CNC FAGOR 8070 Hohes Leistungsniveau Hohe Geschwindigkeit Multi-Kanal Flexible
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten

agoranet 8070 - DE 0509- D.L. BI-2065/05 Einige der Bilder dieses Kataloges sind von SORALUCE S.COOP und PRUSSIANI ENGINEERING erbracht worden.
CNC FAGOR
Flexible
Multi-Kanal
Hohe Geschwindigkeit
Hohes Leistungsniveau
8070
Die Lösung für die
Werkzeugmaschine
FAGOR AUTOMATION entwickelt seit mehr als 25 Jahren Y-Achse, etc.). Ihre offene Architektur erleichtert dem
Automatisierungs- und Steuerungssysteme für Maschinenhersteller das Integrieren eigener
Werkzeugmaschinen und stellt CNC Steuerungen, Bearbeitungszyklen.
Antriebsregler, Motoren und Wegmeßsysteme her.
Durch die Überwachung von Position, Geschwindigkeit,
Die einfache Bedienung der CNC Steuerungen und die Beschleunigung sowie die Kollisionsüberwachung werden
unkomplizierte Programmierung bedeuten eine Fehlbearbeitungen verhindert. Sie garantiert ein
entscheidende Zeitersparnis, sowohl beim Erlernen der erstklassiges Bearbeitungsergebnis bei maximaler
Programmierung wie bei den täglichen Ausnutzung des Potentials der Maschine.
Bearbeitungsvorgängen in der Produktion.
Bei der CNC 8070 kann in jedem Modus der Bildschirm Funktionen wie Werkzeuginspektion und Satzsuche
mit den aktuell benötigten Informationen angewählt erleichtern dem Bediener den Wiedereinstieg nach einer
werden. Es können auch neue Bildschirme für eine Programmunterbrechung durch einen Bearbeitungsfehler,
individuelle Datenpräsentation erstellt werden. Während oder wenn das Werkzeug überprüft oder ausgewechselt
der Ausführung eines Teileprogramms ist es möglich, ein werden muss.
anderes Teil zu programmieren und dieses auch grafisch
zu simulieren. Der Simulator der FAGOR CNC 8070 ermöglicht das
Erstellen und Simulieren eines Teileprogramms, abseits
Sie verfügt über Zyklen zur Werkzeugkalibrierung, des Lärms und den Ablenkungen der Produktionshalle.
Werkstückvermessung, zum Fräsen (vorbearbeitete Das fertige Programm kann auf die. CNC übertragen und
Taschen, Taschen mit Inseln, usw.) und Drehen (C-Achse, ausgeführt werden
Systemkonfiguration
Hauptspindelmotoren
Externe Module
Kinematikverwaltung
Werkzeugmagazin
Messzyklen
Werkzeugvermessung über Laser
Inkrementale oder absolute Wegmeßsysteme
Digitale Sercosschnittstelle
2 Achsmotoren
CNC Steuerung der neusten Generation
Die CNC FAGOR 8070 ist eine CNC Steuerung der
neusten Generation, die High End Leistungsmerkmale
mit höchster Flexibilität bei der Bedienung verbindet.
Diese leistungsstarke CNC verbindet die Erfahrung und
die technische Kompetenz von FAGOR mit dem
Weltstandard im PC Bereich.
Es können bis zu 28 Achsen (simultan interpoliert), vier
Hauptspindeln, vier Werkzeugmagazine und vier
Bearbeitungskanäle gesteuert werden.
Monitor
Monitor mit TFT Bildschirm 10,4 oder 15 Zoll.
Tastatur
Sie verfügt über eine Tastatur mit leicht verständlichen
Symbolen, Tasten für den Direktzugang zu den
Bearbeitungszyklen und frei belegbaren Tasten, die
entsprechend den Anforderungen der Maschine
konfiguriert werden können.
CNC Steuerung
Hotkeys
Automatikbetrieb.
Handbetrieb.
Handräder
Modus MDI.
Programmerstellung - Simulation.
Ethernet Anwendertabellen, Nullpunktverschiebung und
Werkstückklemmung.
Tabellen für Werkzeuge und Werkzeugmagazine.
Hilfsfunktionen.
Zugriff auf Applikationen.
Simulationen auf dem PC 3
CNC 8070 M
Für Fräsmaschinen und Die CNC FAGOR 8070 ist bestens geeignet zur Steuerung
von Fräsmaschinen und Bearbeitungszentren aller Art,
Bearbeitungszentren sowohl vertikalen als auch horizontalen.
Sie ist besonders zur hochpräzisen Bearbeitung von Konturen
bestimmt, mit einer Satzbearbeitungszeit von weniger als
1 ms. Beschleunigungssteuerung und Ruckbegrenzung
verhindern abrupte Richtungswechsel und mindern die
Belastung der Maschine, so dass deren Komponenten eine
längere Lebensdauer haben.
Sie verfügt über Filter, um Resonanzschwingungen der
Maschine zu verhindern, und vermeidet so, dass diese
negative Auswirkungen auf die Bearbeitungen haben. Die
Belastung des mechanischen Systems wird dadurch
verringert.
Die Satzvorschau ermöglicht die Optimierung der
Achsenvorschübe und das Erreichen einer sanfteren und
kontinuierlicheren Bewegung der Maschine.
