Das Beste aus beiden Welten: Hoher Durchsatz und höchste Präzision - Scanlab
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

LEITTHEMA: OBERFLÄCHENBEARBEITUNG
Das Beste aus beiden Welten:
Hoher Durchsatz und höchste Präzision
Die hohe Leistung von Ultra-Kurzpuls-(UKP)-Lasern ermöglicht Wettbewerbsvorteile. Um diese verfügbare Laserleistung
effizient auszunutzen, ist die Nachfrage nach Bearbeitungsmaschinen mit höherem Durchsatz entstanden. Zudem ist für
bestehende und neue industrielle Anwendungen inzwischen häufig der Wunsch nach einer großflächigen Bearbeitung
bei gleichbleibender Genauigkeit vorhanden. Aufgrund der steigenden Komplexität ist ein systematischer Ansatz sowohl
bei der Produkt- als auch bei der Prozessentwicklung zwingend erforderlich.
Laserbearbeitungsprozesse erfordern
nicht nur die Synchronisation zwi-
schen Laserquelle, Scan-System und
Bewegungssteuerung, sondern auch
qualifizierte Strahlkonditionierungs-
und Kalibrierungsverfahren. Im Fol-
genden werden unterschiedliche Lö-
sungen für die Laserbearbeitung grö-
ßerer Bauteile mit hoher Genauigkeit
vorgestellt, die in der Lage sind das
Potenzial der neuesten UKP-Laser-
technik auszuschöpfen.
Bei der Mikrobearbeitung ist ein klei-
ner Laserspot und ein vollständig
telezentrisches Sichtfeld, also eine
konstante Spotgröße über das ge-
samte Bildfeld hinweg, erwünscht. Um
einen kleinen Laserspot zu fokussie-
ren, werden F-Theta-Optiken einge-
setzt. Herkömmliche refraktive Op-
tiken, die Linsen verwenden, sind
jedoch in ihrer Größe aus Kostengrün-
den begrenzt. Folglich haben kosten-
günstige Scan-Köpfe mit refraktiven
F-Theta-Optiken in der Regel ein be-
grenztes Scanfeld.
Besondere Anforderungen
▲ Der XL SCAN kann Werkstücke ohne Größenlimitierung bearbeiten.
großer Werkstücke
Die ultrapräzise Laserbearbeitung
eines großen Bereichs mit F-Theta- rung erforderlich. Diese Technologien Damit entsteht eine hochdynamische
Optiken erfordert einen »gleichzeiti- sind teuer und können die Produkti- Scan-Lösung für die Mikrobearbei-
gen« oder Step-and-Repeat-(Kachel- vität beeinträchtigen. tung von großen Werkstücken mit ma-
artigen) Ansatz. Um diese Schwierigkeiten auszuglei- ximaler Genauigkeit.
