Alternative Solutions for the Recycling of Steel Mill Dust Using the 2sDR-process
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Abstract
Alternative Solutions for the Recycling of Steel Mill Dust
Using the 2sDR-process
Michael Auer and Jürgen Antrekowitsch
Steel mill dust from the electric arc furnace (EAF) route represents a well known secon-
dary resource in zinc metallurgy. A lot of research and development has been carried
out within the last decades, but no relevant breakthrough regarding an innovative
recycling technology has been established. More than 90 % of the generated dust in
Europe is treated via the Waelz kiln technology. However, less than 50 % of this high
zinc containing electric arc furnace dust is recycled globally. Disadvantages like the
recovery of only one metal, the contamination of the produced zinc oxide with halides
and the huge amount of newly generated residues are the reasons for building pressure
on the state-of-the-art technology. In times of limited dump capacities, increasing
landfilling fees and strategies for a circular economy, the described way of treatment
of potential by-products is hardly acceptable, even though the Waelz process is still
considered to be the best available technology.[2, 6, 7]
Metallurgische Nebenprodukte
For these reasons, the technology gets under pressure of newly developed recycling
methods, focusing on a multi metal recovery to allow a utilization of the present iron
as well as the use of the remaining slag in various sectors like cement industry up to
building and construction industry. One of these technologies is the 2sDR process
which is based on highly proved aggregates in metallurgical environment. The first
step consists of a vaporization of volatile compounds under oxidizing condition in a
short rotary kiln. The removal of halogens leads to a higher quality of the ZnO end-
product. The second part of the new technology is operated in an electric arc furnace
under reducing atmosphere and produces additionally to the ZnO an iron alloy which
can be reused in the steel mill and an oxidic phase for use in cement or construction
industry.[2, 6, 7]
222
Alternative Lösungen für das Recycling von Stahlwerksstaub am Beispiel 2sDR-Verfahren
Alternative Lösungen für das Recycling von Stahlwerksstaub
am Beispiel 2sDR-Verfahren
Michael Auer und Jürgen Antrekowitsch
1. 2sDR-Verfahren............................................................................................223
1.1. Klinkern (1. Schritt).....................................................................................225
1.1.1. Laborversuche..............................................................................................226
1.1.2. Thermodynamische Berechnungen...........................................................227
1.2. Reduktion (2. Schritt)..................................................................................228
2. Ausblick.........................................................................................................229
3. Literatur........................................................................................................ 230
Metallurgische Nebenprodukte
Hoch zinkhaltige Stahlwerksstäube, wie sie bei der Produktion von Baustahl im Elek-
trolichtbogenofen (EAF) anfallen, sind heutzutage ein hinreichend bekannter sekun-
