SCM 1.3 Richtlinie Kurzeitfähigkeitsuntersuchung (KFU) SCM 1.3 Richtlinie Prozessfähigkeitsuntersuchung (PFU)
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
SCM 1.3
Informationen zu den HILTI Richtlinien zur
Ermittlung von Qualitätsfähigkeitskenngrössen
SCM 1.3 Richtlinie Kurzeitfähigkeitsuntersuchung (KFU)
SCM 1.3 Richtlinie Prozessfähigkeitsuntersuchung (PFU)
Thorsten Ebert
Juli 2012
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 1
Agenda • Warum braucht man (statistische) Richtlinien? • Wie lassen sich technische Prozesse beschreiben? • Was sind Prozessfähigkeitsuntersuchungen? • Was beschreiben die HILTI Richtlinien? • NICHT: Details zu statistischen Verteilungen und Analysen www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 2
Die Voraussetzung für eine effiziente Qualitätslenkung und -sicherung ist das Verstehen von technischen Prozessen, also Antworten finden auf folgende Fragen: ● Werden die Kundenanforderungen erfüllt? Wieviel Qualität stellt der Prozess bereit? Wie kann der Ausschussanteil auf ein Minimum reduziert werden? ● Prozessverbesserungen möglich bzw. erreicht? Sind Prozessverbesserungen notwendig? Sind die Verbesserungen nachhaltig oder ist der Prozess wieder auf das Niveau vor der Verbessserung wieder zurückgefallen? ● Wie wird der Prozess zukünftig arbeiten? Wie fähig ist der Prozess über einen längeren Zeitraum? Welche Rückschlüsse können aus dem Prozess gezogen werden? Wie kann der Prozess so wirtschaftlich wie möglich betrieben werden? Welchen Aussagen kann man trauen? www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 3
Die ISO / TR 10017 definiert statistische Methoden,
welche für die Weiterentwicklung, Aufrechterhaltung und
Verbesserung eines QM-Systems geeignet sein können:
Methode gemäß Inhalte
ISO / TR 10017
Beschreibende, Charakterisierung der Daten mit Hilfe von statistischen Kennwerten und grafischen Darstellungen
deskriptive Statistik
Messsystemanalyse Bewertung der Fähigkeit / Unsicherheit eines Messsystems unter Anwendungsbedingungen
Prozessfähigkeits- Untersuchung von Prozessen und deren Ergebnisse hinsichtlich der Erfüllung von
untersuchung Anforderungen / Spezifikationen
Regelkarten Bewertung der Prozessstabilität über die Zeit
Regressionsanalyse Untersuchung des Einflusses / der Abhängigkeit verschiedener Faktoren auf das Verhalten von
Merkmalen
Simulation Mathematische Beschreibung von Systemen zur Lösung komplexer Probleme
Stat. Toleranzrechnung Verfahren zur Toleranzbestimmung
Stichprobenprüfung Gewinnung von Informationen über Merkmale einer Grundgesamtheit durch Untersuchung
repräsentativer Stichproben
Testverfahren Überprüfung der Vereinbarkeit der Daten mit definierten Hypothesen bei einem gegebenen
Fehlerrisiko
Versuchsplanung Schlussfolgerungen anhand der Ergebnisse geplanter Experimente
Zeitreihenanalyse Untersuchungen von Verhaltensmustern und Vorhersage zukünftiger Beobachtungen
Zuverlässigkeitsanalyse Untersuchung der Lebensdauer / fehlerfreien Leistungsdauer eines Produktes o- Systems
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 4Statistische Kennwerte - Überblick
● Umfang einer Messwertreihe
● kleinster und größter Wert
● arithmetischer Mittelwert
● Median Lage- bzw. Lokalisationsparameter
● Modalwert
● Varianz s2, Standardabweichung s
● Spannweite Streuungs- o. Dispersionsparameter
● Quartile, Percentile
● Wölbung b2, Exzess g2 Formparameter
● Schiefe g1
● Cm, Cmk, Pp, Ppk, Cp, Cpk Fähigkeitskennwerte
● Überschreitungsanteile
● Variationskoeffizient
● Vertrauensbereich für Mittelwerte, Varianzen, Fähigkeitsindizes und
Überschreitungsanteile
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 5Warum braucht es Richtlinien, wenn man
statistische Methoden anwenden kann?
