Messunsicherheitsbetrachtungen an einem fünfachsigen Nano-Koordinatenmessgerät NMM-5D nach einem vektoriellen Ansatz
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
tm – Technisches Messen 2021; 88(2): 61–70 Florian Fern*, Roland Füßl, Eberhard Manske, Ralf Schienbein, René Theska, Ingo Ortlepp und Johannes Leineweber Messunsicherheitsbetrachtungen an einem fünfachsigen Nano-Koordinatenmessgerät NMM-5D nach einem vektoriellen Ansatz Measurement uncertainty analysis on a five-axis nano coordinate measuring machine NMM-5D following a vectorial approach https://doi.org/10.1515/teme-2020-0092 be tilted up to an angle of 60° and it can be rotated up Eingang 29. November 2020; angenommen 14. Januar 2021 360° around the z-axis. By strictly following the abbe Zusammenfassung: Dieser Beitrag zeigt ein Konzept für ei- comparator principle, the motion error that occurs dur- ne fünfachsige Nano-Koordinatenmessmaschine zur Mes- ing the sensor rotation is measured by an in-situ refer- sung auf stark gekrümmten asphärischen und frei geform- ence measuring system. It consists of three Fabry-Pérot- ten optischen Oberflächen in einem Messvolumen von Interferometers whose measuring directions span a carte- 25 mm × 25 mm × 5 mm mit einem maximal möglichen sian coordinate system with the origin in the sensors prob- Neigungswinkel von bis zu 60° zur Hochachse und einer ing point. Those interferometers measure the distance to maximalen Rotation von 360° um die Hochachse. Dabei concentric arranged reference hemisphere. The measure- wird die Probe translatorisch bewegt und der Sensor in sei- ment uncertainty is derived according to the Guide to the ner Orientierung verändert. Unter Einhaltung des Abbe- expression of uncertainty in measurement. A conservative Komparatorprinzips für alle Messachsen wird die Bewe- estimation shows a maximum uncertainty of the probing gungsabweichung des Sensors bei der Rotation durch point of 72 nm (k = 1). ein in-situ-Referenzmesssystem erfasst. Dieses besteht aus Keywords: Nanometrology, CMM, measurement uncer- drei kartesisch angeordneten Fabry-Pérot-Interferometern tainty, GUM, Monte Carlo. mit dem Ursprung im Antastpunktes des Sensors, die den Abstand zu einer hemisphärischen Referenzfläche mes- sen. Die Messunsicherheitsbetrachtung des Gesamtsys- tems erfolgt nach dem guide to the expression of uncertain- 1 Einleitung ty in measurement in einem vektoriellen Ansatz und liefert unter konservativen Annahmen eine Unsicherheit des An- Durch die vermehrte Nutzung von stark gekrümmten tastpunktes von maximal 72 nm (k = 1). Asphären oder frei geformten optischen Oberflächen konnten beeindruckende Leistungen mit optischen Sys- Schlagwörter: Nanomesstechnik, KMG, Messunsicher- temen erreicht werden. Die erzielbare Fertigungsqualität heit, GUM, Monte Carlo. hängt dabei jedoch stark von der verfügbaren Messtech- Abstract: In this paper a novel concept of an five axes nik und deren erreichbarer Messunsicherheit ab [1]. Da- nano coordinate measuring machine for the measurement bei ist die Messung an solchen Flächen immer noch ei- on strongly curved aspheric and freeform optics is shown. ne Herausforderung. Vergleichsmessungen an verschie- Thereby the sample is moved translational in a measur- denen Asphären zwischen einer Vielzahl an Laboren, ing volume of 25 mm × 25 mm × 5 mm and the sensor can Messverfahren und Geräten (optische Koordinatenmess- technik, taktile Koordinatenmesstechnik, Computergene- *Korrespondenzautor: Florian Fern, Technische Universität Ilmenau, Institute of Process Measurement and Sensor Technology, Ilmenau, rierte Hologramme (CGH), Tilted-Wave-Interferometer [2] Germany, E-Mail: florian.fern@tu-ilmenau.de oder Sub-Apertur-Stitching Interferometrie), zeigen bei zu- Roland Füßl, Eberhard Manske, Ingo Ortlepp, Johannes Leineweber, nehmender Steigung der Asphären eine stark verringerte Technische Universität Ilmenau, Institute of Process Measurement Übereinstimmung. Die verwendeten Koordinatenmessge- and Sensor Technology, Ilmenau, Germany, ORCID: https://orcid.org/0000-0002-5611-7852 (I. Ortlepp) räte mit optischer Antastung sind auf Grund einer fehlen- Ralf Schienbein, René Theska, Technische Universität Ilmenau, den translatorischen Freiheit ihrer Kinematik in der Mög- Department of Precission Engineering, Ilmenau, Germany lichkeit zur Messung von Freiformen beschränkt [3, 4]. Open Access. © 2021 Fern et al., publiziert von De Gruyter. Dieses Werk ist lizensiert unter einer Creative Commons Namensnennung 4.0 International Lizenz.