4
Hochgeschwindigkeitsbearbeitung
Hochgeschwindigkeitsalgorithmen optimieren die Bearbeitung Es Die CNC arbeitet mit Auflösungen
werden höhere Bearbeitungsgeschwindigkeiten, glattere Konturen, im Nanometerbereich. Zum
eine bessere Oberflächenqualität, eine größere Präzision und eine Erzielen von optimalen
bessere Reproduzierbarkeit der programmierten Oberfläche erreicht. Ergebnissen wird empfohlen, die
eingesetzten CAD-CAM Systeme
Durch Kombination von Splines und Polynomen wird eine Kurve aus mit der höchstmöglichen
geradlinigen Bahnstücken erzeugt, die durch die programmierten Auflösung zu definieren.
Punkte führt.
Ve r b e s s e r u n g d e s
Produktionsprozesses
Die Ethernet-Verbindung vereinfacht den Produktionsablauf, da CNC-
Programme, die im technischen Büro erstellt wurden, über diese
Verbindung an die CNC zur Ausführung weitergegeben werden können.
Außerdem stehen die aktuellen Bearbeitungszeiten bis hin zur Eingriffzeit
jedes einzelnen Werkzeugs zur Verfügung.
Sie ermöglicht ebenfalls die Berechnung der Bearbeitungszeit zum
Erstellen von Statistiken, Berechnen von Ausfallzeiten, Bearbeitungszeiten,
Zeit der Nutzung jedes einzelnen Werkzeugs usw.
Kompatibilität mit Vorgängerversionen
Programme können in den Programmierformaten DIN/ISO und FAGOR
Hochsprache neu erstellt und modifiziert werden. Ein Profileditor, ein Zykleneditor
zur Programmierung von Festzyklen sowie die Möglichkeit der Teach In -
Programmierung erleichtern die Programmerstellung.
Bearbeitungsprogramme, die mit einer CNC FAGOR 8040, 8050 und 8055
erstellt wurden, können weiter verwendet werden. Es ist also nicht notwendig,
bereits programmierte Werkstücke für die CNC 8070 neu zu programmieren.
Diese Programme können auf der CNC 8070 sogar verändert werden. Das
Originalformat bleibt hierbei erhalten so, dass diese Programme auch weiterhin
auf den Steuerungen der Familie 8040/8050/8055 lauffähig sind und so ein
optimaler Austausch von Programmen zwischen den verschieden Steuerungstypen
gewährleistet ist.
Arbeiten mit CAD CAM
Die CNC 8070 kann Dateien im DXF Format lesen, wandelt die enthaltenen
Bahnverläufe und Profile um und ermöglicht so die Abarbeitung auf der
Steuerung.
Programmsimulation
Die Programmsimulation ermöglicht das Testen von Teileprogrammen durch
eine der realen Ausführung entsprechende grafische Darstellung. Die für die
reale Bearbeitung benötigte Gesamtlaufzeit, sowie die benötigten Eingriffszeiten
für jedes verwendete Werkzeug werden berechnet und können abgefragt
werden.
Edition / Simulation im Background
Edition und Simulation können auch durchgeführt werden, während ein anderes
Programm läuft. Dadurch werden Wartezeiten zwischen den Bearbeitungen
vermieden. Festzyklen können vor der Übernahme ins Programm simuliert
werden.
5
CNC 8070 M
Für Fräsmaschinen und Bearbeitungszentren
Kinematikverwaltung
Zum Anpassen an die Erfordernisse der Maschine können
verschiedene Kinematiken definiert werden.
Möglich sind parallele Kinematiken, kugelförmige,
orthogonale und abgewinkelte Werkzeugköpfe.
Rundtische und die Kombination von schwenkbaren
Spindeln und Rundtischen.
Bearbeitungen an
schrägen Flächen
Es können Bearbeitungen an schrägen Flächen
durchgeführt werden, ohne dass dazu das Werkstück
speziell gespannt werden muss. Sobald das Werkzeug
ausgerichtet wurde, manuell oder automatisch, muss nur
noch die Schräge definiert werden, und es können alle
Arten von Bearbeitungen durchgeführt werden,
wie Taschen, Koordinatensystemdrehungen usw.
Nach Definition der Schräge erfolgt die Bearbeitung in
der in dieser Ebene, die Z-Achse ist dann senkrecht zu
dieser Ebene definiert.
5-Achsen-Bearbeitung (RTCP)
Die Funktion RTCP (Rotation Tool Center Point) verbessert
das Schlichtergebnis der Bearbeitung. Die Werkzeugspitze
folgt hier dem einprogrammierten Profil, unabhängig von
der Länge und der Ausrichtung des Werkzeugs.
Wird mit RTCP gearbeitet und die Position des Werkzeugs
wird verändert, bewegt die CNC die X, Y und Z Achsen,
um die Position der Spitze des Werkzeugs auf dem Teil
beizubehalten.
Mit RTCP kann ein Profil so bearbeitet werden, dass das
Werkzeug jeder Zeit senkrecht zur Bearbeitungsbahn
gehalten wird.
6
Werkzeugmagazinverwaltung
Jede Art von Werkzeugmagazin kann verwaltet werden:
Synchron, mit oder ohne Wechselarm (1 oder 2 Greifer),
oder asynchron. Je nachdem wie die Werkzeuge in dem
Magazin gelagert werden, können Magazine gesteuert
werden, in denen sich das Werkzeug auf jeder beliebigen
Position befinden kann (random) und Magazine, in denen
sich das Werkzeug immer am selben Platz befindet.