● Definition von Grenzwerten
● Themengerechte Beschreibung eines komplexen Sachverhaltes
● Eindeutige bzw. vollständige Definition und klare Abgrenzung von Begriffen
● Einbindung internationaler, statistischer Normen
● Beschreibung zum Umgang mit Verteilungs- und Prozesszeitmodellen
● stringenter Ablauf der Qualifikation mit Zuordnung zu den einzelnen
Qualifikationsphasen
● Umgang von Prozessbewertungen anhand diskreter Merkmale
● Angabe von Vertrauensbereichen der Fähigkeitskennzahl
(Abhängigkeit von Stichprobengrössen)
● Klarstellung zum Umgang mit Statistik Software
Die Vielzahl der anzuwendenden statistischen Verfahren müssen geregelt sein,
damit diese Methoden zu standardisierten und folgerichtigen Entscheidungen auf
der Basis von Datenmaterial führen.
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 6Welche Teilgebiete der Statistik sind für
Prozessfähigkeitsanalysen wichtig?
Beschreibende Statistik Beurteilende Statistik
(deskriptiv) (induktiv / analytisch)
meist Untersuchung einer Grundgesamtheit Untersuchung einer
Stichprobe aus einer Grundgesamtheit
• Ordnen von Daten / Merkmalen • Intervallschätzungen
• Grafische Darstellung von Daten / Merkmalen • Formulieren und Prüfen von Hypothesen
• Berechnen von Kennwerten aus Stichproben • Schätzen von Parametern
• Korrelationsanalyse
Kennwerte der Grundgesamtheit Aus den Werten der Stichprobe wird ein
mathematisches Modell entwickelt
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 7Bei der KFU und PFU müssen verschiedene
Verteilungsmodelle beachtet werden
eingipflig mehrgipflig
(unimodal) (polymodal)
symmetrisch
asymmetrisch
(schief)
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 8Die Berechnung über die Quantilmethode
berücksichtigt alle Verteilungsmodelle
U = tolerierter Höchstwert
L = tolerierter Mindestwert
a = Festgelegte Toleranz U - L
= Prozesslage
= Prozessstreubreite
= XU - XL
= L + U
(= 99,73% der Verteilung)
L = untere Prozessstreuung
U = obere Prozessstreuung
XL = untere Streubereichsgrenze X0,135%
XU = obere Streubereichsgrenze X99,865%
Unterer Oberer
Prozessfähigkeitsindex Prozessfähigkeitsindex Kritischer Prozessfähigkeitsindex
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 9Die Berücksichtigung der Prozesslage µ führt zu
den kritischen Fähigkeitsindizes
Der Fähigkeitsindizes Pp / Cp
beschreiben die potenzielle Fähigkeit
eines Prozesses, ein bestimmtes
U = tolerierter Höchstwert
Merkmal innerhalb der vorgegebenen
L = tolerierter Mindestwert
Grenzwerte zu erzeugen. Dazu wird die
a = Festgelegte Toleranz U - L
Prozessstreubreite mit der Toleranz
= Prozesslage
T = U - L des Merkmals verglichen. Nach
= Prozessstreubreite
dieser Definition sind Pp / Cp
= XU - XL
unabhängig von der Prozesslage
= L + U
(= 99,73% der Verteilung)
L = untere Prozessstreuung
Die kleinste (kritische) Fähigkeitsindizes U = obere Prozessstreuung
Ppk / Cpk beurteilen die Qualitäts- XL = untere Streubereichsgrenze
fähigkeit eines Prozesses anhand eines = X0,135%
Vergleiches der Prozessstreubreite mit XU = obere Streubereichsgrenze
der Toleranzbreite unter gleichzeitiger = X99,865%
Berücksichtigung der Prozesslage
Unterer Oberer
Prozessfähigkeitsindex Prozessfähigkeitsindex Kritischer Prozessfähigkeitsindex
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 10Prozesskennzahlen sind durch das statistische
Modell mit Überschreitungsanteilen verknüpft
Cmk 1-seitiger 2-seitiger Prozess-
Ppk Überschreitungsanteil Überschreitungsanteil streubreite
Cpk (%) ppm (%) ppm (%)
1,00 0,1350000 1350 0,2700000 2700 99,7300000
1,33 0,0031686 31,686 0,0063372 63,372 99,9936628
1,67 0,0000287 0,287 0,0000574 0,574 99,9999426
2,00 0,0000001 0,001 0,0000002 0,002 99,9999998
Allgemein gilt: Je größer der Wert der jeweiligen Qualitätsfähigkeitskenngröße ist,
desto besser ist das Leistungsvermögen zur Erfüllung der Anforderungen des
Prozesses einzustufen.
