment- n Hochvolt-
358,10 kg 51 % wandler 359,35 kg
n Räder und Reifen 99,00 kg komponenten
n Ausgleichs- und n Bremssystem
Verteilergetriebe n Lenksystem
26 % 26 % 24 %
n Antriebswellen 97 %
Seite 14Gewichtsbilanzierung Lkw
Referenz-Subsysteme:
l Drehmomentwandler 8%
l 12 Zahnräder l Antrieb
l 290,34 kg 32 % l Fahrwerk
l Hinterradaufhängung
(inkl. Kardanwelle) 32 % 909,25 kg
n Drehmomentwandler
l 618,91 kg
n Ausgleichs- und
Verteilergetriebe
n Antriebswellen
17 % n Längs- und Querdynamik
11 % n Bremssystem
Gewichtsverteilung der Subsysteme
Drehmomentwandler Hinterradaufhängung
1% 1%
9% n Getriebegehäuse 12 % n Ausgleichs- und
n Drehzahlwandlung 24 % Verteilergetriebe
26 %
n Antriebswellen n Antriebswellen
n Abtriebswellen n Hinterachse
290,34 kg 1% 618,91 kg
n Schaltgestänge n Bremssystem
9% 17 %
n Ölversorgung 47 %
53 %
n Sensorik und
Aktuatorik
Seite 15Bilanzierung der Workshops
Formulierung
Analyse
von insgesamt
Workshops von 4.067 Bauteilen Hauptdokumentation
983 Leichtbauideen,
mit 80 Experten des vollständigen Fahrzeugs in der Benchmarking-
die sich in verschiedene
aus 39 Unternehmen und der Nutzfahrzeug- Datenbank
Leichtbauarten gliedern
Subsysteme
lassen
Impressionen aus den Workshops
Seite 16Auswertung der Leichtbauideen
Stofflicher Konstruktiver Fertigungs- Konzept-
Leichtbau Leichtbau leichtbau leichtbau
Pkw Lkw Pkw Lkw Pkw Lkw Pkw Lkw
* 402 129 304 121 244 53 15 1
11 Leichtbauideen
insgesamt = 983
125
Hybrid-Pkw = 732
8 Lkw = 251
8 Elektronik
148
Fahrwerk
116
Antriebsstrang
4
266 6
148
125 115 4
120
49
8 1
7
* Leichtbauideen können häufig mehreren Leichtbauarten zugeordnet werden.
So bedingt der Einsatz eines neuen Materials unter Umständen auch ein adaptiertes Fertigungsverfahren.
Seite 17Portfolio der Leichtbauideen
Hybrid-Pkw Konventioneller Lkw
Optimum Optimum
Hoch (≥ -30 %)
Hoch (≥ -30 %)
Gruppe A Gruppe A
„Schnelle Erfolge“ „Schnelle Erfolge“
107 Ideen 18 Ideen
Leichtbaupotenzial
Leichtbaupotenzial
Gruppe B Gruppe B
„Ausgewogene „Ausgewogene
Leichtbaupotenziale“ Leichtbaupotenziale“
130 Ideen 20 Ideen
Gruppe C Gruppe C
„Harte Nüsse“ „Harte Nüsse“
496 Ideen 205 Ideen
Konstant
Konstant
Höher Fertigungs- und Realisierungsaufwand Niedriger Höher Fertigungs- und Realisierungsaufwand Niedriger
Die blauen Punkte zeigen die Anzahl der Ideen auf diesem Punkt.
