AU Serie Die erste Adresse für CNC-Drahterodieren - SHR
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
Accuracy & Technology Leading Company
AU Serie
Die erste Adresse für
CNC-Drahterodieren
Errungenschaft aus zwei Jahrzehnten
www.shr.at
Teamwork
Das Konzept von AccuteX enstand aus einer Gruppe von Ingenieuren, die die gleichen
zukunftsweisenden Ideen hatten. Die Produkte, die mit dem AccuteX-Logo vermarktet
werden, sind die Symbiose aus hoher Genauigkeit und firtschrittlichen Technologien.
Mit über 20 Jahren Erfahrung in den Bereichen Innovation sowie Forschung und
Entwicklung erarbeitet das AccuteX-Team innovative Technologien im Bereich D
rahterodieren und etabliert damit die Kernkompetenz des Unternehmens
auf der internationalen Bühen.
Service
Der AccuteX-Kundenservice ist erstklassig, von der ersten Schnittanalyse vor dem
Kauf über Schulungen bis hin zur Maschineninstallation sorgen unsere
professionellen Vertriebs- und Supportmiarbeiter für eine reibunslose Implementierung
aller AccuteX-Produkte. Diese umfassende Serviceunterstützung spiegelt das
Geschäftskonzept von AccuteX wider: Service ist Teil unserer Produkte.
GENAUIGKEIT ...
EINSTELLUNG.
1
EUROPA
Accutex Russland
Accutex Türkei ASIEN
Polen Accutex Taiwan
Mittlerer Osten
Italien Accutex China
Pakistan
Niederlande Accutex Korea
Syrien
Tschechien Indien
Israel
Slowenien Hongkong
AMERIKA Ukraine Thailand
Accutex EDM USA Rumänien Vietnam
AFRIKA Singapur
Kanada Deutschland
Ägypten Malaysia
Mexico Slowakei
Süd Afrika Indonesien
Brasilien Ungarn
Tunsien Sri Lanka
Chile Großbrittanien
Algerie
Peru Schweiz Ozeanien
Kolumbien Österreich Australien
Neuseeland
LEISTUNG AUS ZWEI JAHRZEHNTEN
Gründung von AccuteX Techologies Co., Ltd. ISO9000-Zertifizierung: 2008
Kapital: 1,71 Millionen USD Einführung von Maschinen der GE-Baureihe
Auszeichnung: „Taiwan Excellence Award 2010“
Abschluss der Forschung des Wirtschaftsministeriums
Herstellung der AccuteX-CNC-Drahtschneide-Steuerung im Namen des „A+ Wire EDM Project“
Einführung der AccuteX-Maschinen der AU-Baureihe
Verkauf nach TAIWAN, CHINA
Einführung der AccuteX-Maschinen der AP-Baureihe.
Auszeichnung: „Rising Star Award 2011“
Erstmalig auf der TIMTOS 2003 Auszeichnung: „Machinery Industry Contribution Award 2011“
Verkauf nach ASIEN, EUROPA, AMERIKA
Gründung des strategischen Partners AccuteX Korea
Auszeichnung: „Taiwan Excellence Award 2012“
Einführung der AccuteX-Maschinen der EZ-Baureihe
IOS9000-Zertifizierung: 2000 Unternehmen AccuteX China zieht in ein neues Werk in Kunshan
Kapital: 2,40 Millionen USD mit einer Größe von 20.000m².
Auszeichnung: „National Award of Outstanding SMEs 2012“
Gründung von AccuteX China in Kunshan, China
Einführung von AccuteX AU-100iA und AU-860iA Einführung der AccuteX-Maschinen der AL-Baureihe.
