Prozess- und Designrichtlinien - Dupont
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
inge® Produktserie: Module dizzer® XL Serie für Open Platform T-Rack® 3.0 Serie Prozess- und Designrichtlinien Prozess- und Designrichtlinien inge® Produktserie: Seite 1 von 74 Module dizzer® XL Serie für Open Platform, T-Rack® 3.0 Serie 2.0 (2019-xx) D inge © inge GmbH
Impressum
Impressum
Produkt
inge® Produktserie:
Module der dizzer® XL Serie für Open Platform, T-Rack® 3.0 Serie und entsprechende Teile und Komponenten
für den Betrieb.
Hersteller
inge GmbH
Flurstraße 27
D-86926 Greifenberg
Vervielfältigung und Speicherung in jeglicher Form – auch auszugsweise – nur mit schriftlicher Genehmigung
des Herstellers.
Alle in diesen Prozess- und Designrichtlinien genannten Marken- und Firmennamen sind eingetragene
Warenzeichen der entsprechenden Firmen.
Änderungsvorbehalt
Der Hersteller behält sich im Rahmen einer ständigen Produktverbesserung vor, diese Prozess- und
Designrichtlinien oder Teile davon jederzeit zu ändern.
Dem für den Prozess und die Auslegung des in diesem Handbuch beschriebenen Systems verantwortliche
Unternehmen/Partei wird aufgegeben, sich in regelmäßigen Abständen über die aktuellen inge ® Prozess- und
Designrichtlinien zu informieren:
◼ Download unter: https://www.dupont.com/brands/inge.html
◼ per E-Mail an inge@dupont.com
◼ telefonisch unter +49 8192 997-700
Änderungshistorie
Version Ausgabedatum Ersteller Historie
V0 07/2018 C+P Ersterstellung
V 1.0 09/2018 CV/GS Layout Anpassung
V 1.1 01/2019 MH/GS Allgemeine Anpassungen
V 1.2 08/2019 MH/GS Geringfügige Anpassungen
V 2.0 01/2020 MH/GS Inhaltliche Anpassungen
V 3.0 06/2020 RW/GS Geringfügige Anpassungen
V 4.0 08/2020 RW/GS Geringfügige Anpassungen
V5 03/2021 GS Geringfügige Anpassungen
Process and Design Guidelines Seite 2 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbH
Inhaltsverzeichnis
Inhaltsverzeichnis
1 Über diese Prozess- und Designrichtlinien..............................................................................................5
1.1 Ziel dieser Prozess- und Designrichtlinien .........................................................................................5
1.2 Zielgruppen .........................................................................................................................................6
1.3 In diesen Prozess- und Designrichtlinien verwendete Symbole ........................................................7
1.3.1 Hinweissymbole .....................................................................................................................7
1.3.2 Hinweise zu Anweisungen und Regeln .................................................................................7
2 Die inge® Produktfamilie ............................................................................................................................8
2.1 Multibore® Membrantechnologie ........................................................................................................8
2.2 dizzer® Modultechnologie ...................................................................................................................9
3 Betriebsarten der Membran .....................................................................................................................10
3.1 Filtration ............................................................................................................................................10
3.2 Rückspülung .....................................................................................................................................12
3.3 Überströmspülung (Forward Flush, FF) ...........................................................................................14
3.4 Betriebszyklen ..................................................................................................................................16
3.4.1 Wechselseitiger Betrieb .......................................................................................................16
3.4.2 Einseitiger Betrieb ................................................................................................................17
4 Qualität des Zulaufwassers und Voraufbereitung .................................................................................21
4.1 Maximale Zulaufkonzentration und Ziele der Voraufbereitung .........................................................21
4.2 Mikroflockung ....................................................................................................................................22
4.3 Mikroflockung durchführen ...............................................................................................................23
4.4 Kontinuierliche Chlorung im UF-Zulaufwasser .................................................................................26
5 Chemisch unterstützte Rückspülung (CEB) ..........................................................................................27
5.1 Allgemeine Übersicht ........................................................................................................................27
5.2 CEB-Typen .......................................................................................................................................29
5.3 CEB-Reinigung durchführen .............................................................................................................30
6 Chemische Intensivreinigung (Clean In Place, CIP) ..............................................................................32
6.1 Allgemeine Übersicht ........................................................................................................................32
6.2 Durchführung einer CIP-Rezirkulation ..............................................................................................35
6.3 CIP-Reinigung durchführen ..............................................................................................................36
6.3.1 Chemische Lösung für eine CIP-Reinigung vorbereiten .....................................................36
6.3.2 CIP-Prozess vorbereiten ......................................................................................................36
6.3.3 Rezirkulation und Einwirkzeit ...............................................................................................37
6.4 Ausspülen der Reinigungslösung aus dem Rack/System vorbereiten .............................................39
6.5 Rack/System spülen .........................................................................................................................40
7 Für CEB/CIP-Reinigung verwendete Chemikalien ................................................................................42
Process and Design Guidelines Seite 3 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbH
Inhaltsverzeichnis
7.1 Unterschiede zwischen der CIP- und der CEB-Reinigung ...............................................................42
7.2 Zulässige Chemikalien und Betriebsbedingungen ...........................................................................43
8 Design und Konstruktion .........................................................................................................................47
9 Anlageninbetriebnahme ...........................................................................................................................54
9.1 Allgemeine Übersicht ........................................................................................................................54
9.2 Funktionstests ...................................................................................................................................55
9.3 Modul Konservierung ........................................................................................................................55
9.4 Entlüften und Spülen ........................................................................................................................56
9.4.1 System entlüften ..................................................................................................................56
9.4.2 System spülen .....................................................................................................................57
10 Anlagendesinfektion .................................................................................................................................58
11 Integritätstest ............................................................................................................................................60
11.1 Allgemeine Übersicht ........................................................................................................................60
11.2 Druckluftspezifikation ........................................................................................................................61
11.3 Testhäufigkeit ...................................................................................................................................62
11.4 Druckhaltetest durchführen ..............................................................................................................62
12 Weitere Richtlinien zum Betrieb der inge® Module/Racks ....................................................................66
12.1 Membranschädigende Partikel und Substanzen vermeiden ............................................................66
12.2 Chemisch irreversibles Fouling vermeiden ......................................................................................67
12.3 Zulässige Bedingungen für Betrieb, Spülung, Reinigung und Desinfektion .....................................68
13 Außerbetriebnahme ..................................................................................................................................70
14 Dokumentation der Betriebsbedingungen .............................................................................................71
15 Technische Unterlagen ............................................................................................................................72
15.1 Weiterführende Dokumente ..............................................................................................................72
Kontakt ..............................................................................................................................................................73
Process and Design Guidelines Seite 4 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbH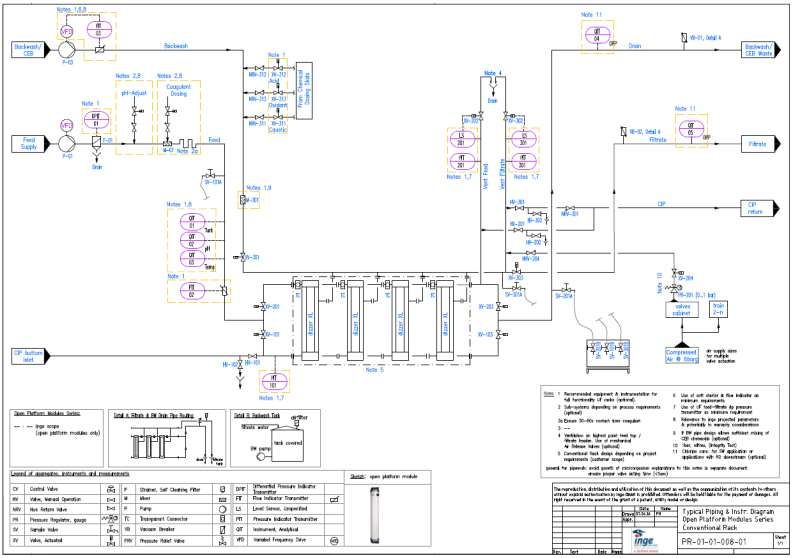
Über diese Prozess- und Designrichtlinien
1 Über diese Prozess- und Designrichtlinien
HINWEIS
LESEN SIE DIESE PROZESS- UND DESIGNRICHTLINIEN!
