VHM HPC SCHAFTFRÄSER EDITION 2019 - NEU - feike pt
←
→
Transkription von Seiteninhalten
Wenn Ihr Browser die Seite nicht korrekt rendert, bitte, lesen Sie den Inhalt der Seite unten
MADE IN GERMANY
EDITION 2019
VHM HPC SCHAFTFRÄSER
NEU
PERFORMANCE, PRÄZISION, POWER –
FORTIS ALLIGATOR STEEL & INOX
Die neue Generation VHM HPC Schaftfräser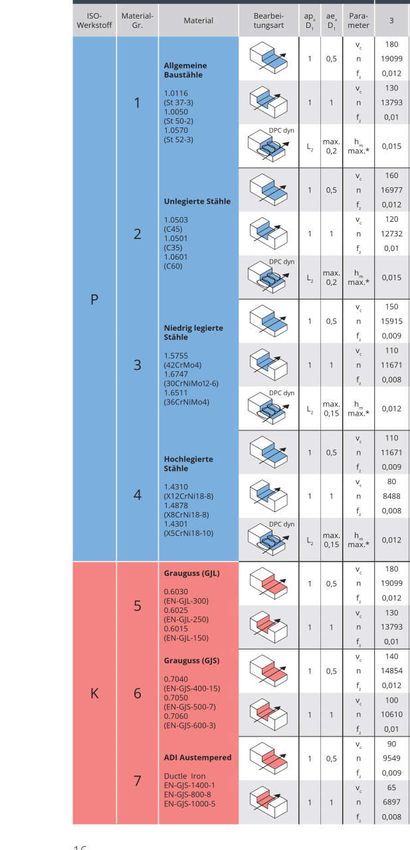


FORTIS Alligator STEEL Werkzeug-Eigenschaften Das Werkzeug für die universelle Bearbeitung: • Extreme axial ungleiche Schneidreihenteilung • Dynamische Drallsteigung • Speziell konditionierte Schneidkanten • Extrem hohe Laufruhe • Hohe Zerspanleistung • Universelles Werkzeug für die Schrupp- und Schlichtbearbeitung • Schneidecken mit 45°-Fase und Eckenradius • Modernste Hochleistungsbeschichtung CARAPACE • Neue Hartmetallsorte • Optimale Ergebnisse bei unterschiedlichen Einsatzdaten Einsatzbereiche: • Allgemeine Baustähle, Einsatzstähle, Werkzeugstähle, Stahlguss und Gusseisen, hochwarmfeste Stähle 04
TESTBERICHT
TESTPARAMETER
• Maschine: 5-Achs BAZ, Hermle C400, Schnittstelle HSK 63
• Werkzeug ø 12 mm, Bauform lang mit Halsfreischli , HB-Schaft
• Seitliche Zustellung (ae = 11 mm)
• Zustelltiefe (ap = 1 x D)
• Schnittgeschwindigkeit vc (171 m/min) und Vorschub fz (0,0754 mm/Z)
nach Angaben des Wettbewerbes
• Verschleißmarken-Vergleich nach 30 bzw. 60 m Standweg
• Material 16 MnCr5 - Einsatzstahl
STANDWEG
Alligator STEEL
Wettbewerber 1
Wettbewerber 2
Neben einer hervorragenden Performance und Ober ächenqualität
erzielt der neue FORTIS Alligator STEEL maximale Standzeiten im
Vergleich zum Wettbewerb.
VERSCHLEISS NACH 30 M
ll o S o o o o
Alligator STEEL Wettbewerber 1 Wettbewerber 2
VERSCHLEISS NACH 60 M
ll o S o o o o
Alligator STEEL Wettbewerber 1 Wettbewerber 2
05
19540 VHM HPC Schaftfräser, kurz, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød¹ ød²
l2
EF x 45°
l¹
HINWEIS:
Bis 1,5xD ins Volle, ab Ø 10 mm nur 1xD möglich, für die
AUSFÜHRUNG: maximal mögliche Bearbeitungstiefe das Verhältnis l2 zu
d1 beachten!