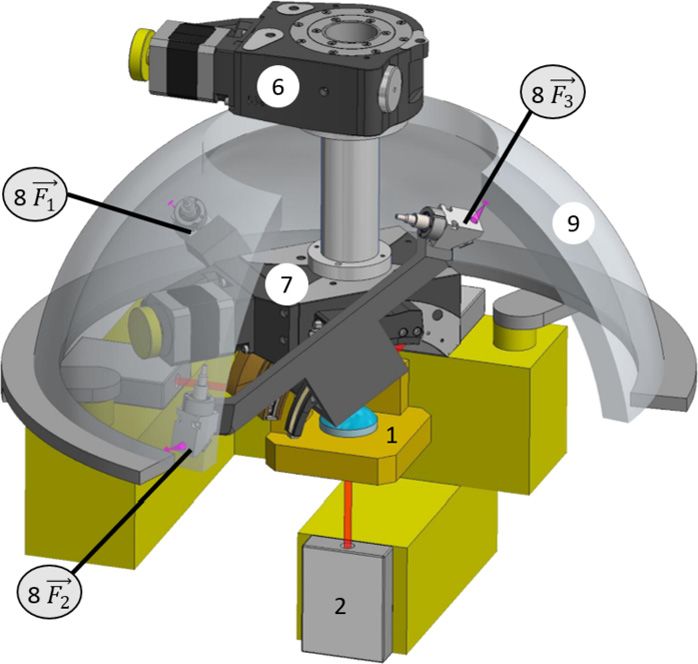
62 | F. Fern et al., NMM-5D Für die Nanomessmaschine-1 (NMM-1) [5, 6] wird ei- einen geschlossenen Vektorzug. Somit kann die Messun- ne Erweiterung der Bewegungsmöglichkeiten um zwei zu- sicherheit für den Abstand zwischen zwei Messpunkten, sätzliche Rotationsachsen entwickelt. So ist eine Ausrich- wie beispielsweise bei der Vermessung eines Stufenhö- tung des Sensors orthogonal zur lokalen Probenoberfläche hennormals, als Differenz zwischen zwei dieser Vektorzü- möglich. Durch die orthogonale Ausrichtung kann die zu ge beschrieben werden [10]. Es ist dabei darauf zu achten, erwartende Unsicherheit des Antastsystems deutlich redu- dass die einzelnen Vektoren der Untermodelle keine Kor- ziert werden, gleichzeitig werden die Messmöglichkeiten relationen zwischen den Eingangsgrößen aufweisen. Mit für stark gekrümmte Oberflächen deutlich erweitert. Hilfe dieser vektoriellen Zerlegung in Untermodelle, kann Abschnitt 2 befasst sich mit den Grundlagen der NMM- deren Einfluss auf das Messergebnis leichter und syste- 1 und Abschnitt 3 mit den theoretischen Grundlagen der matischer modelliert werden und die vollständige Modell- Erweiterung um zwei Rotationsachsen. Im 4. Abschnitt gleichung kann als Summe der Vektoren der Untermodelle wird das vektorielle Messunsicherheitsmodell der in Ab- dargestellt werden. schnitt 5 beschriebenen Erweiterung im Detail erläutert und bewertet. Den Abschluss bilden die Zusammenfas- sung in Abschnitt 5 und der Ausblick in Abschnitt 6. 3 NMM-5D Das im folgenden beschriebene System zur rotatorischen 2 Grundlagen Ausrichtung des Sensors mit dem zugehörigen in-situ- Referenzmesssystem wird als Erweiterung der bisherigen 2.1 NMM-1 NMM-1 verwendet. Dazu bleibt die NMM-1 bis auf den An- Die NMM-1 ist ein 3D-Abbe-Komparator [7]. Die Probe tastsensor vollständig bestehen. Zusammen ergibt sich wird relativ zu einem ortsfesten, punktförmig antasten- die NMM-5D. Dabei steht das 5D für den Freiheitsgrad 5 den optischen Sensor bewegt. In einem Bewegungsbe- (Degree of freedom) zwischen Sensor und Messobjekt. reich von 25 mm × 25 mm × 5 mm wird die Position der Probe durch je ein Michelson-Interferometer [8] in ex⃗ -, ey⃗ -, und ez⃗ -Richtung erfasst. Dazu befindet sich die Probe auf einer sogenannten Raumspiegelecke deren Außenseiten verspiegelt sind und als Reflektor für die Interferometer dienen. Die Messachsen der Interferometer schneiden sich im Antastpunkt des Sensors und das Abbe-Komparator Prinzip ist in allen Messrichtungen eingehalten [9]. 2.2 Vektorielles Messunsicherheitsmodell der NMM-1 Um den komplexen Zusammenhängen und deren Auswir- kungen auf die Messunsicherheit bei Messaufgaben der NMM-1 gerecht zu werden, wird die Messung des Einzel- punktes als geschlossener Vektorzug aus verschiedenen Untervektoren betrachtet. Man spricht dabei von einem vektoriellen Messunsicherheitsmodell. Im GUM wird in erster Linie die Messunsicherheitsbetrachtung an skala- ren Größen beschrieben. Bei der Beschreibung von Mes- sungen im dreidimensionalen Raum stößt dieses Vorge- hen hinsichtlich der Übersichtlichkeit an seine Grenzen. Abb. 1: Prinzipdarstellung der NMM-5D: 1 – Spiegelecke der NMM-1; Um die Modellbildung zu vereinfachen, wird jeder Ein- 2 – x-Interferometer; 3 – metrologischer Rahmen; 4 – Fundament; fluss auf den Messpunkt durch einen dreidimensionalen 5 – Kraftrahmen; 6 – Drehtisch (Rotation um Θ); 7 – Goniometer Vektor beschrieben. Jeder dieser Vektoren ist das Ergebnis (Rotation um φ); 8 – Fabry-Pérot-Interferometer; 9 – Referenzhemi- einzelner Untermodelle. Diese Vektoren bilden in Summe sphäre; 10 – Sensor; 11 – Messobjekt.
F. Fern et al., NMM-5D | 63 3.1 Kinematisches Konzept Das Rotationssystem besteht aus zwei unabhängigen, mo- torisierten Rotationspositionierern deren Drehachsen sich ebenfalls im Abbe-Punkt schneiden. Diese beiden Rotati- onspositionierer sind seriell angeordnet und an dem Letz- ten ist der Sensor befestigt (siehe Abbildung 1; Teil 6 und 7). Bei dem ersten Rotationspositionierer handelt es sich um einen wälzgelagerten Drehtisch mit Schrittmotor und Rotationsencoder [11]. Die zweite Positionierer ist ein wälzgelagertes Goniometer mit Schrittmotor und Rotati- onsencoder [12]. Ein Goniometer hat keine geschlossene Führungsbahn und erlaubt daher nur eine diskontinuier- liche Bewegung in einem Bereich von −45° bis +45°. Der Sensor wird so an dem Goniometer befestigt, dass der An- tastpunkt des Sensors im Schnittpunkt der beiden Rota- tionsachsen liegt. So wird das Abbe-Komparatorprinzip weiterhin strikt eingehalten. Abb. 2: Vereinfachtes 3D Modell der NMM-5D. Beschriftung Der Antastpunkt erfährt ausschließlich eine Ände- analog zu Abbildung 1. 1 – Spiegelecke mit Messobjekt; rung seiner Ausrichtung, jedoch keine Verschiebung. 2 – Z-Interferometer; 6 – Drehtisch (Θ); 7 – Goniometer (φ); Somit wird das Messvolumen der NMM-1 nicht einge- 8 – Fabry-Pérot-Interferometer; 9 – Referenzhemisphäre. schränkt. Die Ausrichtung des Sensors wird in Kugelkoor- dinaten mit dem Azimutwinkel (φ) und dem Polarwinkel (Θ) beschrieben. Da die beiden Drehachsen immer senk- chung in der Größenordnung einiger 10 µm liegen können recht aufeinander stehen, können sowohl der Polarwinkel [15]. Grundsätzlich kann diese Abweichung im Messpro- als auch der Azimutwinkel unabhängig voneinander vor- zess durch ein zusammensetzen benachbarter Segmen- gegeben werden. Grundsätzlich kann mit diesem kinema- te der Messung durch Stitching vermindert werden. Die tischen Aufbau eine Ausrichtung von φ = 0°–90° für den Resultate dieser Techniken sind jedoch stark von der zu Azimutwinkel und Θ = 0°–360° für den Polarwinkel er- untersuchenden Oberfläche, wie auch von der Geometrie reicht werden. Auf Grund von Begebenheiten im Bauraum und der Messaufgabe abhängig. Nicht kontinuierliche Flä- der bestehenden NMM-1 wird der Bewegungsbereich auf chen, die keine kontinuierliche Messung erlauben, kön- φ = 0°–60° eingeschränkt [13, 14]. nen nicht durch Stitching gemessen werden. 