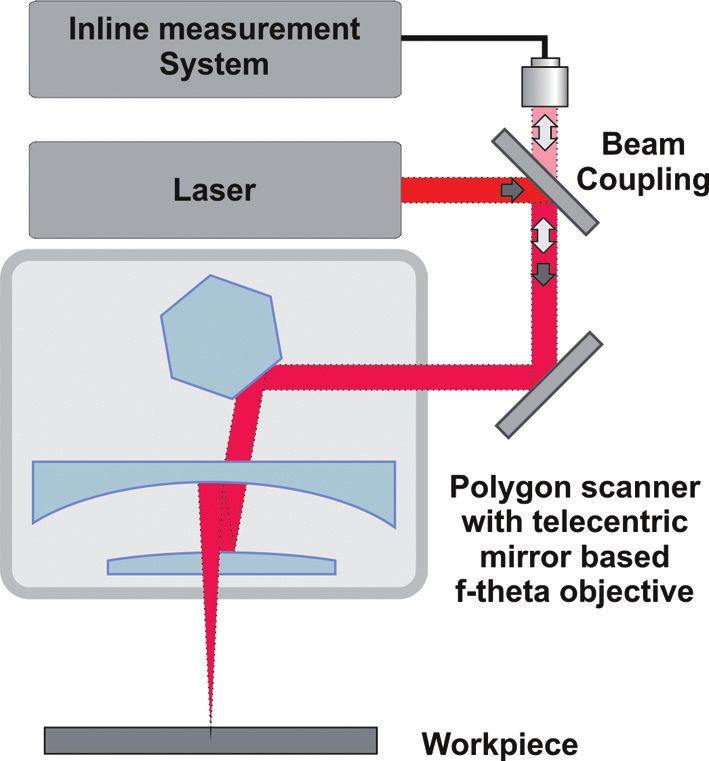
Letzterer bringt jedoch Herausforde- chen, haben SCANLAB und ACS Mo- Eine weitere Lösung stellt die Ver-
rungen beim Zusammenfügen mit sich tion Control das System-Konzept XL wendung eines Polygon-Scanners, mit
und weist häufig sogenannte Stitching- SCAN entwickelt. Diese Scan-Lösung einer F-Theta-Optik auf Basis eines
Fehler (Überlappung an den Rändern synchronisiert gleichzeitig einen oder telezentrischen Spiegels, dar. Die Ver-
der Bildfelder) auf. Zum Ausgleich die- mehrere excelliSCAN-Scan-Köpfe und größerung des Scan-Feldes auf bis zu
ser Fehler ist eine genaue Rückmel- einen oder zwei mechanische XY- 300 mm in Kombination mit der ver-
dung und eine aktive Korrektursteue- Tische mit jeweils zwei Servoachsen. besserten Pulswiederholrate und der
8 LASER MAGAZIN 3/2019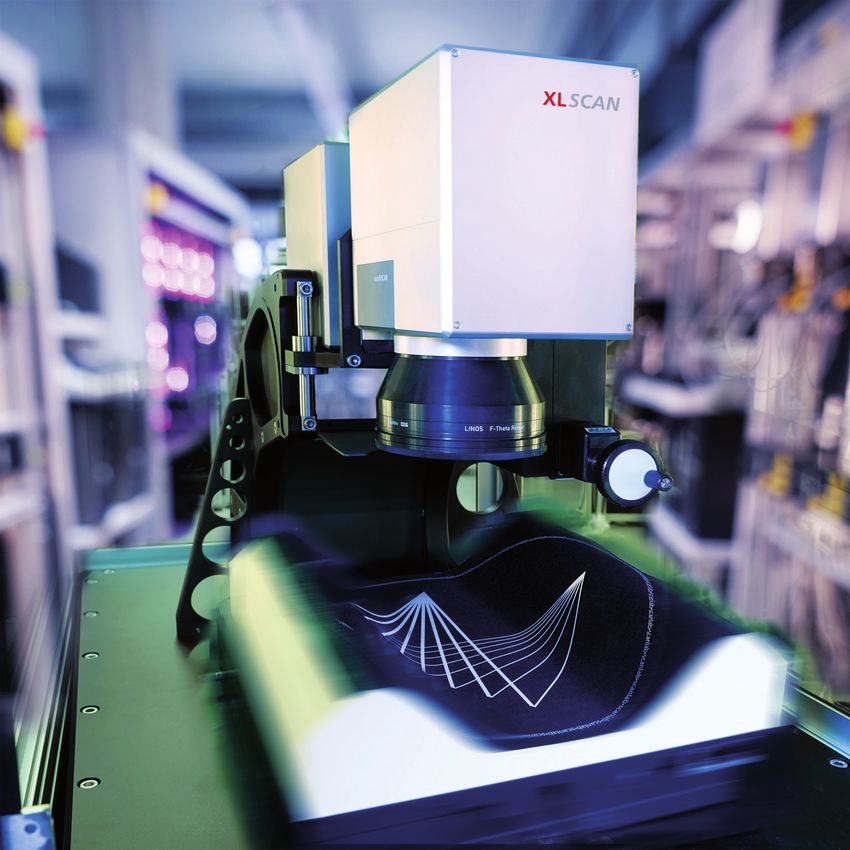
LEITTHEMA: OBERFLÄCHENBEARBEITUNG
höheren Durchschnittsleistung von innerhalb eines UV-Lithographie-Ätz- führt. Die Scan-Geschwindigkeit wur-
ultraschnellen und gepulsten ns-La- prozesses bei der Mikrostrukturie- de hierbei auf 400 m/s erhöht, wobei
sern eröffnet die Möglichkeit, größere rung von Edelstahlspulen. Diese Vor- zwei Scan-Köpfe die Aufträge neben-
Bereiche zu bearbeiten, ohne Ab- gehensweise verzichtet vollständig einander abarbeiten. Moderne UKP-
striche bei der Genauigkeit machen zu auf Masken und kann somit Stitching- Laser bieten bisher eine Puls-on-De-
müssen. Fehler vermeiden. mand-Modulation von bis zu 8 MHz.
