Laser Plastic Welding 2018 /19 Innovativ und flexibel - Leister ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Laser Plastic Welding 2018 /19 Innovativ und flexibel

Laserstrahlen verschweissen Kunststoffe
Der sprichwörtlichen Vielfalt der Kunststoffindustrie in Bezug auf Materialien, Bauteile, deren Design und Grösse
begegnet Leister kompetent und flexibel. Mit den vielseitigen Lasersystemen werden unterschiedlichste Schweiss-
aufgaben individuell und kundenorientiert gelöst. (Konzeptbeschreibungen Seiten 8 / 9)
Nadelschutzkappen (Radialschweissen) Ölabscheider Optischer Sensor (Simultanschweissen)
(Quasi-Simultanschweissen)
Fernbedienung (Konturschweissen) Cerumenschutz (Maskenschweissen von Liquid Vapor Separator LVS
Membranen) (GLOBO-Schweissen)
Türgriffblinker (Konturschweissen) Mikrotiterplatte (Maskenschweissen) Head-up display (GLOBO-Schweissen)
Kühleinheit (Quasi-Simultanschweissen) Technisches Gelege Piezoventil (Quasi-Simultanschweissen)
(GLOBO-Schweissen)
2 www.leister.com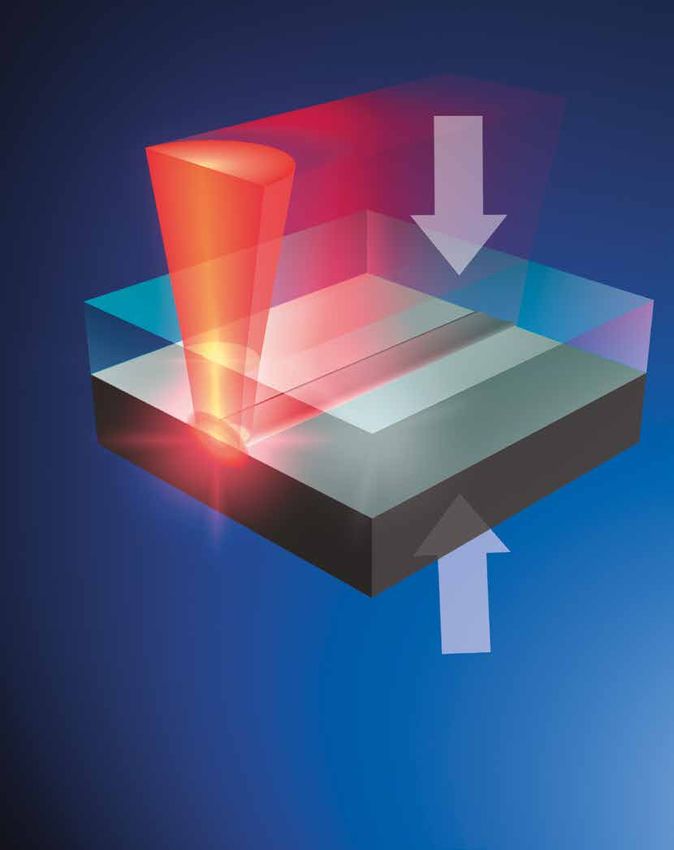
Flexible Anlagenkonzepte
Die Anlagen basieren auf Standards, die speziell auf die Kundenbedürfnisse und Applikationen hin konfiguriert
werden. Die Konzepte sind für Modifikationen offen und bieten genügend Platz für kundenspezifische Adaptionen.
Rundtakt-Einheit
Transferband
Schlechtteilbox
Medikamentenpumpe Filtergehäuse (Simultanschweissen) Soft Touch LED
(Konturschweissen) (Quasi-Simultanschweissen)
3
Kunststoff-Laserschweissen auf den Punkt gebracht
Laser Plastic Welding – Eine Business Unit mit langjähriger Erfahrung im Laserschweissen von Kunststoffen.
Leister ist der einzige Anbieter aller Standard Schweissverfahren und besitzt mit dem Masken- und dem
Globo-Schweissen zwei Patente auf Schlüsselverfahren.
Leister setzt auf Beratung Das bekommen Sie von Leister
Eine gute Beratung ist der Grundstein zu einer Unterstützung bei der:
erfolgreichen Zusammenarbeit. • Auswahl des Schweisskonzeptes
• Werkstoffauswahl
Das Team der Business Unit Laser Plastic Welding verfügt • Laserschweissgerechten Bauteilauslegung
über jahrelange Erfahrung im Laserschweissen von Kunst-
stoffen. Dieses Know-how nutzen wir gerne um mit dem Kunden
den optimalen Prozess zu evaluieren. Wir unterstützen Sie daher Prozessentwicklung:
in allen Belangen: von der Konzeption über die Konstruktion und
Materialauswahl bis hin zur Prozessoptimierung und -integration. • Evaluation eines geeigneten Prozessfensters und
geeigneter Qualitätsüberwachungsmethoden
Leister ist seit über 60 Jahren der weltweit führende Anbieter von • Bauteilprüfung, Beurteilung der Schweissqualität
Kunststoff-Schweissgeräten. Wir verfügen über umfassendes • Implementierung des Prozesses in die
theoretisches und praktisches Know-how in der Kunststoff- Produktionsumgebung
verarbeitung. Auch mit dem Laserstrahlschweissen haben wir
uns im Markt etabliert. Leister entwickelt und fertigt als eines
der ersten Unternehmen Lasersysteme zum Schweissen von Schweisssysteme:
Kunststoff. Jede unserer Entwicklungen definiert den Stand der
technischen Möglichkeiten. • Schlüsselfertige Handarbeitsplätze
• Komponenten zur Integrationslösung
• Prozesssoftware
Service:
• Prototypen und Kleinserienproduktion
• Online Diagnose, Wartung und Problembehebung vor Ort
• Wartung und Serviceverträge
Lasersysteme von Leister werden in den verschiedensten Industrien eingesetzt.