Spatenstich für neues AccuteX-Hauptquartier Geschäftsführer Ray Liang erhält die Auszeichnung
Gründung des strategischen Partners AccuteX EDM USA „Model of Taiwan and Overseas Entepreneurs“
Einführung der „AccuteX-6-Achsen-Gesamtlösung“ Auszeichnung: „Certificate of Potential Taiwan Mittelstand Award“
Umzug in ein neues Werk mit einer Größe von 10.000 m² Auszeichnung „Taiwan Excellence Award 2016“ für AL-400SA
Gründung des strategischen Partners AccuteX INDIA Unternehmen ist zertifiziert gemäß ISO 9001:2015
Einführung der AccuteX-Maschinen der SP-Baureihe Auszeichnung „Taiwan Excellence Award 2017“ für Chiller AW-12
Einführung der „SD Master-Funktion“
AccuteX Headquarter AccuteX China AccuteX USA
2
AU-BAUREIHE
T-Sockel-Konstruktion
Komplex Hohe
Festigkeit Struktur
Die C-Rahmenkonstruktion wurde mittels
Finite-Elemente-Analyse (FEA) in Verbindung
mit einer Mehrrippenstruktur mit hoher
Steifigkeit, großer Tischbelastung und
geringer mechanischer Verformung entwickelt.
T-Sockel-Konstruktion
Alle Modelle der AU-Baureihe von AccuteX
sind mit dem T-Sockel-Design ausgestattet.
Die längere X-Achse befindet sich auf dem
Sockel und die kürzere Y-Achse auf der
X-Achse. Wenn sich der Arbeitstisch bewegt,
wird er vollständig von der Konstruktion
ohne Überbau gestützt.
Direkte Übertragungsfunktionen
mit schneller Servorückmeldung
T-Sockel-Konstruktion mit
extra breiter Stellfläche
andere:
Finite-Elemente-Analyse Herkömmliche Konstruktion mit Überbau T-Sockel Robuste Konstruktion
Vergleich der Tischstütze
3
Konstruktion mit beweglicher Säule
Tischgröße und Sockelstützbereich stehen im Verhältnis 1:1 zueinander, passend für extra
große Werkstücke und maximale Lastkapazität bis zu 5 Tonnen.
Hoher Z-Achsenhub
Standardreichweite der Z-Achse ist 400 mm; 600 mm ist optional; Werkstück kann vollständig
untergetaucht werden bei hoher Funkenbildung-Qualität.
3D-Lasermesstechnik
Der tatsächliche Positionsfehler der Maschine ist
dreidimensional. AccuteX verwendet einen
US-API-3D-Laser-Messkalibrator, um die linearen
Nick- und Giertoleranzwerte zu erhalten,
während die Lineartoleranz aller Achsen gemäß den
ISO-Normen 230-6 überprüft wird. 4
AccuteX-Steuerung
100% EIGENENTWICKELT
ACCUTEX-STEUERUNG
Die Kernkompetenz von AccuteX ist die
eigenentwickelte AccuteX-Steuerung, die uns von der
restlichen Werkzeugmaschinenindustrie unterscheidet,
die auf Steuerungen aus Europa und Japan setzt. Das F&E Team
von AccuteX verfügt über tiefgreifendes Wissen der Steuerung,
sodass wir unseren Kunden weltweit den
besten Service und Support bieten können.
AccuteX Schnelle Rückmeldung BYPASS-Funktion
Windows CE® für Wenn Mehrlochschnitte ausgeführt werden
„DIRECT Precise Motion Control“ und Einfädelungsfehler oder unbekannte Gründe
Die Bahn der Servorückmeldung folgt auftreten, aus denen die Formlöcher während des
dem Programm genau. Betriebs nicht geschnitten werden können,
speichert die Steuerung die ungeschnittenen
Formlöcher automatisch und springt zum
nächsten Loch.