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 11Die Grenzwerte für Prozessfähigkeiten sind
abhängig von der HILTI Merkmalsklassifikation:
Prozessfähigkeitsindex H- und N-Merkmale K-Merkmale
Cm (GRENZ) 1.67 2.00
Cmk (GRENZ) 1.33 1.67
Pp (GRENZ) / Cp (GRENZ) 1.33 1.67
Ppk (GRENZ) / Cpk (GRENZ) 1.00 1.33
Grenzwert = Mindestwert für verschiedene Merkmale und Qualifikationsphasen
2,4
2,00
2,0
1,67 1,67 1,67
1,6
H/N-Merkmal
1,33 1,33 1,33
K-Merkmal
1,2
1,00
0,8
Cm Cmk Pp oder Cp Ppk oder Cpk
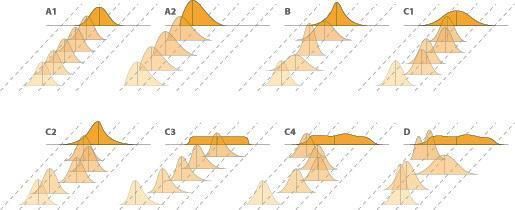
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 12In der Richtlinie PFU werden 8 verschiedene
Verteilungsmodelle berücksichtigt
Lage konstant Lage nicht konstant
Streuung konstant A C
Streuung nicht konstant B D
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 13Aus den Momentanverteilungen ergeben sich
verschiedene resultierende Verteilungen
Zeitabhängiges Verteilungsmodell Auswahl ergibt sich aus der Prozessbeurteilung
Merkmal A1 A2 B C1 C2 C3 C4 D
Zeitliche syste- syste-
syste-
Veränderung keine keine keine zufällig zufällig matisch & matisch &
matisch
der Lage zufällig zufällig
Zeitliche syste-
Veränderung keine keine zufällig keine keine keine keine matisch &
der Streuung zufällig
unimodal,
Momentan- normal- nicht normal- normal- normal- beliebige beliebige beliebige
verteilung verteilt normal- verteilt verteilt verteilt Form Form Form
verteilt
unimodal, unimodal, unimodal,
Resultierende normal- nicht nicht normal- nicht beliebige beliebige beliebige
Verteilung verteilt normal- normal- verteilt normal- Form Form Form
verteilt verteilt verteilt
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 14Unterschiedliche Qualifikationsphasen
beinhalten unterschiedliche Aktivitäten
Start of
Process study before series production series Process study during series production
product.