Medizin: Automobil: Elektronik: Mikrotechnik: Textil:
Sauberes und emissi- Hohe Reproduzierbar- Schwingungsfreies Präzise und eng Folien und Gewebe
onsfreies Schweissen keit und Prozess- Verbinden ohne begrenzte Energie- endlos und schnell
sicherheit in allen mechanische Belas- einbringung verbinden
Dimensionen tung
4 www.leister.com
Laserstrahl
Fügedruck
Schweissnaht
Transparenter
Fügepartner
Schmelzzone
Absorbierender Fügepartner
Fügedruck
Das Laserschweissprinzip
Beim Laserschweissen von thermoplastischen Kunststoffen benötigt, der durch mechanisches Spannen aufgebracht wird.
werden ein für den Laser transparenter und ein absorbierender Durch die lokale Erwärmung und Ausdehnung entsteht zu-
Fügepartner miteinander verbunden. sätzlich ein innerer Fügedruck. Innerer und äusserer Fügedruck
sorgen für eine feste Verschweissung der beiden Teile.
Der Laserstrahl durchdringt den transparenten Kunststoff und
trifft auf den absorbierenden, weshalb das Verfahren auch Mit dem Laserstrahl lassen sich fast alle thermoplastischen
„Laser-Durchstrahl-Schweissen“ genannt wird. Infolge der Laser- Kunststoffe und thermoplastischen Elastomere schweissen –
energie schmilzt der absorbierende Fügepartner auf und leitet unter anderem ABS, PA, PC, PP, PMMA, PS, PBT sowie auch
Wärme in den transparenten Fügepartner, bis dieser ebenfalls glasfaserverstärkte Kunststofftypen. Die Schweissnahtfestigkeit
schmilzt. Hierzu wird ein physischer Kontaktin der Fügeebene liegt im Bereich der Grundmaterialfestigkeit.
5
Kunststoff-Laserschweissen auf den Punkt gebracht
Laser Plastic Welding – Die konsequenten Innovationen der letzten Jahre haben das Laserschweissen von Kunst-
stoffen im Markt etabliert. Einerseits sind mehrere Schweisskonzepte entwickelt worden und andererseits sind neue
Materialien und Materialkombinationen dem Schweissprinzip angepasst worden.
Das Prinzip setzt sich durch Geeignete Materialien
Das Laserdurchstrahlschweissen hat sich als Verfahren im Mit dem Laserstrahl lassen sich fast alle thermoplastischen
Markt durchgesetzt. Der grosse Anwendungsbereich erklärt Kunststoffe und thermoplastischen Elastomere schweissen.
sich einerseits durch die Vorteile des Verfahrens gegenüber Auch glasfaserverstärkte oder unterschiedliche Materialien
traditionellen Verfahren und andererseits durch die Vielfalt der lassen sich mit dem Laser schweissen. Eine Auswahl von
Schweisskonzepte. geprüften Materialkombinationen ist in der Tabelle (Seite 7) auf-
geführt.
Leister hat die Anfänge dieser Technologie mit begleitet und
neue Konzepte entwickelt durch welche sowohl grosse 3D Optische Eigenschaften
Bauteile als auch kleine Mikrobauteile geschweisst werden
können. Profitieren Sie von unserem Know-how und lassen Sie Die optischen Eigenschaften der Materialkombination sind
uns zusammen Ihre Applikationen zur Marktreife bringen. entscheidend für den Schweissprozess. Ein Fügepartner muss
transparent und einer muss absorbierend für die verwendete
Laserstrahlung sein. Thermoplaste, im Naturzustand, sind in der
Regel transparent für diese Strahlung. Die Absorption wird mit
Nichts als Vorteile Additiven wie z.B. Russ erzielt. Auf dem Markt sind jedoch auch
andere Additive erhältlich die unter anderem farbige Kombina-
• Berührungsloses, flexibles Fügeverfahren tionen zulassen. Allgemein können Schweissnahtfestigkeiten im
Bereich der Grundmaterialfestigkeit erzielt werden.
• Minimale thermische Belastung der zu
schweissenden Bauteile Laser Transmission
• Kleine mechanische Belastung Die optischen Eigenschaften der Kunststoffe werden durch
Kristallisation, Füllstoffe, Wandstärke und Oberflächenstrukturen
• Einfache Geometrie der Fügenaht beeinflusst. Eine optimale Absorption der Laserstrahlung liegt in
oberflächennahen Schichten und wird durch geeignete Füllstoffe
• Keine Freisetzung von Partikeln erreicht. In Natura sind Kunststoffe transparent für die Strahlung.
Bitte prüfen Sie die Eignung Ihrer Fügepartner mit Ihren Leister
• Schwingungsfreie Bearbeitung Ansprechpartner.
• Optisch einwandfreie Schweissnaht
Oberflächenabsorption
• Hohe Präzision •• wenig Reflektion
•• hohe Materialabsorption
Erwärmung Oberflächen
• Hohe Festigkeit naher Schichten
• Kein Werkzeugverschleiss Volumenabsorption
•• wenig Reflektion
•• wenig Materialabsorption
Erwärmung des Volumens
Reflektion
Nur wenig
Materialerwärmung
6 www.leister.com
Die Tabelle zeigt einen Auszug aus möglichen Material-
kombinationen zum Laserdurchstrahlschweissen mit
einer Gewichtung zur Schweissbarkeit. Mit dem Laser
sind demnach Kombinationen schweissbar, die für andere
Verfahren eine grössere Herausforderung darstellen.
Materialkombinationen
Transparenter Fügepartner
PC/ABS
PE-LLD
PMMA*
PE-HD
PE-LD
MABS
PA 66
PA 12
PA 11
PEEK
POM
PA 6
COC
COP
SAN
ABS
ASA
PUR
PSU
PVC
PPS
PBT
LCP
PES
EVA
PET
TPE
PEI
PC
SB
PS
PP
PI
EVA
PE-LLD
PE-LD
PE-HD
PP
COC
COP
ABS
ASA
SAN
PMMA*
PC
Absorbierender Fügepartner
PC/ABS
PS
SB
PET
PBT
PVC
PUR
POM
PA 6
PA 66
PA 11
PA 12
PPS
LCP
PES
PEI
PI
PSU
MABS
TPE
PEEK
Sehr gut schweissbar wenn eine Laser Transmission gegeben ist *PMMA: Vorsicht bei Platten Material: gegossene PMMA sind nicht schweissbar.