Das Werkzeugmanagement führt den Werkzeugwechsel
durch und kontrolliert ständig, wo sich welches Werkzeug
im Werkzeugmagazin und in den Greifern des
Wechselarms befindet.
Es können auch Fräsmaschinen und Bearbeitungszentren
mit mehr als einem, d.h. bis zu vier Werkzeugmagazinen
verwaltet werden.
Werkzeugvermessung
und Messzyklen
Der Werkzeugvermessungszyklus erleichtert dem Bedieners
das Einmessen von Werkzeugen, sowohl im Hand- als auch
im Automatikbetrieb, durch die Verwendung von Tisch-
Messtastern.
Mit den Mess- und Abtastzyklen können, mit Hilfe eines
Messtasters in der Spindel, auf einfache Weise Werkstücke
automatisch zentriert und vermessen werden. (Zentrieren von
Bohrungen, Messungen von Kanten und Winkeln, etc.).
Ta n d e m A c h s e n
und Gantry Achsen
Eine Tandem Achse verfügt über zwei Motoren, die mechanisch
miteinander verbunden sind. Jeder Motor wird von einem Antrieb
gesteuert und über die CNC Steuerung werden diese Motoren
bezüglich Drehmoment und Drehzahl synchronisiert.
Die Tandem Achsen kompensieren das Umkehrspiel und werden
vor allem bei Maschinen mit großen Verfahrbereichen eingesetzt,
etwa bei Zahnstangen getrieben Tischen. Eine Anwendung für
Tandem Achsen welche die CNC 8070 bietet ist z. B. der Einsatz
von Tandem Achsen an einer Gantry Achse, 2 Achsen betrieben
mit 4 Motoren.
7
CNC 8070 T
Für Drehmaschinen Die CNC FAGOR 8070 kann Drehzentren für die
Großserienfertigung, Karuselldrehmaschinen,
und Drehzentren Schrägbettmaschinen und Flachbettmaschinen betreiben.
Die große Flexibilität der Steuerung ermöglicht Steuern von
Drehmaschinen mit mehreren Werkzeugwechslern, mehreren
Hauptspindeln, mehreren Ausführungskanälen.
Je nach Maschinentyp können bis zu vier Hauptspindeln und
28 Achsen, darunter eine C, Y und B Achse gesteuert
werden. Auch Fräsbearbeitungen in den durch die Achsen
gebildeten Ebenen möglich.
Die Steuerung verfügt über Filter, zur Vermeidung der
Maschinenresonanzfrequenzen. So werden negative Auswirkungen
auf die Bearbeitung vermieden und die mechanische Belastung
der Maschine wird verringert.
Die Beschleunigungssteuerung und Ruckbegrenzung
gewährleisten weiche Richtungsänderungen. Dadurch wird
die Mechanik weniger belastet und die Lebensdauer der
Maschinenkomponenten verlängert.
8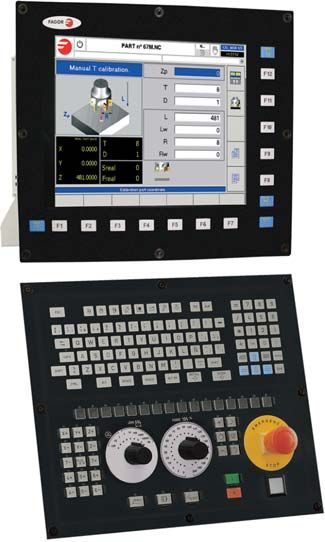
Ve r b e s s e r u n g d e s Produktionsprozesses D i e E t h e r n e t - Ve r b i n d u n g v e r e i n f a c h t d e n Produktionsablauf, da CNC-Programme, die im technischen Büro erstellt wurden, über diese Verbindung an die CNC zur Ausführung weitergegeben werden können. Außerdem stehen die aktuellen Bearbeitungszeiten bis hin zur Eingriffzeit jedes einzelnen Werkzeugs zur Verfügung. Kurze Rüstzeiten Mit der CNC 8070 können Drehzentren in kürzester Zeit auf die Bearbeitung neuer Werkstücke umgerüstet werden. Es müssen nur das Bearbeitungsprogamm, die zugehörigen Nullpunktverschiebungstabellen und die Tabellen für Position der Werkstückaufnahmen zur CNC übertragen werden. Vor Beginn der Bearbeitung können die Werkzeuge automatisch vermessen werden. Qualität der Bearbeitung Durch die in der CNC 8070 verwendeten Algorithmen werden höhere Schnittgeschwindigkeiten erreicht, feinere Profile, höhere Oberflächenqualität und Präzision. Die programmierte Kontur wird exakt und zuverlässig umgesetzt. Auch höchste Qualitätsansprüche werden erfüllt. Unabhängige Achsen Alle Bewegungen, die nicht direkt zur Teilebearbeitung dienen, wie z.B. Beladevorrichtungen, Lünetten und Reitstock, werden über unabhängige Achsen realisiert. Die Bewegungen der unabgängigen Achsen erfolgen asynchron zu den Bearbeitungsprozessen so, dass laufende Teileprogramme wird nicht unterbrochen werden müssen. 9

CNC 8070 T
Für Drehmaschinen und Drehzentren
Referenzfahren
Nach dem Einschalten der Maschine ist es jetzt nicht mehr
notwendig die Achsen bis zum Referenzpunkt zu verfahren.