Mit der Lasertechnik und ihren viel- Der angestrebte Materialfluss beträgt Für eine hochauflösende Hochge-
fältigen Einsatzmöglichkeiten, haben 0,3 m/min. Dies ermöglicht einen fle- schwindigkeitsverarbeitung reichen
sich ganz neue Fertigungsmethoden xiblen und kostengünstigen Produkti- diese Pulswiederholungsraten bei
ergeben. Für die Lasermaterialbear- onsprozess und kann die Produktivi- diesen hohen Scangeschwindigkeiten
beitung generell und insbesondere tät erheblich steigern. Ein modulares jedoch noch nicht aus.
für die Lasermikrobearbeitung ist es Konzept der Laserstrukturierung er-
essentiell, einen maximalen Durch- möglicht die Integration in unter- Der optische Pfad
satz zu erzielen, um mit etablierten schiedliche Anwendungen, um Mas- Um die Pulswiederholrate zu verbes-
Techniken, wie beispielsweise dem kierungsprozesse oder eine digitale sern und die Pulsenergie zu steigern,
chemischen Ätzen, konkurrieren zu Strukturierung zu ersetzen. Um dieses wurde ein hochleistungsfähiger UKP-
können. ehrgeizige Ziel zu erreichen, wurden Laser entwickelt. Die resultierende
verschiedene technische und wissen- Laser-Ausgangsleistung beträgt 300 W,
PoLaRoll Forschungsprojekt schaftliche Disziplinen zusammenge- bei Wiederholraten von bis zu 25 MHz.
Das europäische Projekt PoLaRoll
untersucht die Potenziale und Gren-
zen eines hybriden Ansatzes. Das
Hauptziel von PoLaRoll ist es, eine
Hochgeschwindigkeits- und Hochprä-
zisions-Polygon-Laserstrukturierung
im Rahmen einer »Rolle-zu-Rolle«-
Fertigungslinie zu ermöglichen.
Rolle-zu-Rolle-Verfahren sind in vie-
len Branchen, wie der Elektronikin-
dustrie, der Mikrofertigung und der
Solartechnik, etabliert. Automatisier-
te Rolle-zu-Rolle-Herstellungsprozes-
se können in verschiedene Ferti-
gungsschritte innerhalb von Produkti-
onslinien integriert werden. Während
viele konventionelle und Laser-basier-
te Herstellungstechniken bereits er-
folgreich eingebettet werden konnten,
konnte die Laserpuls-Strukturierung
nicht immer ausreichend angepasst
werden.