Gut schweissbar, wenn eine Laser Transmission gegeben ist
Schweissbarkeit ist möglich, sollte aber mit Versuchen überprüft werden
TPE: Thermoplastische Elastomere (TPE) lassen sich untereinander mit TPEs gleichen Typs schweissen oder mit formfesten Thermoplasten, wenn diese mit dem Basismaterial des TPEs
kompatibel sind. Zu den thermoplastischen Elastomeren gehören TPE-O, TPE-U, TPE-V, TPE-C, TPE-S, TPE-A.
Laser Transmission: Die Transparenz der Kunststoffe wird durch Kristallisation, Füllstoffe, Wandstärke, Pigmente und Oberflächenstrukturen beeinflusst. Bitte prüfen Sie die Eignung Ihres Transparenten
Fügepartners mit Ihrem Leister Ansprechpartner.
7
Individuelle Lösungen für vielfältige Aufgaben
Laserschweissen eignet sich für verschiedenste Branchen und unterschiedlichste Applikationen. Um für jede
Anwendung die optimale Lösung anbieten zu können, hat Leister passende Konzepte entwickelt. So kann das
Potenzial dieses Verfahrens in jedem Fall gewinnbringend eingesetzt werden. Leister offeriert Systeme für das
Konturschweissen Quasi-Simultanschweissen
Beim Konturschweissen fährt ein fokussierter Laserstrahl die Zwei Scannerspiegel lenken den punktförmigen Laserstrahl ab
Schweissnaht sequenziell ab und schmilzt sie lokal auf. Dabei und führen ihn mit sehr hoher Geschwindigkeit der Schweiss-
bleibt das Schweissvolumen auf Grund der geometrischen kontur entlang. Die Fügenaht wird mehrmals pro Sekunde
Verhältnisse klein und der Austritt von Schmelze wird vermieden. abgefahren, wodurch der Laserstrahl die gesamte Schweissnaht
Die Relativbewegung erfolgt durch Bewegung des Bauteils, des praktisch gleichzeitig erwärmt und plastifiziert. Formteiltoleranzen
Lasers oder aus einer Kombination von beiden. können abgeschmolzen werden und bilden einen Schweiss-
wulst, da die beiden Fügeteile während des Schweissvorgangs
aufeinander gedrückt werden.
Charakteristik und Anwendung: Charakteristik und Anwendung:
• Punktförmiger Laserstrahl • Punktförmiger Laserstrahl
• Schweissbreite lässt sich mit der Brennweite verändern • Grosse Flexibilität
• Beliebige 2D-Fügelinien • Spaltüberbrückung möglich
• Ideal bei häufigem Wechsel der Bauteile • Geeignet für Kleinserien und Massenproduktion
Simultanschweissen Radialschweissen
Bei diesem Verfahren wird die gesamte Schweissnaht simultan Der Laserstrahl wird von einem Spiegel so abgelenkt, dass
– also gleichzeitig – von einem oder mehreren Lasern erwärmt. er radial auf die rotationssymmetrische Oberfläche der zu
Kreis- und linienförmige Schweissungen können sehr einfach schweissenden Bauteile auftrifft. Dabei gewährleistet die Press-
realisiert werden. Mittels speziellen, neu entwickelten strahl- passung zwischen den Fügepartnern den für den Schweiss-
formenden Elementen lassen sich mittlerweile auch nahezu prozess erforderlichen Anpressdruck. Für diese umlaufende,
beliebige Konturen erzeugen. dichte Schweissnaht muss das Bauteil nicht bewegt werden.
Charakteristik und Anwendung: Charakteristik und Anwendung:
• Kurze Prozesszeit • Geeignet für unterschiedlichste Durchmesser
• Keine Relativbewegung • Keine Rotationsbewegung
• Spaltüberbrückung möglich • Hoher Durchsatz
• Geeignet für Massenproduktion • Keine Spannvorrichtung erforderlich
8 www.leister.com
Konturschweissen (oder Bahnschweissen), das Simultan- und Quasi-Simultanschweissen, das Rollenschweissen
sowie für das Radialschweissen. Erweitert wir das Angebot durch die mit dem «Swiss Technologie Award»
ausgezeichneten Konzepte Maskenschweissen und GLOBO-Schweissen.
Maskenschweissen GLOBO-Schweissen
Zwischen Laserquelle und zu schweissenden Teilen wird eine Beim GLOBO-Schweissen wird ein punktförmiger Laserstrahl
Maske eingefügt. Ein linienförmiger, möglichst gut kollimierter über eine luftgelagerte, reibungsfrei drehbare Glaskugel auf die
– also paralleler Laserstrahl wird quer über die Fügeteile Fügeebene fokussiert. Die Kugel ist letztes optisches Element
bewegt. Die Laserstrahlung trifft nur dort auf die Fügeteile, und dient als Andruckwerkzeug. Während des Abrollens auf der
wo sie nicht durch die Maske blockiert wird. Das Masken- Bauteiloberfläche drückt diese genau oberhalb der fokussierten
schweissen erzielt eine hohe Auflösung und ist dazu geeignet Laserstrahlung an. Die Kugel ersetzt die mechanische Andrück-
sowohl kleinste als auch variable, flächige Strukturen zu vorrichtung und erweitert das Schweiss-Spektrum sowohl für
schweissen. endlose wie auch für dreidimensionale Anwendungen.
Charakteristik und Anwendung: Charakteristik und Anwendung:
• Linienförmiger Laserstrahl • Beliebige Fügegeometrien in zwei oder drei Dimensionen
• Beliebige Fügegeometrie in einer Ebene • Schweissen ohne Spannvorrichtung
• Schnell und flexibel • Synchronisation von Anpressdruck / Energieeinbringung
• Geeignet für Mikro- und Makroanwendungen • Geeignet für Robotereinsatz
Rollenschweissen
Das Rollenschweissen beruht auf dem Konzept des
GLOBO-Schweissens. Ein linienförmiger Laserstrahl wird durch
eine Glasrolle auf die Fügeebene fokussiert. Die Rolle ist wahl-
weise einseitig oder zweiseitig gelagert und die Linienbreiten
sind in verschiedenen Längen erhältlich. Das Rollen-Schweissen
ermöglicht breitere Schweissnähte und somit höhere Festig-
keiten in der Schweisszone.