därer Rohstoff für die Zinkindustrie. Trotz erheblicher Nachteile wie die niedrige Pro-
duktqualität und der hohe Anteil an anfallendem Reststoff dominiert seit Jahrzehnten
der Wälzprozess die Aufarbeitung dieser Stäube. Europaweit werden mehr als 90 % der
hier erwähnten Elektrolichtbogenofenstäube (EAFD) im Wälz-Rohr behandelt. Die
Entwicklung neuer Verfahren, sowie Versuche der Prozessoptimierung am bestehen-
den Wälz-Verfahren führten in der Vergangenheit zu wenig marktdurchdringenden
Ergebnissen. [2, 6, 7]
Sinkende Deponiekapazitäten, damit verbundene steigende Entsorgungskosten und
globales Umdenken in Richtung Circular Economy führen zu steigendem Interesse
an der Etablierung eines innovativen Aufarbeitungskonzeptes für hoch zinkhaltigen
EAFD. Weiteres Potential für ein neues Verfahren liegt in der weltweit, im Vergleich
mit Europa, deutlich geringeren Recyclingrate von etwa 50 %. Derzeitige Forschungs-
arbeiten fokussieren sich daher vermehrt auf eine zusätzliche Eisenrückgewinnung
aus dem behandelten Staub und eine mögliche Anwendung der Endschlacke in der
Zement- oder Baustoffindustrie. [2, 6, 7]
1. 2sDR-Verfahren
Die Prozessidee des 2sDR-Verfahrens basiert auf zwei Verfahrensschritten (2 step Dust
Recycling). Im ersten Schritt werden flüchtige Bestandteile, größtenteils Halogenver-
bindungen, entfernt. Unter oxidierenden Bedingungen und Temperaturen zwischen
900 und 1.100 °C werden Elemente wie Chlor, Fluor, Cadmium und Blei zu einem
überwiegenden Teil aus dem Stahlwerksstaub entfernt, ohne einen signifikanten Verlust
an Zinkoxid in Kauf nehmen zu müssen.[5]
223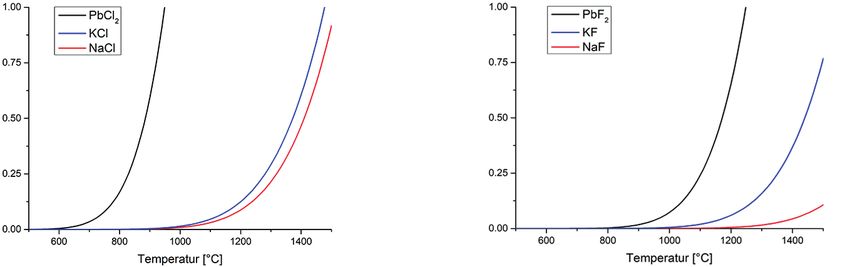
Michael Auer, Jürgen Antrekowitsch
Im zweiten Schritt findet die Reduktion des im Staub enthaltenen Zinkoxids statt. Als
Träger des Reduktionsmittels dient ein vorgelegtes Eisenbad. Die Temperaturführung
und der Prozessablauf erlauben eine Multi-Metall-Gewinnung. Neben Zink wird auch
das im Staub enthaltene Eisen extrahiert und in der Metalllegierung aufgefangen.
Ein weiterer Vorteil dieses Prozesses ist die Zusammensetzung des verbleibenden
Rückstandes, der zu großen Teilen aus Silizium- und Kalziumoxid besteht und nur
geringe Kontaminationen an Schwermetallen aufweist. Mit diesen Voraussetzungen
steht einer Anwendung in der Zementindustrie oder im Baustoffsektor nur wenig
im Wege.[5]
Das 2sDR-Verfahren stellt eine Alternative zum Wälz-Prozess dar und ermöglicht es
vor allem kleinen und mittleren EAF-Betreibern unabhängig von großen, zentrale
Recyclingunternehmen zu agieren. Die Vorteile des Verfahrens sind [6]
• hohe Qualität des produzierten ZnO und damit leichtere Vermarktung,
• die Wirtschaftlichkeit bei geringer Jahrestonnage (ab 10.000 Tonnen),
• eine simultane Rückgewinnung von Zink, Eisen und anderen Legierungselementen,
• geringe bzw. keine Transportkosten und
Metallurgische Nebenprodukte
• niedrige Mengen an Rückständen (< 30 %) im Vergleich zum Wälz-Rohr. Bei einer
Verwertung der entstehenden Halogene sowie des Kalzium Silikat reichen Reststof-
fes, ist zudem eine Zero-Waste-Strategie realisierbar.
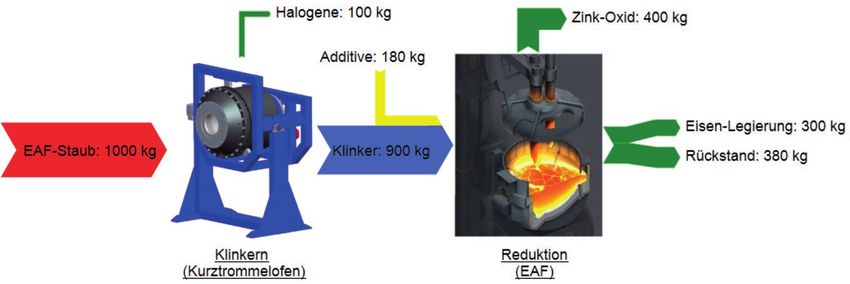
Bild 1 zeigt das Ablaufprinzip des 2sDR-Prozesses. In dieser Abbildung nicht ersichtlich
ist ein notwendiger, vorgeschalteter Aufbereitungsschritt. Ein Zwangsmischer sorgt für
die nötige Durchmischung bevor der Staub mittels Pelletierteller agglomeriert wird.