Lesen Sie dieses Dokument für die Planung Ihrer Anlage.
Die in diesem Dokument enthaltenen Prozess- und
Designrichtlinien dienen ausschließlich als Empfehlung für die
Spezifizierung und Dimensionierung Ihrer Anlage.
Der Anlagenbauer und der Betreiber sind für die Einhaltung aller
einschlägigen rechtlichen und lokalen Bestimmungen zu Umwelt,
Gesundheit und Sicherheit (EHS) verantwortlich.
1.1 Ziel dieser Prozess- und Designrichtlinien
Dieses Dokument enthält eine detaillierte Beschreibung aller Prozess- und Designrichtlinien zur inge®
Produktserie:
→ Module der dizzer® XL Serie für Open Platform, T-Rack® 3.0. Serie
Das Dokument enthält Anweisungen und Regeln für eine vorschriftsmäßige Planung, sicheren und fehlerfreien
Anlagenbetrieb.
Process and Design Guidelines Seite 5 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbH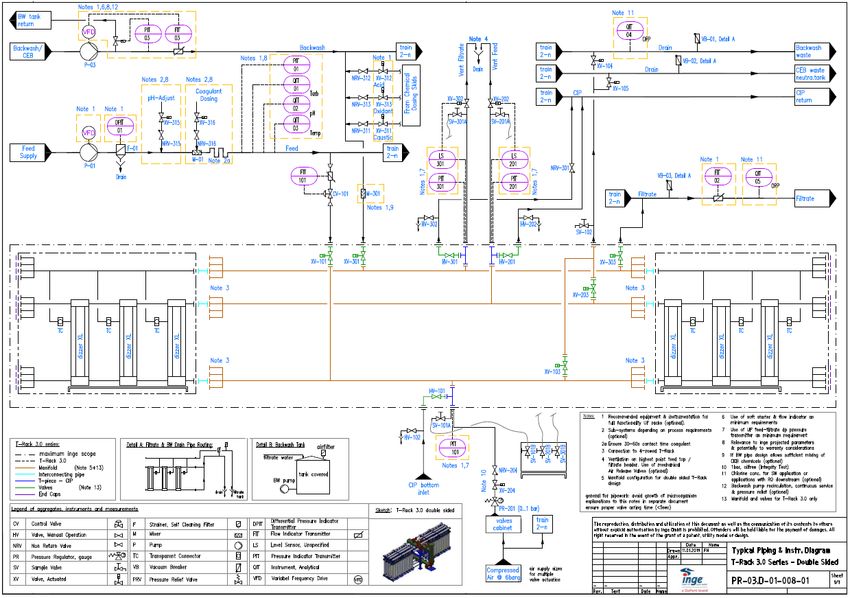
Über diese Prozess- und Designrichtlinien
Gewährleistungs- und Garantiebedingungen
HINWEIS
EINHALTUNG ALLER ANWEISUNGEN!
Die umfassende und ordnungsgemäße Einhaltung der
Anweisungen in den Prozess- und Designrichtlinien ist
Grundvoraussetzung für Gewährleistungs- und Garantieansprüche.
Die einzige Version dieser Prozess- und Designrichtlinien zu der
oben genannten inge® Produktserie (Module der dizzer® XL Serie
für Open Platform, T-Rack® 3.0, T-Rack® 3.0S), die
Rechtsgültigkeit besitzt, ist die Version in englischer Sprache.
Für den Fall, dass Gewährleistungsansprüche angemeldet werden,
müssen zudem lückenlose Dokumentationsunterlagen
unaufgefordert an die inge GmbH übergeben werden.
Bitte wenden Sie sich an die inge GmbH, wenn Sie von einer der in
diesem Dokument aufgeführten Richtlinien oder Spezifikationen
abweichen möchten, und holen Sie zuvor eine entsprechende
schriftliche Genehmigung ein. Andernfalls riskieren Sie, dass
zukünftige Gewährleistungsansprüche keine Gültigkeit haben.
Die umfassende und ordnungsgemäße Einhaltung der spezifischen Produktdokumentation von
inge® (das schließt auch Montageanleitungen und Prozess- und Designrichtlinien ein) ist eine
Grundvoraussetzung für die Anmeldung von Gewährleistungsansprüchen. Für den Fall, dass
Gewährleistungsansprüche angemeldet werden, müssen zudem lückenlose
Dokumentationsunterlagen - wie von der inge GmbH verlangt - an die inge GmbH übergeben
werden.
Bitte wenden Sie sich an die inge GmbH, wenn Sie von den Richtlinien oder Spezifikationen in den
produktspezifischen Montageanleitungen und Prozess- und Designrichtlinien der inge® GmbH
abweichen möchten, und holen Sie zuvor eine entsprechende schriftliche Genehmigung ein.
Andernfalls riskieren Sie, dass zukünftige Gewährleistungsansprüche keine Gültigkeit haben.
1.2 Zielgruppen
Fachkräfte
Projektingenieure-/techniker
Programmierer
Inbetriebnahme Ingenieure/-techniker
Design-Ingenieure
Process and Design Guidelines Seite 6 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbH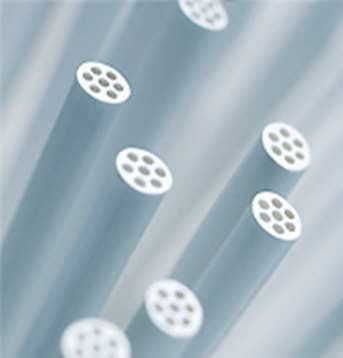
Über diese Prozess- und Designrichtlinien
1.3 In diesen Prozess- und Designrichtlinien verwendete Symbole
1.3.1 Hinweissymbole
Folgende Hinweissymbole werden in diesem Dokument verwendet:
SYMBOL BESCHREIBUNG (BEISPIELE)
WICHTIGER HINWEIS!
Wenn Sie diesen Hinweis nicht befolgen, kann dies zu Problemen
beim Betrieb des Produktes führen..
INFORMATION!
Wenn Sie diese Information beachten, erleichtert es Ihnen die
Inbetriebnahme sowie den Betrieb der inge® Produkte.
QUERVERWEIS!
Detaillierte Informationen zu diesem Thema finden Sie in anderen
Unterlagen.