Quelle: fka für Initiative Massiver Leichtbau Phase III Seite 18Portfolio-Auswertung
Hybrid-Pkw Konventioneller Lkw
816 kg 909 kg
820 920
900 20 kg
800
40 kg
880 Gruppe A 14 kg
780 12 Ideen
–11,3 % Gruppe B –13,6 %
Gruppe A (–93 kg) 860 10 Ideen (–124 kg)
50 Ideen 25 kg
760
840
90 kg
Gruppe B
Masse / kg
Masse / kg
740 820
44 Ideen 27 kg
724 kg
800
720 Gruppe C 786 kg
Antriebs-
strang 225 Ideen 780 Gruppe C
358 kg Antriebs- 87 Ideen
strang
460 545 kg
Fahrwerk
359 kg 360
Fahrwerk
100 364 kg
Elektronik
99 kg
0 0
Referenzmasse Leichtbauversion Referenzmasse Leichtbauversion
Quelle: fka für Initiative Massiver Leichtbau Phase III Seite 19Ausgewählte Leichtbauvorschläge
Verbrennungsmotor
1. Pleuel 3. Kurbelwelle
Serie Serie
l 2
3MnVS3
l m
= 572 g
Rp0,2 Rm
Leichtbauvorschläge Festigkeit / MPa
1.300
l V
erringerung Querschnitt 1.000
Pleuelschaft 700 Leichtbauvorschläge
l 6MnVS5: ∆m = 51 g (10 %)
4
400 l W
erkstoffliche Vorschläge à geschätzt ∆m = 1.700 g (11 %)
l 6MnCrV7-7: ∆m = ~75 g (~15 %)
1 23MnVS6 46MnVS5 16MnCrV7-7
l SolamB1100
l Höherfester 46MnVS5
2. Nockenwelle l 46MnVS6 oder Bainit
l Mikrolegierter C50
l Schwefelgehalt reduzieren
Serie
l K
onstruktiver Vorschlag à ∆m = 5.100 g (42 %)
l G
egossene Vollwelle
l Einzelteile mit Taschen oder Hohlräumen schmieden
l m
= 2.400 g
l Fügen mit hohlen Lagern durch Laserschweißen
Leichtbauvorschlag
l A
usformung aus Stahlrohr
mit Innenhochdruck-
umformung
l ∆
m = 1.800 g (400 %)
Quellen: 1 = Georgsmarienhütte, Schmiedetechnik Plettenberg; 2 = Yamanaka Engineering; 3 = ArcelorMittal, Georgsmarienhütte, Saarstahl, Sidenor, TimkenSteel, Trumpf Seite 20Ausgewählte Leichtbauvorschläge
Vordere E-Maschine und Antriebsstrang
4. Rotorwelle 6. Antriebswelle
Serie Serie Leichtbauvorschlag
l Z
weiteilige Lösung: zentraler Schaft l A
us Stange l A
us Rohr rundgeknetet
mit Presssitz im Außenteil zerspant l V erzahnung axialgeformt
l m
= 3.180 g l m
= 2.160 g l R essourceneffizientere
Fertigung
Leichtbauvorschlag l V ariable Wandstärken
l Z
weiteilige Lösung spanlos herstellbar
l L agerflansch rechts: l Innerer Hinterschnitt
Laserschweißen oder schrumpfen l ∆ m = 860 g (66 %)
l ∆ m = 701 g (29 %)
5. Tripoden
Serie
l A
ußen rund
l m
= 957 g
Leichtbauvorschlag
l A
ußen umformtechnisch
mit Kontur
l 5
0CrMnB5-3 (H50)
l ∆
m = 156 g (19 %)
Quellen: 4 = Hirschvogel; 5 = Georgsmarienhütte, Hirschvogel; 6 = Felss Seite 21Ausgewählte Leichtbauvorschläge
Antriebsstrang
7. Differential 9. Werkstoffe für Zahnräder
1.900 l E
influss der Stahlreinheit
Max. Flankenpressung / MPa
Serie
1.800 auf die Lebensdauer
Clean
l K
lassisches Gußgehäuse Steel l V
or allem oxidische Einschlüsse
4
-Rad-Differential 1.700
l beeinträchtigen die Leistungs-
l m
= 6.600 g ME fähigkeit
1.600
l ∆
m = 10 – 30 %,
Leichtbauvorschlag 1.500
MQ je nach Belastungszustand