Charakteristik und Anwendung: Die von Leister entwickelten und patentierten Fügekonzepte
• Beliebige geradlinige, zweidimensionale Fügegeometrie Masken- und GLOBO-Schweissen wurden mit dem
• Schweissen ohne Spannvorrichtung «Swiss Technology Award» ausgezeichnet.
• Unterschiedliche Schweissnahtbreiten
• Geeignet für Robotereinsatz
9
Handarbeitsplätze für jede Anwendung
Die NOVOLAS WS-AT ist ein Handarbeitsplatz der vielfältig ausgestattet werden kann. Neben der Standard-
ausführung sind auch Erweiterungen mit Rundtakttisch und Transferband erhältlich. Abgerundet werden diese
NOVOLAS-Lasersysteme durch umfassendes Zubehör. So können Sie sich ein Laserschweisssystem zusammen-
stellen, das auf Ihre Anwendungen und Prozesse abgestimmt ist.
NOVOLAS WS-AT Technische Daten
Ein modulares, universell einsetzbares System. Es enthält alle Lasertyp Diodenlaser, Faserlaser
prozess-notwendigen Komponenten und ist zur Anbindung aller Strahlform Fasergekoppelter Laser, Linienlaser
Optionen vorbereitet. So können Sie jene Zusatzkomponenten Laserleistung W Spot bis 300, Linie bis 600
auswählen, die für Ihren Prozess notwendig und sinnvoll sind. Linienlänge mm 18 – 95, LineBeam AT
Die NOVOLAS WS-AT Lasersysteme lassen sich mit mehreren PC-Steuerung für Laser, Achsen
Lasermodulen und Bearbeitungsköpfen pro System ausstatten, Steuerung
und Prozesskontrolle
was die Produktivität und damit die Wirtschaftlichkeit steigert. Mehrere Lasermodule pro System
Zykluszeiten können zusätzlich durch automatisiertes oder teil- Multilaser
möglich
automatisiertes Bauteilhandling optimiert werden, beispielsweise Datenschnittstelle Windows Share
mittels Rundtakttisch. Die Steuerungssoftware umfasst alle
Kundenspezifisch, Ethercat, Profibus,
erforderlichen Module der Prozesssteuerung und ist auf die Steuerungsschnittstelle
CAN, Profinet, ...
Integration weiterer Optionen und Zubehörteile ausgelegt. Die
200/ 230 ± 10%,
Online- Prozesskontrolle mit Gut / Schlecht-Erkennung ist direkt Spannung V~
luftgekühlt auch 110
in der Steuerung integriert. Unmittelbar nach der Installation des
schlüsselfertigen Systems können Sie mit der Produktion be- Frequenz Hz 50 / 60
ginnen. Max. Stromaufnahme A 16 (je nach Ausführung)
Anschluss Druckluft bar 6
Wasser- oder Luftkühlung, je nach
Kühlung
Ausführung, Abluft max. 55 °C
Umweltbedingungen °C 15 – 40, luftgekühlt bis 35
Standardausführung
Masse (B x T x H) mm 860 x 1240 x 1860,
ohne Warnlampe und Bildschirm
Gewicht kg ca. 400, je nach Ausführung
Laserklasse 1 (mit Pilotlaser 2 / 2M / 3R)
Bedienoberfläche Leister HMI
CE-konform. Technische Änderungen vorbehalten. Weitere Ausführungen
auf Anfrage.
• Schlüsselfertiges Lasersystem für alle
Laser-Schweisskonzepte
• Umfassende und selbsterklärende Bedienoberfläche
• Mehrere Laser- und Optikmodule pro System erhöhen
Durchsatz und Wirtschaftlichkeit
• Online-Prozesskontrolle in Steuerung integriert
• Modularer Aufbau erlaubt kundenspezifische
Anpassung
• Einfache Integration in bestehende Transfersysteme möglich
• Rundtakttisch mit 2er- oder 3er-Teilung
NOVOLAS WS-AT:
Laserschweisssystem, hier in der Ausführung als
Handarbeitsplatz.
10 www.leister.comEin Handarbeitsplatz als Tischversion
Das NOVOLAS TTS (Table Top System) besticht durch seine Funktionalität auf kleinstem Raum. Dieser kompakte
Handarbeitsplatz vereint alle Vorteile des Laserschweissens von Kunststoffen in einem kostengünstigen und einfach
programmierbaren System.
NOVOLAS TTS Technische Daten
Das kompakte Design des NOVOLAS TTS enthält alle zum Lasertyp Diodenlaser, luftgekühlt
Laserschweissen von Kunststoffen notwendigen Komponenten. Strahlform Spot, Linie, Ring, DOE
Die Lasereinheit und die Bearbeitungszelle sind getrennt von Laserleistung W 40 (max.)
einander aufstellbar und können so platzoptimiert in der Pro- Pilotlaser LED
duktion eingesetzt werden. Trotz der kleinen Bearbeitungszelle Bearbeitungsfläche mm 100 x 100
ist die Bearbeitungs- bzw. Schweissfläche 100 x 100 mm. Das max. Fahrgeschwindigkeit mm/s 200
NOVOLAS TTS wird über eine Mini SPS gesteuert und mit einer
max. Spannkraft N 1372
von Leister entwickelten HMI (Human Machine Interface) Soft-
Luftdruck bar 6
ware programmiert. Das HMI überträgt die prozess-relevanten
Daten ins System wo sie dann projektbezogen gespeichert Eingebundene SPS zur Prozess
Steuerung
werden. steuerung von Laser und Achsen
Die Schweisskontur ist individuell im CNC-Code programmierbar Masse (L x B x H)
mm
während andere Parameter wie Laserleistung und Geschwindig- Bearbeitungszelle 500 x 585 x 525
mm
keit einfach vorgegeben werden können. Basic AT compact 550 x 500 x 325
Einmal implementiert, funktioniert das System autonom. Eingabe- Gewicht
kg
komponenten wie Tastatur und Monitor können für die Produktion Bearbeitungszelle ~ 65
kg
vom System getrennt werden. Wenn gewünscht ist auch ein Basic AT compact ~ 35
externer Zugriff über einen Remote Desktop möglich. Netzspannung V~ 100 – 240
max. Stromaufnahme A 10
• Kompaktes und effizientes Laserschweisssystem Frequenz HZ 50 / 60
• Investment-optimierte Produktionsanlage Kabellänge zwischen
• Mehrere Anwendungen für die Produktion einstellbar den Modulen mm 2000
• Prozessübergreifende HMI Software Umweltbedingungen °C 15 - 40
• Lasersicherheitsklasse 1 Bedienoberfläche Leister HMI
CE-konform. Technische Änderungen vorbehalten. Weitere Ausführungen
auf Anfrage.