Andere: Langsame Rückmeldung
Hohe Genauigkeit mit einfacher
Windows XP® plus externe Software für
Bewegungssteuerung. Servo-Geschwindigkeit ist
Funktionsautomatisierung
sogar langsamer als die Steuerung. • Funktion der Ecksteuerung
Die Servobahn konnte dem Programm nicht folgen. • Funktion der automatischen
Leistungsrückgewinnung
• Funktion des Annäherungsschneidens
5 • Funktion „Mehrere Blöcke überspringen“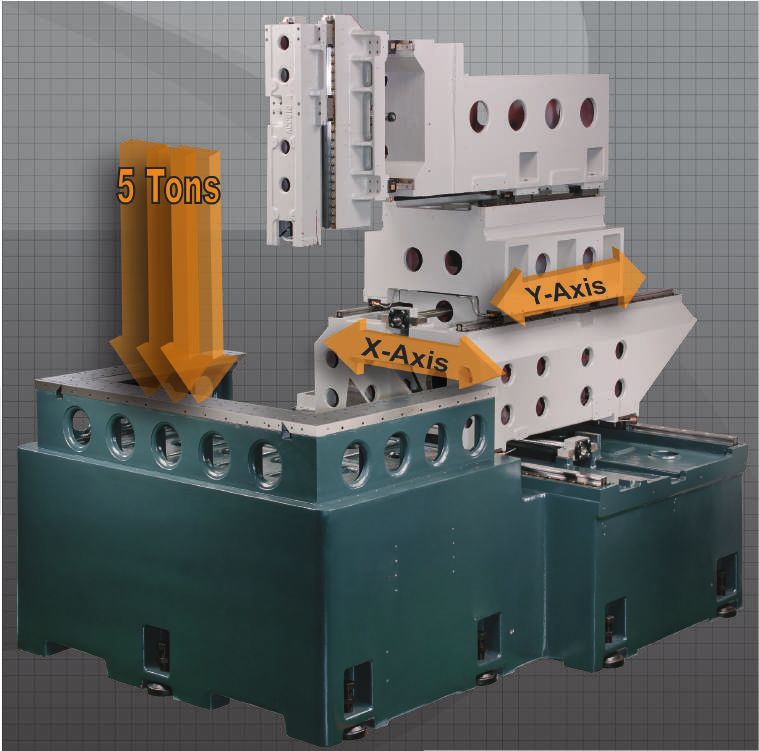
Remote Master von AccuteX
AccuteX-Überwachungsmaschinen IM KONTROLLRAUM.
Remote Master im Kontrollraum Maschine im Werk
Remote Master ist eine Software für Windows und wird über das Internet auf dem PC installiert.
Die Software dient zur Verbindung mit der Drahterodiermaschine von AccuteX für die Remote-Überwachung.
Im Kontrollraum können Sie den Status der Maschine überwachen, ein NC-Programm simulieren,
Aufträge für alle Maschinen veranlassen und NC-Dateien hoch- oder herunterladen.
PCD- und Graphitschneiden
Stromversorgung der Maschine
• Der exklusive Zündkreislauf und die stabilisierte Entladungsstromversorgung sind für das PCD-
• und Graphitschneiden am besten geeignet und bieten eine hohe Qualität, selbst bei langer Nutzungsdauer.
• Das Brechen der Werkstückkante durch einen Drahtschnitt kann im minimalen Bereich zusammen
• mit der Hochgeschwindigkeitsbearbeitung kontrolliert werden.
• Die Drahterodiermaschine von AccuteX kann 5 Achsen gleichzeitig interpolieren, auch die W-Achse
• (6-Achsen-Drehtisch) kann bei komplexen PCD-Schneidwerkzeugen installiert werden.
• Durch Verwendung des 6-Achsen-Drehtischs kann jedes rotierende Werkstück geschnitten werden.