l 6
-Rad-Differential 1.400 der Komponenten und
l K
ompaktere Bauweise 80 90 100 110 120 Ausgangs-Reinheitsgrad
Zyklen bis zu definiertem
l G
ehäuse geschweißt
Verschleißfortschritt in %
l ∆
m = 3.630 g (122 %)
8. Eingangsrad 10. Differential
Serie Serie Leichtbauvorschlag
l K
lassisches, allseitig l V
on Verschraubung
Laserschweißen
zerspantes rundes Rad auf Laserschweißen
l m
= 1.381 g wechseln
l W
erkstoffdopplung
Leichtbauvorschlag vermeiden
l V
ariable Wandstärke unterhalb der Zähne l ∆
m = ~1.000 g (~13 %)
l K
onturierte Lochung
l 1
6MnCrV7-7 (H2):
Härtbarkeit à Zahnbreite
l ∆
m = 353 g (34 %)
Quellen: 7 = AAM Metal Forming; 8 = Hirschvogel, Georgsmarienhütte; 9 = TimkenSteel; 10 = Trumpf Seite 22Ausgewählte Leichtbauvorschläge
Fahrwerk – 1
11. Zahnstange Lenkung
Serie Leichtbauvorschlag
l V
ollmaterial l A
usgangsmaterial Rohr
l V
erzahnung zerspanend eingebracht l E
informen der Verzahnung
und induktiv gehärtet mit verzahntem Stempel
l m
= 2.611 g über Dorn
l ∆
m = 1.338 g (95 %)
12. Radnabe
Serie Leichtbauvorschlag A Leichtbauvorschlag B
l Induktiv gehärteter Stahl l R
otationssymmetrie verlassen l B
remsscheibe direkt an Radnabe anbinden
l m
= 1.637 g l S
teifigkeitsoptimierte Abstützungen l E
ntfall Topf an der Bremsscheibe
l ∆
m = 436 g (36 %) l ∆
m = ~ 400 g (+ leichtere Bremsscheibe)
Quellen: 11 = Yamanaka Engineering; 12 = Linamar Seissenschmidt Forging (A), Hirschvogel (B) Seite 23Ausgewählte Leichtbauvorschläge
Fahrwerk – 2
13. Stabilisator 15. Federbein-Domlager
Serie Serie
l R
ohr mit konstanter l B
auteilaus mehreren Blechteilen
Wandstärke mit Gummilager gefügt
l m
= 3.880 g l m
= 960 g
Leichtbauvorschlag Leichtbauvorschlag
l R
ohr mit variabler l A
l-Schmiedeteil
Wandstärke l G
ummilager eingebördelt
l V
erdickung im Bogenbereich l ∆
m = ~200 g (~25 %)
l ∆
m = 1.550 g (66,5 %)
14. Schwenklager 16. Querlenker hinten
Serie Leichtbauvorschlag Serie Leichtbauvorschlag
l G
usseisen l G
eschmiedetes Aluminium l S
chweißkonstruktion l A
l-Schmiedeteil
l m
= 5.060 g l R
p0,2 = 350 MPa, aus Blechtiefzieh- und (hier noch vereinfacht)
Rm = 390 MPa Stanzbiegebauteilen l S teifigkeit in Längsrichtung + 4 %
l ∆
m = 3.320 g (191 %) l m
= 3.080 g l ∆ m = 310 g (11 %)
Quellen: 13 = BENTELER; 14 = Hirschvogel, Lasco, Leiber, Nissan, Schuler, Setforge; 15 = Leiber, Schuler, Hirschvogel; 16 = Hirschvogel Seite 24Ausgewählte Leichtbauvorschläge
Leichtbaupotenziale im Lkw
17. Bremsträger Hinterachse 19. Vorgelegewelle Getriebe
Serie Leichtbauvorschlag Serie
l S
chmiedebauteil l S
chmiedebauteil mit l V
ollwelle
l m
= 10.320 g filigraneren Strukturen l m
= 23.990 g
und Lochungen
l ∆
m = 2.320 g (29 %) Leichtbauvorschlag
l H
ohlwelle rundgeknetet, Ausgangsmaterial Rohr
l ∆
m = 6.540 g (37,5 %)
18. Anschlussflansch Kardanwelle 20. Verbindungselemente
