Additive Fertigung - wo stehen Forschung und Anwendung? - Prof. Dr.-Ing. Michael F. Zäh TU München - Institut für Werkzeugmaschinen und ...
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

Additive Fertigung – wo stehen Forschung und Anwendung? PEG - Production Engineering Graz – 13.9.2018 Prof. Dr.-Ing. Michael F. Zäh TU München – Institut für Werkzeugmaschinen und Betriebswissenschaften (iwb)
Agenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 2
Agenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 3
Anwenderzentrum Augsburg des iwb der TU München
iwb Anwenderzentrum Augsburg
Bezug des Standorts: 1994
Hauptaufgaben:
Erarbeitung von produktions-
technischem Wissen durch
anwendernahe Forschung
und Technologietransfer für Unternehmen
in Bayern
Unterstützt durch:
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 4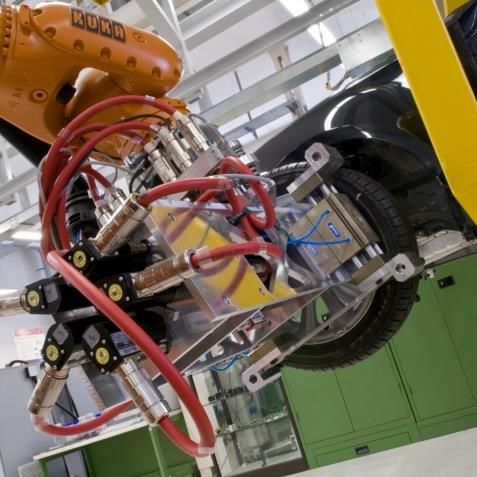
Anwenderzentrum Augsburg des iwb der TU München
AMLab – Additive Manufacturing Laboratory
Laserstrahl- Laserstrahl- Laserstrahl- Lasersintern Rauheitsmessung
schmelzen schmelzen schmelzen EOS Mitutoyo
Concept Laser EOS SLM Solutions
Elektronenstrahl- Mechanische
schmelzen Prüfung Zug, Härte
Eigenentwicklung (Zwick Roell)
Fused Deposition Laserscan- Metallographie-
3D-Druck Modelling Digitalisierung Mikroskopie labor
Voxeljet Stratasys Steinbichler Keyence ATM
Bildquellen: SLM Solutions GmbH, Stratasys Ltd., Steinbichler
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Optotechnik GmbH | Bildquellen: Concept Laser GmbH, EOS GmbH
Agenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 6
Abriss zur Entwicklung der Verfahren
Meilensteine der Additiven Fertigung
1960er: Versuche Bauteile aus Photopolymer mit einem Laser aufzubauen
– Battelle Memorial Institute
1987: Stereolithografie – 3D Systems
1900er
1989: Erste Laser-Sinter-Anlage (SLS) – DTM Cooperation
1991: Kommerzialisierung von Fused Deposition Modeling (FDM)/ Extrusionsverfahren – Stratasys
gestern, heute, morgen
1994: Deutscher Hersteller bringt eine Laser-Sinter-Maschine auf den Markt – EOS
1996: 3D Systems verkauft ihren ersten 3D-Drucker (Actua 2100)
2001: EuroMold, M3 linear / Modulare Laseranlage – Concept Laser
2003: EuroMold, EOSINT M 270 – EOS und TrumaForm LF – Trumpf
2006: Stratasys ist exklusiver Auslieferer von Arcam in Nordamerika für
2000er
Elektronenstrahlschmelzanlagen (EBM)
2009: CupCake CNC (RepRap, Open-source-System) – Makerbot
2014: Erstes 3D-gedrucktes Auto für die International Manufacturing Show – Local Motors
Euromold, SLM-500-HL-Anlage mit vier Lasern – SLM Solutions
Quelle: Wohlers 2011, Wohlers 2014, Dissertation Meindl, Concept Laser,
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 7
http://www.3d-drucken.de
Abriss zur Entwicklung der Verfahren Ausdruck des Interesses: Entwicklung der Seminarlandschaft Seminar Rapid Manufacturing 2005 im Augsburger Seminar für Additive Fertigung 2015 im MAN-Museum Augsburg iwb Anwenderzentrum Augsburg © iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 8

Abriss zur Entwicklung der Verfahren
Frühere Prognosen und heutige Realität
Rückblick: Stand 2000 Heutige Realität
Verkaufte AM-Anlagen pro Jahr Marktvolumen AM-Branche *
1400 6
Stk.