Short-term
Measuring system analysis process analysis Preliminary process analysis Long-term process analysis
↓ ↓ ↓ ↓
Gage R&R study Short-term Process performance study Process capability study
capability study
Minimum quantity 100 pieces
Minimum An appropriate period under normal series
or as appropriate to the
Minimum quantity 50 pieces quantity 50 conditions, during which it can be assured that
process. To keep the requisite
or as appropriate to the pieces or as all influential factors can take effect. (standard
control chart, a minimum of
process appropriate to value: 20 production days); total random sample
20 individual random samples
the process size ≥ 125
are necessary
Cg / Cgk,
Cm / Cmk Pp / Ppk Cp / Cpk
Gage R&R
Indicator of a process under
Indicator for the Indicator of a Indicator of a process under series production
real-life conditions (influence
measurement quality before process under conditions (full influence of 5M factors), which
of 5M factors), which has not
commencement of data short-term, ideal has previously been proven to be in a state of
yet been proven to be in a
acquisition conditions statistical control
state of statistical control
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 15Fähigkeitsanalysen sind auf die Kernprozesse
abzustimmen
PPM-3.2 TTM
G1 G2 G3 G4 G5 G6
Prototype/Sample parts Pre-series parts Series parts
PQA QEST QEST QN QA
Product Quality of Quality of Quality of 0-series Quality of series
quality development in development in production and production
assessment complete system complete system product confirmed
Quality QE QN QA
assurance Plan for quality of Plan for quality of Plan for quality of
plan system test 0-series test series product. test
SCM-1.3 Qualifizierung von Herstellprozessen
Planning Execution & Doc. Testing & Release Proof of Sustainibility
Planning of Sample Inspection Sample Inspection Sample Inspection
qualification (acc. SI overview) close to series series production
steps production.
Plant and SC
statements
(Cmk proven) (Cmk / Ppk prov.) (Cpk proven)
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 16Die Matrix für MI-Level aus dem SCM 1.3 gibt
Grenzwerte für die jeweiligen Einstufungen vor
The SI-Level target refers to the SI sample inspection summary and the rating roles in the SI policy
TTM Gate
G4 G5 G6
SI-Level
P
100%
Process conforming
A
60% 80% 100%
Quality conforming
B
Partly quality conforming 40% 20% 0%
*
C
0% 0%
Not quality conforming
Open
0% 0%
Not rated yet
* Production allowed with Inspection waiver / deviation approval (ABE)
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 17Derzeit existieren 2 Richtlinien zur Kurzzeit-,
sowie zur vorläufigen Prozess- & Langzeitfähigk.
Teil 2: KFU = Kurzzeitfähigkeitsuntersuchung Teil 3: PFU = Prozessfähigkeitsuntersuchung
Kurzzeitfähigkeit (früher Maschinenfähigkeit) Vorläufige Prozessfähigkeit & Langzeitfähigkeit
Qualitätsfähigkeitskenngrössen Cm, Cmk Qualitätsfähigkeitskenngrössen Pp, Ppk; Cp, Cpk
Link
www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 18Was sind die wichtigsten Botschaften der Richtlinien? ● Themengerechte Beschreibung eines komplexen Sachverhaltes. Diese Richtlinie ersetzt nicht statistische Grundkenntnisse, die zwingend notwendig sind, um diese vollständig zu verstehen und Ergebnisse plausibilisieren und interpretieren zu können. ● Durch die Einbindung internationaler, statistischer Normen werden Formeln und Begriffe klar definiert und abgegrenzt. ● Der Ablauf der Qualifikation in verschiedenen Qualifikationsphasen wird erklärt und definiert. ● Durch Verteilungs- und Prozesszeitmodellen werden die Abhängigkeiten der technischen Prozesse über die Zeit erfasst. ● Der Umgang von Prozessbewertungen anhand diskreter Merkmale wird erklärt. ● Auf die Abhängigkeit von Stichprobengrössen wird hingewiesen ● Zur kompletten Analyse ist der Einsatz einer geeigneten Statistik-Software zur Prozessqualifizierung (HILTI: qs-STAT) zwingend erforderlich. ● Definition von Grenzwerten. www.hilti.com Confidential SCM 1.3_Information Hilti Richtlinie Qualitätsfähigkeitskenngrössen | 07/2012 19
Sie können auch lesen

















