Serie Leichtbauvorschlag Serie Leichtbauvorschlag
l S
erienmasse l W
egnahme von Werkstoff
m = 4.000 g an geringer belasteten Bereichen
l ∆
m = 420 g (11,7 %)
l D
ownsizing durch
Festigkeitsklasse 15.9U
l L eichtbaukopf
l ∆ mHybrid-Pkw = 5.600 g
M12 M10
l ∆ mLkw = 1.600 g
Quellen: 17 = Hammerwerk Fridingen; 18 = Buderus Edelstahl; 19 = Linamar Seissenschmidt Forging; 20 = Kamax Seite 25Hochfeste Stähle
Die Vielfalt hochfester Stähle –
Stähle mit hohen Festigkeiten
bei gleichzeitig hohen Zähigkeiten der Werkstoffe
Stahlvielfalt führt zu anwendungsbezogener Bauteilauslegung
Hohe Festigkeiten bei gleichzeitig hoher Zähigkeit ermöglicht stofflichen Leichtbau
Werkstoffstammbäume erlauben gezielte und produktbezogene Werkstoffauswahl
Seite 26Eigenschaften von Stabstahl
Gefügeabhängige Festigkeit und Zähigkeit von Stabstahl
Martensitischer Vergütungsstahl
Härten und Anlassen (Q + T)
Transmissionselektronen-
mikroskopie
Lichtmikroskopie
Rasterelektronen-
Kerbschlagzähigkeit
mikroskopie
Bainitischer Stahl
Lichtmikroskopie Abkühlung aus Umformhitze
AFP-Stahl AFP-Stahl
Abkühlung + Mikrolegierung
aus Umformhitze Abkühlung aus Umformhitze
Zugfestigkeit
Quellen: ArcelorMittal, BGH Edelstahl, Deutsche Edelstahlwerke, EZM, Georgsmarienhütte, Lech-Stahlwerke, Saarstahl, Stahlwerk Annahütte, Swiss Steel, voestalpine Seite 27Werkstoffstammbaum „Hochfeste Edelbaustähle“ *
* Anhaltswerte, Ø 20 – 80 mm Einstellung der Eigenschaften durch
l klassische Vergütungsbehandlung (Q + T)
8CrMo16
(Q + T) l Vergütung direkt aus Umformhitze (Q + T)
125 1.8524
oder
l kontrollierte Abkühlung aus der Umformhitze
18MnCr5-3 modified
17CrNi6-6 (AFP / Bainit)
Kerbschlagzähigkeit im Kern [J]
(Bainit)
(Q + T) 1.7960
100 1.5918
42CrMo4 14NiCrMo13-4
(Q + T) (Q + T)
1.7225 1.6657
20NiCrMo6-4
(Q + T)
75 1.6751 18MnCrMoV4-8-7
(Q + T)
1.7980
25MoCr4 24CrNiMoMn
(Q + T) 18CrNiMo7-6 32MnCrMo6-4-3 (Q + T)
1.7325 (Q + T) (Q + T) 9324 mod.
1.6587 1.7910
50 16MnCrV7-7 28NiCrMnMo
(Bainit) (Q + T)
30CrNiMo8 1.8195 8829 mod.
(Q + T)
1.6580 UNS K21590 modified
18MnCrMoV6-4-8 (Q + T)
25 (Bainit)
1.7979
46MnVS6 50CrMnB5-3 32MnCrMo6-4-3
(Bainit) (Bainit)
(AFP) 1.7910
1.1304 1.7136
0
800 900 1.000 1.100 1.200 1.300 1.400 1.500 1.600 1.700 1.800
Zugfestigkeit im Kern [MPa]
Quellen: ArcelorMittal, BGH Edelstahl, Deutsche Edelstahlwerke, EZM, Georgsmarienhütte, Lech-Stahlwerke, Saarstahl, Stahlwerk Annahütte, Swiss Steel, TimkenSteel, voestalpine Seite 28Werkstoffstammbaum „Einsatzstähle“ *
* Anhaltswerte, Ø 35 mm
17CrNi6-6
1.5918
90
18CrMo4
1.7243 / 4120
Prozess Direkthärten
14NiCr18
Temperatur
Kerbschlagzähigkeit im Kern [J]
1.5860 Härten: ca. 920 °C für 40 min
20NiMoCr6-5
80 1.6757
20NiCrMo2-2
1.6523 / 8620 Öl
20CrMoS3-5 Entspannen:
20NiCrMoS6-4 ca. 200 °C für 2 h
1.7333
1.6751 / 4320