1.3.2 Hinweise zu Anweisungen und Regeln
Für einen vorschriftsmäßigen, sicheren und störungsfreien Betrieb wird auf Anweisungen und Regeln
folgendermaßen hingewiesen:
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
Process and Design Guidelines Seite 7 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbH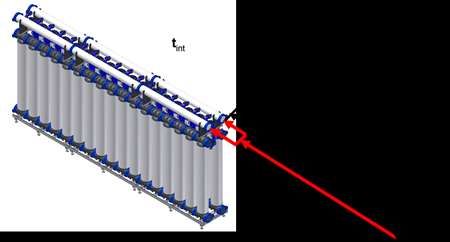
Die inge® Produktfamilie
2 Die inge® Produktfamilie
2.1 Multibore® Membrantechnologie
Die Multibore® Membran der inge GmbH (siehe Abbildung 2.1-1) kombiniert sieben Kapillaren gleichen
Durchmessers in einer Faser. Dadurch wird eine bedeutend höhere mechanische Stabilität als bei
herkömmlichen Singlebore Hohlfasermembranen erzielt. Die Multibore® Membranen arbeiten typischerweise
im Dead-End-Modus und werden in regelmäßigen Abständen durch eine Rückspülung gereinigt. Der Cross-
Flow-Betrieb bei niedrigen Fließgeschwindigkeiten ist im Prinzip ebenfalls möglich, obwohl er nur in bestimmten
Situationen zum Einsatz kommt.
Abbildung 2.1-1 - Von der inge GmbH entwickelte Multibore® Membran
Die inge GmbH bietet die Multibore® Membranen mit Kapillardurchmessern von 0,8 bis 1,5 mm (0,032 bis
0,059 Zoll) an, um verschiedene Arten von Anwendungen abzudecken. Der gängigste Durchmesser von
0,9 mm (0,035 Zoll) ist größer als es bei den meisten anderen Kapillarmembranen der Fall ist, die
typischerweise in ähnlichen Anwendungen zum Einsatz kommen. Dank dieses größeren Durchmessers können
die Fasern eine höhere Feststoffkonzentration zurückhalten. Außerdem führt er - im Vergleich zu kleineren
Kapillaren - zu einer bedeutenden Reduzierung des hydraulischen Druckverlustes entlang der einzelnen
Fasern. Das wiederum führt zu einer besseren Gleichverteilung des Wassers entlang der Kapillaren. Zudem
verbessert dieses Design den Rückspülprozess: Angesammelte Schmutzstoffe werden effizienter entfernt, was
im Allgemeinen bedeutet, dass weniger Rückspülwasser und eine geringere Membranfläche benötigt werden.
Fasern mit einem Kapillardurchmesser von größer als 0,9 mm (0,035 Zoll) eignen sich für Anwendungen mit
kontinuierlich hohem Feststoffgehalt - z. B. für Rückspülwässer konventioneller Medienfilter oder für 2-stufige
UF-Systeme (Aufbereitung des chemikalienfreien Rückspülwassers eines 1-stufigen UF-Systems). Diese
größeren Kapillaren sollten in erster Linie für Wasser verwendet werden, dass einen Feststoffgehalt von über
50 mg/l an gelösten Feststoffen aufweist. Die endgültige Entscheidung, welcher Kapillardurchmesser zu
verwenden ist, hängt von verschiedenen Faktoren wie Filtrationszeit, Rückspülzeit und Art der Partikel ab. Der
größere Durchmesser sorgt dafür, dass die Kapillaren eine bedeutend höhere Feststofffracht zurückhalten
können, und ermöglicht im Prinzip Überströmungsgeschwindigkeiten und geringere Druckverluste in einem
Semi-Cross-Flow-Betrieb (sofern eingesetzt).
Die Multibore® Membran wird in einem patentierten Produktionsprozess und in einem einzigen
Produktionsschritt aus nur einer Polymerlösung „gesponnen”. Das Spinnen der Membranen aus nur einem
Material erzeugt eine sogenannte „integrale” Membran. Im Gegensatz zu Kompositmembranen, die aus
mehreren Schichten verschiedener Materialien gefertigt sind, besteht bei integralen Membranen kein Risiko,
dass sich einzelne Schichten abschälen könnten. Das ist ein großer Vorteil, was die Membranintegrität
anbelangt.
Process and Design Guidelines Seite 8 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHDie inge® Produktfamilie
Das Membranmaterial auf PES-Basis wird so modifiziert, dass es die Hydrophilie der Membran steigert. Diese
höhere Hydrophilie verringert die Tendenz der Membranoberfläche organische Stoffe aufzunehmen, und
verbessert so die Betriebsleistung, während sich das Membranfouling gleichzeitig verringert. Während der
Herstellung wird eine definierte dünne Filtrationsschicht (Trennschicht) auf der Innenseite der sieben Kapillaren
erzeugt, die einen extrem niedrigen Permeationswiderstand und innere Poren mit einer Größe von ca. 20
Nanometern aufweist (siehe Abbildung 2.1-2). Diese Porengröße ist deutlich geringer im Vergleich zu den
Niederdruckmembranen der meisten übrigen auf dem Markt erhältlichen UF-Membranen. Auf diese Weise wird
eine Virenrückhaltung von mehr als 4 Log-Einheiten sichergestellt - und zwar ganz ohne eine Voraufbereitung
wie z. B. Flockung. Zudem wird eine bessere Entfernung von Schmutzstoffen gewährleistet, wenn die Membran
als Voraufbereitung in Umkehrosmoseanlagen eingesetzt wird. Trotz der kleineren Poren weist die Multibore ®
Membran eine wesentlich höhere Permeabilität auf, was auf die höhere Oberflächenporosität zurückzuführen
ist. Dies wiederum führt zu einem sehr energieeffizienten Betrieb.
Die einzelnen Kapillaren sind durch eine homogene Stützstruktur fest miteinander verbunden. Diese
Stützstruktur weist eine Permeabilität auf, die etwa tausendmal höher ist als die tatsächliche Filtrationsschicht
der Kapillaren. Die Kapillaren sind in definierten Abständen zueinander verteilt, um eine Gleichverteilung des
Wassers in der Multibore® Membran und eine überragende Gesamtstabilität zu gewährleisten.
Kleinere Poren, ein geringerer Druck, die unübertroffene Widerstandsfähigkeit gegenüber einer Reinigung mit
hohen pH-Werten zur Entfernung von organischen Schmutzstoffen und natürlich die herausragende Stabilität
sind nur einige wenige Merkmale der Multibore® PES-Membran.
Abbildung 2.1-2 - Querschnitt durch eine Multibore® Membran
Die Multibore® Ultrafiltrationsmembranen arbeiten nach dem „In-to-Out”-Prinzip. Das bedeutet, dass das
Zulaufwasser im Filtrationsbetrieb von der Innenseite zur Außenseite der Kapillaren und im Rückspülbetrieb in
der umgekehrten Richtung, d. h. von außen nach innen, fließt.
Die inge® Multibore® Ultrafiltrationsmembranen hält zuverlässig Partikel, Bakterien und Viren aus einer Vielzahl
von Wasserquellen zurück - selbst bei Schwankungen in der Beschaffenheit des Zulaufwassers. Eine
Grundvoraussetzung für die korrekte Entfernung von Schmutzstoffen aus dem System ist, dass die Fasern der
Membran intakt bleiben. Obwohl Kapillardefekte aufgrund der herausragenden Stabilität der Multibore®
Membranen extrem unwahrscheinlich sind, kann die Integrität der Membranen oder Kapillaren durch Faktoren
wie unzulässige Substanzen im Zulaufwasser und insbesondere durch übermäßige mechanische
Beanspruchung aufgrund eines unsachgemäßen Betriebs negativ beeinflusst werden.