Setzen Sie Wegmeßsysteme von FAGOR mit kodierter
Referenzmarke ein, genügt es, die Achsen um 50 mm zu
verfahren und die CNC hat den Maschinennullpunkt ermittelt.
Mit absoluten Wegmeßsystemen von FAGOR müssen die
Achsen gar nicht verfahren werden.
Flexibilität beim Programmieren
und Bedienen
Programme können in DIN/ISO und FAGOR Hochsprache
erstellt werden. Programmierhilfen wie der Profileditor und
der Zykleneditor für Festzyklen machen die Programmierung
einfacher denn je. Auch Programme, die auf einer FAGOR
CNC 8040, 8050 oder 8055 erstellt wurden können
bearbeitet werden.
Sollen nur bestimme Programmabschnitte bearbeitet
werden, oder das Programm ab einem bestimmten Satz
aufgeführt werden, so ermöglicht die Funktion Satzsuchlauf
die Aufnahme des Programms mit allen an dieser Stelle
gültigen Bearbeitungsparametern so, als ob Sie das
Programm von Anfang ausgeführt hätten.
Die Bildschirmdarstellung kann individuell angepasst und
geändert werden. Es können hiermit die Informationen
angezeigt werden die für den jeweiligen Modus am
sinnvollsten ist.
Werkzeugvermessung
und Messzyklen
Der Werkzeugvermessungszyklus erleichtert dem Bedieners
das Einmessen von Werkzeugen, sowohl im Hand- als
auch im Automatikbetrieb.
Mit den Mess- und Abtastzyklen können, mit Hilfe eines
Messtasters in der Spindel, auf einfache Weise Werkstücke
automatisch zentriert und vermessen werden. (Zentrieren
von Bohrungen, Messungen von Kanten und Winkeln,
usw.). Zusätzlich eine automatische Korrektur des
Werkzeugverschleiß möglich.
Mit Hilfe der automatischen Werkzeugvermessung (im
Teileprogramm integrierte Zyklen) werden kürzere
Bearbeitungszeiten erreicht, da Totzeiten und Rüstzeiten
für manuelles Vermessen vermieden werden.
10Gewindeschneiden
Zusätzlich zu den herkömmlichen Drehbearbeitungen
(Zylinderdrehen, Plandrehen, Einstechen usw. ) können alle Arten
von Gewinden bearbeitet werden: Normgewinde, Längsgewinde,
konische Gewinde, Gewinde mit variabler Steigung usw. Auch die
Ein- bzw. Ausgänge der Gewinde können definiert werden, es
besteht die Möglichkeit zwei oder mehrere Gewinde miteinander
zu verbinden. Die Funktion Gewindereparatur ist bestens dafür
geeignet, Wellen mit verschlissenem Gewinde zu überarbeiten.
Spindelsynchronisation
Diese Funktion ermöglicht bei Drehmaschinen mit 2 Hauptspindeln
das Werkstück in einer einzigen Aufspannung zu bearbeiten.
Zuerst wird die erste Seite bearbeitet, dann wird das Werkstück
zum Bearbeiten der zweiten Seite and die 2. Hauptspindel
übergeben.
Der Wechsel des Werkstücks werden die Drehzahlen der beiden
Hauptspindeln gekoppelt und sie werden bezüglich ihrer Position
synchronisiert. Eine Referenzfahrt ist nicht notwendig.
Fräsen mit der C und Y-Achse
Zusätzlich zu den zur C-Achse gehörenden Zyklen, die alle Arten
von Bearbeitungen auf der Planfläche und auf der Mantelfläche
ermöglichen, verfügen Dreh-Fräsmaschinen über eine vierte Achse
(Y). Hier sind alle Bearbeitungsformen und Zyklen, die eine
Frässteuerung bietet, möglich. (Flächenfräsen, Profilfräsen,
Nabenfräsen, 2D und 3D Taschen, usw.)
Kinematikvewaltung
Es können in einer Maschine verschiedene Kinematiken
programmiert werden, die sich perfekt und individuell an jede
Maschinengeometrie anpassen.
Für die Achsen C, Y und B sind Kinematiken schon vorhanden.
Die B-Achse ist für schwenkbare Werkzeugwechsler, die
Fräsbearbeitungen auch auf schrägen Oberflächen, auf beiden
Spindelseiten ermöglichen.
11CNC 8070
Für allgemeine Anwendungen
Die CNC 8070 passt sich perfekt an jeden Maschinentyp Wenn die Anwendung es erfordert, kann man auf
an: Schleifmaschinen, Stanzmaschinen, Biegemaschinen, derselben Maschine Fräsarbeiten und Dreharbeiten
Sägen, Poliermaschinen, Holzbearbeitungsmaschinen, kombinieren, alle Bearbeitungszyklen stehen dafür zu
Steinbearbeitungsmaschinen, Laserschneidmaschinen, Verfügung.