1200 Mrd. USD
5
1000
4
800
3
600
2
400
200 1
0 0
88 89 90 91 92 93 94 95 96 97 Jahr
98 99 Jahr
00 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15
Jährliche Wachstumsrate von über 26 % in den
„It is not unusual for a technology to experience vergangenen 27 Jahren
rapid growth, only to be followed by a period of
(*) Dargestellte Summen umfassen
slower development. RP has reached this
period.” AM-Anlagen (ca. 30 %),
Materialien (ca. 20 %) und
– Wohlers Report 2000
Dienstleistungen (ca. 50 %, z. B.
Auftragsfertigung, Schulung, Beratung etc.).
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften RP: Rapid Prototyping | AM: Additive Manufacturing 9
Quellen: Roland Berger 2015, Wohlers 2010, Wohlers 2016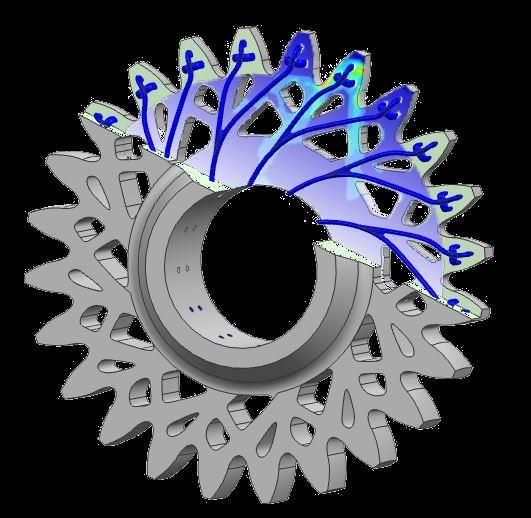
Abriss zur Entwicklung der Verfahren
AM-Fabriken (exemplarisch)
Avio Aero (GE Aviation) Premium Aerotec (Airbus) Siemens FIT Production
Cameri, Italien Varel, Deutschland Finspång, Schweden Lupburg, Deutschland
bis zu 60 AM-Anlagen Airbus-A400M-Bauteile Invest: 21,4 Mio. EUR Invest: 20 Mio. in
2 Pulverherstellungsanlagen Fabrik
MTU Aero Engines
Norsk Titanium München,
Plattsburgh, NY, USA Deutschland
Invest: 125 Mio. USD 7 LBM-Anlagen
Betriebsfähig ab Ende Bis zu 2000 Bauteile
2016 pro Jahr
Boroskopauge für die
GE Aviation Airbus A320neo
Auburn, AL, USA
Bis zu 300 Mitarbeiter
General Electric (GE)
Pune, Indien
GE Oil & Gas Invest: 200 Mio. USD
Talamona, Italien Bis zu 1,500
Invest: 10 Mio. EUR Mitarbeiter
Ferner: BMW München, Audi Ingolstadt, Oerlikon München
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften LBM - Laser Beam Melting | Quellen: 3ders.com, 3Druck.com, 10
engineering.com, 3dprintingindustry.comAgenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 11Aktuelle Handlungsfelder
Defizite und Handlungsfelder
Produktivität, Geschwindigkeit
Derzeit noch teilweise sehr geringe Aufbauraten
Bauzeiten von mehreren Stunden
Erhöhung der Volumenaufbaurate durch Einsatz mehrerer
Strahlquellen oder angepasster Belichtungsstrategien
Paralleler Einsatz mehrerer Laser
Variable Belichtungsstrategien
Qualität, Genauigkeit
Treppenstufeneffekt
Verzüge durch Wärme/Schwindung
Anisotropie/Schichthaftung problematisch
Thermographische
Steigerung der Maßhaltigkeit durch Vordeformation Prozessüberwachung
Qualitätssicherung durch Prozessüberwachung,
„In-Process“-Korrektur von Fehlern
Prozessstabilität
Vermeidung von Prozessabbrüchen durch
intelligente Prozessführung
Prozessabbruch durch
Beschichterkollision
Quellen: AM Platform Strategic Research Agenda,
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 12
VDI Statusreport Additive Fertigung 2014Aktuelle Handlungsfelder
Defizite und Handlungsfelder
Material
Derzeit noch stark eingeschränktes Werkstoffspektrum
Erweiterung des Werkstoffspektrums
Befähigung zur Multimaterialfertigung
Umgebung, Umwelt
Hoher Aufwand im Pre- und Post-Processing
Erhöhung des Automatisierungsgrades Mehrfarbiger 3D-Druck
(beim Entpacken etc.)