Abgeschlossener Graphitschnitt
mit 1,5-mm-Teil
PCD-Anwendungen Abgeschlossener PCD-Schnitt
PCD Material
6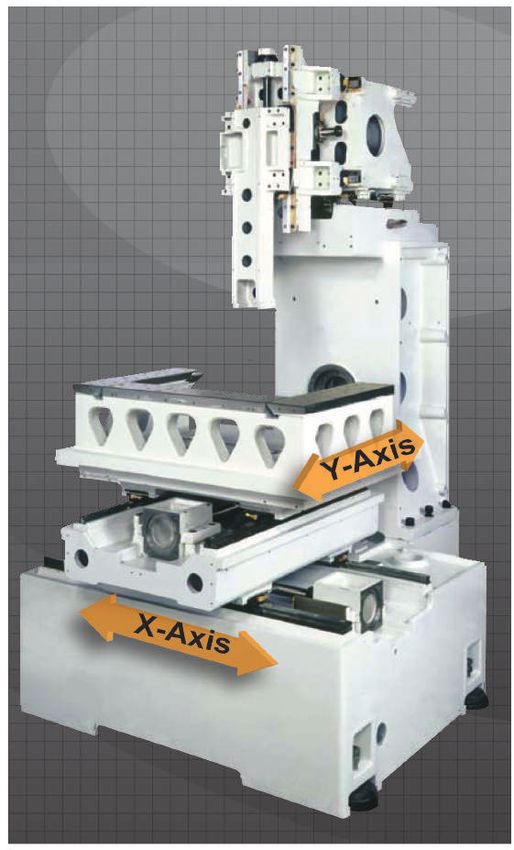
Vergleich der Schnitteffizienz
Das AccuteX F&E-Team hat den Generator und den Stromkreis vereinfacht,
um unnötige Leistungsverluste zu vermeiden und die
Schnitteffizienz zu verbessern.
Die Schnitteffizienz lautet im Vergleich zu anderen Fabrikaten mit
verschiedenen Werkstückhöhen wie folgt:
0.25mm Gamma Wire SKD11
300
min
250
mm /min
2
/
200
2
Speed:mm
150
(Speed)
Brand A
100
Brand B
50
0
10 25 40 50 60 80 100 150 250 300 400 500 600
(Thickness) mm
ENERGIEBESTÄNDIGKEIT
FPGA-Chip mit integriertem AccuteX-Leistungsalgorithmus.
Dieser Ansatz beseitigt unnötige Energieverluste.
Die Schnitteffizienz ist auch nach Jahren gleichbleibend. (*)
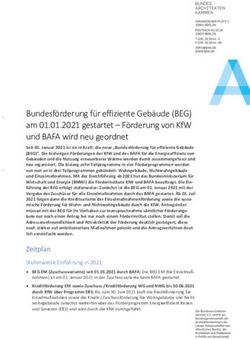
MS T
Bei der Mikro-Funkenbildung (MST) handelt es sich
um eine einzigartige Technologie für ein 50-mm-Werkstück,
die beste Oberflächenverarbeitung kann bis zu
Ra 0,18 µm reichen
Beste zu erreichende Oberflächenverarbeitung:
Ra 0.18 µm / Höhe 50 mm.
Ra 0.15 µm / Höhe 20 mm.
Draht: 0,2-mm-Messingdraht
Material: SKD 11
7
6-Achsen-Betrieb
Medizinisch – Leistungsklasse
• Steuerung von 6 Achsen (X/Y/U/V/Z/W).
Simultane Interpolation von 5 Achsen.
• Einsetzbar bei Spül- oder Unterwasserbetrieb in Abhängigkeit vom eingesetzten Drehtisch.
Lorem ipsum
• Einsetzbar für die Herstellung von medizinischen Geräten und Komponenten für
die Luft- und Raumfahrt.
• Drehtisch mit integriertem Motor (in Japan hergestellt), Auflösung von 720.000 Impulsen,
erstklassiges IP68-Isolationslevel.
*optionale Funktion
Tafel für stabiles Entladen
• Der SD Master versorgt das Servosteuerungssystem
mit Strom. Intelligentere und stabilere Konstruktion
für eine niedrige Drahtbruchrate.