Plasmaschneidmaschinen, Wasserstrahlschneidmaschinen,
usw. Da es sich um eine CNC-Steuerung handelt, die auf eine
Ihre große Flexibilität bei der Konfiguration der Maschine PC-Plattform basiert, ist es möglich, Anwendungen von
gestattet es, bis zu 28 Achsen und 4 Spindeln zu steuern. Drittanbietern zu integrieren, um den CNC-eigenen Editor
Dank ihrer 4 Kanäle zur Programmausführung können zu ersetzen oder zu ergänzen, womit dem Bediener die
bis zu 4 verschiedene Bearbeitungen gleichzeitig ausführt Programmierung und Ausführung von Teileprogrammen
werden. erleichtert wird.
Bis zu 28 Achsen
und 4 Spindeln
Man kann die Achsen der Steuerung, bis zu 28, so für Werkstücke und alle Vorrichtungen, die einfache
einstellen, dass alle miteinander interpolieren können Arbeitsgänge parallel zur Bearbeitung ausführen.
oder, dass nur einige Achsen miteinander interpolieren
können und andere unabhängig sind. Unter Da die CNC 8070 vier Hauptspindeln ansteuern kann,
unabhängigen Achsen versteht man jene Achsen, die ist es sehr einfach Maschinen, die mit mehreren
nicht direkt in die Bearbeitung des Werkstücks eingreifen, Werkzeugen gleichzeitig bearbeiten, zu konzipieren und
wie zum Beispiel Manipulatoren, Beladeeinrichtungen zu steuern.
4 Ausührungskanäle
Die Ausführungskanäle gestatten die gleichzeitige und Grafik können angepasst oder komplett neu erstellt
Ausführung verschiedener Arbeitsgänge oder werden. Es können Oberflächen konzipieren werden,
Bearbeitungen. Jedem Kanal kann man seine eigene die Informationen aus unterschiedlichen Kanälen
Spindel, sein Werkzeugmagazin und bestimmte CNC vereinen, oder jeder Kanal kann seine eigene Oberfläche
Achsen zuweisen. Verschiedene Kanäle können erhalten.
sich auch Spindeln und Werkzeugmagazine teilen.
Die CNC 8070 stellt Funktionen bereit, um auf einfache
Die CNC 8070 ermöglicht auf einfache Weise die Weise, die verschiedenen Operationen und
Gestaltung und Anpassung des Anwenderinterface. Bearbeitungen aus unterschiedlichen Kanälen
Die Oberflächen für Ausführen, Editieren, Simulation zusynchronisieren.
Schnelle und flexible SPS
Das Programm der SPS hat einen modularen Aufbau. werden. Dies ist unabhängig von der Form in der das
Sie kann mittels Anweisungsliste oder Kontaktplan SPS-Programm erstellt wurde. Selbstverständlich lässt
programmiert werden. Es können in der sich auch der Status der SPS-Resourcen anzeigen.
Programmiersprache C geschriebene Sequenzen
eingebunden werden. Die Programmausführung erfolgt Von der SPS aus kann man neben der Überwachung
synchron zur CNC, ein vollständiger Scan der SPS des direkten Zugriffs auf die Maschine durch die
innerhalb eines CNC-Takts durchgeführt. Auf diese Überwachung der Ein- und Ausgänge Informationen
Weise wird eine schnelle und simultane Ausführung mit der CNC austauschen und periodische
des SPS-Programms mit der CNC garantiert. Analogsignale für die Ausführung von bestimmten,
zeitlich festgesetzten Anwendungen erzeugen.
Die Überwachungsmodus der SPS ermöglicht eine
rasche Erfassung des Maschinenstatus. Man benötigt Man kann auch gewisse Statusbedingen der Maschine
keine besonderen Kenntnisse, denn das SPS- überwachen, um parallele Operationen zur Bearbeitung
Programm kann in der Kontaktplandarstellung als auch von Werkstücken auszuführen, sobald sich die
in der Darstellung als Anweisungsliste überwacht Operationen durchführen lassen.
12Verteilte E/As
Das CNC 8070 System verfügt externe Ein-/Ausgangsmodule. Diese können
in verschiedenen Bereichen der Maschine installiert werden. entsprechend den
Notwendigkeiten an der Maschine. Die Kommunikation zwischen den
verschiedenen Modulen findet via CAN-Bus statt. Insgesamt stehen bis zu 1024
digitale Eingänge, 1024 digitale Ausgänge, 32 Analogeingänge, 32
Analogausgänge und 32 Zähleingänge zur Verfügung.
Integration von externer Software
Die CNC kann sehr einfach für eine bestimmte Maschine konfiguriert und an deren
Anforderungen angepasst werden, indem der Editor der Teileprogramme
entsprechend angepasst und der Anwenderoberfläche konfiguriert wird. So scheint
es, als ob z.B. eine Stanzmaschine und eine Holzbearbeitungsmaschine
unterschiedliche Steuerungen benutzen, obwohl beide Anwendungen auf der CNC
8070 aufsetzen.
Sie verfügt über Funktionen zum anpassen der Anwenderoberfläche, die es ermöglichen,
jede einzelne Bildschirmmaske der CNC zu individualisieren und an die konkreten
Anforderungen anzupassen. Dies kann dem Bediener die Bedienung und Programmierung
der Maschine Teile sehr erleichtern.
Da es sich um eine CNC Steuerung die auf einer PC-Plattform aufbaut und unter
Windows ® läuft, kann sehr einfach Software von Drittanbietern integriert werden um
den CNC - eigenen Editor zu ersetzen oder zu ergänzen.