Die Halogene im Staub sorgen in Verbindungen mit dem zugegebenen Wasser für die
nötige Grünfestigkeit der Staubkugeln. Dieser vorgeschaltete Prozessschritt verringert
den Anteil an Carry-Over im Klinkerschritt und gewährleistet eine problemlose Hand-
habung beim Überführen des Zwischenproduktes in den Elektrolichtbogenofen.[4]
Halogene: 100 g Zink-Oxid: 400 g
Additive: 180 g
Eisen-
Legierung: 300 g
EAF-Staub: Klinker: 900 g
1.000 g Rückstand: 380 g
Klinkern Reduktion
(Kurztrommelofen) EAF
Bild 1: 2sDR-Prozess – vereinfachtes Schema des Verfahrensablaufs
Quelle: Rauch Furnace Technology GmbH. Abgerufen über: https://www.rauch-ft.com/de/customized-engineering/customized-
engineering/top-blow-rotary-converter/; https://www.exportersindia.com/indian-suppliers/electric-arc-furnace.htm
224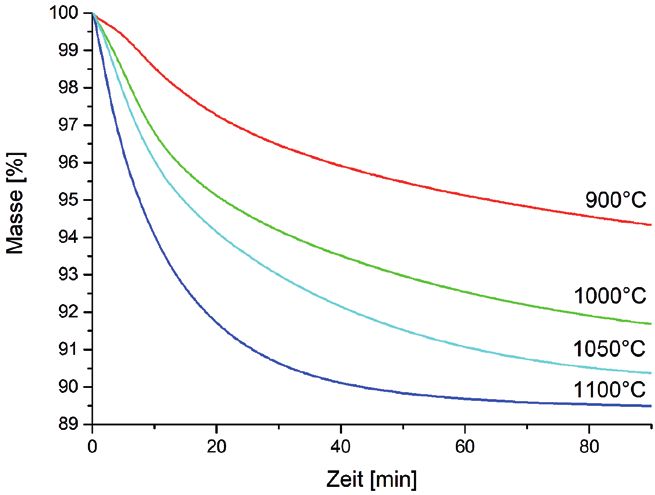
Alternative Lösungen für das Recycling von Stahlwerksstaub am Beispiel 2sDR-Verfahren
1.1. Klinkern (1. Schritt)
Halogenverbindungen mit Chlor und Fluor finden sich oft in Rückständen der Me-
tallurgie. Sie führen meist zu Problemen im Recycling-Prozess sowie zu erhöhtem
Korrosionsangriff an der Anlage. Im Falle des EAFD stammen die Verunreinigungen
aus dem eingeschmolzenen Stahlschrott sowie zum Teil aus Schlackenbildnern. Ober-
flächenbeschichtungen, Lacke und Kunststofffraktionen sind gängige Quellen für den
Eintrag von Halogenen in den Elektrolichtbogenofen. Unter den dort vorherrschenden
Prozesstemperaturen verflüchtigen Chlor und Fluor in Verbindung mit Blei, Kalium
oder Natrium und sammeln sich mit anderen flüchtigen Elementen wie Cadmium
und vor allem Zink im Staub.[4]
Bei der Aufarbeitung im Wälz-Rohr wird der Staub unter reduzierenden Bedingungen
bei Temperaturen zwischen 1.000 und 1.100 °C behandelt. Dabei wird das im Staub
enthaltene ZnO zu Zink reduziert und wie im EAF verflüchtigt. Dabei kommt es al-
lerdings auch zu einem erneuten Verdampfen der Halogen-Verbindungen, die zu einer
Verunreinigung des ZnO führen und damit die Produktqualität des Aufarbeitungspro-
zesses mindern. Neben dem Verringern des Zink-Gehaltes führen signifikante Mengen
an Chlor und Fluor auch zu Problemen in der Weiterverarbeitung des sogenannten
Metallurgische Nebenprodukte
Wälzoxides.[1, 4]
Das Einsatzgebiet des minderwertigen ZnO beschränkt sich ausschließlich auf die
primäre Zinkindustrie, wo es Anwendung als Ersatz für primäres Erzkonzentrat findet.