3.2 In-Situ-Messsystem 3.2.1 Messverfahren Auf Grund der unvermeidbar auftretenden Führungsab- weichungen und der nicht perfekten Justierung in den ver- Zur Bestimmung des Antastpunktes wird ein in-situ- wendeten Positionierern erfährt der Antastpunkt des Sen- Referenzmesssystem verwendet, dass die Bestimmung des sors eine systematische und eine zufällige Verlagerung Antastpunktes über den vollständigen Bewegungsbereich [15]. Die systematische Verlagerung entsteht durch sys- ermöglicht. Das Messsystem besteht im Wesentlichen aus tematische Bahnabweichungen im Rahmen der Wieder- drei Abstandsensoren, die fest mit dem Antastsensor ver- holbarkeit der Dreheinheiten, sowie eine unzulängliche bunden sind und den Abstand zu einer ortsfesten Refe- Ausrichtung zwischen den beiden Rotationsachsen und renzfläche messen. Die drei Sensoren spannen dabei ein dem Antastpunkt des Sensors. Zufällige Abweichungen kartesisches Koordinatensystem ⟨F1⃗ , F2⃗ , F3⃗ ⟩ mit dem Ur- entstehen zum einen im Wälzlager, aber auch durch ei- sprung im Antastpunkt des Sensors und damit im Abbe- ne Variation verschiedener Störgrößen, wie der Tempe- Punkt auf. Als Referenzfläche wird eine oben geöffnete He- ratur, die nicht in einem Modell abgebildet werden kön- misphäre mit einem Durchmesser von 400 mm aus Quarz- nen. Diese unbekannte Verlagerung des Antastpunktes glas verwendet. Erfährt der Sensor eine Verlagerung in Fol- geht direkt in die erreichbare Messunsicherheit des Einzel- ge von zufälligen oder systematischen Effekten, wird diese punktes ein. Messungen haben gezeigt, dass diese Abwei- durch die drei Sensoren erfasst (siehe Abbildung 2) [16].

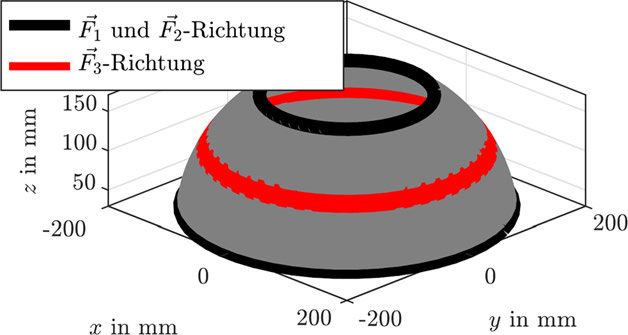
64 | F. Fern et al., NMM-5D Als Sensoren kommen fasergekoppelte Fabry-Pérot- um die ez -Achse und um α0 = 50° um die ex -Achse ro- Interferometer zum Einsatz. Diese zeichnen sich durch ei- tiert. Mit Gleichung (2) können die von den Fabry-Pérot- ne sehr kompakte Bauform und geringes Gewicht aus. Die Interferometern überstrichenen Flächen bestimmt wer- Interferometer werden auf die Referenzfläche mit einer den. Mit dieser Ausgangslage wird bei vollständiger Aus- Brennweite von f = 40 mm fokussiert. Da in einem Fabry- nutzung des Bewegungsbereichs die in Abbildung 3 grau Pérot-Interferometer nur die Reflektion am Faseraustritt dargestellte Fläche sowohl vom F1⃗ - als auch vom F2⃗ Inter- für die Interferenz zur Verfügung steht, kann die Referenz- ferometer überstrichen. Das F3⃗ Interferometer überstreicht fläche ohne eine zusätzliche, reflektierende Beschichtung dabei die rot dargestellte Fläche. Diese Flächen stellen verwendet werden. Dies erhöht den Interferenzkontrast gleichzeitig die minimal notwendige Fläche der Referenz- und reduziert die zu erwartende Messunsicherheit. In Ab- hemisphäre dar. bildung 1 ist das Gesamtprinzip in 2D dargestellt. Abbil- dung 2 zeigt ein 3D Modell des Messkreises der NMM-5D. 3.2.3 Bestimmung der Gesamtverschiebung 3.2.2 Lage des bewegten Koordinatensystems Mit Hilfe von Gleichung () kann die im ⟨F1⃗ , F2⃗ , F3⃗ ⟩ gemesse- ne Gesamtverschiebung Vxyz ⃗ bestimmt werden. Dabei sind Die Ausgangslage des Koordinatensystems ⟨F1⃗ , F2⃗ , F3⃗ ⟩ f1 , f2 und f3 die von den Fabry-Pérot-Interferometern ge- des Referenzmesssystems kann durch Rotation um die messenen Verschiebung relativ zur Referenzhemisphäre. Koordinatenachsen des Maschinenkoordinatensystems Es ergibt sich demzufolge die Gesamtverschiebung Vxyz ⃗ im ⟨ex⃗ , ey⃗ , ez⃗ ⟩ gewonnen werden. Dabei ist Rx (α) die Rotati- Maschinenkoordinatensystem: onsmatrix um die x-Achse, Ry (β) die Rotationsmatrix um die y-Achse und Rz (γ) die Rotationsmatrix um die z-Achse. Vxyz ⃗ = f1 F1⃗ + f2 F2⃗ + f3 F3⃗ Es ergibt sich somit für die Ausgangslage der Basisvekto- ren ⟨F1⃗ , F2⃗ , F3⃗ ⟩: Die so bestimmten Verschiebungen des Fabry-Pérot- Koordinatensystems gelten auch für den starr damit ver- F1⃗ = Rx (α) ⋅ Ry (β) ⋅ Rz (γ) ex⃗ bundenen Sensor zur Antastung der Oberfläche und wer- F2⃗ = Rx (α) ⋅ Ry (β) ⋅ Rz (γ) ey⃗ (1) den so zur Korrektur der Antastpunktposition verwendet. F3⃗ = Rx (α) ⋅ Ry (β) ⋅ Rz (γ) ez⃗ Das von den Fabry-Pérot-Interferometern aufgespannte 3.3 Versuchsaufbau Koordinatensystem ist ein bewegliches Koordinatensys- tem, dessen Lage durch die Aktorstellung des Drehtisches Passend zu dem vorgestellten Konzept wurde ein prak- und des Goniometers bestimmt wird. Dabei erzeugt der tischer Versuchsaufbau realisiert. Abbildung 4 zeigt den Drehtisch eine Rotation Rz (Θ) um die ez -Achse und das Go- mechanischen Aufbau des Gesamtsystems. Aus ökonomi- niometer eine Rotation Rz (φ) um die ey -Achse. Es ergibt schen Gründen wird die Referenzhemisphäre aus tiefge- sich für die Basisvektoren des ⟨F1⃗ , F2⃗ , F3⃗ ⟩ Koordinatensys- zogenem Edelstahl gefertigt. Die Reflektionseigenschaften tem in Abhängigkeit von Θ und φ: F1⃗ = Rz (Θ) Ry (φ) Rx (α0 ) Rz (γ0 ) ex⃗ F2⃗ = Rz (Θ) Ry (φ) Rx (α0 ) Rz (γ0 ) ey⃗ (2) F3⃗ = Rz (Θ) Ry (φ) Rx (α0 ) Rz (γ0 ) ez⃗ Um die wirtschaftlichen und technologischen Heraus- forderungen bei der Beschaffung und Herstellung der Re- ferenzhemisphäre minimal zu halten, kann die Ausgangs- lage des Koordinatensystems so gewählt werden, dass der benötigte Ausschnitt der Referenzsphäre für den Bewe- gungsbereich von γ = 0°–60° optimiert wird. Das Koordi- Abb. 3: Von den Fabry-Pérot-Interferometern bei vollständiger Aus- natensystem des in-situ-Referenzmesssystems ist im Ver- nutzung des Bewegungsbereichs überstrichene Fläche der Referenz- gleich zum Maschinenkoordinatensystem um γ0 = 45° hemisphäre.