Kommunikation zwischen mehreren
untereinander vernetzten Steuerungen
Wenn die Maschine über mehr als 28 Achsen oder 4 Hauptspindeln verfügt,
können mehrere CNC 8070 miteinander vernetzt werden. Die Kommunikation
zwischen den verschiedenen CNCs erfolgt über einen leistungsfähigen Befehlssatz,
der einen schnellen Informationsaustausch gewährleistet und zur Synchronisation
der einzelnen Steuerungen verwendet werden kann.
Elektronische Nockenschaltwerke
Verfügt über einen Editor mit grafischer Eingabehilfe. Dieser ermöglicht auf einfache
und flexible Weise Nocken mit zeitabhängigem Bahnverlauf oder Nocken mit
positionsabhängigem Bahnverlauf zu definieren. Der Editor kann auch eingesetzt
werden um das Verhalten der Nocken bei unterschiedlichen Geschwindigkeiten,
Beschleunigungen und Ruck zu analysieren.
Für Nocken mit zeitabhängigem Bahnverlauf können außer den trapezförmigen
oder S-förmigen Profilen noch weitere Profile erstellt werden.
Für Nocken mit positionsabhängigem Bahnverlauf ist eine nicht lineare
elektronische Synchronisierung zwischen zwei Achsen möglich. Die Position der
synchronisierten Achse wird über das Nockenprofil mit der Führungsachse
gekoppelt.
13Funktionen und Leistungen
8070
Allgemeine Eigenschaften PC-basiertes, offenes System.
Betriebssystem Windows® XP.
Satzzykluszeit < 1 ms.
SPS Prozesszeit< 1 ms/K.
256 Mb RAM-Speicher.
Compact Flash mit 2Gb und optional Festplatte mit 20Gb.
Konfiguration LCD-Farbbildschirm, 15 oder 10.4 Zoll.
Bis zu 28 Achsen (simultan interpoliert) und 3 Handräder.
Bis zu 4 Spindeln.
Bis zu 4 Ausführungskanäle. Die Achsen und Spindeln können den Kanälen beliebig
zugeordnet werden.
Bis zu 4 Werkzeugmagazine.
Digitale und analoge Schnittstelle. Sercos® und CAN Feldbus.
Ethernet 10/100Mhz, base T.
Programmiersprachen Programmierung in DIN/ISO.
Programmierung in Fagor Hochsprache.
Zykleneditor.
Anschlüsse USB.
Telediagnose.
Modem/Fax 56K.
Koordinatensysteme Koordinaten in Millimeter und Zoll.
Absolute und inkrementale Koordinaten.
Programmierung in Radius oder Durchmesser.
Programmierung in kartesischen Koordinaten und Polarkoordinaten.
Spindelkompensation, Kreuzkompensation usw.
Werkzeugkompensation Werkzeugradiuskompensation in der Arbeitsebene und Längenkompensation.
Kollisionsüberwachung mit Vorausschau bis zu 200 Sätzen.
Nullpunktanwahl Koordinatenvoreinstellung.
Absolute und inkrementale Nullpunktverschiebungen.
Werkstückklemmung und Aufspannung.
Vorwahl des polaren Nullpunkts.
Programmierung bezüglich Maschinennullpunkt oder Werkstücknullpunkt.
Bearbeitungsvorschub Vorschub in Millimetern (Zoll)/Minute oder Millimeter (Zoll)/Umdrehung.
Vorgabe der Bearbeitungszeit in Sekunden.
Anpassung des Vorschubs am Satzanfang oder am Satzende.
Konstanter Vorschub der Werkzeugmitte.
Konstanter Vorschub an der Bearbeitungsfläche.
Steuerung von Beschleunigung, Ruck, Vorwärtsverstärkung und AC-Forward.
Spindel Konstante Drehzahl. Konstante Schnittgeschwindigkeit.
Drehzahlbegrenzung.
Bahnsteuerung Eilgangpositionierung.
Geraden- und Kreisinterpolation (Angabe von Mittelpunkt oder Radius).
Tangentialer Kreis zur vorhergehenden Bahn.
Kreisbogen über 3 Punkte.
Helikalinterpolation.
Elektronisches Gewindeschneiden mit konstanter Steigung.
Interpoliertes Gewindebohren. Manueller Eingriff in die Programmausführung.
Geometrische Hilfen Scharfe Kante.
Gesteuertes Ecken verrunden (5 Verfahrensweisen).
Verrunden und Anfasen von Kanten.
Tangentialer Eingang und Ausgang.
Achsspiegelung.
Koordinatensystemdrehung.
Maßstabsfaktor.
Festzyklen Fräsen Zentrieren.
Bohren mit variabler Bohrhub und Tieflochbohren mit konstantem Bohrhub.
Gewindebohren mit Ausgleichsfutter und interpoliertes Gewindebohren ohne Ausgleichsfutter.
Aufbohren, Ausbohren.
Rechtecktaschen, Kreistaschen und vorbearbeitete Taschen.
2D und 3D Taschen.
Rechteckige und runde Nabe.
Planfräsen, Nutenfräsen.
Profilfräsen.
Festzyklen Drehen Zylinderdrehen, Plandrehen, Kegeldrehen, Radiendrehen, Einstechen.