Die Substitutionsrate ist jedoch mit 10 bis 15 % beschränkt. Zum einen verschlechtert
der Einsatz von Wälzoxid die Energiebilanz im Röster und die enthaltenen Halogen-
verbindungen sorgen für unerwünschte Anbackungen. Außerdem kommt es bereits bei
geringen Konzentrationen von Cl und F zu erheblichen Problemen im weiteren Pro-
zessablauf. In der Zink Gewinnungselektrolyse führt Chlor zu einer erhöhten Korrosion
der Elektroden und bildet gesundheitsgefährdendes Chlorgas. Der Nachteil von Fluor
im Elektrolyten liegt in der Auflösung der oberflächlichen Aluminium-Oxidschicht
auf den Kathoden. Dies führt zu erhöhter Klebeneigung des raffinierten Zinks an den
Kathoden und damit verbundenen Ausfallzeiten und Verlusten.
Trotzdem ist der Ersatz von primären Erzkonzentraten durch sekundäres ZnO
erwünscht. Die großen Eisenfrachten, die über das Erzkonzentrat in die primäre
Zinkherstellung eingeschleust werden, sorgen für einen hohen Anteil an Fällungs-
rückstand, für den bis heute kein wirtschaftliches Aufarbeitungsverfahren existiert
und daher deponiert werden muss. Pro Tonne produziertem Zink fällt eine Tonne
Jarosit-Rückstand an.[1]
Eine gezielte Abtrennung von Chlor, Fluor und Blei aber auch Teilen von Natrium
und Kalium in einem vorgeschalteten Schritt hat daher mehrere Vorteile. Damit ist
es möglich,
• die Produktqualität zu erhöhen,
• die Anwendungsgebiete des produzierten ZnO zu vergrößern,
• den Anteil an Fällungsrückstand in der primären Zinkherstellung zu verringern,
225Michael Auer, Jürgen Antrekowitsch
• den Prozessschritt auf die erhöhte Halogenbelastung auszulegen, um durch gezielte
Abgasführung und Kühlung die Anlage vor erhöhter Korrosion zu schützen und
• den abgeschiedenen, konzentrierten Halogenrückstand in einen möglichen Ein-
satzstoff für spezielle Industriezweige umzuwandeln.
1.1.1. Laborversuche
Im Zuge dieser Prozessidee wurden Verflüchtigungsversuche in einer Thermowaage bei
verschiedenen Temperaturen durchgeführt, um die Absolutwerte sowie die Selektivität
der Halogenabtrennung bestimmen zu können. Die Ergebnisse der Gewichtsverläufe
sind in Bild 2 dargestellt.
Masse
%
100
99
98
97
Metallurgische Nebenprodukte
96
95 900 ºC
94
93
92 1.000 ºC
Bild 2:
91 1.050 ºC
90 1.100 ºC Verflüchtigungsversuche zur
89
0 20 40 60 80
Halogenabtrennung bei ver-
Zeit min schiedenen Temperaturen
Dabei ist die Temperaturabhängigkeit dieses Prozessschrittes klar ersichtlich. Neben
dem schnelleren Ablauf der Gewichtsabnahme bei höheren Temperaturen ist auch zu
erkennen, dass bei geringeren Temperaturen die absolute Gewichtsabnahme kleiner
ist als bei höheren Temperaturen. Zur Beurteilung der Selektivität der Halogenabtren-
nung wurden jeweils Proben vor und nach der Versuchsdurchführung genommen
und nasschemisch analysiert. Die besten Werte ergaben sich dabei, wie schon aus der
oben gezeigten Abbildung vorherzusehen, bei einer Prozesstemperatur von 1.100 °C.
Die Anfangskonzentration sowie die Analyse der Probe nach dem Klinkerschritt sind
in Tabelle 1 dargestellt.