70 18MnCrB5 Luft
16MnCr5 1.7168
1.7131 / 4118H
21MnCrMo5 Zeit
1.7264
20MoCr4 20MnCr5
60 1.7321 / 4118 1.7147 / 5120
18CrNiMo7-6
20CrMo5 1.6587 / 4320H 16MnCrV7-7
1.8195
1.7264 / SCM420H
18CrNi8
1.5920
50
0
800 900 1.000 1.100 1.200 1.300 1.400 1.500
Zugfestigkeit im Kern [MPa]
Quellen: ArcelorMittal, BGH Edelstahl, Deutsche Edelstahlwerke, EZM, Georgsmarienhütte, Lech-Stahlwerke, Saarstahl, Stahlwerk Annahütte, Swiss Steel, voestalpine Seite 29Werkstoffstammbaum „Vergütungsstähle“ *
* Anhaltswerte
30CrNiMo8
1.100 30CrMoV9 1.6580 / E4340
1.7707 32MnCrMo6-4-3
1.7910
Zugfestigkeit im vergüteten Zustand [MPa]
1.000 34CrNiMo6
1.6582 / 4340
42CrMo4
1.7225 / 4140 /
900 SCM440RCH 51CrV4
1.8157 / 6150
41Cr4 34CrMo4 8CrMo16
800 1.7035 / 5140 / 1.7220 /4137 /
1.8524
SCr440 SCM435RCH
37Cr4 Prozess Vergüten
1.7034 / 5135 /
Temperatur
SCr440 Umformung
25CrMo4
700 1.7218 / 4130 / Härten
SCM430RCH
Richten
C45E
1.1191 / 1045 / Anlassen Spannungsarm-
S48C
glühen
600 38Cr2
1.7003 / 1541H
C35E
1.1181 / 1035 / Zeit
S38C
500
0 10 20 30 40 50
Einhärtetiefe [mm] (Jominy-Wert, bei dem Härte um 5 HRC gegenüber J 1,5 gesunken ist)
Quellen: ArcelorMittal, BGH Edelstahl, Deutsche Edelstahlwerke, EZM, Georgsmarienhütte, Lech-Stahlwerke, Saarstahl, Stahlwerk Annahütte, Swiss Steel, voestalpine Seite 30Stofflicher Leichtbau mit höherfesten Stählen
1. Antriebswelle Differential 3. Radträger vorne links
Serie Serie
l E
insatzstahlSCr420H l G
usseisen (Rm = 400 – 600 MPa)
l m
= 1.182 g l m
= 5.060 g
Potenzial Potenzial
l H
öherfester Einsatzstahl l S
tahlschmiedeteil aus ferritisch-
16MnCrV7-7 (H2) und fort- perlitischem oder bainitischem Stahl
geschrittene Fertigung ermöglichen l R
m = 1.100 MPa
Querschnittsverringerungen l m
≈ 4.100 g
l m
= 875 g l ∆
m ≈ 960 g (23 %)
l ∆
m = 307 g (35 %)
2. Stoßdämpfer 4. Pleuel
Serie Serie
l S
tahlrohr,z. B. E235 (1.0308) l 2
3MnVS3
l W
andstärke 2,8 mm l m
= 572 g
l m
= 1.054 g
Potenzial
l H
öherfestes Stahlrohr FB590 Potenzial
l W
andstärke 2,0 mm l H
öherfesterStahl 36/46MnVS6Mod à ∆m ≈ 35 %
l m
= 804 g l W
eitere höherfeste Stähle:
l ∆
m = 250 g (31 %) 27/30/38 MnVS6 u.ä.; 16MnCrV7-7, S40C + P
Quellen: 1 = Hirschvogel, Georgsmarienhütte; 2 = BENTELER; 3 = ArcelorMittal;
4 = TimkenSteel, Nissan Motor, Deutsche Edelstahlwerke, Nippon Steel & Sumitomo Metal, Schmiedetechnik Plettenberg, Georgsmarienhütte, Saarstahl, ArcelorMittal Seite 31Leichtbaupotenzial von Hochleistungsstählen
Software-Tool Fahrzeugparameter
- Geschwindigkeit
- Drehmoment
- Getriebedesign
- Bauteilverbindungen
Software-Tool
Herstellungsprozess
Wellen
Materialdaten
- Streckgrenze Lager Getriebe Synchron
- Torsionssteifigkeit Masse
- Oberflächendruck
- Oberflächenhärte
Trägheit
- Elastizitätsmodul Bauraum
Zahnfußtragfähigkeit Grübchentragfähigkeit
- Poissonzahl
- ...