2.2 dizzer® Modultechnologie
Die von der inge® GmbH entwickelten UF-Membranen sind in einem Druckgehäuse untergebracht. Diese
Anordnung ist als vertikale inge® dizzer® Modulserie bekannt. Diese Module weisen einzigartige
Designmerkmale auf, die exakt auf die spezifischen Anforderungen der Ultrafiltration in der
Wasseraufbereitungsindustrie zugeschnitten sind. Besonderer Wert wurde darauf gelegt, die
hydrodynamischen Eigenschaften des internen Moduls zu optimieren, um die Rückspüleffizienz und die
Membranintegrität zu verbessern.
Process and Design Guidelines Seite 9 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
3 Betriebsarten der Membran
3.1 Filtration
Im Filtrationsbetrieb wird das Rohwasser aufbereitet, indem es von der Zulaufseite durch die
Ultrafiltrationsmembran zur Filtratseite gedrückt wird. Die im Wasser enthaltenen Schmutzstoffe, die von der
Filtrationsschicht zurückgehalten werden, sammeln sich auf der Innenseite der Membrankapillaren an. Das
Filtrat fließt in den Filtrat-/Rückspülbehälter, der als Vorlagebehälter für das Rückspülwasser und das Wasser
dient, das zur weiteren Aufbereitung oder zum Verbrauch verwendet werden soll. Alternativ kann das Filtrat
auch direkt an die Endverbraucher geleitet werden. In diesem Fall wird der Tank ausschließlich als
Vorlagebehälter für das Rückspülwasser genutzt. Welche Wassermenge von jedem UF-Modul aufbereitet
werden kann, hängt von einer Reihe von Faktoren ab. Dazu gehören z. B. der Ursprung des Wassers, das
aufbereitet wird (z. B. Grundwasser, Oberflächenwasser, Meerwasser oder vorbehandeltes Abwasser), die
Zusammensetzung des Rohwassers (z. B. Trübung, Feststoffkonzentration, gelöste organische und
anorganische Stoffe, Temperatur) und die gewählte Kostenstrategie (Kapitalkosten, Betriebskosten).
Das Diagramm unten zeigt die beiden Betriebsarten „Filtration Top” und „Filtration Bottom” im Dead-End-Modus.
Abbildung 3.1-1 zeigt die Filtration von oben nach unten (Filtration Top, FT). Hier befindet sich der
Rohwasserzulauf auf der Oberseite des Moduls. Abbildung 3.1-2 dagegen zeigt die Filtration von unten nach
oben (Filtration Bottom, FB). In diesem Fall wird das Rohwasser an der Unterseite des Moduls eingespeist.
I-Test Air Vent Feed Vent Filtrate
Feed Top
Feed BW Drain
Top Top Filtrate FILTRATE
Filtrate
BW
Supply
Control Valve
FEED Feed BW Drain UF
Bottom Bottom Module(s)
Feed Bottom
BACKWASH
WASTE
Caustic
Hypo
Acid
CEB
Abbildung 3.1-1 - Betriebsart „Filtration Top” (FT)
Process and Design Guidelines Seite 10 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
I-Test Air Vent Feed Vent Filtrate
Feed Top
Feed BW Drain
Top Top Filtrate FILTRATE
Filtrate
BW
Supply
Control Valve
FEED Feed BW Drain UF
Bottom Bottom Module(s)
Feed Bottom
BACKWASH
WASTE
Caustic
Hypo
Acid
CEB
Abbildung 3.1-2 - Betriebsart „Filtration Bottom” (FB)
Process and Design Guidelines Seite 11 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
3.2 Rückspülung
Während des Filtrationsprozesses sammeln sich die Schmutzstoffe auf der Oberfläche der UF-Membran und
bilden einen Filterkuchen. Dadurch erhöht sich der für die Filtration erforderliche Druckverlust - auch als
Transmembrandruck (TMP) bezeichnet - nach und nach. Um die auf der Membranoberfläche abgesetzten
Schmutzstoffe zu entfernen und den TMP zu reduzieren, werden regelmäßig Rückspülungen durchgeführt. Das
für den Rückspülvorgang erforderliche Wasser wird dem Rückspülbehälter entnommen und von der Filtratseite
aus mithilfe einer Rückspülpumpe durch das Modul gedrückt. Es passiert die Membran von der Außenseite her
(d. h. entgegengesetzt zur im Filtrationsmodus verwendeten Fließrichtung) und löst so die auf der
Membranoberfläche angesammelten Schmutzstoffe ab. Anschließend wird das Rückspülwasser aus den
Membrankapillaren herausgespült und durch den Zulaufanschluss des Moduls zum Abfluss geleitet.
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
Das Rückspülwasser muss frei von abrasiven oder die Membran verblockenden Partikeln sein.
Das bedeutet, dass der Reinheitsgrad des Wassers mindestens dem des inge® UF-Filtrats
entsprechen muss. Wenn Wasser aus dem Rückspülbehälter bezogen wird, muss außerdem
unbedingt sichergestellt werden, dass sich im Tank oder in den Rohrleitungen, die in umgekehrter
Richtung durchgespült werden, keine Korrosions-/Erosionsprodukte gebildet haben, um eine
Kontaminierung der Filtratseite der UF-Module zu vermeiden.
Damit der Rückspülvorgang ausreichend effektiv ist, muss er mit einer Flux von 230 – 300 l/m²h
(135 GFD) durchgeführt werden.
Ein effektiver Rückspülvorgang kann zwischen 30 und 60 Sekunden lang dauern. Die jeweilige Dauer richtet
sich nach der Qualität des Zulaufwassers, der Art des Betriebszyklus und der Anlagengröße.
Um selbst bei stark verschmutzten Membranen eine zuverlässige Reinigung zu gewährleisten, ist
es entscheidend, mithilfe einer Durchflussregelung (Flow-Control-System) einen konstanten
Durchfluss aufrechtzuerhalten. Dies lässt sich u. a. erreichen, indem eine von einem
Frequenzumrichter angetriebene Rückspülpumpe verwendet wird. Der Frequenzumrichter sollte
so konfiguriert sein, dass ein Flux von 230 – 300 l/m²h (135 GFD) innerhalb von 5 - 7 Sekunden
oder weniger ohne Druckstöße erreicht wird.
Process and Design Guidelines Seite 12 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
Betriebsarten der Rückspülung
Das folgende Diagramm zeigt die beiden Rückspül-Betriebsarten „Backwash Drain Bottom” und „Backwash
Drain Top”. Abbildung 3.2-1 zeigt die Betriebsart „Backwash Drain Bottom” (BWDB), bei der das
Rückspülwasser (Filtrat) das Modul über den Zulauf-/Abwasseranschluss auf der Unterseite verlässt, während
Abbildung 3.2-2 die Betriebsart „Backwash Drain Top” (BWDT) zeigt. Hier verlässt das Rückspülwasser (Filtrat)
das Modul über den Zulauf-/Abwasseranschluss auf der Oberseite.