Tabelle 1: Anfangskonzentrationen des Elektrolichtbogenofenstaubs und Endkonzentrationen des
geklinkerten Materials nach 90 Minuten bei 1.100 °C
C ges K Na Pb Cl F Zn
Temperatur
%
Start (0 min) 0,56 1,30 1,70 3,30 3,60 0,57 38,40
1.100 °C
Ende (90 min) 0,04 0,21 0,78 0,07 < 0,1 0,07 41,79
226Alternative Lösungen für das Recycling von Stahlwerksstaub am Beispiel 2sDR-Verfahren
Eine erfolgreiche Entfernung der Halogene wird durch stark gesunkene Chlor- und
Fluor-Werte bestätigt. Der Chlorgehalt liegt nach der oxidierenden Behandlung unter
0,1 % und die Fluorkonzentration ist auf 0,07 % gefallen. Weiters zeigen sich vermin-
derte Werte bei den Elementen Blei, Kalium und Natrium. Es ist davon auszugehen,
dass es sich dabei um jene Elemente handelt, die im Stahlwerksstaub vorrangig mit
Chlor und Fluor vergesellschaftet vorliegen.
1.1.2. Thermodynamische Berechnungen
Unterstützt wird die oben genannte Annahme durch thermodynamische Berechnun-
gen, angestellt mit HSC. Bei der Kalkulation der temperaturabhängigen Dampfdruck-
entwicklung für die wichtigsten Halogenverbindungen im EAFD, zeigen sich die in
Bild 3 dargestellten Diagramme. Dabei ist zu erkennen, dass die Cl- und F-Verbin-
dungen mit Pb, K und Na bei den vorherrschenden Temperaturen von 1.100 °C zur
Verflüchtigung neigen.
Dampfdruck Dampfdruck
bar bar
1,00 1,00
Metallurgische Nebenprodukte
0,75 0,75
0,50 0,50
0,25 0,25
0 0
600 800 1.000 1.200 1.400 600 800 1.000 1.200 1.400
Temperatur ºC Temperatur ºC
PbCl2 KCl NaCl2 PbF2 KF NaF
Bild 3: Temperaturabhängige Dampfdrücke der wichtigsten Halogenverbindungen im Elektro-
lichtbogenofenstaub
Außerdem neigen die Chorverbindungen von Pb, K und Na deutlich früher zur Ver-
flüchtigung als die Fluorverbindungen derselben Elemente. Eine weitere Erhöhung
der Prozesstemperatur ist nicht erwünscht. Einerseits soll der Energieverbrauch so
gering wie möglich gehalten werden, andererseits kommt es in weiterer Folge zu einer
Überschreitung der Sintertemperatur des Einsatzmaterials. Daraus resultierende Anba-
ckungen im Ofengefäß sowie Agglomeration während des Prozesses sind zu vermeiden.
Die Senkung des Kohlenstoffgehaltes ist, bei den vorherrschenden Bedingungen, auf
die sofortige Verbrennung zurückzuführen. Die selektive Entfernung der Halogen-
verbindungen führt zu einer Aufkonzentration des Zinks im geklinkerten Staub und
damit zu deutlich erhöhten Werten, im Vergleich zum Ausgangsmaterial.
Die genannten Versuche zeigen ein positives Bild bezüglich der Sinnhaftigkeit eines
vorgeschalteten Prozessschrittes Die beinahe vollständige Entfernung der unerwünsch-
ten Halogene aus dem EAFD erfolgt selektiv und in einer akzeptablen Zeitspanne.
227Michael Auer, Jürgen Antrekowitsch
1.2. Reduktion (2. Schritt)
Beim zweiten Schritt des 2sDR-Przesses handelt sich um eine karbothermische Reduk-
tion des geklinkerten Staubes auf einem vorgelegten Metallbad. Der in der Schmelze
gelöste Kohlenstoff reagiert mit dem im Staub enthaltenen ZnO zu Zink, das bei den
vorherrschenden Temperaturen zwischen 1.400 und 1.500 °C verdampft. In der oberen
Ofenatmosphäre bzw. im Abgasstrom kommt es, bei Kontakt mit Falschluft, zu einer
sofortigen Rückoxidation des Zinks zu ZnO. Dieses wird im Filterhaus aufgefangen und
stellt das Hauptprodukt des Recyclingverfahrens dar. Da die leicht flüchtigen Elemente
wie Chlor, Fluor und Blei bereits zu überwiegenden Teilen im ersten Schritt abgeschieden
wurden, ist eine hohe Produktqualität gewähreistet. Gehalte von mehr als 75 % Zn sind
ohne weiteres realisierbar. Die Verunreinigungen beschränken sich fast ausschließlich
auf Carry-Over und können mit entsprechender Prozessoptimierung weiter vermindert
werden. Im Vergleich dazu liegen die Zn-Gehalte im Wälzoxid bei 55 bis 60 %.[3]
Neben ZnO kommt es unter den angegebenen Prozessparameteren auch zu einer Re-
duktion des im Staub enthaltenen Eisen-Oxides. Das Metall sammelt sich mit anderen
Legierungselementen wie Chrom und Nickel im Metallbad und kann als Eisenlegierung
in das Stahlwerk zurückgeführt werden. Aufgrund der hohen Verdünnungswirkung bei
der Wiederverwertung als Rohstoff in der Stahlerzeugung und dem geringeren Qua-
Metallurgische Nebenprodukte
litätsanspruch im Bereich der Baustahlproduktion, sind erhöhte Werte von Schwefel,
Kupfer oder anderen Stahlschädlingen in bestimmten Ausmaß verkraftbar.