Zylindrische Torsions- und
Pressverbindung Biegesteifigkeit
Materialeigenschaften
Gehäuse
l Dimensionierung der Wellen nach DIN 743
l Dimensionierung der Zahnräder nach DIN 3990
l Dimensionierung des Planetengetriebes nach VDI 2157
l Dimensionierung der zylindrischen Pressverbindung nach DIN 7190
Quelle: IPEK für Initiative Massiver Leichtbau Phase III Seite 32Leichtbaupotenzial von Hochleistungsstählen
Software-Tool Funktionales Layout
des e-CVT-Hybrid-Getriebes
l Entwicklungeines Modells zur groben Auslegung /
Berechnung von Design und Masse von Getrieben
l Modell erstellt und verifiziert für:
l e-CVT-Hybrid-Getriebe, SCr420H, SCM420H E-Maschine
(ähnlich zu 25CrMo4) 1. Welle
l 12-Gang-Lkw-Getriebe, 25MoCrS4, 30MnSiV6, 20MoCrS4 VKM Welle
Planeten
l Evaluation der beeinflussenden Variablen der Material- E-Maschine
2. Welle
charakteristiken zur Getriebedimensionierung
Hohlrad
l Untersuchung der realen Einflüsse hochfester Stähle
Planeten
l Evaluationder „weichen Einflussfaktoren“
aus ISO 6336, Teil 5 Zwischen-
welle
2. Getriebe-
stufe zum
Differential
Quelle: IPEK für Initiative Massiver Leichtbau Phase III Seite 33Leichtbaupotenzial von Hochleistungsstählen
Software-Tool e-CVT-Hybrid-Getriebe
Quelle: IPEK für Initiative Massiver Leichtbau Phase III Seite 34Getriebestudie IPEK – Hinterachsgetriebe
Änderung Gewicht
je nach Änderung Belastbarkeit
Werkstoffbelastbarkeiten Änderung Abmessungen
je nach Änderung Belastbarkeit
Zahnflanken- Zahnfuß- Schwellende Biegeermüdungs-
∆ Gewicht / g
festigkeit / MPa festigkeit / MPa Torsionsfestigkeit / MPa festigkeit / MPa
1.500 à 1.800 1.000 270 450 -129
1.500 à 1.800 1.000 à 1.200 270 450 -1.216
1.500 à 1.800 1.000 à 1.200 270 à 324 450 -1.722
1.500 à 1.800 1.000 à 1.200 270 à 324 450 à 540 -1.875
Quelle: IPEK für Initiative Massiver Leichtbau Phase III Seite 35Leichtbaupotenzial von Hochleistungsstählen
Funktionales Layout des Lkw-Getriebes
synchronisiert synchronisiert
1. Zahnrad
2. Zahnrad Rückwärtsgang
Eingang Ausgang
Vorstufe 1 Planeten-
getriebe
Vorstufe 2
Vorstufengruppe Hauptgruppe Nachgeschaltete Gruppe
synchronisiert unsynchronisiert synchronisiert
Quelle: IPEK für Initiative Massiver Leichtbau Phase III Seite 36Leichtbaupotenzial von Hochleistungsstählen
Software-Tool Lkw-Getriebe
Quelle: IPEK für Initiative Massiver Leichtbau Phase III Seite 37Leichtbaupotenzial von Hochleistungsstählen
Ergebnisse
l DasLeichtbaupotenzial in Bezug auf die Masse für eine Optimierung
der Materialeigenschaften um 10 % ergibt sich:
l für das e-CVT-Hybrid-Getriebe zu circa 3,5 kg
l für das 12-Gang-Lkw-Getriebe zu circa 17 kg
l DasModell zeigt weiterhin:
Eine weitere Erhöhung der Materialfestigkeit der Zahnräder und Wellen
könnte zur weiteren Gewichtseinsparung führen.