Bohren (Stirn- und Mantelfläche). Mehrfachbohren.
Gewindeschneiden (längs, plan, konisch, überholen).
Gewindebohren, interpoliertes Gewindebohren, Mehrfachgewindebohren.
Normgewinde.
Nutenfräsen (Stirn- und Mantelfläche). Mehrfachnuten.
Profilfräsen (ZX, ZC und XC).
14Mehrfachbearbeitungen (Fräsmaschine) Auf einer Geraden.
Auf einem Kreisbogen.
Auf einem Parallelogramm.
Im Gitter.
Freie Punktangabe.
Messtasterfestzyklen Werkzeugvermessung in Länge und Radius. Kalibrierung des Messtasters.
Messtasterfestzyklus für Flächen, Außenecken und Innenecken.
Messtasterfestzyklus für Winkel, Außenecke und Winkel.
Messtasterfestzyklus für Bohrungen.
Messtasterfestzyklus für Naben.
Unterprogramme Lokale und globale Unterprogramme. Modale Unterprogramme.
Definition von Makros.
Achsen und Spindeln Gantry Achse (14 Paare). Tandem Achse (14 Paare).
Hirth Achse. Unabhängige Achsen.
Elektronische Kopplung von Achsen und Spindeln.
Synchronisierung von Achsen und Spindeln.
Parken von Achsen und Spindeln.
Ausführungskanäle Austausch von Achsen. Austausch von Spindeln.
Kommunikation und Synchronisation zwischen Kanälen.
C-Achse Bearbeitung der Stirnfläche.
Bearbeitung der Mantelfläche.
Hochgeschwindigkeitsbearbeitung Splineinterpolation.
Polynominterpolation.
Post-Interpolationsfilter um Resonanzen zu löschen.
Anweisungen zur Programmsteuerung Satzsprung ($GOTO).
Bedingte Ausführung ($IF) und ($SWITCH).
Wiederholung von Programmteilen (#RPT) und ($FOR).
Bedingte Wiederholung von Programmteilen ($WHILE) und ($DO).
Koordinatentransformation Kinematiken, bis zu sechs verschiedene in einer Maschine.
Ebene schwenken.
Werkzeug senkrecht zur Ebene.
Arbeiten mit RTCP (Rotating Tool Center Point).
Werkzeugradiuskopensation und Werkzeuglängenkompensation.
Programmierhilfen Taschenrechner.
Grafische Unterstützung zur Zyklenprogrammierung.
Kommentare.
Kontextbezogene Hilfe.
Erweiterbare Fenster zur Befehls- und Variableneingabe.
Edition Simulation Importieren von DXF Dateien.
Profileditor.
Progammieren in Teach-In.
Zykleneditor.
Grafische Simulation, auch parallel zur Abarbeitung eines anderen Programms.
Simulation von Festzyklen vor der Übernahme ins Programm.
Schätzung der Bearbeitungszeit Schätzung der gesamten Programmlaufzeit und der Bearbeitungszeit eines jeden Werkzeugs.
Schätzung der Programmablaufzeit in Simulation.
Werkzeuginspektion während der Programmausführung.
Ausführung Satzsuche mit Restaurierung der. Programmhistorie.
MDI/MDA Betrieb.
Ebene, Projektion auf drei Ebenen, 3D und Festkörper.
Grafische Darstellung Veränderung des Blickwinkels zum Wechsel der Ansicht.
ZOOM Funktion ohne Anhalten des Programms.
Messen des Abstands zwischen zwei Punkten.
Verfahren mit Handrad oder JOG-Tasten.
Handbetrieb Achse auf eine vorgewählte Position fahren.
Werkzeugkalibrierung.
Nullpunkte laden.
Spindelsteuerung.
MDI/MDA Betrieb.
Nullpunktverschiebungstabelle (bis zu 20 verschiedene Nullpunktverschiebungen).
Tabellen Tabelle der Spannelemente.
Tabelle der kanalbezogenen globalen und lokalen Parameter.
Tabelle der gemeinsamen Parameter zur Kommunikation zwischen den Kanälen.
Tabelle der Werkzeuge und Werkzeugmagazine.
Inbetrienahmehilfen Tuning.
Osziloskopfunktion.
Bodediagramme.
Kreisformtest.
Individuelle Steuerungsoberfläche Werkzeug zur visuellen Konfiguration FGUIM.
Visual Basic®, Visual C++®, usw.
OPC-Server.
Integrierte SPS Bis zu 1024 digitale Eingänge und 1024 digitale Ausgänge.
Bis zu 8192 Merker und 1024 Register.
Bis zu 256 Zeitglieder und 256 Zähler.
Unbegrenzte Anzahl Symbole.
Programmierbar in: Anweisungsliste, Kontaktplan und der Programmiersprache C.
Überwachung von SPS-Ressourcen CNC-Variablen.
Logic Analizer.
Externe Module Bis zu 1024 digitale Eingänge und 1024 digitale Ausgänge.
Bis zu 32 Analogeingänge und 32 Analogausgänge.
Bis zu 32 Meßsystemeingänge.