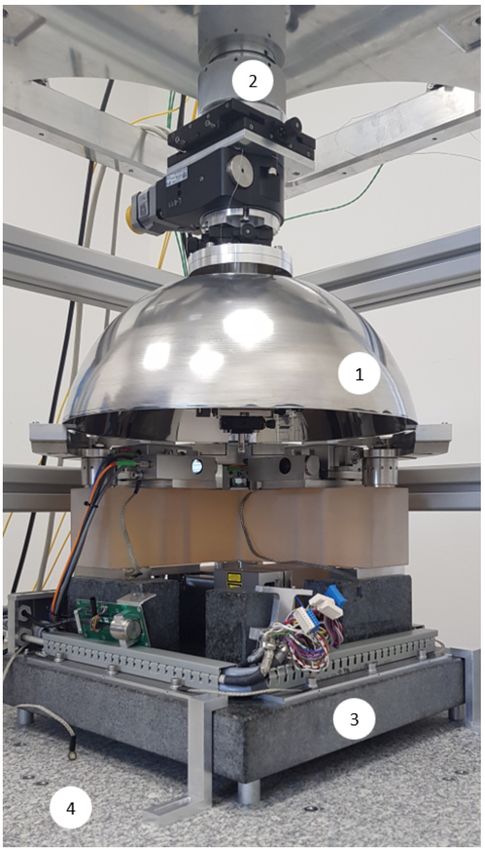
F. Fern et al., NMM-5D | 65 dem metrologischen Rahmen und dem Kraftrahmen. Da- bei bildet die bisherige NMM-1 zusammen mit der Refe- renzhemisphäre den statischen Teil des metrologischen Rahmens und der Interferometer-Träger (siehe Bild 2) bil- det zusammen mit den Interferometern und der Sensor- aufnahme den bewegten Teil des metrologischen Rah- mens. Um den hohen Anforderungen an die Temperatur- stabilität gerecht zu werden, werden alle Elemente des metrologischen Kreises aus Invar (mit einem thermischen Ausdehnungskoeffizienten von α = 0.5 × 10−6 m m−1 K−1 ) hergestellt. In den Kraftrahmen werden alle durch die Po- sitionierung entstehenden Kräfte eingeleitet. Durch die- se Trennung sinken die Anforderungen an die Konstruk- tionswerkstoffe für den Kraft Rahmen, die Langzeitstabi- lität der Justage-Stellen und die Führungsabweichungen der verwendeten Rotationseinheiten. Die dort auftreten- den Abweichungen werden vollständig durch das in-situ- Referenzmesssystem erfasst. 3.3.2 Mechanischer Aufbau Die gemeinsame Basis für das Gesamtsystem bildet ein luftgedämpftes Granitfundament in den Abmessungen 1 m × 1 m × 0.2 m mit einer Masse von 500 kg. Mit diesem ist sowohl der metrologische Rahmen als auch der Kraft Rahmen verbunden (siehe Abbildung 1). Die Referenzhemisphäre wird in drei translatorischen Freiheiten justierbar mit dem bisherigen metrologischen Rahmen der NMM-1 verbunden und so justiert, dass sich ihr Mittelpunkt im ABBE-Punkt der NMM-1 befindet. Der äußerer Kraft Rahmen trägt die beiden Rotationseinheiten Abb. 4: Laboraufbau der NMM-5D mit Referenzehmisphäre aus tief- und fixiert diese unter der Referenzhemisphäre. Der Kraft- gezogenem Edelstahl. 1 – Referenzhemisphäre; 2 – Justage Einheit; 3 – NMM-1; 4 – Granitfundament. rahmen besteht im Wesentlichen aus steifen Aluminium Konstruktionsprofilen, die eine topologieoptimierte Deck- platte tragen. Durch eine Justage-Baugruppe können so- wohl die Rotationsachsen der beiden Positioniersysteme werden auf der Innenseite mit einem manuellen Polierver- selbst zum Schnitt gebracht werden, also auch gemeinsam fahren erreicht. Da die Formabweichungen der Referenz- in den ABBE-Punkt verschoben werden. hemisphäre zum Erreichen von Unsicherheiten im Nano- meterbereich kalibriert werden müssen, ist die Amplitu- de dieser Formabweichung vernachlässigbar, solang die Messung durch die Fabry-Pérot-Interferometer nicht nega- 4 Messunsicherheit tiv beeinflusst wird. Die Beschreibung der Messunsicherheit nach dem Guide to the expression of uncertainty in measurement (GUM) 3.3.1 Metrologischer Rahmen und Werkstoffe [17] ist eine wesentliche Notwendigkeit bei der Entwick- lung, Beschreibung und Qualifizierung eines neuartigen Mit der Erweiterung der NMM-1 zur NMM-5D wird die Versuchsaufbaus. Dabei ist die Modellbildung für ein strikte Trennung der Antriebssysteme vom metrologischen komplexes technisches System die größte Herausforde- Kreis aufrechterhalten. Man unterscheidet dabei zwischen rung. Für die in drei translatorischen Freiheiten arbeiten-
66 | F. Fern et al., NMM-5D Tab. 1: Messunsicherheitsbudget des Untermodells zur Beschrei- de NMM-1, konnte die Messunsicherheit systematisch mit bung der Koordinatentransformation aus dem rotierenden Koordina- Hilfe einer vektoriellen Zerlegung der einzelnen Einfluss- tensystem ⟨F1⃗ , F2⃗ , F3⃗ ⟩ in das ⟨ex⃗ , ey⃗ , ez⃗ ⟩ Maschinenkoordinatensys- größen erfolgen 2.2. tem für die Antastpunktverschiebung xF . Das Modell der NMM-5D teilt sich dabei in die folgen- den Untermodelle auf: Eingangsgröße Wert Unsicherheit ui L xi ui Beitrag – Koordinatentransformationsmodell fF1i −17.019 µm 0 µm – – – Orthogonalitätsmodell des Koordinatenesystems fF2i 12.084 µm 0 µm – – – Fabry-Pérot-Interferometer Modell fF3i 47.585 µm 0 µm – – – Abbe-Abweichungs-Modell α0 55° 100 µrad 2.5 nm 88 % γ0 45° 100 µrad 0.8 nm 9.6 % – Formabweichungen der Referenzhemisphäre Θ 150° 17.5 µrad 0.3 nm 1.3 % φ 20° 17.5 µrad 0.3 nm 1.1 % Dabei ist in dieser Veröffentlichung die Betrachtung xF = 30.000(3) µm (k = 1) auf das Koordinatentransformationsmodell und dem Or- [yF = 30.000(2) µm (k = 1)] thogonalitätsmodell beschränkt. Die Betrachtungen zum [zF = 30.000(5) µm (k = 1)] Fabry-Pérot-Interferometer Modell können der Literatur entnommen werden [18]. Die weiteren Modelle werden in dieser Veröffentlichung nicht näher beschrieben, da die notwendigen experimentellen Daten zum Zeitpunkt der bewegten Koordinatensystems können für die Rotations- Veröffentlichung noch nicht vorliegen. Für die beiden ge- systeme (Θ, φ) aus Voruntersuchungen und für die Aus- nannten Modelle können auf Grund von experimentellen gangslage (α0 , γ0 ) durch eine Analyse von Form und La- Daten bereits Abschätzungen der Messunsicherheit ange- getoleranzen gewonnen werden. Es ergibt sich eine Mess- geben werden. unsicherheit der Verschiebung des