• Stabile Entladeleistung verstärkt die Genauigkeit
der Werkstücke und verbessert die Wiederholgenauigkeit
der Bearbeitung.
• Bei einer Abmessung von 20x20mm, liegt die
Wiederholgenauigkeit WAFER-BUMPING-FORMEN
Schnittgenauigkeit beim ersten Schnitt bei ±1,5 µm. 2 µm
(Die Wiederholgenauigkeit liegt bei 60 Werkstücken in Nur ein Schnitt
95,45 % der Fälle innerhalb von ±3 µm. Alle 60 Werkstücke
Übersicht der gemessenen Genauigkeit
wurden zu unterschiedlichen Zeiten über bei 60 Werkstücken
eine Dauer von zwei Monaten geschnitten.) ohne SD Master mit SD Master
Werkstücknummer Wert „W“ Werkstücknummer Wert „W“
Lorem ipsum
Die Verteilung der
Bearbeitung des
Werkstücks von
60 Einheiten
Abmessungen der quadratischen Stanze
8
8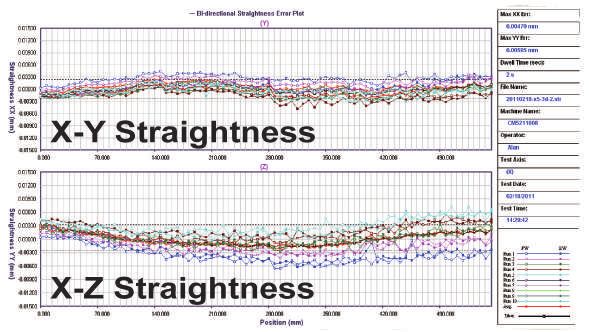
4
ECKSTEUERUNG
Abhängig von verschiedenen Schnittdaten, Drahtdurchmessern, Winkeln und Werkstückhöhen
stellt die AccuteX-Steuerung automatisch die besten Parameter ein, um die beste Eckenschnittleistung
mit hoher Genauigkeit und die beste Schnittgeschwindigkeit zu erzielen.
30° innere/äußere Ecksteuerung Taylor Hobson Messgerät - Zeichnung von Phasenflugbahn
Drahtdurchmesser 0,2 mm
Schneiden von
unregelmäßigen Höhen
Die intelligente Entladeeinheit von
AccuteX kann den wechselnden
Bedingungen in Werkstückhöhen-
und Wasserspülsituationen mit hoher
Schnittgeschwindigkeit und ohne
Drahtbruchprobleme begegnen.
Lorem ipsum
Steigerung der
Bei einem Werkstück mit Effizienz um 34 %
verschiedenen Höhen beträgt Schnittdauer bei unregelmäßigen Höhen.
die maximale Schnittgeschwindigkeit JETZT: 15 min.
3,3 mm pro Minute. FRÜHER: 23 min.
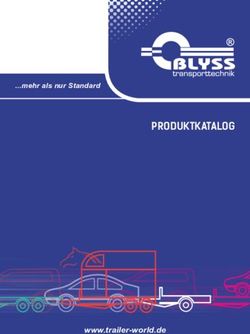
I.C.T Technologie 845
elektrische Komponenten
Das F&E-Team von AccuteX hat
Werkzeughalterungen für die
Durchführung von „In-Circuit-Tests“
entwickelt, die jeden Lötpunkt
ALLE GEPRÜFT
untersuchen können,
um sicherzustellen, dass alle
Spannungen/Stromkreise korrekt
sind und schließlich die Qualität
der Leiterplatte garantieren.
2582
Lötpunkte
9
95
AWT (AUTOMATISCHE DRAHTEINFÄDELUNG)
HÖCHSTE EINFÄDELUNGSSICHERHEIT
AC Servo-Spannrad
Spannsteuerung während des Schneidens.
Mit UMKEHRSPANNUNG, wenn der Draht bricht.