Bearbeitungszelle: NOVOLAS Basic AT Compact:
Kompakt und effizient Kompaktes und kostengünstiges Diodenlasersystem
11NOVOLAS HMI (Human Machine Interface) Software
Eine prozessabbildende Software, die über die gesamte
Produktpalette verwendet wird. Sie ist auf die verwen-
deten Module konfiguriert und stellt alle einstellbaren
Prozesse dar.
Willkommen
Schon beim Einloggen wird sowohl die Sprache als auch der
Level gewählt. Drei Level sind wählbar die über Passwörter
geschützt sind:
• Einrichten
• Produktion
• Service
Auf der rechten Seite der Bildschirmoberfläche ist je nach
Anwendung das Lasersystem abgebildet.
Einrichtmodus
Im Einrichtmodus werden prozessrelevante Parameter
eingestellt und für den Operator freigegeben:
1. Bewegung: Programmierbar im G-code
2. Laser: Leistung und Prozessmoden
3. Spannvorrichtung: Funktionen des Spannsystems
und deren Moden
4. Qualitätskontrolle: Auswahl und Art der Kontrolle
Produktionsmodus
Im Produktionsmodus kann der Operator:
1. Ein Bearbeitungsprogramm auswählen
2. Die Anzahl der geschweissten Teile einsehen, die
als gut (grün) oder schlecht (rot) bewertet werden
3. Eine freigegebene Qualitätskontrolle auswählen
die als Kurve im unteren Bereich dargestellt wird
SystemOverview
Eine Software die mit jedem NOVOLAS Basic AT System
mitgeliefert wird. Die Software visualisiert die Zustände der
einzelnen Module und unterstützt die Integration und das
Einrichten des Prozesses. In Servicefällen kann das System mit
dieser Software analysiert und upgedated werden. Ein fern-
gesteuerter Zugriff über einen Internetzugang ist bereits vor-
installiert.
12 www.leister.comQualitätskontrolle
Die Beobachtung und Qualifizierung des Schweißergebnisses wird anhand von optionalen Prozessüberwachungs-
methoden an den Prozess angepasst. Anhand dieser Methoden sind Ausschussverfahren realisierbar, die den
Gesamtprozess stabilisieren.
Prozessüberwachung
Prozesskontrolle im Produktionsprozess
Pre - Prozess Post - Prozess
• Messungen relevanter Dimensionen • Optische Kontrolle
• Ebenheitsmessungen • Prüfung des Druckabfalls
• Messung optischer Eigenschaften • Prüfung des Vakuumabfalls
• Bauteilanwesenheitskontrolle • Zerstörende Prüfmethoden
• Kontrolle der Bauteillage • Berstdruck
• Aufnahmekodierung • Dünnschnitte
• Bauteilkodierung • Zugprüfung
In - Prozess
• Messung der Laserleistung
• Messung der Schweissgeschwindikeit
• Pyrometrie
• Bauteilposition und Abschmelzweg
• Abschmelzgeschwindigkeit
• Spannkraft
• Optische Überwachung
Überwachte Schweissergebnisse
Oftmals führt eine Kombination dieser drei Bereiche zum
optimalen Ergebnis. Die prozessbegleitende Überwachung ist
eine online Kontrolle die z.B. mit einem Pyrometer zur Temperatur-
überwachung oder durch eine Weg-/Kraftmessung realisiert
werden kann. Diese Optionen werden auf die Applikation und
das verwendete Schweissverfahren hin eingestellt.
Pyrometer
• Prozesskontrolle und -regelung nach Temperatur
• Temperaturbereich 100 – 400 °C
Weg-/Kraftmessung
• Prozesskontrolle und -regelung nach Fügeweg
• Auflösung 0.01 mm bei 25 mm Messweg
• Auflösung 10 N bei 2000 N Messbereich
13Die modularen, integrierbaren und leistungsstarken Lasersysteme
NOVOLAS Basic AT und Basic AT Compact: Die Kombination dieser Lasersysteme mit den Schweissprinzipien ergibt
eine Vielzahl von Optionen, die jede Herausforderung annehmen. Die Systeme sind zur Integration in Produktions-
anlagen konzipiert und auf das Laserschweissen von Kunststoffen ausgelegt.
NOVOLAS Basic AT und Basic AT Compact Technische Daten
NOVOLAS Basic AT und Basic AT Compact sind für die Lasertyp Diodenlaser, Faserlaser
Integration in Fertigungslinien und Fertigungszellen konzipiert. Strahlform Fasergekoppelter Laser, Linienlaser
Durch den konsequent modularen Aufbau lassen sich die Laserleistung W Spot bis 300, Linie bis 600
Lasersysteme sehr gut für die verschiedensten Anforderungen Linienlänge mm 18 – 95, LineBeam AT
konfigurieren. So können mit den unterschiedlichen Dioden- Bis zu 4 Lasermodule
laser- und Optikmodulen nahezu sämtliche Schweisskonzepte Multilaser
pro System möglich
realisiert werden. Die aufeinander abgestimmten Komponen- Pilotlaser / Ziellaser mW < 3 (Laserklasse 2 / 2M / 3R)
ten sorgen sowohl für eine hohe Prozesssicherheit als auch für Digital / analog I/O, RS232,
eine kostengünstige Fertigung. Der Einsatz mehrerer Laser- und Steuerungsschnittstelle
RS422/485
Optikmodule in einem einzigen System ermöglicht den
Spannung 200 – 240
effizienten Weg zur Erhöhung des Durchsatzes – und damit zur V~
Basic AT bei wassergekühlten Laser
Senkung der Kosten.