Antastpunktes xF von 3 nm (k = 1). In Tabelle 1 ist das Messunsicherheitsbudget Bemerkung. Die in Abschnitt 4 angestellten Berechnun- mit allen Eingangsgrößen und Unsicherheiten dargestellt. gen erfolgen mit dem Python Package GUM Tree des Neu- seeländischen Metrologieinstituts (MSL) [19]. Bemerkung. Die hier angegebenen Messunsicherheiten gelten nur für eine bestimmte Winkellage des Gesamtsys- 4.1 Koordinatentransformationsmodell tems und sind für jede Winkellage separat zu berechnen. Auf Grund der zu erwartenden sehr kleinen Verschiebun- Wie im Abschnitt 3.2.2 beschrieben, müssen die mittels gen des Antastpunktes sind die Einflüsse auf die Gesamt- des in-situ-Referenzmesssystems gemessenen Bahnab- unsicherheit vergleichsweise gering. weichungen in das Maschinenkoordinatensystem trans- formiert werden. Auf Grund der unsicheren Ursprungsla- ge (α0 und γ0 ) des Gesamtsystems und den Abweichungs- behafteten Drehwinkeln (Θ und φ) ergibt sich eine Unsi- 4.1.1 Bestimmung der Gesamtlänge cherheit bei der Rücktransformation der im bewegten Ko- ordinatensystem ⟨F1⃗ , F2⃗ , F3⃗ ⟩ gemessenen Verschiebungen Die Bestimmung der Länge des Gesamtvektors |V⃗ xyz | wie in das Maschinenkoordinatensystem ⟨ee⃗ , ey⃗ , ez⃗ ⟩. im Unsicherheitsmodell der NMM-1 durch Betragsbildung Da zum aktuellen Zeitpunkt der Veröffentlichung des Verschiebungsvektors ist hier nicht sinnvoll, da die noch keine Verschiebungen vorliegen wird eine virtuelle Rotation keinen Einfluss auf die Länge eines Vektors hat Verschiebung des Antastpunktes in Maschinenkoordina- und somit werden die partiellen Ableitungen zu Null und ten xi , yi und zi von der Messunsicherheitseinfluss der Rotation wird ebenfalls zu Null. xi = yi = zi = 30 µm in eine Verschiebung entlang der Messachsen der Fabry- Pérot-Interferometer (fF1i , fF2i und fF3i ) umgerechnet. Dazu 4.2 Orthogonalitätsmodell des werden die unsicherheitsfreien Transformationsmatrizen Koordinatenesystems aus Gleichung (2) verwendet. Anschließend erfolgt die Rücktransformation mit den Das von den Basisvektoren ⟨F1⃗ , F2⃗ , F3⃗ ⟩ des Referenzmess- unsicherheitsbehafteten Drehwinkeln der Transformati- system aufgespannte Koordinatensystem weist Abwei- onsmatrizen. Die Unsicherheiten für die Winkellage des chungen vom idealen kartesischen Koordinatensystem
F. Fern et al., NMM-5D | 67 auf. Sind die Winkel zwischen den Basisvektoren un- gleich 90°, φ12 ≠ φ23 ≠ φ13 ≠ 90° (3) ergibt sich das schiefwinkelige Koordinatensystem ⟨F1S⃗ , F2S⃗ , F3S⃗ ⟩. Dabei ist φ12 der Winkel zwischen F1⃗ und F2⃗ , φ23 der Winkel zwischen F2⃗ und F3⃗ und φ13 der Winkel zwischen F1⃗ und F3⃗ . Diese Abweichungen können analog zu den Betrachtungen am nicht orthogonalen Messspie- gel der NMM-1 bzw. NPMM-200 aus übernommen werden [20]. Die Transformationsmatrix für die Umrechnung von Basisvektoren des orthogonalen Koordinatensystems in die Vektoren des schiefwinkeligen Koordinatensystems Abb. 5: Histogramm der Komponente ex1u des Basisvektors ex⃗ in können Gleichung (4) entnommen werden. Folge eines schiefwinkligen Koordinatensystems, ermittelt mit einer Monte Carlo Simulation mit n = 1 × 108 Wiederholungen. sin(φ23 ) cos(φ13 ) cos(φ23 )−cos(φ12 ) cos(φ12 ) cos(φ23 )−cos(φ13 ) √C sin(φ23 )√C sin(φ23 )√C 1 cos(φ ) A= ( 0 sin(φ23 ) − sin(φ 23) ) 23 4.2.1 Monte Carlo Simulation 0 0 1 (4) Die Bestimmung der Unsicherheiten erfolgt mit Hilfe einer mit: Monte Carlo Simulation auf Basis der oben genannten Ein- C = 1 + 2 cos(φ12 ) cos(φ13 ) cos(φ23 ) − cos(φ12 )2 − cos(φ13 )2 gangsgrößen. Die Betrachtungen erfolgen für alle drei Ba- − cos(φ23 )2 (5) sisvektoren ⟨ex⃗ , ey⃗ , ez⃗ ⟩. Dabei gilt. Um das schiefwinkelige Koordinatensystem zu berechnen ex1u wird das Mit Hilfe der Gleichung 4 ein schiefwinkeliges Ko- exu⃗ = (ex2u ) (7) ordinatensystem ⟨exu⃗ , eyu⃗ , ezu⃗ ⟩ aus dem Basiskoordinaten- ex3u system ⟨ex⃗ , ey⃗ , ez⃗ ⟩ berechnet. Es ergibt sich der folgende Die Simulation erfolgt mit n = 1 × 108 samples. In Abbil- Zusammenhang für die Transformation: dung 5 ist die Verteilung der ersten Komponente ex1u des exu⃗ = Aex⃗ eyu⃗ = Aey⃗ ezu⃗ = Aez⃗ (6) Basisvektors ex⃗ dargestellt. Zur besseren Skalierung ist der Wert des Einheitsvektors abgezogen und mit dem Faktor Die Transformationsmatrix (4) gilt für den Fall, dass die 1 × 10−6 skaliert. Es ergibt sich eine einseitige Verteilung Vektoren des orthogonalen Koordinatensystems und des mit einem Erwartungswert und Standardunsicherheit von schiefwinkeligen Koordinatensystem in ez⃗ Richtung auf- ex1u = 1 + [1.59 ± 0.97] ⋅ 10−6 für eine Überdeckungswahr- einander liegen. Es gilt: ez⃗ = ezs⃗ . scheinlichkeit von p = 68 %. Analog dazu können die Die tatsächliche Schiefwinkeligkeit zwischen den Ba- verbleibenden Komponenten der unsicheren Basisvekto- sisvektoren muss abgeschätzt werden. Ein direktes Mes- ren ebenfalls mit Hilfe der Monte Carlo Methode bestimmt sen ist nicht möglich, da die Basisvektoren physisch werden. Es ergeben sich die folgenden Basisvektoren mit durch die Strahlausbreitungsrichtung der Fabry-Pérot- ihren Unsicherheiten: Interferometer definiert werden. Ohne weitere Kenntnisse wird eine Abweichung von 1 [1.59 ± 0.97] ⋅ 10−6 exu⃗ = (0) + ( 0 ± 0.0 ) Δφ12 = Δφ23 = Δφ13 = 0° 0 0 ± 0.0 mit einer Unsicherheit von u = 1.2 mrad angenommen. 