Zum Schruppen und Schlichten bei hoher Laufruhe und höchsten Vorschubwerten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung
VORTEIL:
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance
Spezielle Schneidkantenpräparation für die Bearbeitung von Stahl und Guss Optimierte Nutengeometrie, exzentrischer Hinterschli ,
Weitere Abmessungen auf Anfrage lieferbar große Spanräume, hohe Laufruhe
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
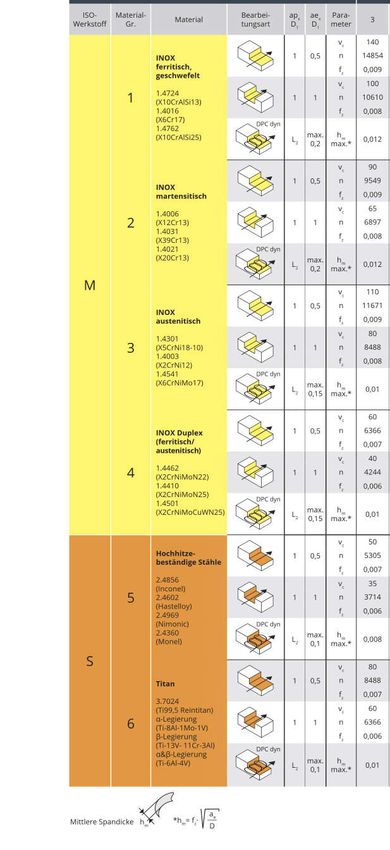
vc [m/min.]* 180 160 150 110 180 140 90
Weitere Schnittdaten nden Sie auf Seite 16!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
l¹
l²
EF x 45°
ød¹ 0
-0,03
06 Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH.
19545 VHM HPC Schaftfräser, lang, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød3
ød¹ ød²
l²
EF x 45° l
³
l¹
HINWEIS:
AUSFÜHRUNG: Bis 1xD ins Volle, für die maximal mögliche Bearbei-
tungstiefe das Verhältnis l2 zu d1 beachten!
Zum Schruppen und Schlichten bei hoher Laufruhe und höchsten Vorschubwerten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung
VORTEIL:
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance
Spezielle Schneidkantenpräparation für die Bearbeitung von Stahl und Guss Optimierte Nutengeometrie, exzentrischer Hinterschli ,
Weitere Abmessungen auf Anfrage lieferbar große Spanräume, hohe Laufruhe
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 180 160 150 110 180 140 90
Weitere Schnittdaten nden Sie auf Seite 16!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
l¹
d3
l2 l3
EF x 45°
ød 0
¹-0,03
19545 VHM HPC Schaftfräser, lang – Set
€ /Stück
VHM HPC Schaftfräser, lang, ø 6, 8, 10 und 12 mm, Set in Kunststo box 19545 999 85,30
Zu jedem FORTIS Fräserset
gibt es ein praktisches
Smartphone-Universal-
Ladekabel GRATIS dazu!*
* Solange der Vorrat reicht Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH. 07
19547 VHM HPC Torusfräser, lang, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød3
ød¹ ød 2
l²
RE
l
³
l¹
HINWEIS:
Bis 1xD ins Volle, für die maximal mögliche Bearbei-
tungstiefe das Verhältnis l2 zu d1 beachten!
AUSFÜHRUNG:
VORTEIL:
Zum Schruppen und Schlichten bei hoher Laufruhe und höchsten Vorschubwerten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung HPC-Fräser mit verschiedenen Eckenradien für alle
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance radialen Übergänge. Optimierte Nutengeometrie, exzen-
Spezielle Schneidkantenpräparation für die Bearbeitung von Stahl und Guss trischer Hinterschli , große Spanräume, hohe Laufruhe
Weitere Abmessungen auf Anfrage lieferbar und vibrationsarm
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 180 160 150 110 180 140 90
Weitere Schnittdaten nden Sie auf Seite 16!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
l¹
d3
l2 l3
RE ±0,01
ød¹ 0
-0,03
08 Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH.
19549 VHM HPC Schaftfräser, medium-lang, freigesetzt, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød3
ød¹ ød²
l²
EF x 45° l
³
l¹
HINWEIS:
AUSFÜHRUNG: Bis 0,7xD ins Volle, für die maximal mögliche Bearbei-
tungstiefe das Verhältnis l2 zu d1 beachten!