Seite 38Forschung – Heute und Morgen
Der Forschungsverbund „Massiver Leichtbau“
Innovations-
realisierung Der Forschungsverbund „Massiver Leichtbau –
Innovationsnetzwerk für Technologiefortschritt
in Bauteil-, Prozess- und Werkstoff-Design für
Bauteil- massivumgeformte Bauteile der Automobiltechnik“
design ist entstanden aus dem Ideenwettbewerb
„Leittechnologien für KMU“ des BMWi-IGF
Integrale Bauteile Fügeverfahren über die AiF.
Zerspanung
Verzugsverhalten
Umformung Ziel: Mithilfe neuer Stahlwerkstoffe
Beanspruchungs- sowie Bauteilkonstruktionen und
gerechte Auslegung Ressourcen-
einsparung
Fertigungsmethoden auch den
Antriebsstrang von Automobilen –
vom Motor über das Getriebe bis zu
Werkstoff- Prozess- den Radlagerungen – noch leichter
design design
zu machen und trotzdem
Legierungs- Wärme- höchste Lebensdauererwartungen
konzept behandlung
zu erfüllen.
Lokale
Bauteileigenschaften
Seite 39Forschung – Heute und Morgen
Mehrkomponenten-Zahnräder
Werkstoff l 1
8CrNiMo7-6 l 1
8CrNiMo7-6 l 1
8CrNiMo7-6
Geometrie l V
ollkörper l 4
x Bohrungen l U
mfangsnut
Fertigungsverfahren l G
edreht l G
edreht / gefräst l G
edreht / gefräst
Gewichtsreduktion l 0
% l - 25 % l - 25 %
Drehmoment (statisch) l 7
94 Nm* / 889 Nm** l 1
92 Nm* l 3
33 Nm*
Werkstoff l D
C04 (Blech) l D
ualphasenstahl l C
15
Geometrie l L eichtbaustruktur l L
eichtbaustruktur l L
eichtbaustruktur
Fertigungsverfahren l T iefgezogen l G
eschnitten / paketiert l U
mformfügen
Gewichtsreduktion l - 44,5 % l - 30,5 % l - 30 %
Drehmoment (statisch) l 4
33 Nm** l 6
27 Nm* / 776 Nm** l 1
.200 Nm
* Gefügt beim Abschrecken / ** Gefügt beim Anlassen Seite 40Forschung – Heute und Morgen
Die Forschungsvereinigungen
Der Forschungsverbund wird seit dem 01.05.2015 durch die ...
FOSTA Forschungsvereinigung Arbeitsgemeinschaft Wärme- Forschungsvereinigung Forschungsgesellschaft
Stahlanwendung e. V. behandlung und Werkstoff- Antriebstechnik e. V., Stahlverformung e. V.,
(Federführung) technik e. V., Bremen (AWT) Frankfurt (FVA) Hagen (FSV)
... aus Mitteln des Bundesministeriums für Wirtschaft und Energie (BMWi) über die Arbeitsgemeinschaft
industrieller Forschungsvereinigungen „Otto von Guericke“ e. V. (AiF) gefördert. Die Laufzeit beträgt 3 Jahre.
Zusätzliche Leichtbaupotenziale zu den Ergebnissen aus Phase I und II sind in ca. zwei Jahren
zu erwarten. Erst die wissenschaftliche Absicherung der dynamischen Belastung neuer Werkstoffe
aus den im Mai 2015 gestarteten fünf Forschungsprojekten garantiert weitere Ergebnisse.
Die Initiative Massiver Leichtbau erwartet aus dem Forschungsverbund
zusätzliche Gewichtsoptimierungsmöglichkeiten.
Seite 41Ausblick ...
Ergebnistransfer
l Aktuelle Informationen unter www.massiverLEICHTBAU.de
l Veröffentlichungen
l Vortragsveranstaltungen und Ausstellungen
l TechDays „Massiver Leichtbau“ bei Automobilfirmen und Systemlieferanten
l Kontakt:
Industrieverband Massivumformung e. V.
Dorothea Bachmann Osenberg
Telefon: +49 2331 958830
E-Mail: info@massiverLEICHTBAU.de
Seite 42Sie können auch lesen