Die Haupthindernisse sind limitierte
Pulsrepetitionsraten und die Fähig-
keit bei hoher, konstanter Geschwin-
digkeit zu scannen, ohne die Positi-
onsgenauigkeit der individuellen Pul-
se zu gefährden. Das übergeordnete
Ziel des PoLa-Roll-Projektes ist es,
den Lithografie-Schritt in gängigen
Ätzprozessen durch eine direkte La-
serstrukturierung des UV-empfindli-
chen Lacks zu ersetzen. Eine Laser-
mikrobearbeitungseinheit übernimmt
den aktuellen Maskierungsprozess
LASER MAGAZIN 3/2019 9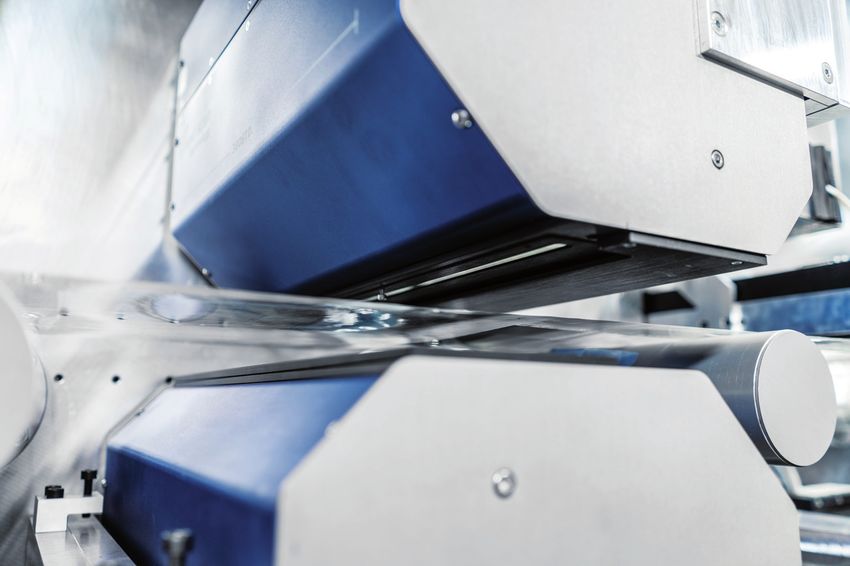
LEITTHEMA: OBERFLÄCHENBEARBEITUNG
LAMPAS entwickelt werden soll, ist
ein flexibler Hochleistungs-UKP-Laser
mit einer durchschnittlichen Leistung
von 1,5 kW, Wiederholungsraten von
bis zu 10 MHz und Pulsdauern von 1
bis 3 ps.
Die herkömmliche Strahlablenkungs-
technologie stößt an Grenzen, wenn
die maximale Durchschnittsleistung
des Lasers verwendet wird. Eine Er-
höhung der Verarbeitungsgeschwin-
digkeit ist in der Regel mit der Verrin-
gerung der Auflösung (Strukturgröße)
verbunden, die wiederum eine Verrin-
gerung der Oberflächenfunktionalisie-
rung zur Folge hat. Daher befasst sich
LAMPAS mit der Kombination aus drei
laserbasierten Technologien, die den
Durchsatz steigern und eine hohe Auf-
▲ Polygon-Scanner mit vollreflektiver, telezentrischer Scan-Optik. lösung bieten sollen. Diese Techno-
logien sind Polygon-Scanner-Technik
Die hohen Wiederholraten sind erfor- spielsweise Bioinspirierte Oberflä- (PST), direkte Laserinterferenz-Struk-
derlich, um gleichzeitig hohe Auflö- chenstrukturen, die Merkmale im Na- turierung (DLIP) und laserinduzierte
sungen und hohen Durchsatz sicher- no- und Mikrometerbereich aufwei- periodische Oberflächenstrukturen
zustellen. sen, bieten erhebliches Potenzial für (LIPSS). Sie ermöglichen die Erzeu-
Ein Polygon-Scanner bietet durch eine die Schaffung funktionalisierter Ober- gung eines mehrskaligen Oberflä-
optimierte Synchronisation zwischen flächen. Somit können Technologien chenmusters mit Strukturgrößen im
Laser und Scanner-Einheit eine höhe- zur Funktionalisierung von Oberflä- Nanometer-, Submikrometer- und
re Genauigkeit. Und das bei einer chen (als Ersatz für Verbundwerkstof- Mikrometerbereich in einem einzigen
Scan-Geschwindigkeit von 1000 Zei- fe) oder zum Auftragen von Beschich- Schritt. Mit den entwickelten Modulen