Zum Schruppen und Schlichten bei hoher Laufruhe und höchsten Vorschubwerten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung
VORTEIL:
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance
Spezielle Schneidkantenpräparation für die Bearbeitung von Stahl und Guss Optimierte Nutengeometrie, exzentrischer Hinterschli ,
Weitere Abmessungen auf Anfrage lieferbar große Spanräume, hohe Laufruhe
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 180 160 150 110 180 140 90
Weitere Schnittdaten nden Sie auf Seite 16!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød h6
²
d3 l
¹
l2 l3
EF x 45°
ød¹ 0
-0,03
Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH. 09
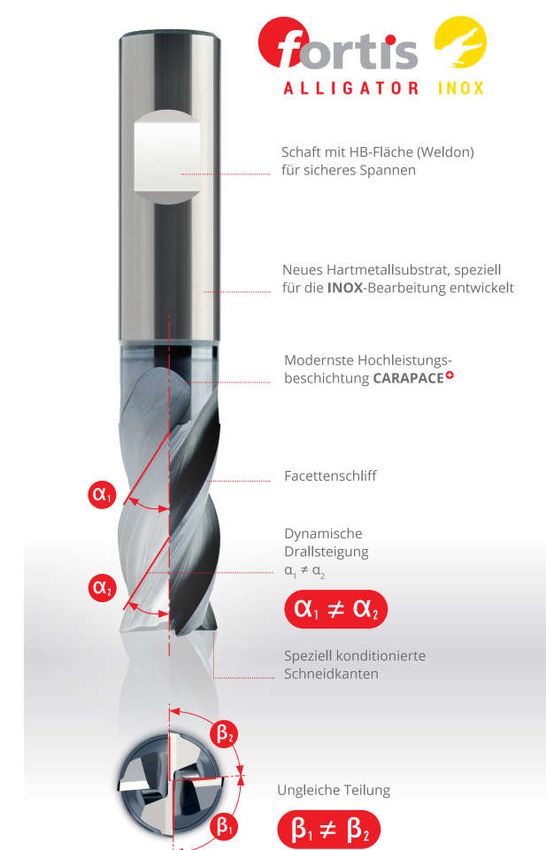
FORTIS Alligator INOX Werkzeug-Eigenschaften Das Werkzeug für die INOX-Bearbeitung: • Speziell ausgelegte Geometrie für die INOX-Bearbeitung • Extreme axial ungleiche Schneidreihenteilung • Dynamische Drallsteigung • Speziell konditionierte Schneidkanten • Extrem hohe Laufruhe • Hohe Zerspanleistung • Schneidecken mit 45°-Fase und Eckenradius • Mechanisch nachbearbeitete Hochleistungsbeschichtung CARAPACE • Neue Hartmetallsorte • Optimale Ergebnisse bei Sonderlegierungen und Titan Einsatzbereiche: • NOX- und Titan-Werksto e 10
TESTBERICHT
TESTPARAMETER
• Maschine: 5-Achs BAZ, Hermle C400, Schnittstelle HSK 63
• Werkzeug ø 12 mm, Bauform lang mit Halsfreischli , HB-Schaft
• Seitliche Zustellung (ae = 11 mm)
• Zustelltiefe (ap = 1 x D)
• Schnittgeschwindigkeit vc (50 m/min) und Vorschub fz (0,0565 mm/Z)
nach Angaben des Wettbewerbes
• Verschleißmarken-Vergleich nach 20 bzw. 40 m Standweg
• Material: 1.4571, rostfreier, austenitischer Stahl
STANDWEG
Alligator INOX
Wettbewerber 1
Wettbewerber 2
Neben einer hervorragenden Performance und Ober ächenqualität
erzielt der neue FORTIS Alligator INOX maximale Standzeiten im
Vergleich zum Wettbewerb.