I-Test Air Vent Feed Vent Filtrate
Feed Top
Feed BW Drain
Top Top Filtrate FILTRATE
Filtrate
BW
Supply
Control Valve
FEED Feed BW Drain UF
Bottom Bottom Module(s)
Feed Bottom
BACKWASH
WASTE
Caustic
Hypo
Acid
CEB
Abbildung 3.2-1 - Betriebsart „Backwash to Drain Bottom” (BWDB)
I-Test Air Vent Feed Vent Filtrate
Feed Top
Feed BW Drain
Top Top Filtrate FILTRATE
Filtrate
BW
Supply
Control Valve
FEED Feed BW Drain UF
Bottom Bottom Module(s)
Feed Bottom
BACKWASH
WASTE
Caustic
Hypo
Acid
CEB
Abbildung 3.2-2 - Betriebsart „Backwash to Drain Top” (BWDT)
Process and Design Guidelines Seite 13 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
3.3 Überströmspülung (Forward Flush, FF)
Wenn Rohwasser aufbereitet wird, das eine hohe Feststoffkonzentration aufweist, kann es von Vorteil sein, vor
der Rückspülung eine Überströmspülung durchzuführen. Eine Überströmspülung kann auch dazu genutzt
werden, Feststoffe aus dem System auszuspülen, die durch die Rückspülung von der Membran gelöst wurden.
Dadurch kann sich die Menge des für die Rückspülung notwendigen Filtrats verringern. Zudem lässt sich mit
einer Überströmspülung sicherstellen, dass keine Rückstände aus dem vorherigen Rückspülprozess in einem
nachfolgenden Filtrationsschritt wieder in die Membran gelangen können. Diese Methode kann die
Reinigungsleistung steigern und gleichzeitig die Ausbeute erhöhen.
Die Durchführung einer Überströmspülung ist optional; wenn diese Option aktiviert wird, wird die
Überströmspülung vor und/oder nach einer Rückspülung ausgeführt. Die Überströmspülung erfolgt mithilfe der
vorhandenen Zufuhrpumpe und einem konstanten Volumenstrom, der der zur Filtration verwendeten Flux
entspricht. Aus diesem Grund wird der Volumenstrom für die Überströmspülung hier in l/m²h (GFD) angegeben.
Für die Überströmspülung ist keine zusätzliche Pumpe erforderlich.
Wie in den Abbildungen Abbildung 3.3-1 und Abbildung 3.3-2 dargestellt, bleibt das Abwasserventil während
einer Überströmspülung geöffnet, während das Filtratventil geschlossen ist. Das bedeutet, dass das gesamte
Wasser in Längsrichtung durch die Membrankapillaren fließt. Diese Methode ist besonders effektiv, um Partikel
zu entfernen - insbesondere am Ende der Membrankapillaren. Eine Überströmspülung dauert im Allgemeinen
zwischen 20 und 40 Sekunden. Sie kann entweder von oben nach unten (Forward Flush Top, FFT) oder von
unten nach oben (Forward Flush Bottom, FFB) durchgeführt werden.
In den meisten Anwendungen ist keine Überströmspülung notwendig.
I-Test Air Vent Feed Vent Filtrate
Feed Top
Feed BW Drain
Top Top Filtrate FILTRATE
Filtrate
BW
Supply
Control Valve
FEED Feed BW Drain UF
Bottom Bottom Module(s)
Feed Bottom
BACKWASH
WASTE
Caustic
Hypo
Acid
CEB
Abbildung 3.3-1 - Betriebsart „Forward Flush Top” (FFT)
Process and Design Guidelines Seite 14 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
I-Test Air Vent Feed Vent Filtrate
Feed Top
Feed BW Drain
Top Top Filtrate FILTRATE
Filtrate
BW
Supply
Control Valve
FEED Feed BW Drain UF
Bottom Bottom Module(s)
Feed Bottom
BACKWASH
WASTE
Caustic
Hypo
Acid
CEB
Abbildung 3.3-2 - Betriebsart „Forward Flush Bottom” (FFB)
Process and Design Guidelines Seite 15 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
3.4 Betriebszyklen
In diesem Zusammenhang ist mit einem Ultrafiltrationsbetriebszyklus eine Sequenz von Abläufen gemeint, die
eine Filtrationssequenz und eine anschließende Rückspülsequenz umfasst. Im Allgemeinen reicht es aus, die
Rückspülsequenz ohne Überströmspülung durchzuführen, also kurz gesagt, nur eine Rückspülung
vorzunehmen. Die Dauer der Überströmspülung sollte im Allgemeinen auf 0 Sekunden eingestellt werden. In
bestimmten Anwendungen kann es sich jedoch als notwendig erweisen, vor oder nach der Rückspülung eine
Überströmspülung durchzuführen. Die Dauer aller Betriebsarten sollte vom Benutzer eingestellt werden
können, um maximale Prozessflexibilität zu bieten.
Aufgrund der langjährigen Erfahrung der inge GmbH haben sich in der Hauptsache zwei Betriebsphilosophien
(als wechselseitiger Betrieb und einseitiger Betrieb bezeichnet) etabliert.
3.4.1 Wechselseitiger Betrieb
Die Zulaufflüssigkeit wird im Wechsel über die Zulaufanschlüsse oben und unten in die Module/Racks geleitet
(siehe Abbildung 3.4-1).
Filtrationsbetrieb Rückspülbetrieb Filtrationsbetrieb Rückspülbetrieb
FB BWDT FT BWDB
Filtration Backw. Drain Filtration Backw. Drain
Bottom Top Top Bottom
Abbildung 3.4-1 – Wechselseitiger Betrieb
Kontinuierliche Wiederholung von Filtration Bottom (FB) / Backwash Drain Top (BWDT) gefolgt von Filtration
Top (FT) / Backwash Drain Bottom (BWDB) usw.
Process and Design Guidelines Seite 16 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
3.4.2 Einseitiger Betrieb
Der einseitige Betrieb wird nur dann verwendet, wenn das inge ® T-Rack® Manifold oder andere
Verteilerbauformen mit Zulauf unten (Feed Bottom) zum Einsatz kommen. Während des einseitigen Betriebs
muss der umgekehrte kombinierte Rückspülprozess (Reverse Combined Backwash, RCBW) genutzt werden
(siehe Abbildung 3.4-2).
Filtrationsbetrieb Rückspülbetrieb
FB BWDB BWDT
Valve
Filtration Backw. Drain Backw. Drain
Swapping
Bottom Bottom Top
Abbildung 3.4-2 – Einseitiger Betrieb
Kontinuierliche Wiederholung von Filtration Bottom (FB) gefolgt von einer umgekehrten kombinierten
Rückspülsequenz (RCBW) usw. (BWDB / VS / BWDT).
Process and Design Guidelines Seite 17 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
Um die Ventilwechselzeit im Rückspülbetrieb auf ein Minimum zu reduzieren (5 - 10 Sekunden je
nach Ventilbetätigungszeit), empfiehlt es sich, das Öffnen des Ventils auf der BWDT-Seite und das
Schließen des Ventils auf der BWDB-Seite parallel durchzuführen
(= Ventilwechsel).