Arbeitssicherheit beachten (Pulverhandling)
Konstruktionsrichtlinien
Gestaltungsmöglichkeiten unter den Konstruierenden noch nicht
hinreichend bekannt
Design for Additive muss vermittelt werden
Ausbildung Gegenwärtig noch hoher manueller
Qualifizierungsmöglichkeiten für Anlagenbediener schaffen Aufwand beim Rüsten und Entpacken
AM in universitäre und gewerbliche Ausbildung integrieren
Quellen: AM Platform Strategic Research Agenda, VDI Statusreport Additive Fertigung
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 2014 / Bildquellen: zeal3dprinting.com.au; engineeringspot.de 13Agenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 14Aktuelle Projektbeispiele
Additive Fertigung von Reibahlen (Fraunhofer IGCV gemeinsam mit der Fa. Mapal)
Motivation:
Außenreibahlen haben hohe Anforderungen aufgrund ihres
Einsatzes in der Präzisionszerspanung1
(z. B. Ventilsitzbearbeitung)
Leichtbau sinnvoll zur Steigerung der Fertigungsgenauigkeit
Laserstrahlschmelzen von Stahl und von
Titanlegierungen zur Werkzeugherstellung
Ansatz:
Kraftflussgerechte Bauteilauslegung mit Funktionsintegration Konventionelles Leichtbau-AM- Leichtbau-AM-
(integrierte Kühlschmierstoffzufuhr) Design Design Design
Verwendete Legierungen: TiAl6V4 / 1.2709 (fertigbearbeitet)
Anlage: SLM 250HL Strahlquelle: 400-W-Faser-Laser
Leichtbau- integrierte
Ergebnis: strukturen Kühlschmierstoffzufuhr
Industrielle Umsetzung und Ergänzung des Produktportfolios
beim Industriepartner
Annähernd 54 % Massereduktion des Werkzeugs
gesteigerte Maßhaltigkeit beim Zerspanungsprozess
1Seminarbericht (2013) 108: 17. Augsburger Seminar für additive Fertigung – Funktions-
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften integration und Leichtbau; Schneider, M.: „Leichter“ zerspanen durch Additive Fertigung 15Aktuelle Projektbeispiele
Additive Fertigung von Magnesium-Implantaten
Motivation:
Die Additive Fertigung von medizinischen Bauteilen gewinnt an Bedeutung.1
Magnesium gilt als aussichtsreicher Werkstoff für die Fertigung von temporären
Implantanten.2
Das Laserstrahlschmelzen von Magnesiumlegierung stellt ein
vielversprechendes Forschungsfeld dar.
Forschungsansatz:
Untersuchung von zwei Legierungen: REM-Aufnahme: AZ91-Pulver Ø15-45 µm
AZ91 (MgAl9Zn1) als Leichtbau-Legierung (verdüst)
X0.8 (MgCa0,8) als aussichtsreiches Implantat-Material
(gemahlen)
Verarbeitung auf einer Maschine vom Typ
ConceptLaser MLab R; Laserstrahlquelle: IPG YLM 100
(100-W-Ytterbium-Faser-Laser)
Zwischenergebnisse und Ausblick:
Untersuchungen zur Arbeitssicherheit durchgeführt
Prozessparameter für dichte Probekörper entwickelt
2 mm
Analyse der Mikrostruktur in Vorbereitung
AZ91-Testkörper Eingebetteter und geschliffener Würfel
wie gebaut mit Eindrücken der Härtemessung
1Ho, C.M.B., Ng, S.H., Yoon, Y.-J.: A review on 3D printed bioimplants (2015)
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 2Witte,
16
F.:The history of biodegradable magnesium implants: A review (2010)Aktuelle Projektbeispiele
Additive Fertigung von Zahnrädern
Motivation:
Leichtbau und Funktionsintegration gewinnen weiter an Bedeutung in
der Getriebetechnik.