Das Prinzip des Multi-Metall-Recycling führt dazu, dass nur die gewohnten Schlacken-
bildner wie CaO, SiO2, MgO und Al2O3, im Rückstand verbleiben. Mit einer Basizität
zwischen 0,9 und 1,2 ist die generierte Schlacke mit gängigen Reststoffen aus der
Eisen- und Stahlindustrie vergleichbar, die bereits als Produkt in der Zement- oder
Baustoffindustrie eingesetzt werden.
In Technikumsversuchen (50 bis 100 kg) erfolgte die Simulation des Prozesses im
größeren Maßstab. Der erste Schritt wurde dabei im TBRC an der Montanuniversität
Leoben (Lehrstuhl für Nichteisenmetallurgie) durchgeführt. Die Reduktion fand in
einem mit Gleichstrom betriebenen Elektrolichtbogenofen bei der Firma ARP GmbH
statt. Die Analysen der Endprodukte sind, anhand eines Beispiels, in Tabelle 2 dargestellt.
Tabelle 2: Analysen aus den Technikumsversuchen
Eisenlegierung Zink-Oxid Rückstand
Konzentration Ma.-% Konzentration Ma.-% Konzentration Ma.-%
Zn 0,03 ZnO 96,20 ZnO 0,02
Mn 0,71 MnO 0,21 MnO 6,56
Si < 0,01 SiO2 0,62 SiO2 30,17
Fe 95,82 Fe 0,57 Fe 2,41
C 2,20 CaO 0,45 CaO 34,18
P 0,1 PbO 0,14 MgO 10,34
S 0,27 Cl 0,05 Al2O3 10,87
Cu 0,25 F 0,08 Cr2O3 0,43
Cr 0,26
Ni 0,13
228Alternative Lösungen für das Recycling von Stahlwerksstaub am Beispiel 2sDR-Verfahren
Die geringen Konzentrationen an Chlor, Fluor und PbO im Zink-Oxid zeigen den
positiven Einfluss des ersten Prozessschrittes auf die Produktqualität. Auch die Ver-
unreinigungen, die durch Carry-Over entstehen und damit den ZnO-Gehalt senken,
halten sich in Grenzen. Mit einer derartigen Produktqualität (> 96 %) und den geringen
Halogenkonzentrationen erweitert sich auch der Einsatzbereich als Konzentrat-Ersatz
in der primären Zinkherstellung. Die zuvor genannten Probleme im Röster oder in
der Elektrolyse sind deutlich reduziert. Eine Umgehung des Röstaggregates und ein
direkter Einsatz im Laugungsprozess wäre ebenso denkbar wie eine deutliche Erhöhung
der Substitutionsrate.
Die geringen Konzentrationen an Zn in der Eisenlegierung und an ZnO im Rückstand
zeigen die Effizienz des Prozesses. Der geringe Restgehalt an Fe in der Schlacke spricht
für einen positiven Ablauf der Eisenreduktion während der zweiten Prozessstufe. Die
Einnahmen durch die produzierte Eisenlegierung stehen in keiner Relation zur Cash-
Cow – dem hochreinen ZnO-Staub. Dennoch ist die Reduktion des Eisens aus ökolo-
gischer Sicht unumgänglich. Zero Waste oder Circular Economy Strategien sind im
Bereich von EAFD nur dann realisierbar, wenn auch die Wertmetalle, die sich neben
Zink im Staub befinden, wiedergewonnen werden und nicht in der Prozessschlacke
Metallurgische Nebenprodukte
verbleiben.