„AC Servo-Spannrad“, Taiwan Patent Nr. I257887.
Drahtenden-Nadelform
Während der Draht durch Elektrizität
abgeglüht wird, werden die
Umkehrspannung und die
Glühwärmebehandlung zur gleichzeitigen
Verstärkung des Drahtes angewendet.
Entfernen von Drahtabfall
Luftblassystem zum schnellen und einfachen Entfernen
und Weiterleiten von Drahtabfällen zum Sammelbehälter.
„Gerät zum automatischen Entfernen von Drahtabfall“,
Taiwan Patent Nr. 210195, China Patent Nr. 3261258.3
Das einzigartige Gerät zum automatischen Entfernen von Drahtabfall
Das AWT-System von AccuteX kann jede Drahtlänge vollständig entfernen(*). Im Vergleich zu
anderen Fabrikaten, die einen mechanischen Zylinderarm verwenden, der die Länge des Drahtabfalls
und die Erkennungsempfindlichkeit begrenzt, was dazu führt, dass der Drahtabfall nicht automatisch
entfernt wird, kann das einzigartige AWT-Gerät von AccuteX gebrochenen Draht ohne
Längenbeschränkungen entfernen.
Anderes Fabrikat AccuteX
Da ein mechanischer Zylinderarm verwendet wird, Mit dem Luftblassystem kann das Gerät zum automatischen
kann der Drahtabfall nicht entfernt werden, Entfernen von Drahtabfall von AccuteX Draht unabhängig
wenn die Länge des Drahtabfalls über der Reichweite von dessen Länge oder der Position des Drahtbruchs entfernen.
des Zylinderarms liegt. Drahtabfälle können in kürzester Zeit entfernt und an den
Sammelbehälter geleitet werden.
10
10Sonderteile Elektroden in
für Militärzwecke Matrix-Ausführung
Material SKD-11 Durchgangsbohrungen 20mm Material SKD-11 Durchgangsbohrungen 50mm
Höhe 4 Rauheit Ra 0.55µm Höhe 4 Rauheit Ra 0.7µm
Drahtdurchmesser 0,15 Schnittzeit 4 Std. Drahtdurchmesser 0,2 Schnittzeit 13 Std. 7 Min.
Schnittlänge 831,952 mm Schnittlänge 4372.496 mm
Funktionen Schneiden von unregelmäßigen Höhen Funktionen 6-Achsen-Schnitt
Medizinische Teile PCD-
Schneidwerkzeuge
Material Titan Durchgangsbohrungen 3mm Material PCS, WC Durchgangsbohrungen 5mm
Höhe 1 Rauheit Ra 2.5µm Höhe 3 Rauheit
Drahtdurchmesser 0,2 Schnittzeit 23 Min. Drahtdurchmesser 0,2 Schnittzeit 4 Std. 25 Min.
Schnittlänge 76.324 mm Schnittlänge 3284.4884 mm
Funktionen 6-Achsen-Schnitt für medizinische Geräte Funktion Schneiden von besonderem Material durch 6 Achsen
Stanzen- und Kegelmontage
Matrizenformen
Material SKD-11 Durchgangsbohrungen 30mm Material SKD-11 Durchgangsbohrungen 50mm
Höhe 3 Rauheit Ra 0.62µm Höhe 3 Rauhei Ra 0.67µm
Drahtdurchmesser 0,2 Schnittzeit 6 Std. 37 Min. Drahtdurchmesser 0,25 Schnittzeit 10 Std. 37 Min.
Schnittlänge 871,559 mm (Die) Schnittlänge 1293.693 mm
Funktion Stanzen- und Matrizen-Anpassung mit 5-mm-Klinge Funktionen Montagesatz für Kegelwerkstücke (12°)
40°-Kegelschnitt Schneidwerkzeuge
Material SKD-11 Durchgangsbohrungen 50mm Material Hartmetall Durchgangsbohrungen 7mm
Höhe 5 Rauheit Ra 0.65µm Höhe 5 Rauheit Ra 0.4µm
Drahtdurchmesser 0,25 Schnittzeit 5 Std 30 Min. Drahtdurchmesser 0,15 Schnittzeit 45 Min.