Einsatzstähle finden breite Anwendung bei Getriebeelementen1.
Laserstrahlschmelzen von Einsatzstählen
Ansatz²:
Systematischer Leichtbau unter Verwendung bionischer Prinzipien
(lastgerechte Strukturen etc.)
Referenzwerkstoff: 16MnCr5 / 1.7131
Anlage: EOS M270, Strahlquelle: 200-W-Faser-Laser
Prozesskette beinhaltet: Spannungsarmglühen, Einsatzhärten und kraftflussgerechte integrierte Kühlkanäle
Strukturen im (Variante: integrierte
Hartfeinbearbeitung
Grundkörper Kühlschmierstoff-
Zufuhr)
Ergebnisse:
Durchschnittliche Masseersparnis bei bisher betrachteten Zahnrädern
und Getriebestufen um 25 %
Funktionsintegration für Spezialanwendungen
(z. B. konturnahe Kühlung für Hochtemperaturanwendungen)
Kürzere Durchlaufzeit und Potenzial zur Kostenreduktion bei
kleinen Stückzahlen
1Stahl et al.: Innovative Ansätze für Leichtbau in der mechanischen Antriebstechnik,
Leichtbau in der Antriebstechnik, Augsburg (2014)
2Kamps et al.: Systematische Bauteilauslegung für die Additive Fertigung nach den
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 17
Prinzipien der Bionik, Rapid Tech 2016, Erfurt (2016)Aktuelle Projektbeispiele
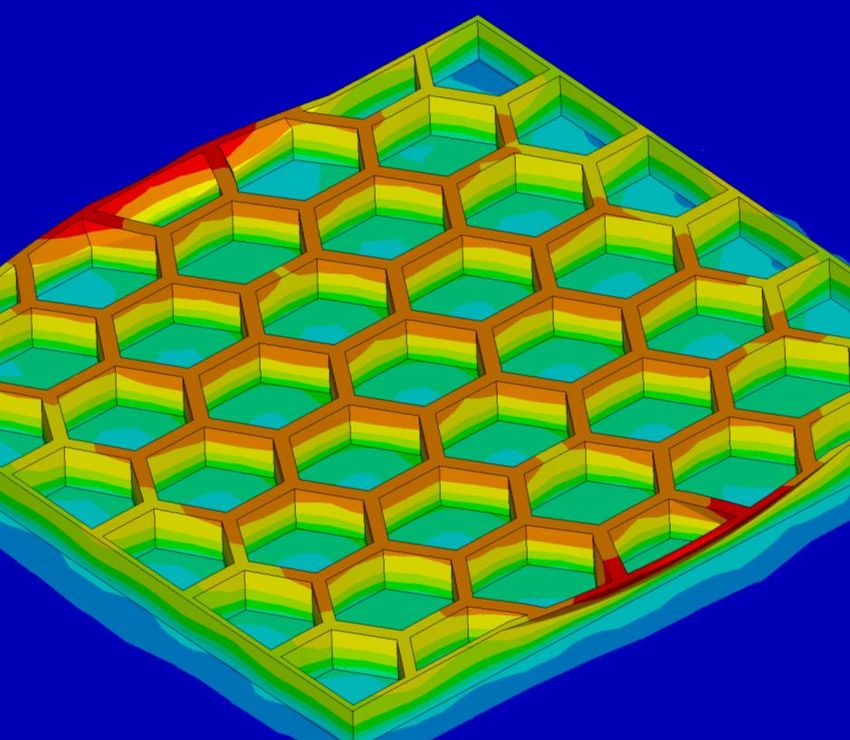
Geometrical Features are for free
Temp. in °C
Die Herstellkosten der Werkstücke werden primär durch das Bauteilvolumen
und durch die größte Einzelabmessung bestimmt, weniger durch die geometrische Komplexität.