0 [−9 ± 1457] ⋅ 10−6 Da für eine zu erwartende Winkelabweichung von 0° die eyu⃗ = ( 1 ) + ( [0.8 ± 0.8] ⋅ 10−6 ) (8) Transformationsmatrix (4) mit der Einheitsmatrix über- 0 0 ± 0.0 einstimmt, werden die partiellen Ableitungen zu null. Zu- 0 [−0.3 ± 1475.0] ⋅ 10−6 sammen mit der stark nichtlinearen Abhängigkeit der Ba- ezu⃗ = (0) + ( [−1 ± 1472] ⋅ 10−6 ) sisvektoren von den Winkelabweichungen wird die An- 1 0 ± 0.0 wendung der Monte Carlo Simulation zur Bestimmung der Unsicherheit entsprechend dem GUM Supplement 1 [21] Auf Grund der Lage ez⃗ = ezs⃗ ist die Komponente ez3u nicht notwendig. unsicherheitsbehaftet.
68 | F. Fern et al., NMM-5D Tab. 2: Gesamt - Messunsicherheitsbudget für die Positionsbe- Tabelle 2 dargestellte Gesamt-Messunsicherheitsbudget. stimmung mit Hilfe des Referenzmesssystems XRef . MC – Monte Carlo, R – Rechteckverteilung. Gleichzeitig sind auch die Erwartungswerte und Standar- dunsicherheiten für die Verschiebung in y und z Richtung Größe Wert Unsicherheit ui Vert. L xi ui Beitrag angegeben, dafür ist jedoch die Aufteilung des Budgets ez1u ⃗ −0.3 × 10 −6 1.4 × 10 −3 MC 63.3 nm 88.8 % nicht gültig. ey1u ⃗ −9 × 10−6 1.4 × 10−3 MC 16.0 nm 5.7 % Es ergibt sich eine Messunsicherheit von 71 nm (k = 1, ez2u ⃗ −1 × 10−6 1.4 × 10−3 MC 13.4 nm 4.0 % p = 68 % für die Verschiebung in ex⃗ -Richtung. Die Mess- Gesamt: 0 98.5 % unsicherheiten in die anderen Raumrichtungen liegen mit Nl1 0 nm 7.5 nm R 7.1 nm 1.1 % 40 nm in ey⃗ -Richtung und 57 nm in ez⃗ -Richtung geringfü- Nl3 0 nm 7.5 nm R 1.8 nm 0.1 % gig unter der Verschiebung in ex⃗ -Richtung. Das Messun- Nl2 0 nm 7.5 nm R 1.5 nm 0.1 % Gesamt: 1.3 % sicherheitsbudget ist deutlich von den unbekannten Or- γ0 45° 100 µrad R 1.8 nm 0.1 % thogonalitätsabweichungen des Koordinatensystems do- α0 55° 100 µrad R 0.7 nm 0.1 % miniert. Dem gegenüber ist der Einfluss der Fabry-Pérot- fL 195.8 THz 1.1 MHz R 1.5 nm 0.0 % Interferometer und der Ausrichtung des Koordinatensys- XRef = 30.072(71) µm (p = 68 %) tems vernachlässigbar klein. [YRef = 30.075(40) µm (p = 68 %)] [ZRef = 32.71(57) µm (p = 68 %)] Bemerkung. Die in diesem Abschnitt durchgeführten Be- trachtungen erfolgen im Wesentlichen unter Verwendung von rechteckverteilten Eingangsgrößen. Dabei handelt es sich um eine konservative Abschätzung und stellt damit 4.3 Gesamt Unsicherheitsmodell eine Abschätzung für den ungünstigsten Fall dar. Unter kontrollierten Umweltbedingungen wird die Mess- unsicherheit der Fabry-Pérot-Interferometern im Wesent- lichen von deren Nichtlinearität dominiert. Diese resul- tieren hauptsächlich aus Doppelreflektionen innerhalb 5 Zusammenfassung der Fabry-Pérot-Kavität. Auf Grund der geringen Totstre- Das hier vorgestellte Konzept für eine fünfachsige Na- cke, dem Arbeitsabstand zwischen Interferometer und nomessmaschine NMM-5D ermöglicht die kontinuierliche Referenzhemisphäre, wird das Messergebnis durch die Ausrichtung des Sensors orthogonal zur lokalen Proben- Schwankungen der Luftbrechzahl in Folge von nicht sta- oberfläche in einem Winkelbereich von φ = 0°–60° und bilen Umweltbedingungen, nicht signifikant beeinflusst. Θ = 0°–360°. Die Erweiterung umfasst zwei Rotationsein- Des Weiteren liefert die Frequenzstabilität fL des verwen- heiten und ein in-situ-Referenzmesssystem, dass die Po- deten Lasers ebenfalls einen Beitrag [22, 18]. Die Nichtli- sition des Antastpunktes interferometrisch relativ zu ei- nearität liegt in einem Bereich von ±13 nm, das entspricht unter Annahme einer Rechteckverteilung einer Standar- ner hemisphärischen Referenzfläche ermittelt. Dabei wird dunsicherheit von 7.5 nm [16]. Weiterhin wurde das ther- das Abbe-Komparatorprinzip für alle Messachsen einge- mische Verhalten in Folge der unterschiedlichen thermi- halten. Zur metrologischen Beschreibung wurde ein vek- schen Ausdehnungskoeffizienten nicht berücksichtigt. torielles Unsicherheitsmodell in Anlehnung an die NMM-1 Es gilt für die Verschiebung des Antastpunktes auf erstellt. Die Betrachtungen daran zeigen, dass die un- Grundlage von Gleichung 2: bekannte Orthogonalität des Referenzmesssystems zu ei- ner vergleichsweise hohen Messunsicherheit von maximal XRef 72 nm führt, die jedoch im Vergleich zu ähnlichen Syste- (YRef ) = f1 F1⃗ + f2 F2⃗ + f3 F3⃗ (9) men [3, 4] durchaus vergleichbar ist. ZRef Dabei beinhalten die gemessenen Verschiebungen f1 , f2 , f3 die Unsicherheiten der Fabry-Pérot-Interferometer. Die Be- 6 Ausblick rechnung erfolgt unter der Anwendung der in Abschnitt 4.1 beschriebenen virtuellen Verschiebung von 30 µm. Es er- Das vorgestellte Konzept für eine fünfachsige Nanomess- gibt sich für die mit dem Referenzmesssystem der NMM- maschine befindet sich momentan im Aufbau. Anhand 5D unter Vernachlässigung der Formabweichung der Re- dieses Versuchsaufbaus werden verschiedene Messstrate- ferenzhemisphäre ermittelte Verschiebung XRef , das in gien und Sensortypen untersucht. Der bisherige Aufbau