VERSCHLEISS NACH 20 M
ll o N o o o o
Alligator INOX Wettbewerber 1 Wettbewerber 2
VERSCHLEISS NACH 40 M
ll o N o o o o
Alligator INOX Wettbewerber 1 Wettbewerber 2
1119550 VHM HPC Schaftfräser, kurz, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød¹ ød²
l2
EF x 45°
l¹
HINWEIS:
AUSFÜHRUNG: Bis 1,5xD ins Volle, ab Ø 10 mm nur 1xD möglich, für die
maximal mögliche Bearbeitungstiefe das Verhältnis l2 zu
Speziell entwickelte Geometrie für optimale Ergebnisse in unterschiedlichsten
d1 beachten!
rostfreien Stählen, zum Schruppen und Schlichten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung
VORTEIL:
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance
Spezielle Schneidkantenpräparation für die Bearbeitung von rostfreien Stählen Für den Einsatz mit hohen Schnittgeschwindigkeiten
und Superlegierungen (vc-Werten) geeignet. Optimierte Nutengeometrie,
Weitere Abmessungen auf Anfrage lieferbar Facettenschli , große Spanräume, hohe Laufruhe
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 140 90 110 60 50 80
Weitere Schnittdaten nden Sie auf Seite 17!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
l¹
l
²
EF x 45°
ød¹ f8
12 Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH.19551 VHM HPC Schaftfräser, lang, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød3
ød¹ ød²
l²
EF x 45° l
³
l¹
AUSFÜHRUNG: HINWEIS:
Bis 1xD ins Volle, für die maximal mögliche Bearbei-
Speziell entwickelte Geometrie für optimale Ergebnisse in unterschiedlichsten
tungstiefe das Verhältnis l2 zu d1 beachten!
rostfreien Stählen, zum Schruppen und Schlichten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung
VORTEIL:
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance
Spezielle Schneidkantenpräparation für die Bearbeitung von rostfreien Stählen Für den Einsatz mit hohen Schnittgeschwindigkeiten
und Superlegierungen (vc-Werten) geeignet. Optimierte Nutengeometrie,
Weitere Abmessungen auf Anfrage lieferbar Facettenschli , große Spanräume, hohe Laufruhe
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 140 90 110 60 50 80
Weitere Schnittdaten nden Sie auf Seite 17!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
l¹
d3
l2 l3
EF x 45°
ød¹ f8
19551 VHM HPC Schaftfräser, lang – Set
€ /Stück
VHM HPC Schaftfräser, lang, ø 6, 8, 10 und 12 mm, Set in Kunststo box 19551 999 106,90
Zu jedem FORTIS Fräserset
gibt es ein praktisches
Smartphone-Universal-
Ladekabel GRATIS dazu!*
* Solange der Vorrat reicht Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH. 1319553 VHM HPC Torusfräser, lang, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød3
ød¹ ød 2
l²
RE
l
³
l¹
HINWEIS:
Bis 1xD ins Volle, für die maximal mögliche Bearbei-
AUSFÜHRUNG: tungstiefe das Verhältnis l2 zu d1 beachten!
Speziell entwickelte Geometrie für optimale Ergebnisse in unterschiedlichsten
VORTEIL:
rostfreien Stählen, zum Schruppen und Schlichten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung HPC-Fräser mit verschiedenen Eckenradien für alle
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance radialen Übergänge. Für den Einsatz mit hohen Schnitt-
Spezielle Schneidkantenpräparation für die Bearbeitung von rostfreien Stählen geschwindigkeiten (vc-Werten) geeignet. Optimierte
und Superlegierungen. Nutengeometrie, Facettenschli , große Spanräume,
Weitere Abmessungen auf Anfrage lieferbar hohe Laufruhe und vibrationsarm
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 140 90 110 60 50 80
Weitere Schnittdaten nden Sie auf Seite 17!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
l¹
d3
l2 l3
RE +0,01
-0,01
ød¹ f8
14 Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH.19558 VHM HPC Schaftfräser, medium-lang, freigesetzt, Z4
AUSFÜHRUNG EIGENSCHAFTEN SCHAFT ANWENDUNG
ød3
ød¹ ød²
l²
EF x 45° l
³
l¹
HINWEIS:
AUSFÜHRUNG:
Bis 0,7xD ins Volle, für die maximal mögliche Bearbei-
Speziell entwickelte Geometrie für optimale Ergebnisse in unterschiedlichsten
tungstiefe das Verhältnis l2 zu d1 beachten!