Schnittlänge 396.3135 mm Schnittlänge 343.2 mm (3 faces)
Funktionen Großer Kegelschnitt Funktionen Ecksteuerung
Wafer-Bumping- IRDA Optische
Formen Komponentenformen
Material SKD-11 Durchgangsbohrungen 20mm Material SKD-11 Durchgangsbohrungen 0.3mm
Höhe 3 Rauheit Ra 0.65µm Höhe 3 Rauheit Ra 0.85µm
Drahtdurchmesser 0,2 Schnittzeit 4 Std 45 Min. Drahtdurchmesser 0,2 Schnittzeit 2 Std. 25 Min.
Schnittlänge 963.135 mm Schnittlänge 2900.468 mm
Funktion Die Wiederholgenauigkeit ist kleiner als 2 µm Funktionen Die Wiederholgenauigkeit ist kleiner als 2 µm
in jeder Chip-Spritzgussform im dünnen Plattenschneidgehäuse
11Maschinenspezifikationen
Spülausführungen
Model
Max. Werkstückgröße
LxBxH
Max. Gewicht des Werkstücks
X/Y-Hub (mm)
U/V Hub (mm)
Z-Hub
Gewicht der Drahtspule
Abmessungen
BxTxH
Kapazität des Wassersystems
Gewicht der Maschine
Unterwasser-Ausführungen
Model
Max. Werkstückgröße
LxBxH
Max. Gewicht des Werkstücks
X/Y-Hub (mm)
U/V Hub (mm)
Z-Hub
max. Wasserstand
im Arbeitsbehälter
Gewicht der Drahtspule
Abmessungen
BxTxH
Kapazität des Wassersystems
Gewicht der Maschine
Unterwasser-Ausführung mit Fahrständer
Model
Max. Werkstückgröße
LxBxH
Max. Gewicht des Werkstücks
X/Y-Hub (mm)
U/V Hub (mm)
Z-Hub
max. Wasserstand
im Arbeitsbehälter
Gewicht der Drahtspule
Abmessungen B x T x H
Kapazität des
Wassersystems
Gewicht der Maschine
12Maschinenspezifikationen
Steuerungsspezifikationen
Steuerungssystem Windows CE
Steuerungsgerät 64-Bit-PC der Industrieklasse
Speichergerät 1-GB-CF-Karte
Bildschirmanzeigegerät 15-Zoll-Farb-TFT-Touchscreen
Dateneingang Tastatur, RS-232, USB, Ethernet, FTP
Anzahl der Steuerungsachsen 5 Achsen/6 Achsen (optional bei W-Achse)
Simultanachsen 4 Achsen/5 Achsen (optional bei W-Achse)
Min. Befehlseinheit 0,0001 mm
Max. Befehlsbereich ±9999,9999 mm
Befehlstyp mm/Zoll
Schnittdatenspeicher 99999 Sätze
Zündstromversorgung 32 Schritte, 53 V–138 V
Max. Schnittgeschwindigkeit 250 mm2/min
Einschaltzeit 24 Schritte
Ausschaltzeit 43 Schritte Drahtabspuler
Entlademodus Rohschnitt/Schlichtbearbeitung/Feinschnitt
Funktionen der Steuerung
Spielausgleich Konstante Zufuhr/Servozufuhr Hintergrundbearbeitung Funktion der
Lineare/kreisförmige Automatische Leistungsrückgewinnung Zurück zum Ausgangspunkt Ecksteuerung Diagnose
Interpolation Zurück zum Bruchpunkt Zurück zum Bruchpunkt Softwaregrenze der Z-Achse
Schnittbahn-Anzeige Zurück zum Referenzpunkt Automatische Ecksteuerung Manuelle Dateneingabe
Zurück zum Ausgangspunkt Kegelschnitt Programm bearbeiten/kopieren/löschen Automatische/manuelle Zufuhr