In der folgenden
Process and Design Guidelines Seite 18 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
Gross Backwash Time | t BW Gross
Valve Swapping
Backwash Drain Bottom Backwash Drain Top
(valve position)
Ramping Ramping (down)
BWDB Valve Swapping BWDT
(up) Time Time
tR t BWDB t Valve Swapping t BWDT tR
t BW Net
– t BWDB
7s 0.5 x t BW Net 5-10 s 7s
– t Valve
Swapping
Net Backwash Time | t BW Net
at BW Flux 230 l/m²h
Abbildung 3.4-3 sehen Sie die Empfehlungen der inge GmbH für die theoretischen Einstellungen
der RCBW-Zeiten und einige praktische Beispiele.
Process and Design Guidelines Seite 19 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHBetriebsarten der Membran
Gross Backwash Time | t BW Gross
Valve Swapping
Backwash Drain Bottom Backwash Drain Top
(valve position)
Ramping Ramping (down)
BWDB Valve Swapping BWDT
(up) Time Time
tR t BWDB t Valve Swapping t BWDT tR
t BW Net
– t BWDB
7s 0.5 x t BW Net 5-10 s 7s
– t Valve
Swapping
Net Backwash Time | t BW Net
at BW Flux 230 l/m²h
Abbildung 3.4-3 - Theoretische Einstellungen der RCBW-Zeiten und praktische Beispiele
Die Funktionsbeschreibungen, inklusive Ratschlägen zur Programmierung der Steuerungslogik,
können auf Anfrage bereitgestellt werden.
Process and Design Guidelines Seite 20 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHQualität des Zulaufwassers und
Voraufbereitung
4 Qualität des Zulaufwassers und Voraufbereitung
4.1 Maximale Zulaufkonzentration und Ziele der Voraufbereitung
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
In einigen Situationen kann das Zulaufwasser Substanzen enthalten, die die Membran oder die
Membranfasern beschädigen oder eine Verschmutzung (Fouling) oder Verkalkung (Scaling) der
Membran verursachen können, die zu komplex ist, dass diese selbst durch eine CIP-Reinigung
nicht oder sehr schwer zu entfernen ist. In solchen Fällen ist es entscheidend, effektive
Voraufbereitungsschritte durchzuführen, um diese Substanzen vor der Ultrafiltration aus dem
Wasser zu entfernen.
Sind im Zulaufwasser überwiegend große Partikel enthalten, kann dies zu einem irreversiblen
Fouling der Kapillaren oder zu einer dauerhaften Beschädigung der Membran oder der
Membranfasern führen. Große und/oder scharfe Partikel müssen daher durch einen vorgelagerten
Sicherheitsschutzfilter entfernt werden.
Die Qualität des in eine Membrananlage eingeleiteten Wassers hat wesentliche Auswirkungen auf Leistung,
Ausbeute und Verfügbarkeit der Membran. Wasserinhaltsstoffe, die eine kritische Konzentration dauerhaft oder
eine maximal zulässige Konzentration temporär überschreiten, können dazu führen, dass die angegebenen
Bemessungswerte für Flux, die erreichbare Permeabilität und die Ausbeute nicht erreicht werden. Das gilt auch
für die Dosierung von anorganischen Flockungsmitteln auf Eisen- oder Aluminiumbasis und Pulveraktivkohle.
Konzentrationen, die die zulässigen Richtwerte überschreiten, können zudem dazu führen, dass chemisch
unterstützte Rückspülungen (Chemically Enhanced Backwash, CEB) wesentlich häufiger erforderlich sind, um
einen stabilen Betrieb aufrechtzuerhalten. Ebenso können vermehrt chemische Intensivreinigungen (CIP, Clean
In Place) erforderlich sein, um hartnäckige Substanzen, die das Fouling oder Scaling verursachen, zu entfernen.
Dies wiederum führt zu einem höheren Chemikalienverbrauch und wirkt sich negativ auf die
Systemverfügbarkeit aus.
Es können keine festen Werte für kritische und maximale Konzentrationen von Schmutzstoffen im Zulaufwasser
angegeben werden. Mit welchen Schmutzstoffen die Membran kompatibel ist, variiert und hängt vom Typ und
sogar vom Subtyp des verwendeten Rohwassers sowie von der genauen Art der Schmutzstoffe ab (z. B. Typ
und Qualität der hinzugefügten Pulveraktivkohle).
Process and Design Guidelines Seite 21 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHQualität des Zulaufwassers und
Voraufbereitung
4.2 Mikroflockung
Allgemeine Übersicht
Gelöste organische Stoffe (DOC) im UF-Zulaufwasser können zur Bildung einer hydraulisch nur schwer zu
entfernenden Schmutzschicht führen und das UF-Filtratwasser, das durch die UF-Membranen geleitet wird,
verunreinigen. Hier kommt die Mikroflockung zum Einsatz, um die negativen Auswirkungen von gelösten
organischen Stoffen durch Ausfällung und letztendlich durch Rückhaltung der organischen Moleküle auf den
UF-Membranen zu vermeiden oder zu reduzieren. In vielen Ultrafiltrationsinstallationen ist die Mikroflockung
mittels Inline-Koagulation so effektiv, dass sie als Voraufbereitungsprozess genutzt wird. Im Gegensatz zur
Sedimentation und Tiefenfiltration, die die Bildung größerer Makroflocken erfordern, benötigt die Ultrafiltration
lediglich eine Koagulation mit anschließender Bildung von so genannten „Mikroflocken”. Das hat den Vorteil,
dass zum einen die Menge der erforderlichen Flockungsmittel und zum anderen die Menge des produzierten
Schlamms reduziert wird.
Je nach Konzentration und charakteristischer Struktur der im Zulaufwasser enthaltenen gelösten organischen
Stoffe, werden vor der Ultrafiltration spezifische Mengen anorganischer Flockungsmittel (in der Regel
Metallsalze wie FeCl3, Polyaluminiumchlorid (PACI)) zum Wasser hinzugefügt. Anschließend werden das
Wasser und die Flockungsmittel mithilfe von moderaten Mengen an Energie vermischt, um die Mikroflocken zu
bilden. Die Auswirkungen sind in der Hauptsache eine Reduzierung der freien organischen Schmutzstoffe
aufgrund der Bindung der gelösten organischen Stoffe in den Eisen- oder Aluminiumflocken und die Bildung
einer porösen Deckschicht aus Mikroflocken auf der Membranoberfläche. Diese Deckschicht unterstützt einen
stabilen Filtrationsprozess und eine hohe Rückspüleffektivität und kann daher eingesetzt werden, um die
Membranleistung zu steigern oder zu stabilisieren.
Zudem kann eine korrekte Anwendung des Mikroflockungsprozesses die Qualität des Filtratwassers
verbessern, insbesondere, was die DOC-Konzentration (die in einigen Fällen um bis zu 60 % reduziert werden
kann), den SDI (Silt Density Index = Verblockungsindex; ein wesentlicher Qualitätsparameter für ein dem UF-
System nachgelagertes Umkehrosmosesystem) und die Phosphatkonzentration (besonders wichtig in
Abwasseranwendungen) anbelangt.
Wird eine Mikroflockung durchgeführt, muss darauf geachtet werden, dass die im Filtrat enthaltenen
Rückstände der zudosierten Metallsalze maximal 1 % der ursprünglich hinzugefügten Metallsalzkonzentration
ausmachen und unter keinen Umständen eventuell geltende relevante Grenzwerte überschreiten (z. B. für die
Trinkwasseraufbereitung).