Betrachtet man die Analyse des entstandenen Rückstandes, zeigen sich keine Hürden
für die Weiterverarbeitung im Zement- oder Baustoffsektor. Weder die Basizität noch
die Konzentrationen an Schwermetallen zeigen signifikante Abweichungen zu Rest-
stoffen der Eisen- und Stahlindustrie, die bereits in dem angesprochenen Bereichen
Anwendung finden.
2. Ausblick
Die geringe Produktqualität und die große Menge an anfallenden Reststoffen, wird
die Zukunft des Wälz-Prozess und seinen Status als state-of-the-art Verfahren für
das Recycling von hoch zinkhaltigen Stahlwerksstäuben in Frage stellen. Vor allem
die sinkenden Deponiekapazitäten in Europa und damit verbundene steigende Ent-
sorgungskosten werden den Druck auf das Verfahren weiter erhöhen. Aber auch der
Wunsch eines nachhaltigen Recyclingverfahrens für EAFD und globales Umdenken
in Richtung Circular Economy werden die Etablierung neuer Prozesse vorantreiben.
Das von der Montanuniversität und ARP gemeinschaftlich entwickelte 2 step Dust
Recycling erfüllt all diese Anforderungen [4]:
• Multi-Metall-Recycling,
• Verwertung des produzierten Rückstandes in der Zement- oder Baustoffindustrie,
• Verfolgung einer Zero-Waste-Strategie,
• Hohe Produktqualität und
• Mini-Mill-Lösung.
229Michael Auer, Jürgen Antrekowitsch
Erste CAPEX-Berechnungen der Hauptaggregate des Prozesses, der erforderlichen
Infrastruktur, Gebäuden und Bauarbeiten kamen zu einem Ergebnis von etwa
15 Millionen EUR. Bei der Annahme eines durchschnittlichen Zink-Gehaltes von
28 bis 30 % im Stahlwerksstaub liegt die Wirtschaftlichkeitsgrenze bei einer Anla-
genkapazität von etwa 10.000 Tonnen pro Jahr. Unter Berücksichtigung der Preis-
schwankungen im Zinkpreis in den letzten zehn Jahren liegt die Amortisationszeit
bei etwa vier Jahren.[4]
Im nächsten Schritt soll der Prozess in den Pilotmaßstab übergeführt werden, um ein
detailgetreues Bild für eine mögliche Prototypen- bzw. Industrieanlage generieren zu
können. Im Rahmen eines Projektes wird in Zusammenarbeit mit einem Anlagenbauer
ein Basic Engineering erfolgen. Unter den weiteren Projektpartnern befindet sich ein
Stahlwerk, das sowohl den EAFD für die Versuche zur Verfügung stellt als auch als
möglicher, erster Kunde der neuen Technologie angesehen werden kann. Außerdem
kümmert sich ein zertifiziertes Baustoffinstitut um etwaige Anwendungsgebiete des
produzierten Reststoffes und ein spezialisiertes Institut um die Charakterisierung
und Analytik der Einsatzstoffe und Produkte. Angeführt wird dieses Konsortium
vom Lehrstuhl für Nichteisenmetallurgie an der Montanuniversität Leoben in enger
Zusammenarbeit mit ARP GmbH. Erste Ergebnisse aus den Pilotversuchen werden im
Metallurgische Nebenprodukte
zweiten Halbjahr 2020 einen genaueren Einblick in den Prozessablauf im industriena-
hen Maßstab geben. Außerdem können konkretere Aussagen über CAPEX, OPEX und
Amortisierungszeiten getroffen und bei positiven Resultaten mit der Vermarktung der
neuen 2sDR-Technologie begonnen werden.