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Quelle: Fraunhofer IGCV 18Aktuelle Projektbeispiele
Topologieoptimierte Osteosynthesen
Mandibula
(Unterkiefer)
Fibula-Segmente (vom
Wadenbein entnommen)
Topologieoptimiertes
Implantat A
spanend gefertigt (Fräsen)
Designraum C
additiv gefertigt mit Nachbearbeitung
Designraum B
(Elektronenstrahlschmelzen EBM)
additiv gefertigt ohne Nachbearbeitung
(Elektronenstrahlschmelzen EBM)
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 19Aktuelle Projektbeispiele
Motivation und Ausgangssituation
Additive Fertigung – Verfahrensprinzipien
Schichtbasierte Verfahren1) Elementbasierte Verfahren1)
Verfahrensprinzip Schichtauftrag
Verfahrensprinzip
(am Beispiel Laserstrahlschmelzen) (am Beispiel Laserpulverauftragsschweißen)
Plattform lokales Aufschmelzen
absenken
(Quelle: TRUMPF)
ARBURG freeformer –
tropfenweises Hinzufügen
Stereolithographie Laserstrahlschmelzen Laserpulverauftragschweißen von Kunststoff
(Quelle: DMG MORI) (Quelle: www.3ders.org)
(Quelle: www.cnc-speedform.de)
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Quelle:1) in Anlehnung an VDI 3404 20Aktuelle Projektbeispiele
Hybridprozess, Integration von Laserauftragschweißen und Fräsen in einer Anlage
Laserauftragschweißen Laserauftragschweißen Fräsen
Laserauftragschweißen Fräsen
DMG Mori Lasertec 65 3D (www.youtube.com)
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Quelle: DMG Mori 21Agenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 22Produktbeispiele
Laser-Sintern (LS)
Produktbeispiele Anlagenhersteller
EOS GmbH, Deutschland
3D Systems, Inc., USA
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Bildquellen: iwb, EOS GmbH, Modellbau Kurz GmbH, 3D Systems Inc.Produktbeispiele
3D-Printing (3DP)
Produktbeispiele Anlagenhersteller
3D Systems, Inc.
ExOne GmbH
Voxeljet Technology AG
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Bildquellen: voxeljet AG, ExOne GmbH, Z-Corporation Inc.Produktbeispiele
Stereolithografie (SL)
Produktbeispiele Anlagenhersteller
3D Systems, Inc.
CMET Inc.
envision TEC GmbH
F&S Stereolithographietechnik
Materialise GmbH
SONY Inc.
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften Bildquellen: Stratasys Ltd., Solid Concepts Inc., Wikipedia, 3D-Systems GmbHAgenda
1 Anwenderzentrum Augsburg des iwb der Technischen Universität München
2 Abriss zur Entwicklung der Verfahren
3 Aktuelle Handlungsfelder
4 Aktuelle Projektbeispiele
5 Aktuelle Produkte
6 Ausblick
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 26Ausblick
Prognosen – moderates bis starkes Wachstum der Branche wird erwartet
Marktvolumen der AM-Branche
Quellen
(inkl. Anlagen, Material und Dienstleistungen)
Research and Markets 2016
35 Gartner 2015
30
Mrd. USD Allied Market Research 2014
Wohlers 2014
25
Canalys 2014
20
Credit Suisse 2014
15 Goldman Sachs 2013
10
Roland Berger 2013
5
0
2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 Jahr
2023 2024
gering mittel hoch Ist
Prognosen können in drei Gruppen unterteilt werden: geringe, mittlere und
hohe Wachstumsraten
Insgesamt Unsicherheit über Wachstumsgeschwindigkeit
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 27Ausblick
Diversifizierung der Technologie
Ausgangsmaterial Technolog. Prinzip Aktuelle Innovationen
punktweises Schmelzen
mit Laserstrahl bzw. Multimaterialbauweise
pulver- Elektronenstrahl
förmig
fest Verfestigung durch
Binder Einlegen von Karbonfasern
folien- Verkleben und
förmig Schneiden Kombination mit Industrieroboter
strang- Aufschmelzen und
förmig Aufspritzen Verarbeitung von Glas
flächenweises Belichten Kontinuierliches Verfahren
mit UV-Strahlung
Verarbeitung von Keramiken
flüssig
Punktweises Belichten
mit UV-Laserstrahl
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 28Technische Universität München
Institut für Werkzeugmaschinen
Prof. Dr.-Ing. und Betriebswissenschaften
Michael F. Zäh Boltzmannstraße 15
85748 Garching
Tel. +49.89.289.15503
Fax +49.89.289.15555
Michael.zaeh@iwb.tum.de
www.iwb.tum.de
© iwb – Institut für Werkzeugmaschinen und Betriebswissenschaften 29Sie können auch lesen