F. Fern et al., NMM-5D | 69 erlaubt auch die Integration von kompakten Fotolitho- 8. H. Büchner and G. Jäger. Interferometrisches Meßverfahren graphischen Bearbeitungssystemen [23, 24]. Diese profi- zur berührungslosen und quasi punktförmigen Antastung von Meßoberflächen / Interferometric measuring technique for tieren von den erweiterten Bewegungsmöglichkeiten. Ba- the contactless and quasi-pointlike scanning of measuring sierend auf diesen Ergebnissen kann ein Konzept für ei- surfaces. tm - Technisches Messen, 59(2), 1992. ne eigenständige, fünfachsige Nanomess- und Nanobe- 9. Gerd Jäger, Eberhard Manske, Tino Hausotte, and arbeitungsmaschine mit fünf Freiheiten entwickelt wer- Hans-Joachim Büchner. The metrological basis and operation den. Die Betrachtungen zur Messunsicherheit zeigen, dass of nanopositioning and nanomeasuring machine NMM-1. tm - Technisches Messen, 76(5):524, 2009. zum Erreichen von einstelligen Messunsicherheiten ei- 10. Roland Füßl, Rainer Grünwald, and Ingomar Schmidt. ne geeignete Methode zur Bestimmung der Orthogonali- Messunsicherheitsanalyse von Nanopositionier- und tätsabweichungen gefunden werden muss. Nanomessmaschinen mit Hilfe eines neuen vektoriellen Modellansatzes. Technisches Messen, 73(9):465–471, 2006. Bemerkung. Auszüge aus dieser Veröffentlichung, sowie 11. Physik Instrumente (PI) GmbH & Co. KG. Abbildungen wurden in leicht geänderter Form bereits in Präzisions-Rotationstisch L-611: Datenblatt, 2018. [25] und [26] veröffentlicht. 12. Physik Instrumente (PI) GmbH & Co. KG. Motorisiertes Präzisions-Goniometer WT-90: Datenblatt, 2018. 13. Florian Fern, Roland Füßl, and Ralf Schienbein. Influence Finanzierung: Die vorgestellten Arbeiten wurden von der of additional rotational movements on the measurement Deutschen Forschungsgemeinschaft (DFG) im Rahmen uncertainty of nanomeasuring, nanopositioning and des Graduiertenkollegs „Spitzen- und laserbasierte 3D Na- nanofabrication machines. In Sensoren und Messsysteme, nofabrikation in ausgedehnten, makroskopischen Arbeits- pages 168–171. VDE Verlag GmbH, Berlin, 2018. bereichen“ (GRK 2182) an der Technischen Universität Il- 14. Ralf Schienbein, Florian Fern, Florian Weigert, René Theska, and Roland Füßl. The implementation of ultra precision menau gefördert. rotations to multiaxial nanofabrication machines: challenges and solution concepts. In D. Billington, editor, Proceedings of the 18th International Conference of the European Society for Precision Engineering and Nanotechnology, pages 65–66. Literatur euspen, Bedford, UK, 2018. 15. Florian Fern, Ralf Schienbein, Roland Füßl, and Rene Theska. 1. Todd Blalock, Kate Medicus, and Jessica DeGroote Nelson. Ultra precise motion error measurement of rotation kinematics Fabrication of freeform optics. In Oliver W. Fähnle, Ray for the integration in nanomeasuring and nanofabrication Williamson, and Dae Wook Kim, editors, Optical Manufacturing machines. In Proceeding 33rd ASPE Annual Meeting, 2018. and Testing XI, SPIE Proceedings, page 95750H. SPIE, 2015. 16. Florian Fern, Ralf Schienbein, René Theska, Roland Füßl, 2. R. Schachtschneider, I. Fortmeier, M. Stavridis, J. Asfour, G. Michael Kühnel, Laura Weidenfeller, and Eberhard Manske. Berger, R. B. Bergmann, A. Beutler, T. Blümel, H. Klawitter, In-situ-Messung von Bewegungsabweichungen serieller K. Kubo, J. Liebl, F. Löffler, R. Meeß, C. Pruss, D. Ramm, M. Rotationsachsen zur Anwendung in Nanomessmaschinen Sandner, G. Schneider, M. Wendel, I. Widdershoven, M. Schulz, / In situ error measurement of serial rotational devices for and C. Elster. Interlaboratory comparison measurements of the application in nano coordinate measuring machines. tm aspheres. Measurement Science and Technology, 29(5):055010, - Technisches Messen, 86(s1):77–81, 2019. 2018. 17. BIPM. Evaluation of measurement Evaluation of measurement 3. Rens. Henselmans, L. A. Cacace, G. F. Y. Kramer, P. C. J. N. data - Guide to the expression of uncertainty in measurement: Rosielle, and M. Steinbuch. The NANOMEFOS non-contact JCGM 100:2008. 2008. measurement machine for freeform optics. Precision 18. Klaus Thurner, Francesca Paola Quacquarelli, Pierre-François Engineering, 35(4):607–624, 2011. Braun, Claudio Dal Savio, and Khaled Karrai. Fiber-based 4. Jürgen Petter and Gernot Berger. Non-contact profiling for high distance sensing interferometry. Applied Optics, precision fast asphere topology measurement. In Peter H. 54(10):3051–3063, 2015. Lehmann, Wolfgang Osten, and Armando Albertazzi, editors, 19. Blair Hall and Joseph Borbely. GUM Tree Calculator Optical Measurement Systems for Industrial Inspection VIII, Documentation: Release 1.2.0, 2019. SPIE Proceedings, page 878819. SPIE, 2013. 