Spannung 100 – 240
V~
Basic AT und AT Compact bei luftgekühlten Laser
• Flexibel und preiswert; für vielfältige Anwendungen geeignet
• Ansteuerung durch kundeneigenes Leitsystem Frequenz Hz 50 / 60
• Mehrere Laser- und Optikmodule in einem System möglich Max. Stromaufnahme A 10 – 16 (je nach Ausführung)
• Sehr hoher Durchsatz bei entsprechendem Ausbaustandard Wasser- oder Luftkühlung,
Kühlung
• Modularer Aufbau mit diversen optionalen Komponenten (je nach Ausführung)
• Schnell - Steckverbindung der Anschlüsse Umweltbedingungen °C 15 – 40, luftgekühlt 15 – 35
• Interlock 2-kanalig nach Performance Level e (EN 13849) Masse (B x T x H)
• Zwei Not-aus Konzepte: Basic AT compact mm 550 x 500 x 325 (6 HE)
1) Intern (in Reihe geschalteter Not-aus) Basic AT 550 x 780 x 878 – 1288 (12 – 24 HE)
2) Extern (extern abgefragter Not-aus Status) Gewicht kg Ab 35 (Basic AT Compact)
Laserklasse 4
CE-konform. Technische Änderungen vorbehalten. Weitere Ausführungen
auf Anfrage.
NOVOLAS Basic AT: NOVOLAS Basic AT Compact:
Flexibles, modulares Lasersystem für die Integration. Kompaktes und kostengünstiges Lasersystem
mit luftgekühltem Dioden- oder Faserlaser.
14 www.leister.comIntegration der Basic AT Systeme
Die NOVOLAS Basic AT Systeme sind zur Integration vorbereitet. Ihre Modularität erlaubt komplexe Integrationen
sowohl in Handarbeitsplätzen als auch in vollautomatisierten Produktionsbetrieben.
Integrationslösungen
NOVOLAS Basic AT Systeme sind zur kundenspezifischen
Integration konzipiert. Grundoptionen sind vorbereitet und
werden je nach Integrationstiefe angewendet.
Die Systeme sind über Schnellsteckverbindungen mit dem
kundenseitigen Hauptsystem verbunden. Diese Stecker werden
auf Wunsch auch vor Auslieferung der Anlage zur Verfügung
gestellt. Das Anschliessen der Anlage kann so direkt nach
Anlieferung erfolgen.
Jedes System ist mit einer Bearbeitungsoptik und passender
Software ausgestattet. Überwachungsfunktionen und Intergra-
tionshilfen unterstützen den Einbau in die kundenspezifischen
Anlagen.
Turnkey System
Wenn Kundenanforderungen mit der NOVOLAS WS-AT nicht
erfüllt werden können, besteht die Möglichkeit den Prozess mit
einem Integrator bzw. Sondermaschinenbauer zu realisieren.
Die Anlage im Bild ist mit Roboter, Rundtakttisch und Globo
Optik ausgestattet und wird mit einer NOVOLAS Basic AT
betrieben (linkes Bild rechts unten).
Produktionsstrasse
Ein weiteres Integrationsbeispiel ist im Bild rechts durch eine
Basic AT compact gegeben, die in einer vollautomatisierte
Produktionsstrasse eingesetzt wird. Das Lasersystem ist
unabhängig vom Bearbeitungsort aufstellbar und somit flexible
in der Positionierung.
15Optiken für NOVOLAS Lasersysteme
Das Optik Konzept von Leister umfasst zwei Grundoptiken, die durch wechselbare strahlformende Optikmodule die
verschiedenen Schweisskonzepte abbilden.
Optic AT / BT Konzept
Optic BT
• Nur optische Komponenten
Spot
Unterschiedliche
Brennweiten und
Field Fokusdurchmesser
Unterschiedliche
Kantenlängen
DOE
Schubladensystem,
dadurch einfach
austauschbar
Scanner
F-Theta Linsen für unterschiedliche
Arbeitsfelder und Laserwellenlängen:
980 nm 1070 nm
100 x 100 mm 100 x 100 mm
240 x 240 mm 200 x 200 mm
350 x 350 mm 360 x 360 mm
16 www.leister.comDie BT (Base Technology) Optiken sind klein und kompakt und nur mit optischen Elementen ausgestattet. Die AT
(Advanced Technology) Optiken dagegen bieten mehr Prozessstabilität durch integrierte Überwachungselektronik.
Optic AT
• Optische Komponenten
• Leistungsüberwachung
• Fasersteckerüberwachung
• Pyrometer optional
Linie
Unterschiedliche
Linienlängen
Ring
Unterschiedliche
Ringdurchmesser
und Ringbreiten
Radial Optic 38
Für rotationssymmetrische
Bauteile (≤ 38 mm)
Laserschutz integrierbar
17Optiken für NOVOLAS Lasersysteme
Das Angebot der Leister Lasersysteme wird durch eine Vielzahl von auf die Systeme abgestimmten Zubehörteilen
abgerundet. Damit können die Systeme nach Kundenwunsch optional ausgerüstet werden.