Process and Design Guidelines Seite 22 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHQualität des Zulaufwassers und
Voraufbereitung
4.3 Mikroflockung durchführen
Das Ziel der Mikroflockung (mittels Inline-Koagulation) besteht darin, so viele gelöste organische Substanzen
(DOC) wie möglich zu entfernen und dabei gleichzeitig die Prozessbedingungen aufrechtzuerhalten, um die
Flockungsmittelmenge, die im UF-Filtrat zurückbleibt, auf ein Minimum zu beschränken. Um dieses Ziel zu
erreichen, ist eine exakte Anpassung des Inline-Koagulationsprozesses notwendig. Je nach Flockungsmitteltyp
und Rohwasserqualität muss eine Säure oder eine Lauge verwendet werden, um den pH-Wert anzupassen und
so einen optimalen pH-Wert für die Koagulation und Mikroflockung zu gewährleisten. Welche Kontaktdauer für
das Flockungsmittel erforderlich ist, hängt von Typ und Konzentration des Flockungsmittels, der Wasserchemie
und der Wassertemperatur ab.
Um die bestmöglichen Koagulationsparameter zu definieren, empfiehlt inge® in einer Vorphase Jar-Tests
durchzuführen. Anschließend kann das System zur Flockungsmitteldosierung auf der Grundlage dieser
Testergebnisse geplant werden. Entscheidend ist, dass sich die Jar-Tests auf Analyseparameter (wie z. B. die
Konzentration der Al- und Fe-Rückstände) oder die DOC-Entfernung konzentrieren statt auf optische Parameter
wie beispielsweise die Flockenbildung. Tabelle 4.3-1 vermittelt einen Überblick über die verschiedenen
Flockungsmittel und ihre Hauptmerkmale.
Tabelle 4.3-1 - Parameter der Inline-Koagulation und Mikroflockung
Flockungsmittel FeCl3 PACI
Dosierung von Fe/Al1 [mg/l] 0.3 - 7.0 0.2 - 5.0
Spezifische Dosierung (Me3+/DOC) [mg/mg] 0.5 - 2.0 0.25 - 0.5
pH-Bereich 5.0 - 10.0 6.5 - 7.5
Optimaler pH-Wert 6.8 - 7.0 6.8 - 7.0
Kontaktdauer2 [s] 30 - 60 30 - 60
DOC- Elimination3 [%] 10 - 60 10 - 60
Restmenge (in Prozent der dosierten Menge)4 1% 1%
1 Die Dosierung kann bei Schwimmbadanwendungen reduziert werden (z. B. 0,03 mg/l AL/Fe).
2 Die Kontaktdauer kann je nach Wassertemperatur, pH-Wert, Wasserchemie und Aufbereitungszielen
beträchtlich variieren (t < 30 Sekunden und t > 60 Sekunden) → Optimierungspotenzial.
3 Die Entfernung von organischen Stoffen hängt von der Wasserchemie und den Koagulationsparametern ab
(pH-Wert etc.).
4 Bedeutende Rückstände von Me3+ (Metallsalzen) weisen auf ein Problem in den Koagulationsparametern
hin (Mischbedingungen, pH-Wert, Alkalität, Kontaktdauer, Dosierung) und sollten unbedingt vermieden
werden.
Bitte beachten Sie: Wird ein Vorfilter zur Vermischung der Flockungsmittel eingesetzt, kann dies zu Fouling und
Scaling auf dem Vorfilter führen (z. B. Ausfällung von Al-Hydroxiden). Wenn sich diese Verschmutzungen über
längere Zeit nicht allein durch die Rückspülung entfernen lassen, kann der Einsatz von Chemikalien erforderlich
sein. Die inge GmbH empfiehlt daher, den Vorfilter vor der Flockungsmitteldosierstation oder nach der
Kontaktzone anzubringen. Sollten die vorhandenen Rohrleitungen keine ausreichende Kontaktdauer
gewährleisten, kann ein Kontakttank installiert werden, um die Kontaktdauer des Flockungsmittels zu
verlängern. Die folgenden Prozessdiagramme zeigen verschiedene Konfigurationen für die Inline-Koagulation
und Mikroflockung.
Process and Design Guidelines Seite 23 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHQualität des Zulaufwassers und
Voraufbereitung
Abbildung 4.3-1 - Beispiel 1: Vorfilter - Mikroflockung - statischer Mischer - UF
Abbildung 4.3-2 - Beispiel 2: Mikroflockung - statischer Mischer - Vorfilter - UF
Abbildung 4.3-3 - Beispiel 3: Mikroflockung - Zulaufpumpe - Vorfilter - UF
Process and Design Guidelines Seite 24 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHQualität des Zulaufwassers und
Voraufbereitung
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
Es ist von entscheidender Bedeutung, eine korrekte Vermischung und eine adäquate Kontaktdauer
sicherzustellen. Um bei der Mikroflockung beste Ergebnisse zu erzielen, sollte die Kontaktdauer
für die Chemikalien so angepasst werden, dass sie der Qualität des Rohwassers (z. B.
Temperatur) und den Anforderungen an die Qualität des Filtratwassers (z. B. DOC, Konzentration
von Al- oder Fe-Rückständen im Filtrat) entspricht. Unter keinen Umständen darf eine
Mikroflockung in der Membran oder auf der Filtratseite der Membran erfolgen (dies wäre der Fall,
wenn die Flockungsmittel aufgrund von zeitlichen Beschränkungen und/oder Beschränkungen, die
die Vermischung betreffen, nicht vollständig mit dem UF-Zulaufwasser reagieren konnten und zu
unzulässigen Ausfällprozessen in der Membran oder auf der Membranoberfläche führen).
Alle zu den Membranen und Modulen hinzugefügten Chemikalien müssen mindestens technische
Qualität aufweisen. Verunreinigte Chemikalien können zu irreversiblem Fouling führen und dürfen
daher nicht verwendet werden.
Bitte beachten Sie bei der Planung der Mikroflockung, dass Mikroflockungsprozesse bei niedrigen
Temperaturen (< 5 - 10 °C) beträchtlich langsamer verlaufen. Um dem entgegenzuwirken,
empfiehlt die inge GmbH die Verwendung von Polyaluminiumchlorid (PACI), das bei niedrigen
Temperaturen deutlich schneller reagiert als andere Flockungsmittel.
Es ist entscheidend, bei der Berechnung der Größe und Form des Kontakttanks ein Design zu
wählen, das Kurzschlüsse im Tank verhindert.
Für die CEB- und CIP-Reinigung sind besondere Anweisungen einzuhalten. Zudem sind
regelmäßige Reinigungen mit Säuren durchzuführen, sobald die Flockungsmittel in das UF-
Zulaufwasser eingeleitet wurden.
Es dürfen keine organischen Flockungsmittel oder Flockungshilfsmittel (z. B. Polyelektrolyte) allein
oder in Kombination mit anorganischen Flockungsmitteln verwendet werden, da dies zu schwerem,
irreversiblem Fouling auf den Membranen führen kann, das nicht einmal durch Intensivreinigungen
(CIP) entfernt werden kann. Unter bestimmten Umständen kann die Möglichkeit bestehen,
Substanzen dieser Art zu verwenden, allerdings nur, wenn dies zuvor von der inge GmbH
entsprechend getestet und schriftlich genehmigt wurde.
Um eine übermäßige Dosierung der Flockungsmittel zu vermeiden, ist es entscheidend, die
Konzentration der Flockungsmittel im Rohwasser, UF-Zulaufwasser und Filtrat zu überwachen und
zu dokumentieren.