rostfreien Stählen, zum Schruppen und Schlichten
Mit dynamischem Drall und extremer axial ungleicher Schneidreihenteilung
VORTEIL:
Neue Hartmetallsorte und HPC-Beschichtung für optimale Standzeit und Performance
Spezielle Schneidkantenpräparation für die Bearbeitung von rostfreien Stählen Für den Einsatz mit hohen Schnittgeschwindigkeiten
und Superlegierungen (vc-Werten) geeignet. Optimierte Nutengeometrie,
Weitere Abmessungen auf Anfrage lieferbar Facettenschli , große Spanräume, hohe Laufruhe
EINSATZ STAHL INOX GUSS SON.-LEG. TITAN NE-METALLE GRAPHIT GEHÄRTETER STAHL
< 700 < 1000 < 1200 < 1400 ferrit- mar- auste- duplex GG/ GGG ADI Inconel > 850 Alu GFK/CFK/ < 55 < 60 > 60
Hastelloy Emulsion MMS Trocken Luft
N/mm² N/mm² N/mm² N/mm² isch tens. nitisch GTS N/mm² Cu-Leg. Duropl. HRC HRC HRC
Nimonic
vc [m/min.]* 140 90 110 60 50 80
Weitere Schnittdaten nden Sie auf Seite 17!
* Die angegebenen Schnittdaten sind Richtwerte und müssen der Werkstückaufspannung und den Maschinenverhältnissen angepasst werden! Werte FETT = empfohlen, NORMAL = geeignet
ød² h6
d3 l
¹
l2 l3
EF x 45°
ød¹ f8
Alle Preise in ohne MwSt. Bei allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH. 15LEGENDE /
ZEICHENERKLÄRUNG
ICON
Schneidenlänge: l2
Schneidenlänge: l3
inkl. Halsfreischli
Schneidenanzahl: Z4
Fräser-ø d1
Toleranz 0
-0,03
Fräser-ø d1
Toleranz f8
Schneideckenfase: EF x 45°
Schneideckenradius: RE
Schneidecke: ohne Fase 90°
dyn. Drallwinkel: 35°– 38°,
Spanwinkel 8°
dyn. Drallwinkel: 35°– 38°,
Spanwinkel 12°
18IHRE ERFAHRUNG ZÄHLT.
FÜHLEN SIE DEM ALLIGATOR AUF DEN ZAHN.
TESTPROTOKOLL
Kontaktdaten Werkstück
Unternehmen Name / Benennung
Kunden-Nr. Werksto
Anschrift Werksto -Nr.
PLZ / Ort Ober äche
Ansprechpartner
Datum
Telefon
eMail
Maschine und Bearbeitung
Maschinentyp Bearbeitungslage Bearbeitung Stabilität Kühlung
konv. Fräsmaschine Horizontal Schlichten / Besäumen Kontinuierlicher Schnitt Emulsion
Dreh- / Fräszentrum Vertikal Schruppen Unterbrochener Schnitt MMS
Fräszentrum Schmiedeteil / Gusshaut Trocken
Luft
Maschinenbezeichnung
Test FORTIS Alligator
Test 1 Test 2 Test 3
Artikel-Nr.
Werkzeugbezeichnung
Werkzeug-Ø
Werkzeugaufnahme
vc (m / min)
fz (m / min)
ap (mm)
ae (mm)
Verschleiß
Spanbild
Standzeit
Bemerkungen
Positiv Positiv Positiv
Gesamteindruck
Negativ Negativ Negativ
19Gültig bis 31.05.2020
HERAUSGEBER:
Es gelten ausschließlich unsere aktuellen Lieferungs- und Zahlungsbedingungen. Technische Änderungen sowie Sortimentsänderungen in
gleichwertiger oder verbesserter Qualität vorbehalten. Keinerlei Haftung für rrtum und Druckfehler. Alle Preise per Stück, zzgl. MwSt. Bei
allen in diesem Prospekt genannten Preisen handelt es sich um eine unverbindliche Preisempfehlung der E/D/E GmbH. © E/D/E GmbH.Sie können auch lesen