20. Florian Fern, Roland Füßl, Gabriele Eichfelder, Eberhard 5. Gerd Jäger, Eberhard Manske, Tino Hausotte, and Hans-Joachim Manske, and M. Kühnel. Coordinate transformation and its Büchner. Nanomessmaschine zur abbefehlerfreien uncertainty under consideration of a non orthogonal coordinate Koordinatenmessung (Nano Measuring Machine for Zero base. Measurement Science and Technology, 2020. Abbe Offset Coordinate-measuring). tm - Technisches Messen, 21. BIPM. Evaluation of measurement data — Supplement 1 to the 67(7–8), 2000. “Guide to the expression of uncertainty in measurement” — 6. Tino Hausotte, Gerd Jäger, Robert Schmitt, and Gerald Gerlach. Propagation of distributions using a Monte Carlo method: JCGM Nanopositionier- und Nanomessmaschinen. Pro Business, 101:2008. 2008. Berlin, 1. aufl. edition, 2011. 22. Klaus Thurner. Position sensing using a fiber-optic Fabry-Pérot 7. Ernst Abbe. Messapparate für Physiker. Zeitschrift für interferometer. Universitätsbibliothek der TU München, Instrumentenkunde, 10:446–448, 1890. München, 2018.
70 | F. Fern et al., NMM-5D 23. M. Kühnel, Thomas Fröhlich, Roland Füßl, Martin Hoffmann, forschungsbereich “Nanopositionier- und Nanomessmaschinen” Eberhard Manske, Ivo W. Rangelow, Johann Reger, Christoph und seit 2017 ist er Projektleiter im Graduiertenkolleg “Spitzen- Schäffel, Stefan Sinzinger, and Jens-Peter Zöllner. Towards und laserbasierte 3D-Nanofabrikation in erweiterten makroskopi- alternative 3D nanofabrication in macroscopic working schen Arbeitsbereichen”. Sein Forschungsschwerpunkt liegt auf volumes. Measurement Science and Technology, 2018. dem Gebiet der Metrologie in den Nanopositionier- Nanomess- und 24. Johannes Kirchner, Rostyslav Mastylo, Uwe Gerhardt, Florian Nanofabrikationstechnologien. Fern, Laura Weidenfeller, Taras Sasiuk, Eberhard Manske, Ralf Schienbein, Martin Hofmann, and Stefan Sinzinger. Anwendungen eines fasergekoppelten chromatisch konfokalen Eberhard Manske Sensors in Nanopositionier- und Nanomessmaschinen / Technische Universität Ilmenau, Institute of Applications of a fiber coupled chromatic confocal sensor Process Measurement and Sensor in nanopositioning and nanomeasuring machines. tm - Technology, Ilmenau, Germany Technisches Messen, 86(s1):17–21, 2019. eberhard.manske@tu-ilmenau.de 25. Florian Fern, Roland Füßl, and Ralf Schienbein. Neues Konzept für eine fünfachsige Nanomessmaschine. In Messunsicherheit - Prüfprozesse 2019, VDI-Berichte, 2019. 26. Florian Fern. Metrologie in fünfachsigen Nanomess- und Nanopositioniermaschinen. PhD thesis, Ilmenau, 2020. Eberhard Manske erhielt 1982 das Diplom in Elektrotechnik an der Technischen Universität Ilmenau. Er promovierte 1986 und habilitierte sich 2006 auf dem Gebiet der Präzisionsmesstech- nik. Seit 2008 hat er eine Professur “Fertigungs- und Präzisions- messtechnik” an der Technischen Universität Ilmenau inne. Von Autoreninformationen 2008 bis 2013 war er Sprecher des Sonderforschungsbereichs “Nanopositionier- und Nanomessmaschinen (SFB 622)” und seit 2017 leitet er das Graduiertenkolleg “Spitzen- und laserbasierte 3D- Florian Fern Nanofabrikation in erweiterten makroskopischen Arbeitsbereichen Technische Universität Ilmenau, Institute of (NanoFab)”, beides gefördert durch die Deutsche Forschungsge- Process Measurement and Sensor meinschaft. Seine Forschungsaktivitäten liegen insbesondere in der Technology, Ilmenau, Germany Entwicklung von Nanopositionier- und Nanomessmaschinen mit den florian.fern@tu-ilmenau.de Schwerpunkten hochpräzise Laserinterferometrie, Laserstabilisie- rung, Frequenzkammtechnik, optische und taktile Nanosensoren und Rastersondenverfahren. Florian Fern studierte von 2012 bis 2017 an der Technischen Uni- versität Ilmenau Maschinenbau. Von 2017 bis 2020 war er wissen- schaftlicher Mitarbeiter der Technischen Universität Ilmenau am Institut für Prozessmess- und Sensortechnik und promovierte zu dem Thema “Metrologie in fünfachsigen Nanomess- und Nanoposi- tioniermaschinen”. Seit 2020 ist er wissenschaftlicher Mitarbeiter bei der JUMO GmbH & Co. KG im Bereich Mess- und Regeltechnik. Roland Füßl Technische Universität Ilmenau, Institute of Process Measurement and Sensor Technology, Ilmenau, Germany roland.fuessl@tu-ilmenau.de Roland Füßl erhielt 1981 das Diplom im Fachgebiet Technische Ky- bernetik und Automatisierungstechnik an der Technischen Hoch- schule Ilmenau. Er promovierte 1986 und habilitierte 2008 auf dem Gebiet der Prozessmesstechnik. Von 2008 bis 2014 arbeitete er als Privatdozent an der Technischen Universität Ilmenau. Im Jahr 2014 erfolgte die Ernennung zum außerplanmäßigen Professor an der TU Ilmenau. Von 2003 bis 2013 war er Teilprojektleiter im Sonder-
Sie können auch lesen