Process and Design Guidelines Seite 25 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHQualität des Zulaufwassers und
Voraufbereitung
4.4 Kontinuierliche Chlorung im UF-Zulaufwasser
In einigen Fällen wird eine kontinuierliche Vorchlorung als Form der Voraufbereitung genutzt, um das
Bakterienwachstum in Wasseraufbereitungsanlagen zu bekämpfen. Aus einer Reihe von Gründen empfiehlt es
sich nicht, eine Vorchlorung auf die Ultrafiltration anzuwenden.
In manchen Fällen wird die kontinuierliche Chlorung des UF-Zulaufwassers in Betracht gezogen, um ein mikro-
und makrobiologisches Wachstum in den Einlaufstrukturen des UF-Zulaufwassers zu verhindern. Es wird
jedoch nicht empfohlen, eine solche kontinuierliche Chlorung vor dem UF-System anzusiedeln. Stattdessen rät
die inge GmbH, andere Strategien zur Einlaufreinigung zu implementieren, wie z. B. eine Schock-Chlorung
(siehe unten).
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
Chlor ist ein leistungsstarkes Oxidationsmittel, das in Prozessen zur Wasserchlorung zur Bildung
von flüchtigen Chlorkohlenwasserstoffen führen kann. Dieses Nebenprodukt ist das Ergebnis der
Reaktion des freien Chlors mit organischem Material. Die bekanntesten Nebenprodukte sind
Trihalomethane (THM), eine Gruppe von Chemikalien, die Chloroform beinhaltet, von dem sich bei
Tierversuchen im Labor gezeigt hat, dass es Krebs verursacht, und Chloramine, von denen man
annimmt, dass sie Allergien auslösen und die den für Chlor typischen Geruch verursachen, der mit
gechlorten Schwimmbädern verbunden wird.
THM und andere Chlorkohlenwasserstoffe, die als Nebenprodukte der Chlorung entstehen,
werden unter dem Parameter AOX zusammengefasst, was für Adsorbable Organic Halogen
Compounds (adsorbierbare organisch gebundene Halogene) steht. In vielen Ländern bestehen
Grenzwerte für die Abwassereinleitung.
Die Erfahrung hat gezeigt, dass die Verwendung einer kontinuierlichen Chlorung im Zulaufwasser
zur Ultrafiltration in hohem Maße kontraproduktiv ist. Die Chlorung von organischen Substanzen
führt zur Bildung zahlreicher kleiner organischer Fragmente, die eine starke Verschmutzung der
Membranporen verursachen können.
Zudem tendieren die durch die Chlorung erzeugten organischen Fragmente auch dazu,
bioverfügbar zu sein - eine Situation, die zusätzlich durch die beträchtliche Zunahme des
Bakterienwachstums im Wasser verschärft wird, wenn das freie Chlor neutralisiert wird.
Zusammen führen diese Faktoren zu einer verstärkten Biofilmbildung (Biofouling) auch in allen
nachgelagerten Anlagen oder Prozessen (z. B. Umkehrosmose-Membranen).
Aus diesem Grund sollte die kontinuierliche Chlorung nicht als Voraufbereitungsstufe eingesetzt werden.
Die bessere Wahl für die Voraufbereitung ist ein als Schock-Chlorung bekannter Prozess. Hierbei
wird für einen kurzen Zeitraum und in weniger häufigen Intervallen eine hohe Dosis Chlor zum
Rohwasser hinzugefügt.
Process and Design Guidelines Seite 26 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHChemisch unterstützte Rückspülung (CEB)
5 Chemisch unterstützte Rückspülung (CEB)
5.1 Allgemeine Übersicht
Eine chemisch unterstützte Rückspülung (CEB) dient dazu, die Wirksamkeit der Rückspülung zu verstärken.
Sie wird nach einer definierten Anzahl von Betriebszyklen durchgeführt.
HINWEIS
ACHTUNG!
Beachten Sie die folgenden Richtlinien!
Für CEB/CIP- Reinigung verwendete Chemikalien enthaltenen Richtlinien müssen beachtet
werden. Für die meisten Anwendungen haben sich CEB-Reinigungen mit Säure oder Lauge (mit
oder ohne Zugabe von Oxidationsmitteln) im Allgemeinen als die beste Wahl erwiesen. Vor der
Verwendung von anderen Chemikalien muss die inge GmbH kontaktiert werden, um eine
schriftliche Genehmigung und Informationen zu den zulässigen Konzentrationen einzuholen.
Vor der Durchführung einer CEB ist zunächst eine Rückspülung durchzuführen. Dadurch erhöht
sich die Wirksamkeit der Reinigungslösung in der anschließenden CEB.
Eine CEB darf nur mit Wasser durchgeführt werden, das mindestens die Qualität des inge ® UF-
Filtrats oder die Qualität eines Umkehrosmose-Permeats aufweist. Das Wasser muss frei von
abrasiven und die Membran verstopfenden Partikeln sein. Wenn Sie dem Tank Wasser für eine
CEB entnehmen, gilt die gleiche Regel, die auch für normale Rückspülungen gilt: Stellen Sie
sicher, dass keine Korrosions-/Erosionsprodukte, die sich im Tank oder in den Rohrleitungen
gebildet haben können, in das Modul gespült werden.
Die Häufigkeit der CEB-Reinigungen hängt von der Qualität des Zulaufwassers und anderen
Betriebsbedingungen wie Flux und Ausbeute ab. Die CEB wird in der Regel mehrmals wöchentlich
durchgeführt.
Es ist entscheidend, sicherzustellen, dass die zur CEB verwendeten Chemikalien ausreichend
lange in das System eingespült werden, um zu gewährleisten, dass sie gleichmäßig und homogen
im gesamten Rack verteilt werden.
Die Wirksamkeit einer CEB hängt nicht nur von den eingesetzten Chemikalien ab, sondern auch
von der Einwirkzeit, den Betriebszyklen und den Zeitintervallen zwischen den einzelnen CEB-
Reinigungen. Die Sequenz der verschiedenen CEB-Reinigungen sollte daher so flexibel wie
möglich programmiert werden.
Für die meisten Anwendungen haben sich alkalische CEB-Reinigungen als beste Wahl zur
Entfernung von organischen Ablagerungen und Säure-CEB-Reinigungen als beste Lösung zur
Entfernung von anorganischen Verschmutzungen erwiesen.
Da bei einer alkalischen CEB immer die Möglichkeit einer Ausfällung besteht, muss auf eine solche
Reinigung immer eine Säure-CEB folgen. Es empfiehlt sich, zwischen einer Laugen-CEB und einer
Säure-CEB die Membrananlage einen Filtrationszyklus lang in Betrieb zu nehmen, um den
Rückspülbehälter nachzufüllen und das Wasser in den Membranfasern zu neutralisieren.
Eine alkalische CEB muss immer in Kombination mit einer Säure Reinigung als Lauge/Säure-CEB
durchgeführt werden. Säure-CEB-Reinigungen können als Einzel-Reinigungsschritt oder in
Verbindung mit einer Lauge als Lauge/Säure-CEB durchgeführt werden.
Process and Design Guidelines Seite 27 von 74
Für inge® Produkt: dizzer® XL Serie Module für Open Platform, T-Rack® 3.0 Serie 45-D02234-de, Rev 5
© inge GmbHSie können auch lesen