Linienlaser LineBeam AT Kollimationsmodul für
LineBeam AT
• Linienlängen 18 – 95 mm
• Laserleistung bis 600 W • Feldlinse zur Kollimation
• Homogene Leistungsdichtevertei- • Linienlänge 38 mm, 48 mm
lung durch Spezialoptik • homogene Leistungsdichte
• Pilotstrahl zur Justage verteilung durch Spezialoptik
• Feldlinse optional • Pilotstrahl zur Justage
• Flächenoptik optional • Flächenoptik optional
GLOBO-Optik Globo Kugelfassung mit
Laserschutz
• Integriertes Optik- und
Andrücksystem • Rändelmutter mit verlängertem
• Luftgelagerte Glaskugel Kragen
• Pneumatische Andrück- • Erweiterter Laserschutz
vorrichtung • Einfach austauschbar
• Verstellbare Schweissnahtbreite
• Pyrometer optional
Rollen-Optik - zweiseitig Rollen-Optik - einseitig
gelagert gelagert
• Lokaler pneumatischer Andruck • Lokaler pneumatischer Andruck
ohne zusätzliche Spannvor- ohne zusätzliche Spannvor-
richtung richtung
• Immer gleichmässige Druckver- • Immer gleichmässige Druckver-
teilung durch Pendelrolle teilung durch Pendelrolle
• Linienlängen 3 - 6.7 mm • Linienlängen 3 - 4.9 mm
• Linienlängen 29 – 30 mm (LineBeam)
Radial-Optik 68
• Für rotationssymmetrische
Bauteile (≤ ø 68 mm)
• Laserschutz integrierbar
• Maximale Bauteilhöhe 60 mm,
unabhängig vom Durchmesser
18 www.leister.comFür das Maskenschweissen werden neben den speziellen Linienlasern auch nach Kundenwunsch hergestellte
Masken angeboten. Spezielle Spannvorrichtungen gehören ebenso zum Leistungsspektrum von Leister wie
kundenspezifische Sonderoptiken.
Diffraktives Optisches Element (DOE)
DOEs sind optische Elemente zur Strahlformung. Eingesetzt
werden sie zum Simultanschweissen von punktsymmetrischen
Konturen oder zur prozessoptimierten Strahlformung (M-shape)
beim Kontur- bzw. Quasi-Simultanschweissen.
Schweissungen mit M-shape verbessern die Wärmeverteilung in
der Schweissnaht und vergrössern so das Prozessfenster.
Zusätzlich werden DOEs in der Scanner-Optik verwendet um
verschiedene Schweissnahtbreiten bei gleichem Arbeitsabstand
einzustellen.
Prüfen Sie bitte mit dem Leister Fachpersonal welche Optionen
für Ihre Applikation die Beste ist.
DOE mit M-shape
DOEs mit M-shape werden im Kontur- oder Quasisimultan-
schweissen eingesetzt, um die Energieverteilung in der Schweiss-
naht zu optimieren. Bei der Relativbewegung des Laserstrahls
zum Bauteil ist die Energieverteilung in der Schweissnaht s(x)
von der Leistungsdichteverteilung der Strahlung I(x,y) und der
Geschwindigkeit abhängig. Eine tophat- oder Gauss- Verteilung
bewirkt eine von innen nach aussen abfallende Energievereitlung
während der Bewegung (s. Bild) und führt so zu Temperatur-
erhöhungen in der Mitte der Schweissnaht.
Ein DOE mit M-shape wirkt dem entgegen indem die Leistungdichteverteilung von aussen nach innen abnimmt. Um dies zu erreichen
wird der Laserstrahl multipliziert, neu geordnet und gewichtet. Die gesamte bestrahlte Fläche wird also in abhängig von der
Gesamtheit der Einzelstrahlen grösser. Die gute Strahlqualität von Faserlasern führt zu einer definierten Abbildung der Einzelstrahlen
in der Ebene (s. Bild). Die Einzelstrahlen der Diodenlaser dagegen sind mit min. 200 µm schon recht gross und überlagern sich, wenn
der Gesamtdurchmesser nicht zu gross werden soll (s. Bild).
DOE (M-From) mit Faserlaser DOE (M-Form) mit Diodenlaser
1 mm 1 mm 1 mm
19Dienstleistungen
Die Business Unit Laser Plastic Welding versteht Service als eine Dienstleistung von der Produktentwicklung
über die Serienreife bis zum After Sales Service. Wer Laserschweissen von Kunststoffen einsetzt, kennt Leister als
zuverlässigen Partner.
Vorentwicklung
Die Anforderungen an ein Bauteil bestimmen oftmals das
Fügeverfahren. Bei diesen individuellen Applikationen beraten
wir Sie gerne bzgl. Materialien und Schweissprozessen.
Anschliessend unterstützen wir Sie bei ersten Schweissver-
suchen und deren Auswertungen in einem unserer bestens
ausgestatteten Applikationslabore.
In unserem Applikationslabor stehen neben modernsten Laser
schweisssystemen auch umfangreiche Möglichkeiten zur Bauteil-
prüfung zur Verfügung.
Eine optimale Schweissnahtauslegung ist für das Fügen von
Bauteilen so wichtig wie der dazugehörige Prozess. Profitieren
Sie von unserem Know-how in der Kunststoffverarbeitung und
in Fügetechniken, um bereits in der Vorentwicklung einen Schritt
weiter zu sein.
Prozessentwicklung und –optimierung
Wir unterstützen Sie bei der optimalen Verfahrensauswahl
und bei der Ermittlung von Prozessdaten. Hierbei werden alle
relevanten Parameter erfasst und ein Prozessfenster definiert,
welches den Grundstein eines Maschinenkonzeptes legt.
Nutzen Sie unser Wissen, auch um schon etablierte Prozesse
zu optimieren.
Querschliff durch eine Laserschweissnaht, Schweissnahtbreite
3 mm.
20 www.leister.comAnlagenintegration After Sales Service
Eine Produktfertigung besteht aus einzelnen Prozessschritten. Laserschweisssanlagen sind Investitionsgüter, die regelmässige
In der Verkettung dieser Prozesse sind intelligente Integrationen Wartung und Pflege bedürfen. Unsere Wartungsverträge sind
die Lösung. auf die Systeme abgestimmt und folgen vorgeschriebenen
Die NOVOLAS Produkte sind speziell auf das Kunststoff- Zeitintervallen.
schweissen mit Lasern hin entwickelt und bieten vielfältige
Integrationsoptionen. Nutzen Sie diesen Vorteil und planen Sie Wir unterstützen unsere Kunden mit einem After Sales Service,
mit unseren Spezialisten eine professionelle Integration und der bei Systemfehlern:
Prozesseinstellung. • Telefonischen Support
• Remote Zugriff über das Internet oder
• Reparaturen vor Ort durchführt.
Maschinenkonzepte
Wir sind weltweit durch Leister Ländergesellschaften und
Unsere Lasersysteme basieren auf Standardanlagen, welche Distributoren vertreten und daher auch in der Lage kurzfristig
kundenspezifisch erweitert werden können. Ersatzteile zu liefern.