3. Literatur
[1] Antrekowitsch, J.: Aufarbeitung zinkhältiger Stahlwerksstäube unter besonderer Berücksichti-
gung der Halogenproblematik. Dissertation, Montanuniversität Leoben, 2004
[2] Antrekowitsch, J.; Hanke, G.: Steel mill dust – only a zinc resource or a potential material for
multi metal recycling. In: Sustainable industrial processing summit and exhibition, 2018
[3] Antrekowitsch, J.; Rösler, G.; Steinacker, S.: State of the Art in Steel Mill Dust Recycling. In:
Chemie-Ingenieur-Technik 87 (11), 2015, S. 1498-1503
[4] Auer, M.; Antrekowitsch, J.; Hanke, G.: 2sDR An innovative mini mill concept for EAF dust
recycling. In: Wastes: Solutions, Treatments and Opportunities III, 2019, S. 500-505
[5] Rösler, G.; Pichler, C.; Antrekowitsch, J.; Wegscheider, S.: 2sDR: Process Development of a Sus-
tainable Way to Recycle Steel Mill Dusts in the 21st Century. In: JOM 66 (9), 2014, S. 1721–1729
[6] Rütten, J.: Various Concepts for the Recycling of EAFD and Dust from Integrated Steel Mills.
In: 3rd Seminar, Networking between Steel and Zinc, GDMB, Leoben, 2011
[7] Schneeberger, G.; Antrekowitsch, J.; Pichler, C.: Development of a New Recycling Process for
High Zinc Containing Steel Mill Dusts including a Detailed Characterization of an Electric Arc
Furnace Dust. In: BHM 157 (1), 2012, S. 1-6
230Alternative Lösungen für das Recycling von Stahlwerksstaub am Beispiel 2sDR-Verfahren
Ansprechpartner
Dipl.-Ing. Michael Auer
Montanuniversität Leoben
Doktorand
Nichteisenmetallurgie
Franz Josef-Straße 18
8700 Leoben, Österreich
+43 3842 402 5256
michael.auer@unileoben.ac.at
Metallurgische Nebenprodukte
231Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der
Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind
im Internet über http://dnb.dnb.de abrufbar
Stephanie Thiel, Elisabeth Thomé-Kozmiensky,
Dieter Georg Senk, Hermann Wotruba,
Helmut Antrekowitsch, Roland Pomberger (Hrsg.):
Mineralische Nebenprodukte und Abfälle 7
– Aschen, Schlacken, Stäube und Baurestmassen –
ISBN 978-3-944310-53-4 Thomé-Kozmiensky Verlag GmbH
Copyright: Elisabeth Thomé-Kozmiensky, M.Sc., Dr.-Ing. Stephanie Thiel
Alle Rechte vorbehalten
Verlag: Thomé-Kozmiensky Verlag GmbH • Neuruppin 2020
Redaktion und Lektorat: Dr.-Ing. Stephanie Thiel, Elisabeth Thomé-Kozmiensky, M.Sc.
Erfassung und Layout: Elisabeth Thomé-Kozmiensky, Claudia Naumann-Deppe,
Janin Burbott-Seidel, Martin Graß, Roland Richter, Sarah Pietsch,
Cordula Müller, Gabi Spiegel
Druck: Universal Medien GmbH, München
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der
Übersetzung, des Nachdrucks, des Vortrags, der Entnahme von Abbildungen und Tabellen, der Funk-
sendung, der Mikroverfilmung oder der Vervielfältigung auf anderen Wegen und der Speicherung
in Datenverarbeitungsanlagen, bleiben, auch bei nur auszugsweiser Verwertung, vorbehalten. Eine
Vervielfältigung dieses Werkes oder von Teilen dieses Werkes ist auch im Einzelfall nur in den Grenzen
der gesetzlichen Bestimmungen des Urheberrechtsgesetzes der Bundesrepublik Deutschland vom
9. September 1965 in der jeweils geltenden Fassung zulässig. Sie ist grundsätzlich vergütungspflichtig.
Zuwiderhandlungen unterliegen den Strafbestimmungen des Urheberrechtsgesetzes.
Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen usw. in diesem Werk
berechtigt auch ohne besondere Kennzeichnung nicht zu der Annahme, dass solche Namen im Sinne
der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und daher von
jedermann benutzt werden dürfen.
Sollte in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien, z.B. DIN, VDI,
VDE, VGB Bezug genommen oder aus ihnen zitiert worden sein, so kann der Verlag keine Gewähr
für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. Es empfiehlt sich, gegebenenfalls für
die eigenen Arbeiten die vollständigen Vorschriften oder Richtlinien in der jeweils gültigen Fassung
hinzuzuziehen.Sie können auch lesen