Referenzpunkteinstellung Wartungsmemo Rotation Kurzer Rücklauf
Mehrere Blöcke - Achsentausch Einzelblock Drahtverbrauchversatz
überspringen Schnittprotokoll Probelauf Unterprogramm
Spiegel Block anhalten 2. weiche Grenze
Optionaler Stopp Parallelausgleich Autopositionierung (Kante, Zentrum)
Neigungsausgleich Andere Forminterpolation Weiche Grenze
Standardspezifikationen
Angewandter Drahtdurchmesser 0,15–0,33 mm (optional 0,1 mm)
Simultanachse XYUV 4 Achsen/optional bei W-Achse
Übertragung: 5 Achsen AC-Servoübertragung
Max. Schnittkegel ±21° (Düse mit großem Winkel/H=100, H=80 für AU-3i/300i)
Wasserwiderstand AUTO 5~200 KΩ-cm
Wassertemperatur AUTO Control ±1 °C
Standardzubehör
Obere/untere Spüldüse Diamantführung Leiterplatte
Werkzeug zum Entfernen von Diamantführungen Messingdraht Werkzeugkoffer
Drahtabfallbehälter Ionenharz-Tank Ionenaustausch-Harz
Papierfilter Vertikale Ausrichtvorrichtung Wasserkühler
13Optionales Zubehör
Automatische Drahteinfädelung (AWT) Schutztürverriegelung Alarmmelder
SD Master Wassertank reinigen (unter AU-750i) Drehtischpaket (W-Achse)
MST (AU-300i/500i/560i) Remote Master Hauptlampe
X/Y-Linearmaßstab 0.1mm Drahtanwendung PCD-/Graphitschneiden
Kollisionsüberwachung der Z-Achse 45 kg Drahtabspuler
Transformator Hochdruckwasserstrahl-Einfädelung (nicht mit Kollisionsüberwachung auf Z-Achse verfügbar)
*Die Spezifikationen können sich ohne Vorankündigung ändern.
AU-75i / AU-9i / AU-96i
AU3i / AU-6I
AU-300i / AU-500i / AU-600i
AU- 1400iA
AU-750i / AU-900i
AU-860iA / AU-1000iA
14SHR GmbH
AUT, Sonnberg 5, 3413 Kirchbach
+43 2242 20 402
+43 2242 20 402 10
www.shr.at
office@shr.at
Umweltanforderungen
Stromquelle AC220V / AC380 ac ±5 % ; 3-phasig 50/60 Hz ±1 Hz
Temperatur/Feuchtigkeit 25±1 °C; weniger als 75 % RH
Umgebung • Die Maschine darf nicht in der Nähe von Stanzmaschinen,
Bohrmaschinen oder anderen Störquellen aufgestellt werden.
• Die Maschine darf nicht in der Nähe von Wärmebehandlungs-
oder Galvanikanlagen aufgestellt werden.
• Die Maschine muss in einem luftdichten Raum aufgestellt werden, um Staub fernzuhalten.
• Berücksichtigen Sie vor dem Positionieren der Maschine,
dass diese sich während des Betriebs bewegt und dass für die Wartung Platz erforderlich ist.
• Die Unebenheit der festen Stellfläche sollte weniger als 20 µm betragen.
Erdungstyp Erdungswiderstand unter 10 Ω: die Erdungsklemme von anderen Maschinen trennen
Luftdruck > 6 kg/cm2 (für Maschinen mit AWT-System)
* Die Spezifikationen können sich, aufgrund fortwährender Forschung und Entwicklung, ohne Vorankündigung ändernSie können auch lesen