Diese Erweiterungen stehen auch Ihnen zur Verfügung und
umfassen unter anderem:
• Kodierungsoptionen für Aufnahmen und Bauteile
• Kamerabasierte Teiledetektion oder Prozessbeobachtung
• Externe Laserleistungsmessung
• Gut / Schlechteile Auswertung mit Entsorgungsbehälter
• Beistellboxen
• Kundenspezifische Farben
Fragen Sie einfach nach den Möglichkeiten.
21Leister Lasersystems: Weltweit erfolgreich Seit vielen Jahren sind Lasersysteme und Komponenten von Leister weltweit erfolgreich in Anwendung. Hier eine kleine Auswahl der vielen Kunden, die auf Leister vertrauen. 22 www.leister.com
Leistung kommt von Leister
Was immer Sie erhitzen müssen: Leister liefert die optimale
Lösung. Seit über 60 Jahren. In den Bereichen Kunststoff-
schweissen und industriellen Heissluft-Anwendungen sind
wir weltweit führend. Seit einigen Jahren offerieren wir zudem
ebenso innovative wie leistungsfähige Laser- und Mikrosysteme.
Damit Sie sich stets auf die sprichwörtliche Leister-Qualität
verlassen können, entwickeln und produzieren wir sämtliche
unserer Produkte in der Schweiz. 98 % unserer Geräte werden
exportiert. Deshalb verfügen wir über ein dichtes Netz von rund
120 Verkaufs- und Service-Stellen auf der ganzen Welt. Damit
finden unsere Kunden immer und überall einen kompetenten
Ansprechpartner.
Leister Corporate Center in Kägiswil, Schweiz
Seit Jahrzehnten sind wir Unsere innovativen Lösungen
weltweit Marktleader. Die für das Laserschweissen von
Leistungsfähigkeit und Zuver- Kunststoff ermöglichen neue
lässigkeit unserer Produkte Fertigungsmethoden im Auto-
machen Leister zur ersten mobilbau, in der Medizinal-
Wahl. Unsere Geräte finden technik, in der Sensorik wie
Anwendung bei Dach-Ab- auch in der Mikrosystemtech-
dichtungssystemen, Boden- nik. Die Lasersysteme können
belägen, Planen, im Erd-, auch für Anwendungen im
Wasser- und Tunnelbau, im Gebiet der Prozesswärme ein-
Apparatebau und für Fahrzeu- gesetzt werden.
greparaturen.
Ob aktivieren, aufheizen, aus- In der Welt von morgen wer-
härten, schmelzen, schrum- den kleinste Strukturen eine
pfen, schweissen, sterilisieren, grosse Rolle spielen! Damit
trocknen oder wärmen: Immer unsere Kunden auch in Zu-
häufiger wird in industriellen kunft die Nase vorn haben,
Prozessen Heissluft einge- entwickeln und produzieren
setzt. Leister-Kunden profitie- wir in unserem Reinraum
ren vom enormen Know-how schon heute mikromechani-
im Engineering und nutzen sche Sensoren und mikro-
unsere Beratung bei der Kon- optische Komponenten.
zeption von Heissluftanwen-
dungen.
23Leister Hauptsitz Schweiz
Leister Tochtergesellschaften
Leister Wiederverkäufer und Partner
Headquarters Schweiz
Leister Technologies AG
Galileo-Strasse 10
CH-6056 Kägiswil / Schweiz
Telefon: +41 41 662 74 74
info.laser@leister.com
Deutschland
Leister Technologies
Deutschland GmbH
58093 Hagen / Deutschland
Telefon: +49-(0)2331-95940 We are local. Worldwide.
Kontakt: Matthias Poggel
matthias.poggel@leister.com
Vertriebsadressen der Leister Verkaufs- und Service-Center
USA, Kanada, Mexico
Leister Technologies LLC
Itasca, IL 60143 / USA Europa Grossbritannien/ Irland Taiwan
Telefon: +1 630 760 1000 Deutschland Horizon Instruments Ltd. GeniRay Technology Corp.
Kontakt: Andrew Geiger PPW Perfect Plastic Welding Kontakt: Daniel Bolton Kontakt: David Hsu
andrew.geiger@leisterusa.com
Kontakt: Dieter Wollstädter, dbolton@horizoninstruments.co.uk david_hsu@geniray.com
China Siegfried Kirchner
Leister Technologies Ltd. dw@ppw-systems.de Dänemark / Schweden Korea
Shanghai 201 109 / PRC sk@ppw-systems.de Weldingseller aps YesLaser Corporation
Telefon: +86 755 27440399 Kontakt: Thorben Knudsen Kontakt: Kerry Jung
Kontakt: Cai Sheng
sheng.cai@leister.cn Hamec tk@weldingseller.dk yes@yeslaser.com
Kontakt: Andreas Schoch
Japan andreas@hamec.eu Mittlerer Osten Thailand
Leister Technologies KK Israel Thai Vinyter Co Ltd
Yokohama 222-0033 / Japan
Niederlande Su-Pad (1987) ltd Kontakt: Anan Suriyaprapadilok
Telefon: +81 (45) 477 3637
Kontakt: Nobuaki Suzuki Aeson AV Huizen /NL Kontakt: Ziv Sadeh anan@thaivinyter.co.th
nobuaki.suzuki@leister.com Kontakt: Rudolf Dasbach ziv@su-pad.com
r.dasbach@aeson.nl
Indien Asien
Leister Technologies
Belgien / Luxenburg Malaysia
India Pvt. Ltd.
Telefon: +91 44 45583436 Hupico bvba SnR Gold Wave Resources Sdn Bhd
Kontakt: Arun Kumar Kontakt: Pierre Huyghebaert Kontakt: Abdul Wahab
info@leister.in pierre@hupico.be awahab@snrgw.com
© Copyright by Leister, Switzerland
Händleradresse:
Laser Plastic Welding / DE / 08.2018 / Art.-Nr. 123.142
Swiss Made. Leister Technologies AG ist ISO 9001 zertifiziert. Änderungen vorbehalten.
www.leister.com/laserplasticweldingSie können auch lesen

















