len pro Sekunde über einen gesamten tungen ganz neue industrielle Mög- können Bauteile mit einer Breite von
telezentrischen Scan-Bereich von bis lichkeiten eröffnen. bis zu 300 mm und einer Länge von
zu 300 mm. Ein Synchronisationskon- Die Laseroberflächen-Texturierung 1000 mm, bei einem Durchsatz von
zept für den Polygon-Scanner und La- kann erweiterte Funktionen erzeugen, mindestens 1 m²/min bearbeitet wer-
ser ist notwendig, um eine erfolgrei- insbesondere wenn Quellen mit Puls- den. Dank der Fähigkeit des XL SCAN
che Abstimmung mit der Rolle-zu-Rol- dauern von Nanosekunden (kurz) so- durch Synchronisierung den Bearbei-
le-Einheit zu erreichen. wie Pikosekunden und Femtosekun- tungsbereich zu vergrößern oder dank
Aufgrund der erhöhten Drehzahl des den (ultrakurz) verwendet werden. des Ansatzes, die Scan-Geschwindig-
Polygonmotors ist die interne Syn- Das europäische LAMPAS-Projekt soll keit in Kombination mit einer groß-
chronisation mit den Sollwerten her- das Potenzial der Laserstrukturierung flächigen F-Theta-Optik zu erhöhen,
ausfordernd. Die tatsächliche Position für die Gestaltung funktionalisierter werden die Durchsatzraten bei durch-
des Fokus auf dem Ziel (der Rolle) Oberflächen untersuchen. Durch den schnittlicher Leistung und Puls-
wird von der Steuerkarte des Scan- Einsatz eines Hochleistungs-UKP-La- wiederholrate neu definiert.
ners in Abhängigkeit von der Polygon- sers mit neuen Konzepten für die Bei einigen großflächigen Anwendun-
Drehzahl, dem Säulenabstand (Punkt- Strahlabgabe, soll die Effizienz, Fle- gen, wie Wide-Web-Anwendungen
abstand innerhalb einer Linie) und xibilität und Produktivität (über 1 m2/ oder bei der Verarbeitung großer Pa-
der Fördergeschwindigkeit (Rollenge- min) des Laserprozesses gesteigert nels, kann es erforderlich sein, Laser-
schwindigkeit) bestimmt. werden. Erreicht wird dies durch die Scan-Lösungen zu synchronisieren.
Kombination der Eigenschaften von Denn eine kachelartige Bearbeitung
Zukünftige Herausforderun- zwei unterschiedlichen Lasertechno- (Stitching) kann ebenso komplex sein
gen von UKP-Lasern logien: der direkten Laserinterferenz- wie additive Fertigung mit SLM-Ver-
Die Weltmärkte verlangen Produkte Strukturierung und einer Polygon- fahren, die einer besonders hohen
mit hohem Mehrwert, zahlreichen Scanner-Verarbeitung. Wiederholgenauigkeit bedürfen.