15Fagor Automation S. Coop. (Mondragón)
Abmessungen in mm (Zoll) Bº San Andrés, 19 P.O.Box 144
E-20500 Arrasate-Mondragón, Spain
CNC 8070 15 Zoll Tel. 34 943 719 200
34 943 039 800
144.8(5.7) 420(16.53)
Fax: 34 943 791 712
10(0.39)
ER-073/1994
6(0.23)
E-mail: info@fagorautomation.es ER-0968/1999
www.fagorautomation.com
52(2.04)
165(6.50)
Fagor Automation S. Coop. (Usurbil)
Bº San Esteban, s/n Txoko Alde
E-20170 Usurbil, Spain
206(8.11)
350(13.77)
350(13.77)
Tel. 34 943 000 690
Fax: 34 943 360 527
E-mail: usurbil@fagorautomation.es
165(6.50)
Fagor Automation Catalunya (Barcelona-Spain)
Tel. 34 934 744 375 Fax: 34 934 744 327
10(0.39) 200(7.87) 200(7.87)
10(0.39) 200(7.87) 200(7.87) Fagor Automation GmbH (Göppingen-Germany)
Tel. 49 7161 15 685-0 Fax: 49 7161 15 685 79
Fagor Italia S.R.L. (Milano-Italy)
165(6.50)
Tel. 39 0295 301 290 Fax: 39 0295 301 298
Fagor Automation Ltda. (Leça da Palmeira-Portugal)
350,6(13,77)
Tel. 351 229 968 865 Fax: 351 229 960 719
Fagor Automation UK Ltd. (West Midlands-United Kingdom)
165(6.50)
Tel. 44 1327 300 067 Fax: 44 1327 300 880
Fagor Automation France S.à.r.l. (Clermont Ferrand-France)
Tel. 33 473 277 916 Fax: 33 473 150 289
10(0.39)
Fagor Automation (Asia) Ltd., ( Hong Kong )
70
420,6(16,53)
Tel. 852 23 89 16 63 Fax: 852 23 89 50 86
(2.75)
Fagor Automation Taiwan Co. Ltd. (Taichung-Taiwan)
Tel. 886 4 2 327 1282 Fax: 886 4 2 327 1283
CNC 8070 10.4 Zoll modular
Fagor Automation (S) Pte. Ltd. (Singapore)
Tel. 65 68417345 / 68417346 Fax: 65 68417348
Fagor Automation (M) SDN.BHD. (Malaysia)
Tel. 60 3 8062 2858 Fax: 60 3 8062 3858
Beijing Fagor Automation Equipment Co., Ltd. (Beijing-China)
Tel. 86 10 84505858 Fax: 86 10 84505860
Beijing Fagor Automation Equipment Ltd. (Nanjing-China)
Tel. 86 25 83 32 82 59 Fax: 86 25 83 32 82 60
Einige der Bilder dieses Kataloges sind von SORALUCE S.COOP und PRUSSIANI ENGINEERING erbracht worden.
Beijing Fagor Automation Equipment Co., Ltd. (Guangzhou Rep.-China)
Tel. 86 20 86 55 31 24 Fax: 86 20 86 55 31 25
39,5(1.55) Beijing Fagor Automation Equipment Co., Ltd. (Shanghai-China)
25(0.98)
Tel. 86 21 63 53 90 07 Fax: 86 21 63 53 88 40
Fagor Automation Korea, Ltd. (Seoul-Korea)
Tel. (82 2) 21130341 / 2113 0342 Fax: (82 2) 2113 0343
Fagor Automation do Brasil Com. Imp. Exp. Ltda. (São Paulo-Brasil)
Tel. 55 11 56 94 08 22 Fax: 55 11 56 81 62 71
Fagor Automation Corp. (Chicago-USA)
Tel. 1 847 98 11 500 Fax: 1 847 98 11 311
CNC 8070 10.4 Zoll kompakt Fagor Automation West Coast (California-USA)
420(16.53) Tel. 1 714 957 98 85 Fax: 1 714 957 98 91
136(5.35)
5(0.20)
Fagor Automation East Coast (New Jersey-USA)
51(2)
Tel. 1 973 773 35 25 Fax: 1 973 773 35 26
165(6.50)
Fagor Automation Ohio Branch (USA)
Tel. 1 614 855 5720 Fax. 1 614 855 5928
350(13.77)
Fagor Automation South East (Florida-USA)
330(12.99)
Tel. 1 813 654 45 99 Fax: 1 813 654 3387
165(6.50)
Fagor Automation Ontario (Mississauga-Canada)
Tel. 1 905 670 74 48 Fax: 1 905 670 74 49
Fagor Automation Quebec (Montreal-Canada)
10(0.39)
Tel. 1 450 227 05 88 Fax: 1 450 227 61 32
10(0.39) 200(7.87) 200(7.87) Fagor Automation Windsor (Canada)
Tel. 1 519 944 56 74 Fax: 1 519 944 23 69
8070 - DE 0509- D.L. BI-2065/05
Externe Module
Fagor Automation verfügt über das Unternehmenszertifikat
ISO 9001 sowie das CE Zertifikat für all seine Produkte.
MONDRAGON
CORPORACION COOPERATIVA
agoranet
Zuverlässigkeit weltweit
FAGOR AUTOMATION übernimmt keine Haftung für mögliche Druck- oder Übertragungsfehler in diesem Katalog und behält
sich das Recht vor, ohne vorherige Ankündigung irgendwelche Funktionsänderungen an ihren Fabrikaten vorzunehmen.Sie können auch lesen