Funktionen zu geringen Kosten. Bei- Die Schlüsselkomponente, die bei Es gibt nur einen klaren benennbaren
10 LASER MAGAZIN 3/2019
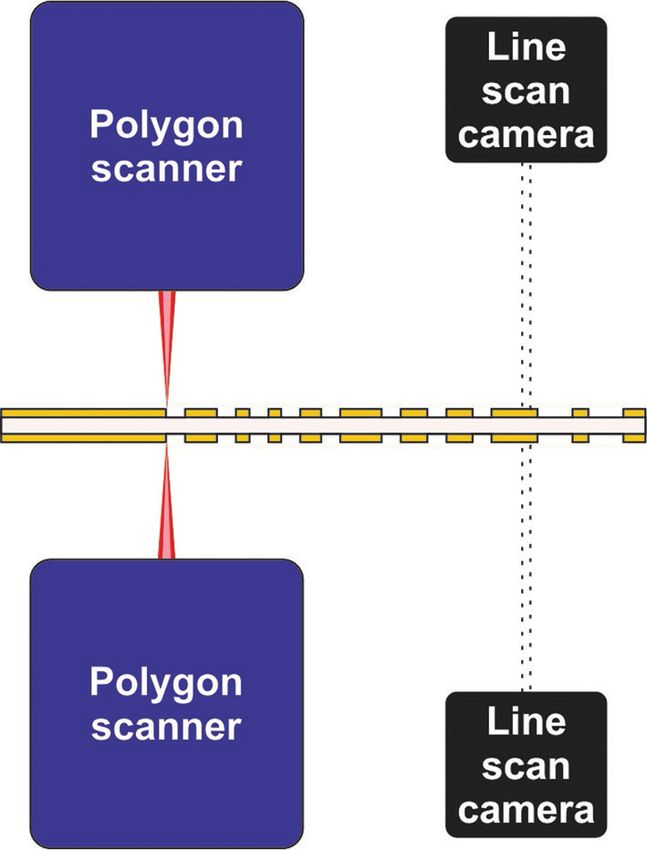
▲ Funktionsschema PoLaRoll Maschinenkonzept.
▲ I ntegrierte Kachel-Konfiguration von 900 mm beim multiplexen LSE3000 Polygon-
Scanner-System.
Vorteil: Spiegelbasierte F-Theta-Opti- ■ INFO
ken weisen keine optische Verzerrung
an den Rändern auf, die bei herkömm- Autoren:
lichen F-Theta-Linsen an der Tages- Lars Penning, Next Scan Technology
ordnung sind. Über die TrueRaster Dr. Holger Schlüter, SCANLAB
Steuerungstechnik kann der Übergang SCANLAB GmbH
einzelner Scan-Felder an den Rän- Siemensstr. 2a · 82178 Puchheim
dern angepasst werden. Tel.: 089 800746-0 · Fax: 089 800746-199
E-Mail: info@scanlab.de · www.scanlab.de
Die Polygon-Scanner Technologie und
die XL SCAN Lösung stellen somit The projects PoLaRoll and LAMPAS have
beide Strahlablenkungssysteme dar, received funding from the European Union's
die für die zukünftigen Anwendungen Horizon 2020 programme under No. 723805
and No. 825132.
für große Bildfelder geeignet sind.
LASER MAGAZIN 3/2019 11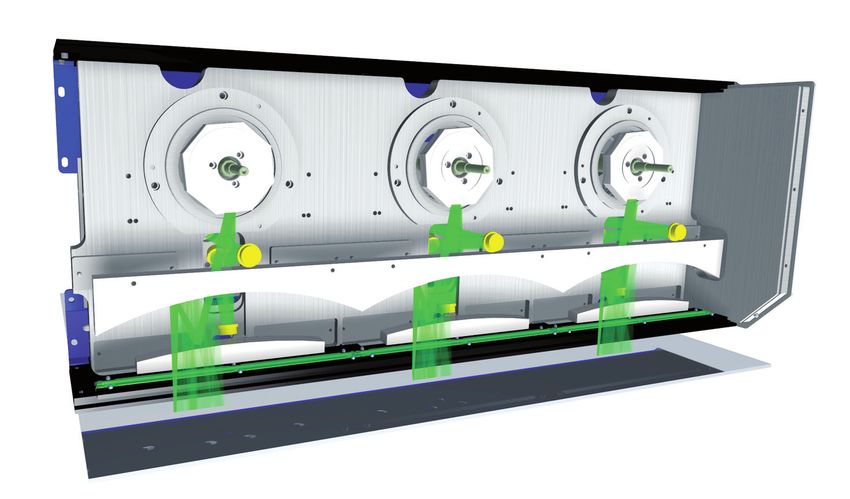
Sie können auch lesen